煤炭、焦炭可磨性如何测量
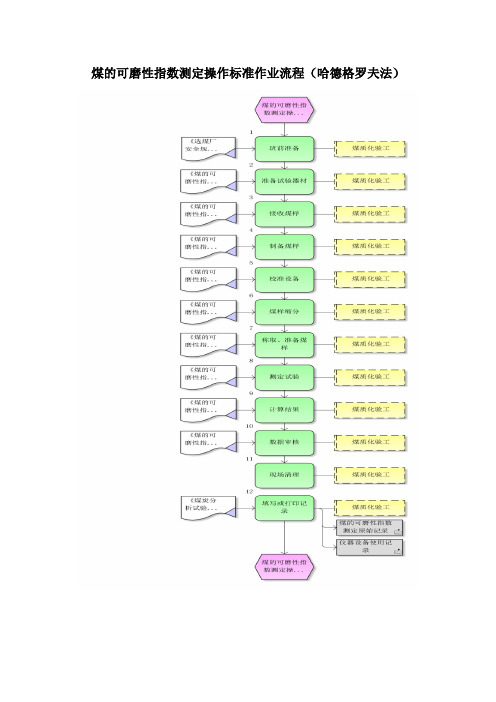
煤的可磨性指数测定操作标准作业流程(哈德格罗夫法)
12
填写或打印记录
填写记录。
记录真实、准确、无遗漏。
《煤的可磨性指数测定方法哈德格罗夫法》GB/T2565-2014
1)计算正确;2)查值或者计算准确;3)重复性限HGI为2。
《煤的可磨性指数测定方法哈德格罗夫法》GB/T2565-2014
10
数据审核
1)审核数据;2)互审数据;3)提交上级审核。
数据准确无遗漏。
《煤的可磨性指数测定方法哈德格罗夫法》GB/T2565-2014
11
现场清理
1)弃样返还;2)清扫试验容器;3)清洁现场卫生;4)设备断电冷却后清洁。
1)样品信息正确,样品完整无遗漏;2)煤样包装密封完好、样品标签完好,煤样量和粒度符合要求。
《煤的可磨性指数测定方法哈德格罗夫法》GB/T2565-2014
4
制备煤样
1)煤样缩分、干燥、称量;2)用振筛机筛分;3)留取0.63毫米-1.25毫米的煤样,称量、计算出样率;4)试样干燥。
1)缩分1千克,达到空气干燥状态,称量准确;2)筛套由1.25毫米和0.63毫米组成,每批筛分200克,样品无损失,全部通过1.25毫米筛;3)称量、计算正确;出样率小于45%,煤样作废;4)空气中连续干燥一小时,煤样的质量变化不超过0.1%。
2
准备试验器材
准备煤的标准物质、软毛刷、试验筛、保护筛、振筛机、工业天平、二分器、破碎机、称量勺、清扫工器具。
设备、计量器具处于检定合格有效期内,规格、型号符合国家标准要求,工具适用、完好、清洁。
《煤的可磨性指数测定方法哈德格罗夫法》GB/T2565-2014
3
接收煤样
焦炭指标的测定方法
焦炭指标的测定方法
焦炭指标的测定方法包括有以下5种:
1、落下强度测定:这是一种评估焦炭在常温下抗碎裂能力的机械强度指标。
通过将块焦试样按规定高度重复落下四次后,计算块度大于50mm(或25mm)的焦炭炭量占试样总量的百分率来实现。
2、全水分测定:通过将焦炭从装煤箱中倒出冷却至室温,并用电子秤称量焦炭的质量,同时按GB/T2001标准测定焦炭的全水分M。
熄焦后焦炭的全水分应小于10%。
3、挥发分测定:称取一定质量的焦炭试样,置于带盖的增祸中,在600℃下隔空气加热7分钟,以减少的质量占试样质量的百分数,减去该试样的水分含量,从而得到挥发分的测定结果。
4、粒度测定:对于粒度大于60mm、25mm的焦炭,有专门的机械强度测定方法,包括原理、仪器和设备、试样的采取和制备、实验步骤、结果的计算及精密度等方面的规定。
5、反应性测定:国内外有多种测定焦炭反应性的方法,这些方法能够表征焦炭的性质与块焦反应性的关系。
煤的可磨性指数测定方法(哈德格罗夫法)

煤的可磨性指数测定方法(哈德格罗夫法)GB2565—2014代替 GB2565—1998Determination of grindability index of coal(Hardgrove method)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准代替GB/T2565-1998《煤的可磨性指数测定方法(哈德格罗夫法)》。
本标准与GB/T2565-1998相比主要变化如下:一增加了引言、试剂和材料、试验报告(见引言,第4章,第11章);一增加了制样过程中对煤样进行空气干燥的要求(见6.2);一增加使用一元线性回归方程计算出哈氏可磨性指数(见附录C的C.2)。
本标准使用重新起草法修改采用ISO5074:1994<硬煤-哈德格罗夫可磨性指数的测定方法>。
本标准与ISO5074:1994相比在结构上有所调整,附录A中列出了本标准与ISO5074:1994的章条编号对照一览表。
本标准与ISO5074:1994相比存在技术性差异,这些差异涉及的条款已通过在其外侧页边空白位置的垂直单线(l)进行了标示,附录B中给出了相应技术性差异及其原因的一览表。
本标准由中国煤炭工业协会提出。
本标准由全国煤炭标准化技术委员会(SAC/TC42)归口。
本标准起草单位:煤炭科学研究总院检测研究分院、神华销售集团有限公司。
本标准主要起草人:杨华玉、张云红、张宝青、薛俊海、王振华。
GB/T2565-1998历次版本发布情况为:-GB2565-1981;GB2565-1987。
引言煤的可磨性指数是煤的物理一机械(如硬度、强度)等性能的综合体现,,一般采用哈德格罗夫法(哈氏可磨性指数测定仪,简称哈氏仪)测定煤的可磨性指数,测定煤的可磨性指数目的是评价煤研磨成粉的难易程度。
影响煤的可磨性指数测定结果可靠性的两个重要的因素是煤样制备方法(煤样的粒度范围)和煤中的水分含量。
煤的可磨性指数可以用来评估工业用磨煤机的产率和能耗。
煤的可磨性指数测定方法(哈德格罗夫法)
煤的可磨性指数测定方法(哈德格罗夫法)GB2565—2014代替 GB2565—1998Determination of grindability index of coal(Hardgrove method)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准代替GB/T2565-1998《煤的可磨性指数测定方法(哈德格罗夫法)》。
本标准与GB/T2565-1998相比主要变化如下:一增加了引言、试剂和材料、试验报告(见引言,第4章,第11章);一增加了制样过程中对煤样进行空气干燥的要求(见6.2);一增加使用一元线性回归方程计算出哈氏可磨性指数(见附录C的C.2)。
本标准使用重新起草法修改采用ISO5074:1994<硬煤-哈德格罗夫可磨性指数的测定方法>。
本标准与ISO5074:1994相比在结构上有所调整,附录A中列出了本标准与ISO5074:1994的章条编号对照一览表。
本标准与ISO5074:1994相比存在技术性差异,这些差异涉及的条款已通过在其外侧页边空白位置的垂直单线(l)进行了标示,附录B中给出了相应技术性差异及其原因的一览表。
本标准由中国煤炭工业协会提出。
本标准由全国煤炭标准化技术委员会(SAC/TC42)归口。
本标准起草单位:煤炭科学研究总院检测研究分院、神华销售集团有限公司。
本标准主要起草人:杨华玉、张云红、张宝青、薛俊海、王振华。
GB/T2565-1998历次版本发布情况为:-GB2565-1981;GB2565-1987。
引言煤的可磨性指数是煤的物理一机械(如硬度、强度)等性能的综合体现,,一般采用哈德格罗夫法(哈氏可磨性指数测定仪,简称哈氏仪)测定煤的可磨性指数,测定煤的可磨性指数目的是评价煤研磨成粉的难易程度。
影响煤的可磨性指数测定结果可靠性的两个重要的因素是煤样制备方法(煤样的粒度范围)和煤中的水分含量。
煤的可磨性指数可以用来评估工业用磨煤机的产率和能耗。
焦炭机械强度的测定方法[最新]
![焦炭机械强度的测定方法[最新]](https://img.taocdn.com/s3/m/590f832266ec102de2bd960590c69ec3d5bbdb3a.png)
焦炭机械强度的测定方法1、方法提要焦炭在转动的鼓中,不断地被提料板提起,跌落在钢板上。
在此过程中,焦炭由于受机械力的作用,产生撞击、磨擦,使焦炭沿裂纹破裂开来以及表面被磨损,用以测定焦炭的抗碎强度和耐磨强度。
2、设备2.1 转鼓鼓体是钢板制成的密闭圆筒,无穿心轴。
鼓内直径1000±5mm,鼓内长1000±5mm,鼓壁厚度不小于5mm (制作时为8mm),在转鼓内壁沿鼓轴方向焊接四根100mm×50mm ×10mm(高×宽×厚)的角钢作为提料板,把鼓壁分成四个相等面积,角钢的长度等于转鼓的内壁长度,角钢100mm的一边对着转鼓的轴线,50mm的一边和转鼓曲面接触,并朝着转鼓旋转的反方向。
转鼓圆柱面上有一个开口,开口的长度为600mm,宽为500mm,由此将焦炭装入、缷出和清扫。
开口应安装一个盖,盖内壁的大小与鼓体上的开口相同,且曲率及材质与转鼓鼓壁一致,这样,当盖关紧时,其内表面与转鼓内表面应在同一曲面上,为了减少试样的损失,在盖的四周应镶嵌橡胶垫或羊毛毡。
转鼓由(1.5~2.2KW)的电机带动,经减速机以每秒25转的恒定转速运转100转。
并采用计数器控制规定转数。
转鼓应安装手动装臵可以向正反两个方向旋转,便于缷空。
2.2圆孔手筛技术要求a.筛片有效尺寸1000mm×700mm,孔径分别为60mm、40mm、10mm,尺寸见表1:表1毛刺打平。
c.筛框一律用木板制做。
2.3磅秤刻度为0.1kg,每次试验前都要校正零点。
2.4其它容器、铁锨、扫帚和小铲等。
3、试样的采取和制备3.1按焦炭试样的采取方法进行不够两个转鼓试样时,须相应增加总采样量,以保证备用转鼓试样总量。
3.3用直径60mm的圆孔筛进行人工筛分,并进行手工穿孔。
筛分时每次筛量不超过15kg,既要求筛净,又要防止因用力过猛使焦炭受撞而破碎。
3.4将筛上物(大于60mm的焦炭)称取50kg (称准至0.1kg),臵于待入鼓的容器内,余下部分为备用样,待做完转鼓后不超差时,再行处理。
GB-T2565-1998煤的可磨性指数测定方法
。值定筛验试准标和器仪准 标的用专用并�备制所究研学化煤京北院总究研学科炭煤由样煤准标家国性磨可的组一个 4 3B 。准校样煤准标际国的组一个 4 的得获�MTSA�会协验试料材国美从用须必器仪准标 2B 。器仪准标的样煤准标家国数指性磨可备制于用门专国我为作器仪夫罗格德哈的口进国美由 1B 备制的样煤准标和准校的器仪准标 �录附的准标� B 录附 例图准校 1A 图 值数指性磨可氏哈
法方定测数指性磨可的煤 8991-5652T/BG
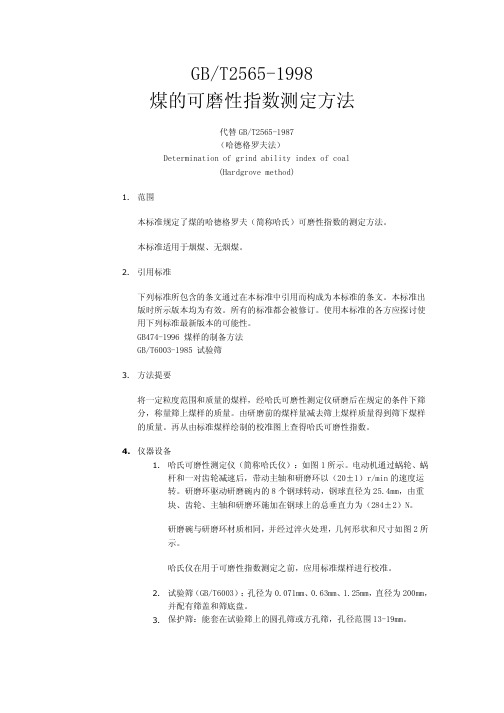
球钢-4 碗磨研-3
环磨研-2 轴主-1
仪定测性磨可氏哈 1 图 碗磨研 -41 球钢-31 环磨研-21 轴主-11 器数计-01 杆拨-9 罩护-8 块重-7 齿大 6 轮齿小 5 机动电 4 轮 盒制控气电 2 座机-1 盒轮蜗-3
。内 碗磨研回放球钢把并筛护保下取 。内子筛 mm170.0 到刷粉煤的上筛护保 在粘把再。上筛护保到刷粉煤的上球钢和碗磨研在粘将细仔并�筛护保 入倒起一球钢同连样煤的过磨将后然 �上筛护保到刷粉煤的上环磨研在 粘把�碗磨研下卸�好叠套盘底筛和子筛 mm170.0、�3.4�筛护保将 .7 。上球钢个 8 在加施匀均力直垂总保确以�定固紧拧�上栓螺的侧两座机在挂碗磨研 。内碗磨研在放环 磨研将时致一本基向方头字十端下轴主与槽字十的环磨研使 �围周球钢 研入倒匀均样煤将��g�m 作记样煤的粉煤去除已 g�10.0±05�取称 .4 。样煤份两的 g05 于少不份每为分缩器分 mm36.0 用 �g021 出分 �7.4� 器分二用 �匀均合混样煤的 mm52.1-36.0 将 .3 碗磨研在布分地匀均能可尽球钢将并�球钢和环磨研、碗磨研扫清底彻 .2 适合到调杆拨的数数计将后然�常正否是查检��1.4�仪氏哈转运试 .1 。样制新重法方样制 3.5 按�gk1 出分缩中样煤 mm6 从再。废作样煤该 则�%54 于小率样出若��率样出�数分百的量质总的样煤前碎破占量 。物下筛去弃�样煤的 mm52.1-36.0 取留。子筛 mm52.1 过通部全样煤述上至直分筛、碎破断不。粒颗的 级逐用采�g002 约批每�样煤述上筛过批分�子筛的�2.4�mm52.1 用 .3 燥干气空�mm01 过超不厚层至开摊内盘入放�gk1 约出分缩样煤述上将 .2 。�g1 到准称�量称后 。mm6 到碎破样煤将�则原的定规 474BG 照按 .1 大较碎破能只其使�距间的辊的�8.4�机碎破节调断不�法方的碎破 质样煤的围范度粒个这算计��g1 到准称�样煤的 mm52.1-36.0 量称 .4 。止停动自时 r�52.0±06�转运在能器仪使�置位动启的 骤步定测 .6 。内槽凹的 二用再�煤粉的 mm36.0 于小去除以�nim5 筛上�4.4�机筛振在子筛 到扫清样煤的分部起凸碗磨研和上球钢在落将并�面表其整平�内碗磨 将时同头字十的端下轴主准对槽字十的环磨研使 �内座机入移碗磨研把 .5
煤的哈氏可磨性指数测定
式中: ——煤样质量,g;
——筛上物质量,g;
——筛下物质量,g。
根据筛下煤样的质量m2(g),利用式(2)计算得出可磨性指数值(HGI)
………………………………………(2)
在实际测定时是用被测定煤样与标准煤样相比较而得出的相对指标表示,这需要磨制标准煤样制作标准图对实际煤样进行标定。
三、实验研究的主要仪器如下
2.测定步骤及结果
(1)用刷子将磨煤机的研磨槽清扫干净,把8个直径为25.4mm的钢球放到研磨槽的底部,再把制备好的粒度为16目(1.25mm)至30目(0.63mm)的煤样50g均匀地摊在钢球上,如有煤样落在研磨槽中间的突起部分必须也把它扫到钢球上去。
(2)用带方孔的研磨盘覆盖在球上,把压重下的旋转轴下端对正研磨盘的方孔,借研磨槽边缘上的两个螺丝把整个研磨系统牢牢固定住,这时压重全部压在研磨盘覆盖的钢球上。
73
GBW12008b
104
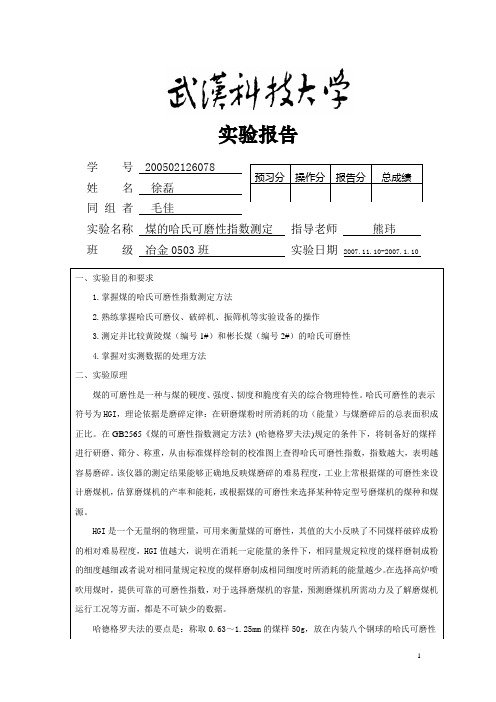
1)对每个标准煤样用待校准的哈氏仪重复测定4次(测定步骤见下文),计算出0.071mm筛下的煤样质量,取其算术平均值。
图2哈氏可磨煤标样的校准图
2)在直角坐标系上,以每个煤样的筛下物质量的平均值为纵坐标,以相应的哈氏可磨性指数标准值为横坐标,根据最小二乘法原则对以上4个煤样的试验数据作图。所得的直线就是所用哈氏仪及筛子等的校准图(见图2)。
可磨指数测定
可磨指数测定
1. 样品准备:选取代表性的物料样品,并将其粉碎至适当的粒径范围。
2. 测试设备:使用专门的可磨性测试设备,例如球磨机或其他研磨装置。
3. 研磨过程:将样品放入测试设备中,并进行研磨或破碎操作。
研磨的时间、转速、介质等参数可能会根据具体的测试方法而有所不同。
4. 指标计算:根据研磨后物料的粒度分布、细度或其他相关指标,计算可磨指数。
这可以通过各种方法,如筛分分析、激光粒度分析等来完成。
5. 结果分析:根据得到的可磨指数,评估物料的可磨性,并与其他物料或标准进行比较。
可磨指数测定在矿物加工、粉体工程、水泥制造等领域都有重要的应用。
它可以帮助工程师和研究人员选择合适的研磨设备和工艺参数,优化物料的加工过程,提高生产效率和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤炭、焦炭可磨性如何测量鹤壁市冶金机械仪器公司--马跃骋
原煤被研磨成粉的难易程度称为可磨性,研磨成粉难易程度的指标称为可
磨性系数。
其物理意义是:一定量风干状态下的标准煤样与待测煤样,从相同
原始粒度磨碎到相同细度时所耗能量之比即称可磨性系数Kkm。
一般标准煤样是一种难磨的无烟煤,耗电量较大。
越易磨的煤,耗电量越小,其可磨性系数就越大。
按照上述原理测定可磨性系数是很困难、很复杂的。
一般都是以上述原理
为基础,采用较简单方法测定可磨性系数。
过去我国是沿用原苏联全苏热工研
究院的测定方法,符号KVTI现在我国已规定使用哈德罗夫法测定可磨性系数,简称哈氏可磨性系数,符号HGI。
哈氏可磨性系数测定时,是将规定粒度的50g煤样放在微型中速磨煤机内
研磨60±0.25转(约3分钟),取出筛分20分钟,按下式确定哈氏可磨性系数HGI HGI=6.93G+13
式中G--通过孔径为71μm筛子的煤粉质量,g。
KVTI与HGI之间的关系可用下式表示
KVTI=0.034(HGI)1.25+0.61
我国原煤的KVTI多在0.8-2.0之间,一般KVTI 1.2的煤称难磨煤,KVTI 1.5的煤称易磨煤。
鹤壁市冶金机械仪器有限公司专业研制生产煤的哈氏可磨性指数测定仪,
是我国首批研制单位,取得国家煤炭科学研究院的认可。
CHK-60型煤的哈氏可
磨性指数测定仪,依照国标GB2565《煤的可磨性指数测定方法》(哈德格罗夫法)的要求设计制造的,并不断优化革新,在不改变主体结构的条件下优化设计,由原来繁琐的手工操作,改为机体和研磨碗底部增添了顶推式上碗结构,改用
电子数显式转数控制器,解决了操作时手托上碗的笨重劳动,并提高了测定仪
的可靠性,使其成为更新换代的新产品。
二、仪器的用途
CHK-60型煤的哈氏可磨性指数测定仪,是专供测定烟煤和无烟煤可磨性的
一种仪器。
测定结果用哈氏可磨性指数表示,指数越大,表明越容易磨碎。
该
仪器的测定结果能够正确地反映煤磨碎的难易程度,为磨煤机的设计和运行提
供依据。
本仪器结构紧凑,使用方便,普遍用于煤炭、电力、冶金、化工等行业。
三、工作原理与结构特征
哈氏可磨性指数测定仪的工作原理,是根据磨碎定律(即磨碎煤粉所消耗的能量与煤粉产生的新表面积成正比),把制好的一定粒度范围的煤样放在哈氏仪里磨碎,然后筛分、称重、对照、校准图表,查出可磨性指数。
哈氏仪的结构主要由上碗机构、蜗轮箱、传动齿轮、研磨环和研磨碗料钵、电机以及智能转数控制器组成。
电机和蜗轮箱安装在电机座上,固定在机座的右侧,主轴装在机体的中央,其上部装有大齿轮,配重块和用于传感转数的磁钢,下部连接有研磨盘,其总负荷力284±2N,钢制的研磨料钵内有水平轨道(弧形槽)。
在轨道内有八个直径
为25.4毫米的钢球,电动机驱动蜗轮箱和齿轮的传动,以20转/分的转速带动主轴运转,并
驱动研磨环和八个钢球进行工作。
上碗机构置于机体和研磨料钵的底部,由桥形底座、螺旋凸盘、托碗芯轴、手柄等机件组成。
当扳动手柄时,带动螺旋凸盘回转,从而形成芯轴的垂直升
降运动,藉以完成上碗操作。
电气控制系统由智能转数控制器、磁性传感器组成。
启动时按下启动按钮,仪器开始运转,记数装置开始记录转数,液晶屏能显示工作转数,并可以在主
轴旋转60转后自动停机,若主机发生故障时可以直接按下停止按钮,进行急停,再次启动转数可以累加。
四、技术数据
1、主轴转速:20±1r/min
2、限额工作转数:60±0.25r
3、负荷力:284±2N
4、电动机型号:JW5614功率:90W
转速:1400r/min 5、电源电压:三相220v/380V 6、仪器重量:64.5kg 7、外型尺寸(长x宽x高):365x425x443mm
五、仪器的操作
1、工作前应进行试运转,检查运转是否正常,转数控制器和自动停机装置是否灵敏可靠,以保证60±0.25转自动停止。
2、彻底清扫研磨碗、研磨环和钢球,把钢球尽可能均匀地分布在研磨碗内。
3、称50±0.1克粒度为0.63~1.25mm的煤样,均匀分布在磨碗内,并平整表面,将落在研磨碗凸起部分和球上面的煤样扫到钢球周围。
4、在研磨碗内,装好煤样和钢球、研磨环后,其放入桥形底座上的予定位置处,注意主轴和研磨环十字槽方位对正,确认无误后,动上碗机构的手柄,向右运转,使研磨碗顶升到位,再将其挂在机体两侧的异型螺栓上,拧紧螺母。
此时,研磨碗通过钢球,研磨环将主轴顶起,使主轴的全部负荷为284±2N,均
匀地施加在八只钢球上。
研磨碗的工作位置是否正确,应检查研磨碗的两耳与
机体止口平面的间隙是否一致,否则需调整两个异形螺栓的松紧度。
5、将转数控制器数字清除到零位,起动电动机,运转60±0.25转后自动停止。
6、松开异形螺栓,卸下研磨碗,把钢球和磨碎的煤都倒在套筛200目筛上的保护筛里,并把粘附在研磨环上、研磨碗里及钢球上的煤粉都仔细地刷到保
护筛里,然后把钢球放回研磨碗内,从保护筛的内侧和下侧把煤粉刷到200目
筛内。
7、按有关规定进行筛分、称重。
由通过200目筛的煤样重量查校准图表,
得到可磨性指数。
8、为使研磨碗拆装方便,在卸研磨碗时,先将拔叉(随机附件),垫在主轴垫圈的下部,此时拆卸轻便容易,下次装上研磨碗后(轴被托起)再将拔叉取出,方可开动仪器。