全国数控车技能大赛题图(2020年整理).pptx
第三届全国数控技能大赛点评PPT课件
底座和本体实现插配后,转动本体顺时针旋 转45度后,Φ8定位销可同时插入底座和本 体。转动本体逆时针旋转45度后,Φ8定位 销可同时插入底座和本体。
螺堵在螺柱的螺旋槽内滑动,同时带动旋盖及中 心轴和锁紧环向下运动,罩盖转到71.616度时, 旋盖120度缺口推动键旋转,当旋盖转到82.246度 时,键将锁紧环锁住,实现定位。
实操试题特点
实操试题没有过度追求试件复杂性和加工 精度指标,重点突出了加工零件的部件化和 功能化。为实现特定机械功能,零件加工部 位有较大增加,加工中不仅要保证零件自身 的尺寸精度和位置精度,更重要是要保证零 件之间相互位置的准确性。
第三届全国数控技能大赛决赛 试题XJ-B03点评
基座
本体
❖ XJ-B03是一套结构较复杂的实操试题,零件加工内容比较多,加工工 作量较大,需要多次装夹才能完成加工,包括底座和本体配合部位加 工,圆周部位槽形加工,孔系和螺纹加工,平面和圆周刻线、刻字加 工等。该试题突出考核工艺能力、突出配合要求,试题涵盖多项新工 艺方法。
赛事简介
❖ 数控铣/加工中心组共有来自28个省市404名选 手参加了实操比赛。
❖ 比赛用设备42台,职工组和教师组使用四轴数 控铣和四轴加工中心。
❖ 实操试题12套,由于赛前公布了实操试题,因 此提高了试题加工难度,工作量较前两届增加 了 约20%。
竞赛内容 竞赛考核三部分内容:
理论知识 30% 软件应用 10% 实际操作 60%
命题分析
当今随着机械产品更新速度加快,零部件 一体化程度不断提高,零件的形状日益复杂, 精度要求越来越高。数复合。数控加工不仅仅是工序,而是全部工 艺过程。制造技术要与工艺紧密结合是数控应 用技术发展的必然趋势。数控技能大赛实操试 题要素来源企业、教学、职业培训和鉴定实际, 但要高于具体零件加工。实操试题考点要素应 具备,典型、集中、概括、突出和可操作等特 点。
2020年中国技能大赛第八届全国数控技能大赛

2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:;;;,为工件选择装夹方法和装夹系统;,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;;1.3基本知识要求参赛选手应掌握以下基本知识:数学知识、测量知识、材料切削性能知识等。
工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
(1)竞赛方式:闭卷方式。
(2)分数比例:满分100分,占总成绩的20%。
(3)竞赛时间:60分钟。
(4)竞赛题型:全部为客观题,题型为单项选择题和判断题。
(5)题型比例:单项选择题占60%,判断题占40%。
(1)机械加工基础知识模块①零件图识读。
②公差配合与技术测量。
③材料及热处理。
④工量刃具的基本知识。
⑤金属切削原理。
(2)数控车工(数控车削加工技术)知识模块①数控机床及其工作原理:机床的基本组成、主要机械结构、数控原理及系统、伺服系统、机床性能及操作应用等。
②数控加工工艺:零件工艺分析、加工工艺规范及工艺文件的编制、工件装夹与夹具应用技术、刀具应用技术等。
2020年中国技能大赛第八届全国数控技能大赛

2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:;;;,为工件选择装夹方法和装夹系统;,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;;1.3基本知识要求参赛选手应掌握以下基本知识:数学知识、测量知识、材料切削性能知识等。
工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
(1)竞赛方式:闭卷方式。
(2)分数比例:满分100分,占总成绩的20%。
(3)竞赛时间:60分钟。
(4)竞赛题型:全部为客观题,题型为单项选择题和判断题。
(5)题型比例:单项选择题占60%,判断题占40%。
(1)机械加工基础知识模块①零件图识读。
②公差配合与技术测量。
③材料及热处理。
④工量刃具的基本知识。
⑤金属切削原理。
(2)数控车工(数控车削加工技术)知识模块①数控机床及其工作原理:机床的基本组成、主要机械结构、数控原理及系统、伺服系统、机床性能及操作应用等。
②数控加工工艺:零件工艺分析、加工工艺规范及工艺文件的编制、工件装夹与夹具应用技术、刀具应用技术等。
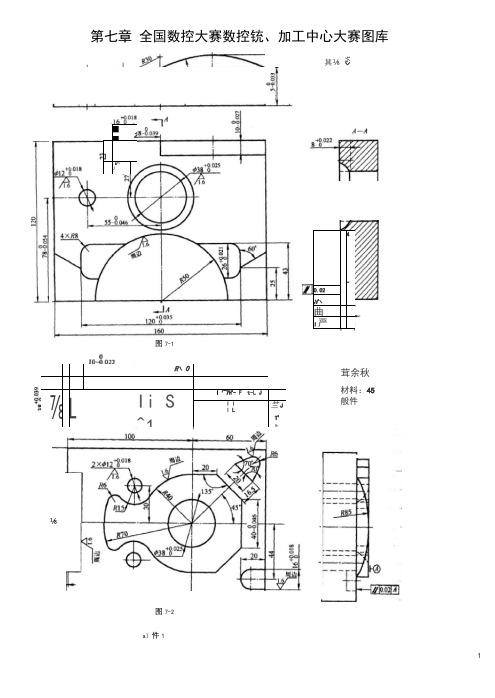
2020年全国数控大赛数控铣加工中心图库参照模板
T¾ ⅜ 002
a)件 1
件】与件 2 的配合阖隙双边<
006
2
S當 -
0 44
Zo
α* 宀
DA
f
Ti ⅛⅛j,
um
r
I 闘 79) (W3]
[4⅛27)
&1
≥l ⅞ EL
⅛ 詐Γ
邑
b)件 2 图 7-4
δ
?θ≡ 'rΓΠ O ^LJ I H P
I -U
II<
—~ Ir
(■ ■ Ui
i I
I
^ JLL ■L —
yr
1
4XQ
图 7-50
技术要求: 】• 未注尺寸公差为 ITG 2. 锐边去毛刺。
22
Y
2XM12 6H I
KgX7⅞
§
Q
40 039
£
2X<M2H7" ^≡Γ
- 0.04 Ii ÷ 65
D
H
图 7-51
平铳刀
^ι5O,-2L5 Cι29.719-22.289 5:37
2^27.9 0:19 673 厂 22.649 F:-
Oo5
0 1 JI
T
67.8±0.03
120 €25
CO Vl Li
E0±003
SO
90 〔
O
41 0
技术要戎
I 未住履角≤ ^0,5mm 2 圆倒角处弋/ 345 钢调廣处理 180〜20(JHBW: 4, 未注公差按 ITIJ 标准执行
5, 表面不律瞌碰划伤.
,Γ≠⅛
8±0.03
R 二 O 05(6 处)
7
ZΞΞZL
*1
第五届全国数控技能大赛数控车工、数控铣工

第五届全国数控技能大赛数控车工、数控铣工
决赛选手报名表
2.该表由各省级人力资源社会保障部门统一寄送大赛组委会。
第五届全国数控技能大赛数控车工、数控铣工决赛领队、教练、裁判员报名表
2.申报裁判员必须具备国家裁判员资质,并由专家组推荐组委会审批通过方可执裁。
3.该表由各省级人力资源社会保障部门统一寄送大赛组委会。
- 2 -
第五届全国数控技能大赛数控车工、数控铣工决赛
省级代表队报名汇总表
省级赛区:(公章)传真号:填表日期:年月日
- 4 -
报名要求:
1、根据省级决赛成绩,职工组前3名、教师组前2名、学生组各小组第1名优先报名。
如未按要求准备相关工具、参赛经费困难以及其他个人原因不能参加全国决赛,省厅将在其他优秀选手中依次选择确定参加决赛人选;
2、各单位指导参赛选手认真填写“选手报名表”,粘贴2寸正面免冠浅蓝色背景照片,确保所填信息准确无误;
3、选手身份证、学生证、入学登记卡以及教师组的教师证等资料复印件一并上报;
4、本次决赛有发那科(FANUC)、西门子(SIEMENS)两种系统可供选择,车工及铣工选手选发那科系统或西门子系统均不超过4名,如果选手选择冲突,将由省厅最终确定;
5、随队教练以及裁判员由省厅根据推荐人员结合实际情况确定;
6、加盖单位公章后,请务必于12月3日9:00前特快专递至省鉴定中心,同时将电子表(照片扫描在指定位置,电子表无需加盖公章)发至指定电子邮箱。
联系人:刘璕
联系电话:024-、
通讯地址:沈阳市沈河区大南街394-5号电子邮箱:lnostawxy@
6。
世界技能大赛数控车项目(PPT52页)

切槽粗车刀及刀片
切槽精车刀及刀片
1.钢件加工:车刀及刀片选用 外圆端面车刀及刀片
球头刀及刀片
1.钢件加工:车刀及刀片选用
镗孔车刀及刀片
端面槽刀及刀片
2.铝件加工:车刀及刀片选用
外圆粗车刀及刀片
外圆精车刀及刀片
2.铝件加工:车刀及刀片选用
镗孔精车刀及刀片
端面槽车刀及刀片
2.铝件加工:车刀及刀片选用
3)镗孔粗加工参数设置
4)端面槽粗加工参数设置
5)镗孔精加工参数设置
6)外圆精加工参数设置
7)切槽精加工参数设置
8)端面槽精加工参数设置
3.Mastercam技巧设置
1)快捷键功能设置
2)右键功能设置
3)切削参数设置
操作管理导航器→文件→默认操作→编辑
1、客观评分 - A, B, C 和 E 2、三坐标测量机、粗糙度检测仪完成客观评分要素的检测 3、检测由专业检测员进行,三位专家在场监督、记录与复检
8.主观评分要求
1、主观评分-D 2、专家们将分为三个工作组进行主观 评分
3、每组5位专家:对每一评分点逐一 打分,最高10分、最低1分,去除最高分 和最低分(同一会员专家不参与自己选 手的打分,但可以观看)
切槽粗车刀及刀片
切槽精车刀及刀片
(二)量具清单
各类常用工量具(三丰量具)
千分尺(0-25、25-50、50-75、75-100)
大盘头公法线 千分尺(0-25) 公法线千分尺(0-25、25-50、50-75
)
24
叶片千分尺(25-50、50-75) 花键千分尺(25-50、50-75)
25
重力表座及百分表
磁力表座及杠杆百分表
第三届全国数控技能大赛.doc
第三届全国数控技能大赛河北赛区选拔赛技术文件河北赛区选拔赛组委会2008年6月目录第一章竞赛项目及内容 (2)一、竞赛项目 (2)二、竞赛内容 (2)三、竞赛要求 (3)第二章竞赛场地、设施 (4)一、赛事与赛区 (4)二、赛场配置 (4)第三章竞赛程序 (6)一、理论知识竞赛阶段 (6)二、操作技能(含软件应用)竞赛阶段 (6)第四章竞赛细则 (7)一、选手须知 (7)二、竞赛规则 (8)三、赛场规则 (9)第五章成绩评定方法 (10)第六章申诉与仲裁 (10)附录1:数控车床操作技能竞赛场地、设备、刀具、量具清单 (11)附录2:数控铣床/加工中心操作技能竞赛场地、设备、刀具、量具清单 (16)第一章竞赛项目及内容一、竞赛项目本次选拔赛分组:职工组、教师组、学生组(学生组分为高等职业院校<含高职、高专>、中等职业学校<含中专、技校、职高>和高级技工学校、技师学院三个小组),三个组别均包括数控车床操作工、数控铣床操作工和加工中心操作工三个工种。
二、竞赛内容各工种的竞赛内容包括理论知识和操作技能(含软件应用)两部分。
其中理论知识成绩占总成绩的20%,操作技能成绩占总成绩的80%(其中软件应用成绩占总成绩的15%,实际操作成绩占总成绩的65%)。
1.理论知识理论知识竞赛采用闭卷笔试答题方式进行。
竞赛内容包括相应工种国家职业标准的理论知识与相关知识。
理论知识竞赛时间为120分钟。
2.操作技能(1) 软件应用在计算机机房采用上机操作方式进行。
职工组CAD/CAM软件应用成绩占总成绩的15%;学生组、教师组CAD/CAM软件应用成绩占总成绩的10%,仿真加工软件成绩占总成绩的5%。
①CAD/CAM软件应用竞赛内容包括零件几何造型、加工参数设置、刀具路径与加工轨迹的生成、代码生成与后置处理等。
CAD/CAM软件应用竞赛时间120分钟。
②仿真加工软件(仅限学生组、教师组应用)仿真加工软件应用竞赛时间为60分钟。
第五届全国数控技能大赛数控车工、数控铣工决赛技术文件

第五届全国数控技能大赛数控车工、数控铣工决赛技术文件附件2:第五届全国数控技能大赛数控车工、数控铣工决赛技术文件一、决赛技术平台(一)数控机床及其配备1.CKA6150、XD-40型号的机床由大连机床集团提供。
1)数控车床主要技术参数如下:●最高转速:2200转/分●定位精度:X 0.03mm,Z 0.04mm●重复定位精度:X 0.012mm,Z 0.016mm●最大进给速度:X向4m/min,Z向5 m/min●行程:X280mm Z650mm●刀架形式:4工位外置刀架(刀体规格为25X25)●尾座锥孔型号:莫氏5号锥孔●夹具:环球牌250三爪卡盘,赛场只提供硬爪2)数控铣床技术参数如下:●最高转速:8000转/分●定位精度:X、Z 0.020mm,Y 0.016mm●重复定位精度:X、Z 0.008mm,Y 0.006mm●行程:X600mm Y420mm Z520mm●最大进给速度:X 24m/min,Y 24 m/min,Z 20 m/min●夹具:平口虎钳、组合夹具2.数控机床配套的软件由赛场提供,不允许自带。
(二)数控系统1.CKA6150数控车20台,系统分配如下:西门子系统828D Basic 10台,发那科系统Fanuc 0i Mate-TD 10台。
2.XD—40数控铣20台,系统分配如下:西门子系统828D 10台,发那科系统Fanuc 0i Mate-MD 10台。
(三)刀具由山特维克可乐满(SANDVIK COROMANT)提供。
(四)工具系统1.刀柄由成都千木数控刀具有限公司提供。
2.数控铣床组合夹具由北京蓝新特公司提供。
(五)测量设备测量设备由泰西(北京)精密技术有限公司提供,三坐标测量机为蔡司CONTURA G2系列,数显测高仪为瑞士TESA,粗糙度仪为日本三丰。
(六)CAD/CAM及仿真软件1.CAXA数控车2013(大赛专用版)、CAXA制造工程师2013(大赛专用版),由北京数码大方科技有限公司提供。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Байду номын сангаас 库题 8
学海无 涯
库题 9
学海无 涯
题图 2-9
库题 10
学海无 涯
题图 2-10
库题 11
学海无 涯
题图 2-11
库题 12
学海无 涯
题图 2-12
库题 13
学海无 涯
库题 14
学海无 涯
库题 15
学海无 涯
学海无 涯 库题 16
库题 17
学海无 涯
题图 2-17
库题 18
学海无 涯
学海无 涯 库题 19
学海无 涯
学海无 涯
库题 20
a)装配图
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
学海无 涯
图 2-1 图 2-2
学海无 涯
图 2-3
学海无 涯
图 2-4
库题 1
学海无 涯 其余
M30×2-6g 20°±2′
库题 2
题图 2-1
学海无 涯
库题 3
题图 2-2
库题 4
题图 2-3
学海无 涯
库题 5
题图 2-4
学海无 涯
题图 2-5
库题 6
学海无 涯
库题 7
学海无 涯