钢筋焊接记录表
钢筋电渣压力焊焊接工艺试验记录表-1

钢筋电渣压力焊焊接工艺试验记录表
项目名称工艺试验编号
焊工姓名焊接时间
钢筋牌号钢筋直径
焊剂型号焊剂烘干规定
焊机型号
焊接接
头形式
焊接工艺参数
电流种类/极
性焊接电流(A)
焊接电压(V)焊接通电时间(S)
电弧过程电渣过程电弧过程电渣过程
目视检查结果
检查项目标准要求结果
焊包高度当钢筋直径小于等于
25mm时
≥ 4mm 当钢筋直径大于等于
28mm时
≥ 6mm
钢筋与电极接触处不允许有烧伤缺陷
接头处的弯折角度≤ 2°
轴线偏移≤1mm
拉伸试验试验报告编号:
试样编号试样直径
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位
和特征
结论:本评定按《钢筋焊接及验收规程》JGJ18-2012焊接试件、检测试样、测定性能,确认试验正确。
评定结果:(合格、不合格)
记录/日期:质量员/日期:项目技术负责人/日期:
项目部章。
工程资料表格(全)
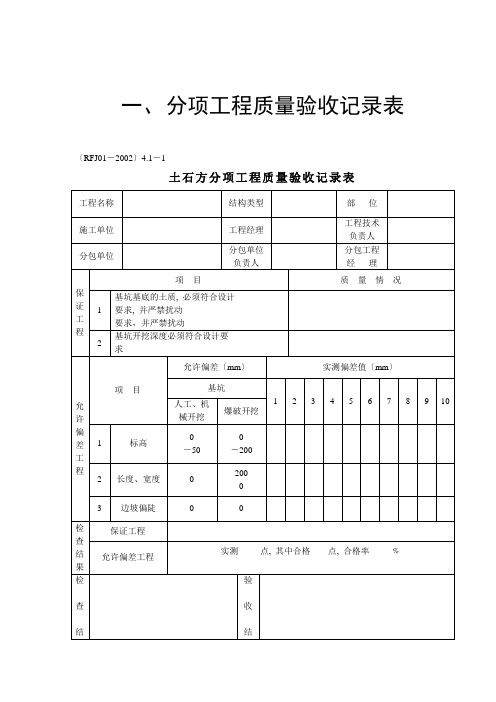
一、分项工程质量验收记录表〔RFJ01-2002〕4.1-1土石方分项工程质量验收记录表-1- 〔RFJ01-2002〕4.2-1爆破掘进分项工程质量验收记录表-2- 〔RFJ01-2002〕4.3-1盾构分项工程质量验收记录表-3- 〔RFJ01-2002〕4.4-1沉井项工程质量验收记录表注: l为长度或宽度;r为半径;b为对角线长;H为下沉总深度;L为最高与最低两角间距离。
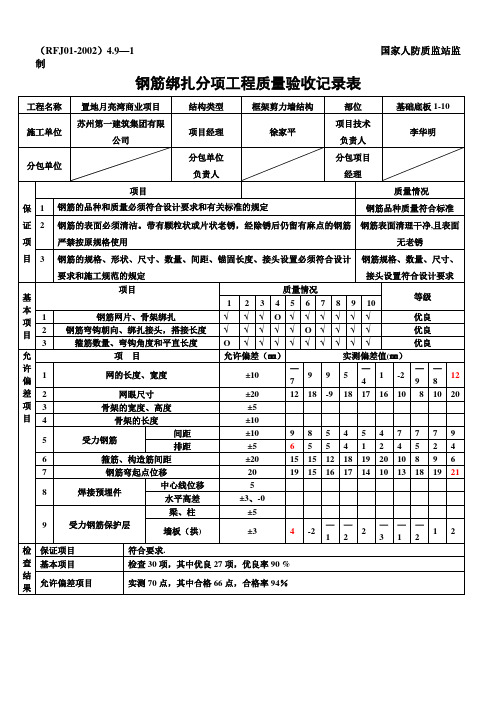
-4- 〔RFJ01-2002〕4.5-1地下连续墙分项工程质量验收记录表-5- 〔RFJ01-2002〕4.6-1打〔压〕桩分项工程质量验收记录表-6- 〔RFJ01-2002〕4.7-1灌注桩分项工程质量验收记录表的直径;-7- 〔RFJ01-2002〕4.8-1模板分项工程质量验收记录表〔RFJ01-2002〕4.9-1钢筋绑扎分项工程质量验收记录表-9- 〔RFJ01-2002〕4.9-2钢筋焊接分项工程质量验收记录表-10- 〔RFJ01-2002〕4.10-1混凝土分项工程质量验收记录表注: 1.H为柱、墙全高。
2.蜂窝、空洞、露筋、缝隙夹渣层等缺陷, 在装饰前应按施工标准规定进行修理。
-11- 〔RFJ01-2002〕4.10-2混凝土设备根底分项工程质量验收记录表注: 蜂窝、空洞、露筋、缝隙夹渣层等缺陷, 在装饰前应按施工标准规定进行修理。
-12- 〔RFJ01-2002〕1-1喷射混凝土分项工程质量验收记录表-13- 2-1构件安装分项工程质量验收记录表-14- 〔RFJ01-2002〕4.12-2构件安装分项工程质量验收记录表〔用于装配式大板建筑〕-15- 〔3-1钢结构焊接分项工程质量验收记录表注: b为焊缝宽度;k为焊角尺寸;δ为母材厚度-16-〔RFJ01-2002〕4.13-2钢柱制作分项工程质量验收记录表注: L为柱长度;L1为柱底面到牛腿支承面距离;b为翼缘板宽度。
-17- 〔RFJ01-2002〕4.13-3钢梁制作分项工程质量验收记录表注: L为梁度;H为梁的端部高;δ为腹板厚度;b为翼缘板宽度。
隐蔽工程验收记录表(钢筋)
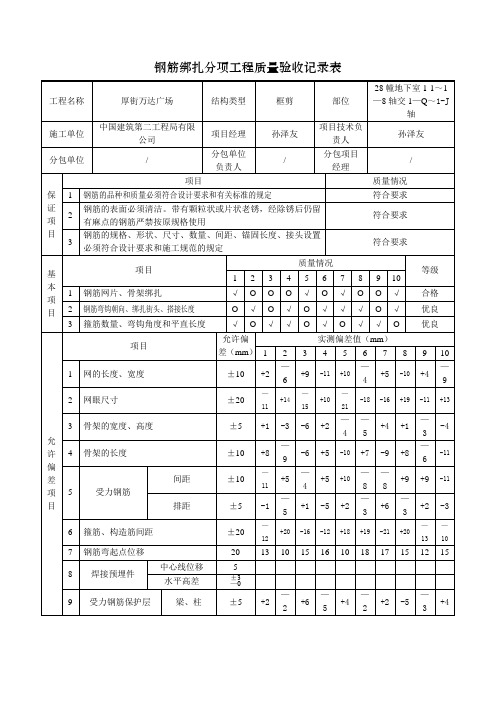
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表。
钢筋绑扎分项工程质量验收记录表
8
9
10
1
钢筋网片、骨架绑扎
√
√
√
O
√
√
√
√
√
√
优良
2
钢筋弯钩朝向、绑扎接头,搭接长度
√
√
√
√
√
O
√
√
√
√
优良
3
箍筋数量、弯钩角度和平直长度
O
√
√
√
√
√
√
√
√
√
优良
允许偏差项目
项目
允许偏差(㎜)
实测偏差值(㎜)
1
网的长度、宽度
±10
—7
9
9
5
—41-2—9源自—8122
网眼尺寸
±20
12
18
-9
18
17
√
O
优良
3
箍筋数量、弯钩角度和平直长度
O
√
√
√
√
√
√
√
√
√
优良
允许偏差项目
项目
允许偏差(㎜)
实测偏差值(㎜)
1
网的长度、宽度
±10
-6
9
9
5
-4
5
—2
-9
-8
9
2
网眼尺寸
±20
15
18
-9
18
22
16
19
18
19
20
3
骨架的宽度、高度
±5
4
骨架的长度
±10
5
受力钢筋
间距
±10
-9
-8
8
8
钢筋焊接工艺试验记录表

焊工姓名
合格证
编号
施焊
日期
年月日
记录
监理见证人
年月日
评定结果
1、焊接方法:
2、结论:
项目技术负责人
年月日
专业监理工程师
年月日
重庆市建设工程质量监督总站制
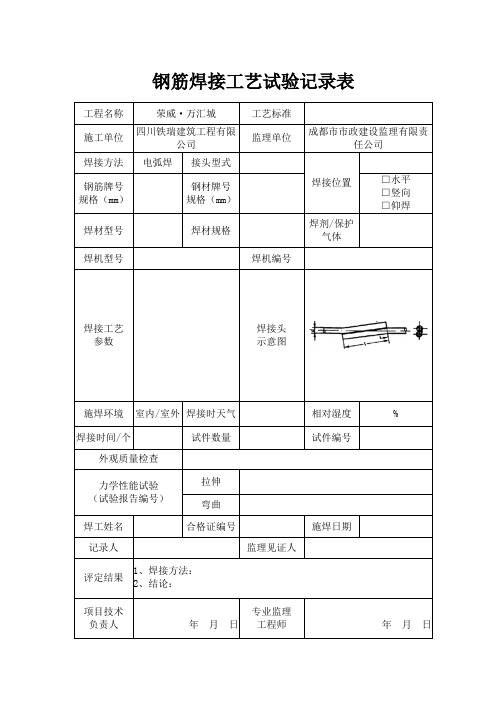
钢筋焊接工艺试验记录表
渝建竣
工程名称
工艺标准
施工单位
监理单位
焊接方法
接头型式
焊接位置
□水平
□竖向
□仰焊
钢筋牌号规格(mm)
钢材牌号规格(mm)
焊材型号
焊材规格
焊剂/
保护气体
焊机型号
焊机编号
焊接
工艺
参数
焊接头
示意图
施焊环境
室内/室外
焊接时天气
相对湿度
%
焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验
钢筋焊接接头检验批质量验收记录表格(2012新规程)

钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
2.预埋件T型焊质量检验记录表

直径
≤1.5mm
复
(核)
查
意
见
复(核)查结论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
二
类
6
钢筋低温焊接头
应符合钢筋焊接规程的规定
7
预埋件T型接头
焊缝外观质量
焊包均匀,钢筋无明显烧伤,咬边深度应小于、等于0.5mm;钢板无焊穿,凹陷,焊缝无裂纹
埋弧压力焊
钢筋相对钢板的角度
≤4°
钢筋间距偏差
±10mm
手工电弧焊
焊脚尺寸
Ⅰ级钢筋
贴角焊缝K≥0.5d
Ⅱ级钢筋
贴角焊缝K≥0.6d
气孔或夹渣
数量
预埋件T型焊质量检验记录表
工程编号
分项工程名称
类
别
序Байду номын сангаас
号
检验项目
质量标准
检验(实测)结果
合格
优良
一
类
1
焊条、焊剂的品种、性能、牌号
必须符合设计要求和现行有关标准的规定
2
钢筋级别
必须符合设计要求及有关现行标准(规范)规定
3
焊工技能
考试合格
4
焊前试焊
模拟施工条件试焊必须合格
5
钢筋焊接接头的机械性能
必须符合现行钢筋焊接规程的规定
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。