钢筋焊接工艺试验报告示例
钢筋焊接工艺试验报告

———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
项目
钢筋焊接工艺性能试验报告
施工单位:
监理单位:杭州信达投资咨询估价监理有限公司
项目监理部
年月日
目录
第1章工程概况及专业工程特点ﻩ1
1.1工程概况1
1.2编制依据ﻩ1
1.3本工程钢筋焊接情况特点ﻩ2
第2章钢筋电弧焊工艺性能试验要求ﻩ4
2.1试验目的ﻩ4
2.2施工准备ﻩ4
2.3操作工艺:5
2.4电弧焊焊接工艺性试验结论8
第3章钢筋电渣压力焊工艺性能试验要求ﻩ9
3.1试验目的9
3.2施工准备ﻩ9
3.3操作工艺:10
3.4电渣压力焊焊接工艺性试验结论12
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
2.2施工准备
2.2.1机械设备
电弧焊的主要设备是交流电焊机。其各种参数见下表:
产品型号
电源电压(V)
额定电流(KVA)
空载电压(V)
额定焊接电流(A)
电流调节范围
额定负载持续率
2.2.2人员配置:
电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
《钢筋焊接接头试验方法标准》JGJ/T27-2014
《混凝土结构工程施工质量验收规范》GB50204-2015
《混凝土结构工程施工规范》GB50666-2011
《钢结构工程施工规范》 GB50755-2012
《钢结构焊接规范》 GB50661-2011
1.3本工程钢筋焊接情况特点
钢筋焊接工艺试验报告
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。
钢筋焊接接头试验报告

合格
1
2
3
ф20
314.2
580
离接头外95㎜处呈延性
60
180°
合格
580
离接头外125㎜处呈延性
60
180°
合格
580
离接头外115㎜处呈延性
60
180°
合格
结论:经测试,该来样ф22、ф20钢筋搭接焊的抗拉强度符合JGJ18-96的要求。弯折处无裂纹、鳞
落等情况发生,本次试验非全项试验。 试验依据JGJ27-86
钢筋焊接接头试验报告
试验表9
试验编号:03100B0104-006
委托单位:××市政工程有限公司试验委托人:×××来样日期:××年7月28日
工程名称:××市××路××桥梁工程部位:梁板
钢材种类:HRB335(20MnSi)级别及规格:ф22、20ф牌号:
产地:杭州焊接类型:双面搭接焊
试件代表数量:280个原材试验编号:002316
焊条型号:操作人:×××试验日期:××年7月29日
试件
编号
规格
横截
面积
(mm2)
极限
强度
(N/㎜2)
断裂特征及位置
(㎜)
冷 弯
备注
弯心
直径(㎜)
角度
评定
1
2
3
ф22
380.1
580
离接头外65㎜处呈延性
66
180°
合格
580
离接头外135㎜处呈延性
66
180°
合格
575
离接头外75㎜处呈延性
66
180°
钢筋焊接工艺试验报告 (1)
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。
钢筋的焊接实验报告
钢筋的焊接实验报告钢筋的焊接实验报告引言:钢筋焊接是建筑工程中常见的连接方法之一,它能够有效地提高钢筋的连接强度和稳定性。
本实验旨在通过对钢筋焊接的实验研究,探讨焊接参数对焊接质量的影响,为工程实践提供参考。
实验目的:1. 研究焊接电流对焊接接头强度的影响;2. 探究焊接时间对焊接接头质量的影响;3. 分析焊接过程中出现的缺陷及其原因。
实验材料和设备:1. 钢筋样品:直径为10mm的Q235钢筋;2. 焊接机:直流电弧焊机;3. 焊接电极:碳钢电极。
实验步骤:1. 准备工作:a. 将钢筋样品切割成相同长度的试样;b. 清理试样表面的油污和锈蚀;c. 将试样固定在焊接台上。
2. 焊接参数设定:a. 设置焊接电流:分别选取50A、80A和120A三个电流档位;b. 设置焊接时间:分别选取2秒、4秒和6秒三个时间档位。
3. 进行焊接实验:a. 分别使用不同的焊接电流和时间对试样进行焊接;b. 确保焊接接头的质量和焊缝的均匀性。
4. 实验结果记录与分析:a. 记录焊接接头的强度和外观;b. 分析焊接参数对焊接接头质量的影响。
实验结果与讨论:通过对焊接参数的变化实验,我们得到了以下结果:1. 焊接电流对焊接接头强度的影响:实验结果显示,焊接电流的增加会显著提高焊接接头的强度。
当焊接电流从50A增加到120A时,焊接接头的抗拉强度提高了约30%。
这是因为较高的焊接电流能够提供更大的热量,使焊接接头熔化更充分,从而增强了焊缝的连接性能。
2. 焊接时间对焊接接头质量的影响:实验结果显示,焊接时间的增加对焊接接头质量的提升作用有限。
当焊接时间从2秒增加到6秒时,焊接接头的强度仅提高了约5%。
这是因为焊接时间的增加并不会显著改变焊接接头的热量输入量,而焊接接头的强度主要受焊接电流的影响。
3. 焊接缺陷及其原因:在实验过程中,我们观察到了一些焊接缺陷,如焊缝不均匀、气孔和夹渣等。
这些缺陷主要是由焊接过程中的不良操作和焊接参数选择不当引起的。
钢材焊接试验报告

钢材焊接试验报告1. 引言钢材焊接试验是一项对焊接接头进行性能与质量评估的关键实验。
本报告旨在记录并分析对不同类型钢材进行焊接实验后的结果与分析。
通过该实验,我们可以评估焊接接头的强度和耐腐蚀性,为钢材焊接工艺的优化与应用提供参考。
2. 实验目的通过钢材焊接试验,我们的目标是:•评估不同类型钢材的焊接接头强度;•分析不同钢材焊接接头的耐腐蚀性;•探讨不同焊接工艺对焊接接头性能的影响。
3. 实验步骤3.1 材料准备在本次实验中,我们选取了两种不同类型的钢材,分别为A型钢和B型钢。
材料的规格如下:A型钢:•强度等级:Q235•厚度:10mmB型钢:•强度等级:Q345•厚度:8mm3.2 焊接工艺我们选用了手工电弧焊作为本次实验的焊接工艺。
实验中,我们使用了E6013焊条,并调整了电弧电流和电流时间来控制焊接的质量和参数。
3.3 焊接接头制备首先,我们将A型钢和B型钢切割成相同尺寸的试样,试样尺寸为50mm x 100mm。
然后,我们进行了试样的清洁和表面处理,以确保焊接接头的质量。
3.4 焊接试验在焊接试验中,我们按照预定焊接参数进行了焊接接头的制作。
每个试样进行了两次焊接以确保焊接接头的一致性。
焊接完成后,我们对焊接接头进行了综合性能测试。
4. 实验结果与分析4.1 接头强度测试我们对焊接接头的强度进行了测试。
测试结果显示,A型钢焊接接头的强度为150MPa,B型钢焊接接头的强度为180MPa。
可以看出,B型钢焊接接头的强度相对较高。
4.2 耐腐蚀性测试我们对焊接接头的耐腐蚀性进行了测试。
测试结果显示,A型钢焊接接头和B 型钢焊接接头都具有较好的耐腐蚀性,没有出现明显的腐蚀迹象。
4.3 焊接工艺对接头性能的影响通过对焊接接头的强度和耐腐蚀性测试,我们可以初步得出以下结论:•B型钢相对于A型钢有更高的强度,适用于要求较高强度的焊接接头;•A型钢和B型钢的焊接接头都具有较好的耐腐蚀性,适用于不同环境中的使用。
钢筋搭接焊工艺试验报告

钢筋搭接焊工艺试验报告1. 背景介绍钢筋搭接是建筑中常见的构造连接方式,其中焊接是一种常见的连接方法。
钢筋搭接焊工艺试验的目的是评估焊接方法的可行性和焊接接头的质量。
本报告将介绍钢筋搭接焊工艺试验的设计方案、实验结果及相关分析,并对焊接接头的质量进行评估和总结。
2. 实验设计方案2.1 材料准备•钢筋:选取直径为10mm的HRB335螺纹钢筋作为试验材料。
•焊接材料:采用焊接电极,直径为3.2mm。
•工具准备:焊接设备、钢筋切割机、钳工工具等。
2.2 实验步骤1.钢筋准备:–使用钢筋切割机将钢筋切割为合适的长度。
–用钳工工具清除钢筋切割处的锈蚀和杂质。
2.焊接准备:–将焊接设备调至适宜的工作电流和电压。
–使用砂轮切割机对钢筋的两端进行V形坡口处理。
–使用无氧醋酸清洁钢筋坡口的表面,以确保焊接质量。
–定位和固定两根待焊接的钢筋。
3.焊接过程:–将焊接电极对准钢筋坡口,开始焊接。
–保持焊接速度和焊接电流的稳定,尽量保持焊缝形态的一致性。
–控制焊接时间和焊接电流,以确保焊接质量。
4.焊接后处理:–对焊接接头进行清理,去除焊渣和焊接时产生的氧化物。
–对焊接接头进行目测检查,评估焊接质量。
3. 实验结果及分析经过以上步骤完成钢筋搭接焊工艺试验后,我们对焊接接头进行了评估和分析。
以下是试验结果的总结:•焊接接头质量良好,无焊裂、气孔等焊接缺陷。
•焊接接头的表面光洁、无明显瑕疵。
•焊缝的形态均匀一致,与母材无明显界限。
通过对试验结果的分析,我们可以得出以下结论:1.采用焊接方法对钢筋搭接进行焊接是可行的,焊接接头的质量良好。
2.焊接过程中控制焊接速度和电流的稳定性对焊接质量有重要影响。
3.进行钢筋表面的清洁和预处理可以提高焊接接头的质量。
4. 焊接接头质量评估根据以上实验结果和分析,我们对焊接接头的质量进行评估,并给出评价如下:1.整体质量评估:焊接接头质量良好,满足设计要求。
2.外观评估:焊接接头表面光洁,无明显瑕疵。
钢筋焊接工艺评定报告
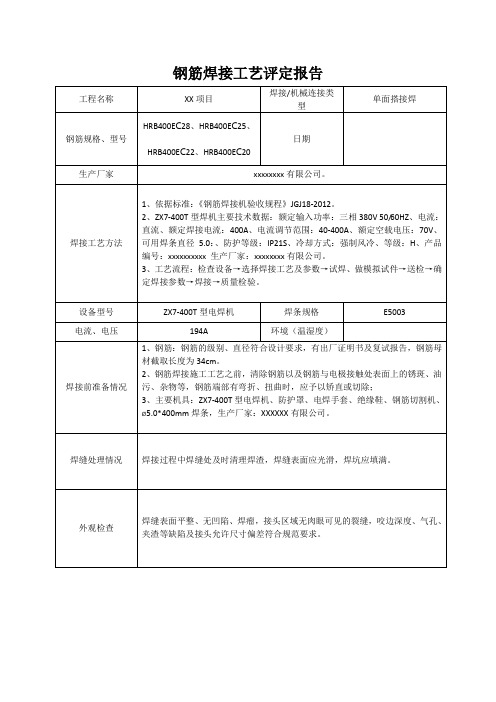
钢筋焊接工艺评定报告
XX 项目
焊接/机械连接类 型
钢筋规格、型号
HRB400EC28、HRB400EC25、 HRB400EC22、HRB400EC20
日期
生产厂家
xxxxxxxx 有限公司。
单面搭接焊
焊接工艺方法
1、依据标准:《钢筋焊接机验收规程》JGJ18-2012。 2、ZX7-400T 型焊机主要技术数据:额定输入功率:三相 380V 50/60HZ、电流: 直流、额定焊接电流:400A、电流调节范围:40-400A、额定空载电压:70V、 可用焊条直径 5.0:、防护等级:IP21S、冷却方式:强制风冷、等级:H、产品 编号:xxxxxxxxxx 生产厂家:xxxxxxxx 有限公司。 3、工艺流程:检查设备→选择焊接工艺及参数→试焊、做模拟试件→送检→确 定焊接参数→焊接→质量检验。
设备型号 电流、电压
焊接前准备情况
ZX7-400T 型电焊机
焊条规格
Байду номын сангаас
E5003
194A
环境(温湿度)
1、钢筋:钢筋的级别、直径符合设计要求,有出厂证明书及复试报告,钢筋母 材截取长度为 34cm。 2、钢筋焊接施工工艺之前,清除钢筋以及钢筋与电极接触处表面上的锈斑、油 污、杂物等,钢筋端部有弯折、扭曲时,应予以矫直或切除; 3、主要机具:ZX7-400T 型电焊机、防护罩、电焊手套、绝缘鞋、钢筋切割机、 Ø5.0*400mm 焊条,生产厂家:XXXXXX 有限公司。
焊缝处理情况 焊接过程中焊缝处及时清理焊渣,焊缝表面应光滑,焊坑应填满。
外观检查
焊缝表面平整、无凹陷、焊瘤,接头区域无肉眼可见的裂缝,咬边深度、气孔、 夹渣等缺陷及接头允许尺寸偏差符合规范要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋焊接工艺试验报告
一、试验目的
本试验旨在评估钢筋焊接工艺的适用性和可靠性,为实际工程中的钢筋焊接提供技术依据和指导。
二、试验材料
1.钢筋:采用HRB400E16、18、20、22、25钢筋,力学性能及直径均达到规范
要求,有出场合格证及质量证明书,钢筋无老锈和油污。
2.焊接材料:采用E4303焊条,焊条直径根据钢筋直径选择,符合国家相关标准
要求。
三、试验方法
1.钢筋焊接前,应对钢筋进行清洁处理,去除钢筋表面的油污和锈蚀。
2.根据钢筋直径和焊接方法选择合适的焊条直径,按照焊条说明书进行操作。
3.钢筋焊接时,采用双面焊接方法,保证焊接质量和焊接效率。
4.每个焊接试件在焊接过程中应保持稳定,避免出现偏移或变形。
5.在每个焊接试件完成后,进行外观检查和无损检测,评估焊接质量。
四、试验结果与分析
1.外观检查:经过外观检查,所有焊接试件外观光滑、平整,焊缝与母材平滑过
渡,无明显缺陷。
2.无损检测:经过无损检测,所有焊接试件均未发现焊缝裂纹、气孔等缺陷。
3.力学性能测试:对焊接完成的钢筋试件进行拉伸和弯曲试验,测试结果符合相
关规范要求。
五、结论
通过本次钢筋焊接工艺试验,证明了所选用的钢筋焊接工艺是可靠、有效的。
在工程实际应用中,可以根据需要选择合适的钢筋直径和焊接方法,按照本报告所述的焊接工艺进行操作,以保证钢筋焊接的质量和效率。