【精品】焊接接头的金相分析材料成型原理
焊缝接头组织的金相观察与分析

焊缝接头组织的金相观察分析一、实验目的1、认识焊缝区和热影响区各区段的组织特征。
2、了解焊缝金相检验方法和焊接接头的形成过程3、掌握焊接组织对性能的影响二、实验原理焊接是工业生产中用来连接金属材料的重要加工方法。
根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。
熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。
由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。
这部分靠近焊缝且组织发生了变化的金属称为热影响区。
热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。
根据组织和性能区别,焊接接头分为焊接区和焊接影响区。
焊缝区,是熔池泠凝后为铸态组织,在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶形成的柱状晶组织,焊缝金属的性能一般不低于母材性能,但易产生裂纹。
以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。
对易淬火钢而言,还会出现淬火组织。
热影响区如图所示如图所示(1)熔合区即融合线附近焊缝金属到基体金属的过渡部分,温度处在固相线附近与液相线之间,金属处于局部熔化状肪,晶粒十分粗大,化学成分和组织极不均匀,冷却后的组织为过热组织,呈典型的魏氏组织。
这段区域很窄(0.1-1mm),金相观察实际上很难明显的区分出来,但该区对于焊接接头的强度、塑性都有很大影响,往往熔合线附近是裂纹和脆断的发源地。
(2)过热区(粗晶粒区)加热温度范围Tks-Tm(Tks为开始晶粒急剧长大温度,Tm 为熔点),当加热至1100℃以上至熔点,奥氏体晶粒急剧长大,尤其在1300℃以上,奥氏体晶粒急剧粗化,焊后空冷条件下呈粗大的魏氏组织,塑性、韧性降低,使接头处易出现裂纹。
实验3焊接冶金学焊接接头组织金相分析
实验3焊接接头组织金相分析、实验目的三、实验原理焊接过程中,焊接接头各部分经历了不同热循环,因而所得组织各异。
组织的不同, 导致机械性能的变化。
对焊接接头进行金相分析,是对接头机械性能鉴定的不可缺少的 环节。
焊接接头由焊缝金属和焊接热影响区金属组成,焊缝金属的结晶形态与焊接热影响 区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。
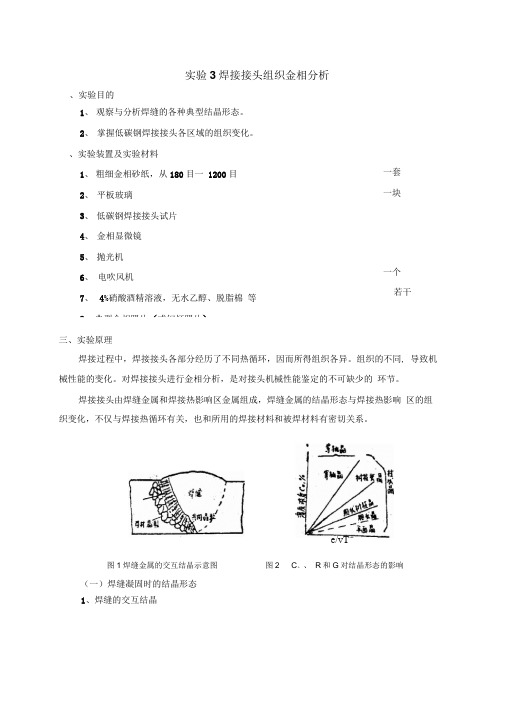
1、焊缝的交互结晶1、 观察与分析焊缝的各种典型结晶形态。
2、 掌握低碳钢焊接接头各区域的组织变化。
、实验装置及实验材料1、 粗细金相砂纸,从180目一 1200目2、 平板玻璃3、 低碳钢焊接接头试片4、 金相显微镜5、 抛光机6、 电吹风机7、 4%硝酸酒精溶液,无水乙醇、脱脂棉 等8、 典型金相照片(或幻灯照片)一套 一块 一个 若干 图1焊缝金属的交互结晶示意图 (一)焊缝凝固时的结晶形态e/vT图2 C 。
、 R 和G 对结晶形态的影响熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。
联接处的母材和焊缝金属具有交互结晶的特征,图1 为母材和焊缝金属交互结晶的示意图。
由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。
这种结晶形式称为交互结晶或联生结晶。
当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被遏止。
这就是所谓选择长大,并形成焊缝中的柱状晶。
2 、焊缝的结晶形态根据浓度过冷的结晶理论,合金的结晶形态与溶质的浓度C O、结晶速度(或晶粒长大速度)R和温度梯度G有关。
图2为C O、R和G对结晶形态的影响。
由图2可见,当结晶速度R和温度梯度G不变时,随着金属中溶质浓度的提高,浓度过冷增加,从而使金属的结晶形态由平面晶变为胞状晶,胞状树枝晶,树枝状晶及等轴晶。
当合金成分一定时,结晶速度越快,浓度过冷越大,结晶形态由平面晶发展到胞状晶、树枝状晶,最后为等轴晶。
金相检验焊接接头的金相检验实验指导书

制备试样是将待观察的试样表面磨制成光亮无痕的镜面,然后经过浸蚀分析组织形态。金相试样制备过程一般包括五步:
取样 粗磨 细磨 抛光 浸蚀
1.取样
从需要检测的金属材料和零件上截取试样称为“取样”。
直径、边长:15~20mm;
高:12~18mm
2.粗磨
修整:有些试样,例如用锤击法敲下来的试样,形状很不规则,必须经过粗磨,修整为规则形状的试样。
浸蚀后的试样在显微镜下观察时,如发现表面变形层严重影响组织的清晰度时,可采取反复抛光、浸蚀的办法去除变形层。
2.2 显微镜的使用
1.基本原理
图2-5 金相显微镜光学原理图
金相显微镜光学原理图如图2-5所示。
a显微镜的放大倍数:显微镜的放大倍数等于物镜和目镜单独放大倍数的乘积,即物镜放大倍数为M物,目镜放大倍数为M目,显微镜放大倍数为M=M物*M目。物镜和目镜的放大倍数刻在嵌套圈上,例如10X、20X、45X分别表示放大10倍、20倍、45倍。
c原理:
纯金属(或单相均匀固溶体)的浸蚀基本上为化学溶解过程。位于晶界处的原子和晶粒内部原子相比,自由能较高,稳定性较差,故易受浸蚀形成凹沟,晶粒内部被浸蚀程度较轻,大体上仍保持原抛光平面。在明场下观察,可以看到一个个晶粒被晶界(黑色网络)隔开。如浸蚀较深,还可以发现各个晶粒明暗程度不同的现象,这是因为每个晶粒原子排列的位向不同,浸蚀后,以最密排面为主的外露面与原抛光面之间倾斜程度不同的缘故。
第2章2-5 焊接接头金相组织和性能

2、过热区(粗晶区) 此区的温度范围是处在固相线以下到 1100℃左右,金属是处于过热的状态,奥氏体 晶粒发生严重的长大现象,冷却之后得到粗大 的组织(一般对于低碳钢来说,焊后晶粒度都 在1~2级),在气焊和电渣焊的条件下,常出 现魏氏组织。 此区的韧性很低,通常冲击韧性要降低 20~30%。因此,焊接刚度较大的结构时,常在 过热粗晶区产生脆化或裂纹。过热区的大小与 焊接方法、焊接线能量和母材的板厚等有关, 气焊和电渣焊时比较宽,而真空电子束焊,激 光焊时过热区几乎不存在。过热区与熔合区一 样,都是焊接接头的薄弱环节。
部位 焊缝 熔合区(熔合 线) 加热温度范围 >1500℃ 1400~1250℃ 组织特征及性能 铸造组织、柱状树枝晶 晶粒粗大,可能出现魏氏组织,易产生裂纹, 塑性不好。
粗晶区(过热 区)
细晶区(相变 重结晶区) 混晶区(不完 全重结晶区) 时效脆化区 母材
1250~1100℃
1100~900℃ 900~730℃ 730~300℃ 300~室温
一 焊缝金属的组织与性能
1、组织——铸造组织 单层焊为柱状晶(前页) 多层焊可改善先焊焊道 组织(右图) 2、性能——与选用的焊接 材料和方法有关
二 焊接热影响区的组织分布
焊接时热影响区上各点距焊缝的远近不同, 经历的焊接热循环不同,就会出现不同的组织, 因而也就具有不同的性能。由此看来,整个焊 接热影响区的组织和性能是不均匀的。 1、熔合区 即焊缝与母材相邻的部位,又称半熔化区 (温度处于固液相线之间)。此区的范围很窄, 所以又称熔合线。但是由于在化学成分上和组 织性能上都有较大的不均匀性,所以对焊接接 头的强度、韧性都有很大的影响。在许多情况 下熔合区是产生裂纹,脆性破坏的发源地,因 此引起了普遍的重视。
不同材料焊接接头的金相分析

二、实验装置及实验材料
? Q235和X80焊接接头试样 ? 粗细金相砂纸 ? 平板玻璃 ? 抛光机 ? 吹风机 ? 4%硝酸酒精溶液、酒精 ? 脱脂棉 ? 10倍放大镜 ? 金相显微镜 ? 金相图谱
各1块 1套 1块 1台 1个 若干 若干 一支 1台 1套
Company Logo
Company Logo
三、实验原理
晶粒长大: 晶核的长大方式有两种,即均匀长大和树枝状长大。 当晶体最易长大方向与散热最快方向一致时,晶体便优 先得到成长,有的晶体由于取向不利于成长,晶粒的成 长会被遏止,这就是选择长大。选择长大过程中形成焊y Logo
树枝状长大
四、实验内容及步骤
4.1 实验内容
? 自制Q235钢与管线钢焊接接头试样。 ? 对实验室制备好的Q235与管线钢试样进行金相组织观
察、分析和比对。
Company Logo
四、实验内容及步骤
4.2 实验步骤
? 制样:将已焊好的试件( 以结422焊条在150×80×3m的m 试件上堆焊) ,切成25×25m的m试片,然后把试片四周 用砂轮打去毛刺,并把四个角打磨成圆角。
三、实验原理
Company Logo
三、实验原理
低碳钢根据焊接热影响区内各区段在焊接过程中所达 到的最高温度范围不同,按距焊缝由近及远依次分为:
熔合区(固相线-液相 线,母材与焊缝交界的 部位 ) 过热区(1100℃-固相 线 ,低碳钢过热区晶 粒粗大,主要是魏氏组 织W) 完全正火区(AC31100℃,即正火区 , 晶粒细小均匀,综合力 学性能最好的区域。) 不完全正火区(AC1AC3,部分相变区)
Company Logo
三、实验原理
Q235钢摩擦叠焊单元成形焊接接头金相组织分析
12试验与研究焊接技术第42卷第6期2013年6月文章编号:1002—025X(2013)06—0012-03Q235钢摩擦叠焊单元成形焊接接头金相组织分析高辉,焦向东,周灿丰,陈家庆(北京石油化丁学院能源丁程先进连接技术研究巾,L、,北京102617)摘要:针对Q235钢开展了摩擦叠焊单元成形焊接试验并对在主轴转速5ooo r/r a i n.塞棒进给速度O.3nl l n]s条件下的焊接接头的显微组织和显微组织硬度进行了测试.分析了摩擦叠焊单元成形焊接接头中不同位置的金相组织结构与摩擦焊接过程中温度和压力之间的关系.以及接头中不同位置处显微组织硬度存在差异的原因该研究对Q235钢摩擦叠焊焊接工艺参数的研究及提高焊接接头的质量具有一定的指导意义关键词:Q235铜;摩擦叠埠:金相鲴织中图分类号:T G456.5文献标志码:B摩擦叠焊属于一种新型的同相连接技术,因其焊接过程中不采用电弧加热的形式,焊接接头的质量受环境压力变化影响较小,特别适合于水下作业,尤其是深水结构物的修复。
德国G K SS,英国T W l 以及巴两石油公司分别于2003年、2008年前后针对钢材料进行了摩擦叠焊设备及焊接T.艺的详细试验研究,.摩擦叠焊作为一种较新的焊接T艺,目前国内对其焊接设备和焊接T艺的研究尚处于试验窒阶段-.本文针对Q235钢开展了摩擦叠焊单元成形焊收稿日期:2012一l2—05基金项目:同家自然基金青年基金(51109005)接试验并对焊接T-艺参数为5000r/rai n,0.3m m/s 条件下的焊接接头的金相显微组织和显微组织硬度进行了测试,分析了焊接接头不同位置金相组织及显微组织硬度存在较大差异的原因,该研究对Q235钢摩擦叠焊焊接T艺参数的研究具有一定的指导意义1摩擦叠焊单元成形试验摩擦叠焊焊接过程如图l所示,其焊缝由多个单元焊接叠加而成。
因此,对于摩擦叠焊而言,能够获得质量良好的单元成形接头是焊缝成形质量保-4"-”+一+一+一-4.-一-4-”-4--”-4--一-4--一+一+一+一+--4.-一-4-一—_卜一—卜一-4-一+一+一+--4--—卜一-4--—P一-+-一—+r-—卜一+一+--4-一—+一一-4-一-4'-一+*—卜-—+一一-at-一—+一一—+-一-4---—-卜-——卜一—卜一—+一--+-一-4-由于脉冲焊维弧时间相对连续焊的时间短.因而焊接时输入的能量相对连续焊更少,焊接热输人小.所以焊接热影响区的尺寸相对更小:3结论(1)脉冲焊焊接接头组织较连续焊更为均匀.产生魏氏组织较少。
焊接接头的金相分析

焊接接头的⾦相分析实验⼀焊接接头的⾦相分析⼀、实验⽬的1.初步掌握焊接接头⾦相试样的制备⽅法。
2.了解低碳钢、管线钢焊接接头各区域⾦相组织及分布特点。
⼆、实验内容1.⾃制低碳钢焊接接头试样,观察与分析其⾦相组织。
2.对实验室制备好的低碳钢、管线钢试样进⾏⾦相组织观察、分析和⽐对。
三、实验原理⾦属材料焊接成型的过程中,焊接接头的各区域经受了不同的热循环过程,因⽽所获得的组织也有很⼤的差异,从⽽导致机械性能的变化。
对焊接接头进⾏⾦相分析,是对接头性能进⾏分析和鉴定的⼀个重要⼿段,它在科研和⽣产中已得到了⼴泛的应⽤。
焊接接头的⾦相分析包括宏观和显微分析两⽅⾯。
宏观分析的主要内容为:⽤⾁眼、放⼤镜、或低倍显微镜(<100×)观察与分析焊缝成形、焊缝⾦属结晶⽅向和宏观缺陷等。
图1-1是在50倍显微镜下所观察到的焊接接头的宏观照⽚:图1-1 焊接接头的宏观照⽚ 50X显微分析是借助于光学显微镜或电⼦显微镜(>100×)进⾏观察、分析焊缝的结晶形态、焊接热影响区的组织、分布特点以及微观缺陷等。
焊接接头由焊缝⾦属、焊接热影响区及母材等三部分组成。
焊缝⾦属的结晶形态及焊接热影响区的组织变化不仅与焊接热循环有关,也和所使⽤的焊接材料及被焊材料有密切的关系。
1.焊缝的交互结晶熔化焊是通过加热使被焊⾦属的联接处达到熔化状态,焊缝⾦属凝固后实现⾦属的联接。
联接处的母材和焊缝⾦属具有交互结晶的特征,图1-2为母材和焊缝⾦属交互结晶的⽰意图。
图1-2 母材和焊缝⾦属的交互结晶由图可见,焊缝⾦属与联接处的母材具有共同的晶粒,即熔池⾦属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中⼼成长的。
这种结晶形式称为交互结晶或联⽣结晶。
当晶体最易长⼤⽅向与散热最快⽅向⼀致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被抑制,这就是所谓的选择长⼤,并形成焊缝中的柱状晶。
2.不易淬⽕钢焊接热影响区⾦属的组织变化不易淬⽕钢包括低碳钢和热轧、正⽕低合⾦钢等。
焊接接头金相组织分析

实验十二焊接接头金相组织分析一、实验目的1、熟悉焊接热影响区的组织分布特征及金相显微镜的使用方法;2、掌握焊接接头的分区组成;3、了解焊接参数对焊接接头显微组织的影响;二、实验原理焊接接头由焊缝、熔合区和热影响区(HAZ)三部分组成,其组织特征存在明显差异。
熔合区是焊接接头中焊缝向母材HAZ过渡的区域,由半熔化区与未混合区两部分组成,熔合区的构成及附近各区的相对位置如图1所示。
图1 熔合区的构成示意图1-焊缝区(富焊条成分); 2-焊缝区(富母材成分); 3-半熔化区; 4-HAZ; 5-熔合区焊缝是由熔池金属结晶凝固形成的,由于熔池金属冷却速度快且在运动状态下结晶,因此形成的组织为非平衡组织。
多数情况下晶体从熔合区半熔化的晶粒上以柱状晶形态向焊缝中心生长,具有联生结晶的特点。
焊接工艺参数对凝固形态影响较大,不同工艺条件下,焊缝中心可能是柱状晶组织,也可能出现等轴晶组织。
焊缝金属凝固时的结晶形态见图2。
HAZ是指在焊接热源作用下焊缝外侧处于固态的母材发生组织和性能变化的区域。
由于焊接时HAZ上各点距离焊缝的远近不同,各点所经历的焊接热循环不同,因此整个HAZ的组织和性能分布是不均匀的。
HAZ的组织分布与钢的种类、不同部位的加热最高温度有关。
对于焊后空冷条件下不易形成马氏体的不易淬火钢,焊接HAZ包括过热区、正火区和不完全重结晶区。
过热区的峰值温度在固相线以下到晶粒开始急剧长大的温度,相应区域组织粗大;正火区的峰值温度在A c3以上到晶粒开始急剧长大的温度范围内,加热时发生完全奥氏体相变,冷却后组织由细小的铁素体和珠光体组成;不完全重结晶区的峰值温度处于A c1~A c3之间,加热时发生奥氏体相变的组织冷却时转变为细小的铁素体和珠光体,未发生相变的铁素体继续长大成为粗大的铁素体,晶粒大小和组织不均匀。
三、实验设备及材料1、金相显微镜及图像采集系统。
2、20#钢焊接接头的金相试样。
四、实验内容及步骤1、焊接接头试样制备尺寸为200×75mm的20#钢板2块,清除表面的氧化物和铁锈,进行脱水和脱脂处理;按照规定规范烘干E4303焊条;沿试板表面中心线用直径 3.2mm图2 焊缝金属的结晶形态焊条堆焊出长125±10mm的焊缝,1号试板采用150A电流,2号试板采用200A电流;焊后静止空气中自然冷却,不进行任何热处理;在室温下采用机械加工方法垂直切割焊缝,然后在断面上取金相观察试样,切割时注意加强冷却;2、金相试样的预磨、抛光与浸湿参照实验五中的相关内容;3、小电流焊接接头的组织观察低倍观察焊接接头组织,寻找熔合线,然后高倍放大观察熔合区的组织特点;观察焊缝联生结晶的特点,并由熔合区开始向焊缝中心推移,观察焊缝组织的变化规律;观察HAZ的分区组织特点,利用图像采集系统记录过热区、正火区、不完全重结晶区的组织,并与母材的进行对比,分别在100×,200×,500×下拍摄金相组织照片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接接头的金相分析
一、实验目的
1、观察焊接接头的宏观形貌
2、掌握低碳钢焊接接头各区域的组织变化
二、了解焊缝金相检测方法
三、实验装置及实验材料
1、粗、细金相砂纸
2、平板玻璃
3、低碳钢焊接接头试样
4、金相显微镜
5、吹风机
6、4%硝酸酒精溶液、无水乙醇、30%过氧化氢、氢氟酸、草酸、脱脂棉、蒸馏水三、实验原理
焊接过程中,焊接接头各部分经受了不
同的热循环,因而所得组织各异。
组织的不同,导致机械性能的变化.对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节.
焊接接头的金相分析包括宏观和显微分析两个方面.
宏观分析的主要内容为:观察与分析焊缝成型、焊缝金属结晶方向和宏观缺陷等。
显微分析是借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。
焊接接头由焊缝金属和焊接热影响区金属组成。
焊缝金属的结晶形态与焊接热影响区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。
1、焊缝宏观形貌:
切取焊接接头的横截面,经制样浸蚀显示宏观组织,可见焊接接头分为三部分:焊缝中心为焊缝金属,靠近焊缝的是热影响区,接头两边是未受焊接热影响的母材。
①焊缝区②—③热影响区(过热区、正火区、部分相变区)④母材
2、焊接接头的显微组织
焊接接头分为两部分:一是焊缝,另一是热影响区.
所谓焊接接头热影响区,是指母材在焊接电弧的热作用下发生的显微组织和性能变化的区域.在焊接过程中,熔池被快速加热到很高的温度,随后又快速冷却,因此使熔池附近的母材相当受到一次不同规范的热处理。
结果使焊接热影响区形成了四个部分,即熔合区、过热区、正火区和部分相变区。
熔合区是焊缝(熔敷金属)和母材的交界区,在焊接电弧热的作用下,该区部分金属熔化,亦称半熔化区,其显微组织中包含部分铸造组织和未熔化的、但因受热而长大的粗晶粒组织.在低碳钢焊接接头中,这一区域虽然最窄,但它却在很大程度上决定着焊接接头的性能。
过热区对焊接接头有危害作用,该区受高温作用,晶粒急剧长大,甚至产生过热组织,从而使其塑性和冲击韧性降低。
正火区处于Ac3稍高的温度.相当于做了一次正火处理,晶粒细小,因而其机械性能较好.焊接热影响区的熔合区和过热区是性能最薄弱的部位.因此,为了提高焊接接头的质量,应尽量减小焊接热影响区的宽度。
四、焊接接头的显微组织有焊缝(熔敷金
属)、焊接热影响区(熔合区、过热区、
正火区、部分相变区)和母材(被焊金
属)三个部分。
焊缝的显微组织成柱状,
且方向垂直于焊接热影响区。
母材是低
碳钢,其显微组织与焊接前一样,依然是
珠光体P和铁素体F。
焊接热影响区的
显微组织虽然形态各异,但是每个区域
都有其独有的特征,其中过热区和正火
区最明显.过热区的晶粒粗大,正火区的
晶粒细小,而且这两个区域在焊接热影
响区中的尺寸最大。
部分相变区比正火
区和过热区窄,但比熔合区宽。
在100
倍的放大倍数下观察其显微组织,看得
到它的珠光体的边缘不像母材和正火
区那样棱角分明,而是比较圆滑且形态
呈开花状.在热影响区中,最不易分辨的
是熔合区,而它又是焊接热影响区中最
窄的区域.熔合区的显微组织是粗大的
晶粒和部分铸造组织。
五、实验报告
1、实验目的
2、通过观察分析,画出焊接接头各区域的组织示意图并标注
焊接热影响区对焊接接头的性能有什么影响?。