第六章 铸件中的缺陷及其控制
铸造过程缺陷及控制方法
分甚至全部被金属填充
则形状的空洞,利用扫描电镜可观察到树枝晶,说明是液体收缩所致
在凝固收缩引起的拉应力作用下,铸件
56
皮覆盖这些气泡,结果表皮鼓出而高于胀砂
湿型铸造
凹进去的反飞翅
界限分明
鼠尾
的热节部位
受拉应力且散铸造工艺不当,铝液补缩不充分(不满足
位)
致型壁龟裂,产生脉纹
面
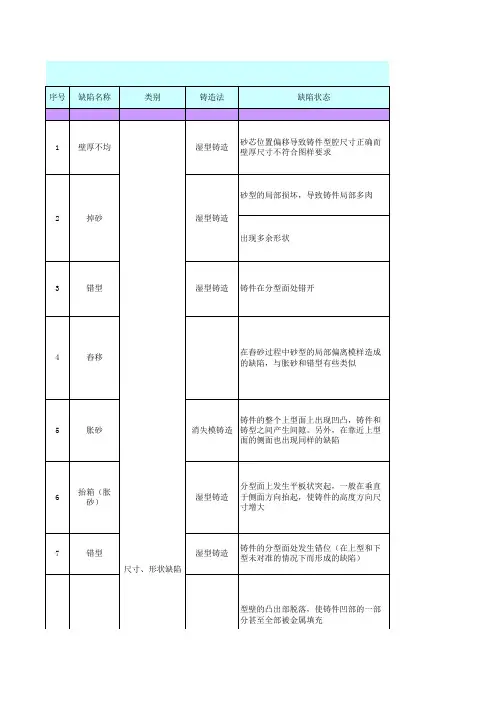
缺陷类别铸造法尺寸、形状缺陷湿型铸造缩孔消失模铸造
气体缺陷普通压力铸
造
裂纹低压铸造
夹杂物石膏型熔模
铸造
外观缺陷自硬性砂型
铸造
型芯缺陷壳型铸造表面缺陷金属型铸造
组织缺陷(铸铁)离心铸造,壳型端盖
断口缺陷二氧化碳硬化型铸造
力学性能缺陷冷压室压力
铸造
使用性能缺陷二氧化碳硬化湿型铸造
铸件后处理及加工缺陷冷室压铸
铸造管理缺陷金属型重力
铸造
残留物二氧化碳砂
型铸造低压铸造湿型铸造,
壳型砂芯自硬性砂型
(呋喃型)低速填充压
力铸造。
铸造工艺流程中的铸件缺陷分析与改进策略
铸造工艺流程中的铸件缺陷分析与改进策略铸造工艺是一种重要的金属加工方法,用于制造各种形状的金属件。
然而,在铸造过程中,铸件缺陷是一个常见的问题,它会影响到铸件的质量和性能。
因此,对于铸造工艺流程中的铸件缺陷进行深入分析,并提出改进策略,对于提高铸件质量和工艺效率具有重要意义。
一、铸件缺陷的分类与原因分析在铸造工艺中,铸件缺陷可以分为表面缺陷和内部缺陷两类。
常见的表面缺陷包括气孔、砂眼、砂洞等;内部缺陷主要有夹杂物、孔洞、收缩系数不均匀等。
1.1 气孔气孔是铸造工艺中最常见的表面缺陷之一。
其形成的原因通常有两个方面,一是液态金属中溶解气体含量过高,二是在金属凝固过程中,气体生成而未能有效排除。
造成气孔的常见因素包括砂芯质量不佳、浇注温度过高、浇注速度过快等。
1.2 砂眼和砂洞砂眼是指铸件表面局部凹陷的缺陷,而砂洞是指铸件内部或边缘凹陷的缺陷。
主要原因包括模具缺陷、浇注系统设计不合理、浇注金属温度过低等。
1.3 夹杂物夹杂物是指铸件中存在的杂质,如炉渣、油污等。
其主要原因包括铁水净化不彻底、砂芯质量不佳等。
1.4 孔洞孔洞是指铸件内部存在的封闭空腔。
常见的孔洞形式包括气孔和收缩孔。
造成孔洞的原因主要有铁水中含气量高、铸型泥浆含水量高等。
1.5 收缩系数不均匀收缩系数不均匀是指铸件不同部位的收缩量不一致。
这可能会引起铸件的内部应力集中,从而导致开裂和变形。
收缩系数不均匀的原因包括铸造合金的特性、浇注温度的控制等。
二、改进策略为了减少铸件缺陷,提高铸件质量和工艺效率,以下是一些改进策略的具体措施:2.1 优化模具设计模具设计是影响铸件质量的关键因素之一。
通过优化模具结构、提高模具材料质量和表面光洁度,可以减少砂眼、砂洞等表面缺陷的产生。
2.2 控制浇注温度和速度浇注温度和速度对铸件质量有着直接的影响。
合理控制浇注温度和速度,可以降低气孔和夹杂物等缺陷的产生。
2.3 改进铸型材料和工艺选择合适的铸型材料,对铸件质量和工艺效率的提高至关重要。
铸造缺陷及其对策.pptx
4、防止方法:
1、优化铸件结构设计,壁厚均匀,过渡平滑,肋板 厚度和分布的合理化; 2、优化浇注系统,控制浇温、浇速使铸件各部位冷 却速度趋于一致; 3、降低有害元素,合理控制合金元素添加量; 4、合理设定开箱时间。
5、补救措施:
1、开止裂孔后焊补; 2、采用工业修补剂; 3、如在重要面,报废重铸。
第16页/共28页
4、防止方法: 1、优化工艺设计,合理设置浇注系统; 2、考虑使用保温冒口、发热冒口; 3、优化铸件结构设计; 4、模拟分析(CAE); 5、调整成份; 6、控制炉料.
第17页/共28页
5、补救措施: 1、轻者焊补或采用工业修补剂; 2、重者报废重铸.
第18页/共28页
2.夹砂
的不同大小、形状的 孔洞缺陷的总称
缩孔 缩松
形状不规则,孔壁粗糙,常伴有粗大 树枝晶.夹杂物.裂纹等缺陷;
是细小的分散缩孔,断口呈海绵状;
疏松(显微缩松) 不作严格区分;
第3页/共28页
气 孔
第4页/共28页
针孔
2、裂纹、冷隔类缺陷
定义
缺陷名 称
特征
宏观(肉眼、PT、R T、MT、UT)或微 观(显微镜)判断发现 有开裂状纹络
1、铸件内部裂纹可采用超声波探伤(UT)、 磁粉探伤(MT)或射线探伤法(RT)进行检验; 2、铸件表面的裂纹可采用染色探伤法(PT)来 帮助确定,大部份是肉眼可直接发现的。
第24页/共28页
3、形成原因:
1、铸件结构或浇注系统设计不合理壁厚相差悬殊, 过渡圆角小; 2、铸造合金中有害元素(P、S等)超标,珠光体 元素过量; 3、铸件开箱过早,冷却过快; 4、合金收缩率大; 5、肋板设计不合理。
铸件常见缺陷的产生原因及防止方法
铸件常见缺陷的产生原因及防止方法一、气孔(气泡、呛孔、气窝)特征:气孔是存在于铸件表面或内部的孔洞,呈圆形、椭圆形或不规则形,有时多个气孔组成一个气团,皮下一般呈梨形。
呛孔形状不规则,且表面粗糙,气窝是铸件表面凹进去一块,表面较平滑。
明孔外观检查就能发现,皮下气孔经机械加工后才能发现。
形成原因:1、模具预热温度太低,液体金属经过浇注系统时冷却太快。
2、模具排气设计不良,气体不能通畅排出。
3、涂料不好,本身排气性不佳,甚至本身挥发或分解出气体。
4、模具型腔表面有孔洞、凹坑,液体金属注入后孔洞、凹坑处气体迅速膨胀压缩液体金属,形成呛孔。
5、模具型腔表面锈蚀,且未清理干净。
6、原材料(砂芯)存放不当,使用前未经预热。
7、脱氧剂不佳,或用量不够或操作不当等。
防止方法:1、模具要充分预热,涂料(石墨)的粒度不宜太细,透气性要好。
2、使用倾斜浇注方式浇注。
3、原材料应存放在通风干燥处,使用时要预热。
4、选择脱氧效果较好的脱氧剂(镁)。
5、浇注温度不宜过高。
二、缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。
常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有大平面的厚薄处。
形成原因:1、模具工作温度控制未达到定向凝固要求。
2、涂料选择不当,不同部位涂料层厚度控制不好。
3、铸件在模具中的位置设计不当。
4、浇冒口设计未能达到起充分补缩的作用。
5、浇注温度过低或过高。
防治方法:1、提高磨具温度。
2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象。
3、对模具进行局部加热或用绝热材料局部保温。
4、热节处镶铜块,对局部进行激冷。
5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾。
6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分。
7、模具冒口上设计加压装置。
8、浇注系统设计要准确,选择适宜的浇注温度。
铸件缺陷及解决方法
铸件缺陷及解决方法铸件缺陷及解决方法铸件是用各种铸造方法获得的金属成型物件,下面是店铺精心整理的铸件缺陷及解决方法,仅供参考,希望能够帮助到大家。
铸件缺陷及解决方法一、铸件表面有花纹,并有金属流痕迹?产生原因:1、通往铸件进口处流道太浅.2、压射比压太大,致使金属流速过高,引起金属液的飞溅.调整方法:1、加深浇口流道.2、减少压射比压.二、铸件表面有细小的凸瘤产生原因:1、表面粗糙。
2、型腔内表面有划痕或凹坑、裂纹产生。
调整方法:1、抛光型腔。
2、更换型腔或修补。
.三、铸件表面有推杆印痕,表面不光洁,粗糙。
产生原因:1、推件杆(顶杆)太长;2、型腔表面粗糙,或有杂物。
调整方法:1、调整推件杆长度。
2、抛光型腔,清除杂物及油污。
四、铸件表面有裂纹或局部变形,产生原因:1、顶料杆分布不均或数量不够,受力不均:2、推料杆固定板在工作时偏斜,致使一面受力大,一面受力小,使产品变形及产生裂纹。
3、铸件壁太薄,收缩后变形。
调整方法:1、增加顶料杆数量,调整其分布位置,使铸件顶出受力均衡。
2、调整及重新安装推杆固定板。
五、压铸件表面有气孔,产生原因:1、润滑剂太多。
2、排气孔被堵死,气孔排不出来。
调整方法:1、合理使用润滑剂。
2、增设及修复排气孔,使其排气通畅。
六、铸件表面有缩孔:产生原因:压铸件工艺性不合理,壁厚薄变化太大。
金属液温度太高。
调整方法:1、在壁厚的地方,增加工艺孔,使之薄厚均匀。
2、降低金属液温度。
七、铸件外轮廓不清晰,成不了形,局部欠料,产生原因:1、压铸机压力不够,压射比压太低。
2、进料口厚度太大;3、浇口位置不正确,使金属发生正面冲击。
调整方法:1、更换压铸比压大的压铸机;2、减小进料口流道厚度;3、改变浇口位置,防止对铸件正面冲击。
八、铸件部分未成形,型腔充不满,产生原因:1、压铸模温度太低;2、金属液温度低;3、压机压力太小,4、金属液不足,压射速度太高;5、空气排不出来。
调整方法:1、 2、提高压铸模,金属液温度;3、更换大压力压铸机。
铸造工艺常见的缺陷及质量控制措施
铸造工艺常见的缺陷及质量控制措施发表时间:2019-11-14T10:42:50.050Z 来源:《科学与技术》2019年第12期作者:任宏宇[导读] 铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种质量缺陷。
【摘要】:铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种质量缺陷。
如气孔、砂眼、渣孔、残渣、缩孔、缩松、裂纹、硬度不均匀、球铁件球化不良等。
本文主要分析了常见铸造缺陷产生原因并提出质量控制措施。
【关键词】:铸造工艺;常见缺陷;质量控制引言随着科技高速发展,对铸件的质量要求越来越高,铸件的检验方法也不同。
同时从满足生产和客户的要求出发,铸件质量应包括:外观质量、内在质量、使用质量。
而铸件外观质量显得尤为重要。
其中以铸造缺陷当用时发现避免,因为铸造缺陷,是导致铸件性能低下,使用寿命短,失效和报废的重要原因。
1、铸造工艺问题的特点1.1系统性铸造工艺问题本质上是矛盾的存在。
根本原因是问题出现的直接矛盾,该原因的作用又是几个次级原因共同作用的成果,而次级原因是问题出现的间接矛盾,每个次级原因也会受到一个或多个因素的影响。
根本原因与次级原因之间或直接矛盾与间接矛盾之间,以及次级原因或直接矛盾与影响因素之间,均以因果关系相连,构成一个呈树枝状的有机全体即体系。
1.2多要素性很多参考文献对各种铸造缺点及其构成机理进行了研讨,并对各种缺点的影响因素和避免办法予以分类和概括。
研讨成果阐明铸造缺陷都由一个根本原因所导致,还受到一些有关因素的影响;这些因素自身又构成次级原因,相同也受到一些其它因素的影响。
改动某些因素则可改动次级原因和根本原因的状况,进而影响、操控铸造缺陷的发生。
这些因素和影响的相应因素一起,其相互间还存在必定作用,其作用强度关于不一样铸件还不完全相同。
铸件充填缺陷及其防止措施
铸件充填缺陷及其防止措施金属液充填铸型型腔时,充填得不完整,或金属液机械冲击或冲刷而导致铸型损坏所产生的铸件缺陷,称为充填缺陷。
充填缺陷可分为:金属液流动缺陷、金属液机械致损缺陷两类。
1、金属液流动缺陷流动缺陷是指金属液充填铸型型腔不完整造成的铸件缺陷。
流动缺陷主要包括:冷隔、皱皮、浇不到、飞翅等。
(1)冷隔冷隔呈“裂纹”状缝隙,但缝隙带有圆角的棱边,如图1所示。
图1.冷隔示意图a)轻度冷隔b)严重冷隔产生冷隔的原因是:金属液流动能力弱,浇注速度过慢,型腔内空气未驱赶尽。
防止措施为:提高浇注温度,增加金属液的流动性,改进浇注系统和排气能力。
(2)皱皮铸件整个表面布满绵延不绝的皱纹,这种表面缺陷称为皱皮,如图2所示。
图2.皱皮合金中有易氧化的元素(如Mn、Si)且含量较高时(像硅锰低合金钢ZG20MnSi),极易形成皱皮。
其形成过程为:在钢液的充型过程中,随着型腔内上升液面温度的降低液面形成氧化膜,液面继续上升使氧化膜粘附于型壁上,钢液面漫过氧化膜留下痕迹;当液面温度下降到凝固温度范围时,液面结壳,更严重地阻碍型腔内液面的上升运动,但型腔内液面克服阻力,突破液面壳之阻力漫过它继续上升,结果在金属—铸型界面上留下痕迹,即皱皮。
铸钢薄壁件表面上易出现的这种皱皮缺陷。
其防止的根本措施为:提高钢液在型腔内的上升速度(不低于18mm/s);采用还原性气氛保护上升的金属液面,使型腔中CO与CO2、H2与H2O的比值增大。
(3)浇不到缺陷铸件不完整,有停止流动的流头残迹。
浇不到缺陷形成的主要原因是:浇注温度不够,浇道过小,排气孔数量不够。
浇不到缺陷的防止措施有:提高浇注温度,加大浇道尺寸,改进排气系统。
(4)飞翅垂直于铸件表面上的薄片状金属突出物,称为飞翅(或称飞边)。
飞翅缺陷形成的主要原因是:上、下分型面或铸型芯座与型芯芯头之间的装配间隙过大,浇注时造成液态金属钻入缝隙中。
翅缺陷的防止措施有:控制上、下分型面或铸型芯座与型芯芯头之间的装配间隙,对工艺缝隙进行填补等。
第六章_压铸件缺陷的产生及控制
第六章壓鑄件缺陷的產生及控制壓鑄過程是一個復雜的物理化學過程,再加上選用的工藝參數又很多,一個壓鑄過程不會與另一個壓鑄過程完全一樣,即使同一個壓鑄件,在生產中斷後也很難重現原來的壓鑄過程.由於技術裝備和生產經驗上的差異,各個廠家的壓鑄件良品率最高可達99%,最低甚至在70%以下.因此,分析壓鑄件缺陷產的機制與生產過程的有效控制是提高壓鑄生產效率的重要環節.第一節壓鑄件缺陷的分類及特征一、形狀或尺寸不符合設計要求(1)尺寸超差除公差以外的各種原因引起的尺寸超差.(2)錯型由於模具或型芯錯位而造成鑄件形狀的改變.(3)變形由於鑄件本身變形而成鑄件形狀不良.(4)多肉缺肉鑄件壁厚尺寸變大或變小,至使形狀發生改變.(5)澆口部缺損去除澆口或毛刺時使鑄佧本體受到缺損.二、外觀缺陷(1)欠鑄成形過程中出現填充不完整的部位(2)流痕鑄件表面上有紋絡或金屬液流動的痕跡.(3)冷隔充型中金屬液相遇處未互相融合而留下的縫隙.(4)裂紋由於收縮或鑄件頂出不平衡造成鑄件開裂.(5)收縮由於金屬液凝固時的收縮在鑄件表面出現的凹陷.(6)氣泡壓鑄件表面皮下氣孔鼓起所形成的泡狀缺陷.(7)擦傷鑄件從模具中推出時在鑄佧表面形成的拉傷痕跡.(8)粘附物痕跡(粘模) 由於金屬液粘附模具表面而形成的金屬物脫落或表面粗糙.(9)網狀毛刺由於模具型腔表面龜裂而形成鑄件表面上的網狀凸起印痕.(10)模具侵蝕印痕由於模具被侵蝕造成的網狀凸起或多肉(尤其在澆口附近).(11)針孔在鑄件表面形成的小孔.(12)打傷鑄件在生產或搬運過程中的碰傷.(13)澆口部縮孔澆口打斷處形成的小孔.三、內部缺陷(1)縮孔由於凝固時的收縮在鑄件內部產的孔洞.(2)气孔卷入铸件内部的气体所形成的孔洞.(3)疏鬆鑄件內部出現粗大的海綿狀组织.(4)厚壁中心部的針孔在壁較厚部位的中心處產生的球狀小孔.四、材質缺陷(1)硬質點鑄件內部存的高硬度的顆粒,此會影響切削加工.(2)化學成分超差化學成分超過標準或使用了另外的材料.(3)氧化夾雜氧化物混入鑄件中.五、其它缺陷(1)理化性能不良強度、耐蝕性等理化性能未達到規定標準.(2)氣密性不良(耐壓不良)鑄件內若加壓,壓力發生泄漏.(3)鑲嵌件遺漏壓鑄時,鑄件上忘記嵌入鑲嵌件.第二節產生缺陷的原因及措施表6-1~表6-5分別列出了缺陷的名稱、產生的原因及相應的措施.防止各种缺陷產生的措施應依次實施,且待結果確認以後,再實行下一個措施.表6-1形狀尺寸不良表6-5其它缺陷第三節宜安壓鑄缺陷特點及解決辦法EP-EY發熱板前段時期經機械加工後,廢品率較高,最高的廢品率達到98%,而廢品中最主要的廢品原因為氣孔占報廢率的80%,其次為夾渣占15%~30%,彎形及露發熱管的現象也比較嚴重.這些質量問題都是由於我們在實際生產過程中,沒有嚴格執行工藝規程的結果.近段時期,在消除主要廢品原因氣孔的情況下,又出現了較嚴重的流紋現象,這也是由於一些設備因素及工藝因素所造成的.下面將首先分析氣孔現象.(一)氣孔產生的主要原因(1)澆口位置選擇和導流形狀不當,導致金屬液進入型腔產生正面撞擊和產生旋渦.(2)澆道形狀設計不良.(3)壓鑄充滿度不夠.(4)內澆口速度太高,產生湍流.(5)模具型腔位置太深.(6)涂料過多,充前未燃盡.(7)機械加工量餘量太大.分析:1.粗煉不完全,除氣不底.在精煉除氣時,沒有將精煉除氣劑壓入爐爐底部並做緩慢移動.精煉劑,除氣劑的加入量沒有按一定的規定,對原材料選用熔煉時沒有分類.精煉除氣工作不細緻底了事.2.原材料中帶入氣體所選用的原材料(鋁錠)中本身存有氣體.由於在熔煉過程中沒有按照適當的配比,加入回爐料,其回爐料在加入前沒有進行預熱處理,回爐料含有水分,油漬,污漬等,如果在煉過程中不進行正確的精煉除氣,就有可能造成產品氣孔而使產品報廢.3.保溫爐精煉效果不明顯.因為保溫爐的溫度只適合於壓鑄溫度.而我們所要求的精煉除氣的最佳溫度為680~720ºC.所以在保溫爐中做精煉除氣,不會有很好的效果,但也會起到一定的作用,相對減少鋁液中的氣體含量.4.保溫爐末加覆蓋劑在壓鑄過程中,保溫爐長時間與大氣接觸,壓鑄過程中經常要噴脫模劑,其車間濕度較高,空氣中的水氣含量較多.鋁合金溶液又極易吸氣,如果沒有保護措施,鋁合金液在保溫過程中吸收大量的水分及氣體,而使鋁液中的含氣量增加.5.人為帶入氣體或帶入發氣量較高的物體.其具體表現在:(a)把小量機油倒入保溫爐液表面.使之燃燒.以達到取火烤模的目的.(b)澆粘鋁時,用澆機油,再伸入鋁液中.(c)用澆不斷在鋁液中攪拌.(d)在保溫爐中加鋁水時,運料色或澆色離鋁液表面的距離太高,直接帶入氣體.6.模具設計不合理帶入氣體.模具設計時,沒有選擇正確的澆注系統和排氣溢流系統.鋁液在充型時排氣不順暢或者說排氣受阻.而使鑄件產生氣孔.使用抽真空裝置,應經常檢查真空度,因為當真空度不高或沒有抽真空時,模具排氣受到限制,換言之,模具此時失去排氣效果.大部分產口將會產生氣孔.7.模具變形時,會產生飛料.(也有說跑水),飛料後壓力受損.鋁合金液在充型時,速度極快,鋁合金會產生急冷,液態處於型腔中的時間較短,前部分鋁合金液被飛出型腔後,後部分的鋁合金液還來不及補充就已被凝固,因此在鑄件中產生蜂窩狀的氣孔形狀,其氣孔最大尺寸有超過10mm的.8.機器設備因素:壓鑄設備在壓鑄過程中對產品成型以及獲得高質量的鑄件起著決定性的作用.一般情況,調試好的設備不要輕易更改工藝參數,如設備的壓力.合模鎖緊力,壓射速度,壓射起步時間等因素都有可能造成產品質量不合格.(二)夾渣或夾雜產生的主要原因(1)鋁合金,未精煉好,澆注時混入了氧化物.(2)由鋁,鐵,錳,硅組成的復雜化合物,主要是由MnAI3在熔池較冷處形成,然後以MnAI3為核心使Fe析出,又有硅等參加反應形成化合物.(3)游離硅混入物時,鋁硅合金含硅量高.鋁硅合金在半液態澆注,存在了游離硅.分析:1.熔煉過程精煉不完全.鋁合金液中含有許多的氧化物,砂及渣點等雜質.精煉造渣過程非常重要.精煉劑加入量是否合適,打渣劑加入量是否符合比例要求,工作過程是否按工藝規程去做.扒渣是否完錢底等.2.人為帶入渣質.(a)用涂有石和機油的澆取鋁液.(b)用臟的機油和石的混合物灑入鋁液表面取火烤模.(c)衝模油的噴涂及質量.上述三條中都含有石成分,石的熔點較高.很難在鋁液中熔化,產品成型後石在產品內經機加工後就可以看見色的石渣點.(d)澆沒用氧化鋅涂料保護,其鐵的氧化物和其它氧化物被帶入產品中.(e)取鋁淮時沒有將鋁合金液表成氧化物去掉,而被直接帶入模具型腔中.(f)使用回用發熱管時,其發熱管表成的油漬,污漬和氧化物沒有清理乾凈,致使產品夾渣.3.模具弄型腔表成的殘冷料或化物等雜質沒有清理乾凈.4.料柄厚度太薄,帶入渣質等物.(三)產品變形所產生的原因1.模具溫度對產生的影響.當模具溫度過高時,產品成型頂出的強度不夠,被頂出的產品容易變形.具溫度超過一定值時.會產生粘模殃象.因而直接影響到產品的外觀及形狀.2.脫模劑噴涂不均勻.噴涂模劑時同應根據模具的表面溫度.模具型腔各部位的復雜狀況及模具熱帶處等來決定的,有選擇地平模溫而均勻的噴涂脫模劑,是獲得理想產品外型的先決條.3.頂出平面受力不一致.模具在壓鑄過程中,受熱溫度不一致.即具內存在熱節處,模具有內應力作用下產生變形,產品頂出時,頂出平面受力不一致,從而造成產品變形.4.開模時澆注系統被拉斷.壓射頭經過長時期的便用后,前緣部位產生氧化,腐蝕等缺陷,開模時,壓射頭與鋁合金澆口杯料產生親合力,從而斷澆注系統同造成產品變形,另一方面,沖頭油的使用方法不得當,有時甚至不按規定涂刷沖頭油,從而引起沖頭拉斷澆口,致使產品變形.(四)產品露入件(或稱露管)現象.合模前,在型腔中裝入被入的物件,經壓鑄成型后件疲當在產品中,有些面型產品不需要加工.露件的可能性較小.EP-EY發熱板,我們在壓鑄過程中要主發熱管,產品成型后,還要對其內表面進行機械加工,經產生露管殃象的原因有以下幾種;1.合金淮在充型時,壓力較大,當發熱管各處受力不一樣時,就有可能產生局部位置偏移,造成機械加工后露發熱管的現象.2.發熱管本身的開關不規則,每處固定位置受力不一致.因此,合金液充型時,發熱管發生位置移動,造成產品加工后報廢.3.發執管在模腔內安裝不到.在模腔內安裝發熱管時,用銅棒敲打各處長位,發熱管盡量裝入所要求的位置,並保證其在模腔內的平面度.否則,就可能機加工后露管.4.回用發熱的安裝.回用發熱管在安裝前必須清除,其表成所有氧化物,夾雜物及油污等,並將變形的發熱管效平,其發裝方法與上述第3點要求相同.(五)紊流現象.紊流現象主要以下幾方面有關2.1.壓鑄機的壓力及射比壓.2.澆口速度.3.內澆口截面積與溢流系統截面積關係.溢流系統的布置等.4.模具溫度較低,鋁合鑫模低於180,會產此缺陷.5.熔料溫度過低,充填過程中的熱量損失較大.6.內澆口的開設不合理或多沒水流沖摯,而留下的痕跡.7.涂料用量過多.(六)產品開裂有兩種,即冷裂和熱裂,它們的主要區別為冷裂紋開裂處鑫屬沒有被氧化,而熱裂紋開裂處金屬已被氧化.主要原因:1.鑄件結構不合理,在收縮時受到阻礙作用.2.鑄造園角太小,在收縮時園角較小的地方容易產生應力集中.3.抽芯或頂出裝置在工作中發生偏斜,受力不均勻.4.模具溫度偏低,(當檅具溫度較低時,壓鑄過程中金屬液急速冷卻,鑄件稍有壁厚偏差,就會產生開裂現象.5.開模或抽芯的時間太晚.(開模時間越晚,鑄件出模溫度越低,產品型芯的包緊力就會越大.產品的頂出力就需要增大,因此會造成產品開裂.)6.化學元素成分不對或有害雜質成分過高,使合金的塑性下降.例如:鋁合金中鋅(Zn),銅(Cu),鐵(Fe)含量偏高.(七)欠鑄(或產口澆注不足)現象.1.合金流動不良引起.(1)金屬液含氣量高,氧化較嚴重,以致流動性下降.(2)合金的澆注溫度及模具溫度過低.(3)內澆口速度過低.(4)蓄壓器內氮氣壓力不足.(5)壓室充潢度小,即每次加料太小.(6)鑄件壁太薄或厚薄較懸殊等設計不當.2.澆注系統不良引起.(1)澆口位置不當,導流的方式不正確.內澆口股數的選擇不合理.(2)內澆品截面積大小.3.排氣條件不夠引起.(1)排氣不暢.(2)涂料過多,未被烘干燃盡.(3)型腔內氣體壓呼較高,不易排出.(4)模具溫度偏高.(超過正常工作溫度).(八)縮孔,縮鬆所產生的原因壓鑄件在冷卻凝固過程中,由於內部補償不足造成的開關不規則,表面較粗糙的孔洞.1.合金的澆注溫度過高,冷卻時間相對增長,局部壓液體合金補充不夠.2.鑄件結構壁厚不均勻,在鑄件中產生熱節處.3.比壓太低.4.溢流容量不夠,溢口太薄.5.壓室熔料太小,料柄太薄,最終補縮起不到作用.6.內澆口較小,不利於補縮.7.模具熱平較差,局部溫度偏高.(九)冷隔現象溫度較低的金屬流互相對接.但未熔合出現的縫隙,呈不規則的線形,有穿透的和不穿透的兩種.在外力作用下呈擴展趨勢.1.金屬液的澆注溫度過低或模具溫度較低.2.合金成分不符合標準,流動性差.3.金屬液分股填充型腔融合不良.4.澆口開設不合理,合金液充型過程流程太長.5.填充速度低,合金液的冷卻速度太快.6.排氣不良時,充型受阻.(十)起泡(或稱鼓泡)現象鑄件皮下聚集氣體鼓脹所形成的泡.產生原因:1.模具溫度太高.2.填充速度太快,金屬流入氣體過多.3.涂料發氣量大,用量過多,澆注前未燃盡,揮發氣體被包在鑄件表層.4.排氣不暢.5.開模過早.6.合金熔煉溫度過高.(十一) 其它廢品原因.如氧化,擦傷,凹陷,麻面等也是壓鑄過程中經常遇到的鑄造缺陷.因此,生產過程中我們必須嚴格按照工藝規程去做.(十二) 員工素質與工作質量和產品質量的關係.高素質的員工和高標準的工作質量是獲得高品質產品的根本保證.員工素質的高低與產品率成正比關係,即素質越高合格率就越高.素質越低,合格率也會相對較,因此,員工進廠後,必須進行先期崗位培訓工作.提高員工對各種機器設備的認識,並掌握各類機器設備的操作要領,熟悉各種產品的生產工藝流程.理解並掌握各種產品的成型原理.部門將經常開展一些技術練兵活動,並進行理論技術考核.工作質量是大家並不陌生,而又不深理解的文字,工作質量的好與壞與產品質量的關係極大.應該臬去做好自己的本職工作.這是每個人都應該思考的問題.同樣的事,同樣的條件,而由不同的人去做.但卻獲得不同的效果,這是為甚麼呢?因為,人的技術熟練程度不一樣.理論文化水平也有高低.工作態度上也有不同層次的原則,而對工作的熱情也各不相同,因而產生了不一樣的效果. 我們在強調工作質量時,主要著重於強調每個人的敬業精神,以堅定不移的信心和對工作執著的熱情.去完成各人的事業,產品質量就會從根本上得到保障.。
常见铸件缺陷及其预防措施
常见铸件缺陷及其预防措施常见铸件缺陷及其预防措施(序+缺陷名称+缺陷特征+预防措施)1 气孔在铸件内部、表面或近于表面处,有大小不等的光滑孔眼,形状有圆的、长的及不规则的,有单个的,也有聚集成片的。
颜色有白色的或带一层暗色,有时覆有一层氧化皮。
降低熔炼时流言蜚语金属的吸气量。
减少砂型在浇注过程中的发气量,改进铸件结构,提高砂型和型芯的透气性,使型内气体能顺利排出。
2 缩孔在铸件厚断面内部、两交界面的内部及厚断面和薄断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
壁厚小且均匀的铸件要采用同时凝固,壁厚大且不均匀的铸件采用由薄向厚的顺序凝固,合理放置冒口的冷铁。
3 缩松在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
壁间连接处尽量减小热节,尽量降低浇注温度和浇注速度。
4 渣气孔在铸件内部或表面形状不规则的孔眼。
孔眼不光滑,里面全部或部分充塞着熔渣。
提高铁液温度。
降低熔渣粘性。
提高浇注系统的挡渣能力。
增大铸件内圆角。
5 砂眼在铸件内部或表面有充塞着型砂的孔眼。
严格控制型砂性能和造型操作,合型前注意打扫型腔。
6 热裂在铸件上有穿透或不穿透的裂纹(注要是弯曲形的),开裂处金属表皮氧化。
严格控制铁液中的 S、P含量。
铸件壁厚尽量均匀。
提高型砂和型芯的退让性。
浇冒口不应阻碍铸件收缩。
避免壁厚的突然改变。
开型不能过早。
不能激冷铸件。
7 冷裂在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮氧化。
8 粘砂在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙。
减少砂粒间隙。
适当降低金属的浇注温度。
提高型砂、芯砂的耐火度。
9 夹砂在铸件表面上,有一层金属瘤状物或片状物,在金属瘤片和铸件之间夹有一层型砂。
严格控制型砂、芯砂性能。
改善浇注系统,使金属液流动平稳。
大平面铸件要倾斜浇注。
10 冷隔在铸件上有一种未完全融合的缝隙或洼坑,其交界边缘是圆滑的。
压铸件缺陷分析及控制
压铸件缺陷分析及控制一、压住缺陷分类:a、表面缺陷,b、内部缺陷,c、形状和尺寸缺陷,d、成分和性能缺陷,e、基体不连贯缺陷二、表面缺陷及消除措施:压铸件的表面缺陷指的是压铸件表面上存在瑕疵,表面缺陷有:流痕及花纹、网状毛刺及印痕、飞边、缩陷、气泡、冲蚀、机械性拉伤、粘模性拉伤、划伤1、流痕及花纹:特征:压铸件表面上有与金属液流动方向一致的条纹,或者有明显可见的金属基本颜色不一样的无方向性的纹路,通常在很浅的表面(0.01mm以内)潜在危害:一般表面流痕及花纹不影响铸件使用,可以通过打磨或喷丸(喷砂)等方法将其去除,有时不将其当成缺陷,能接受的缺陷程度取决于最终的表面质量要求。
要求电镀的压铸件对这类缺陷比较敏感,应注意消除。
检验:目测或测量检验,按表面流痕深度和面积评价缺陷程度。
原因:一般表面流痕及花纹,是有首先进入压铸模具型腔的金属液行成极薄而又不完全的金属层后,备后来的金属液弥补而留下的痕迹。
主要是:a、压铸模具温度太低,b、充型速度过快,c、脱剂牌号太差或用量太多,d、内浇口充填方向紊乱等预防措施:a、提高压铸模具温度,b、适当降低压射速度,c、更换脱模剂牌号或减少喷涂量,d、调整内浇口截面积或位置2、网状毛刺及印痕特征:网状毛刺在压铸件表面呈现网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而扩大延伸,印痕是固定的凸凹痕迹,与相关的顶杆或成形零件位置相对应。
潜在危害:通过打磨或喷丸(喷砂)等方法可以将其去除,一般不影响铸件使用,但增加了去毛刺工作。
检验:目测或测量检验。
按毛刺或印痕深度和面积评价缺陷程度。
原因:网状毛刺主要是有由模具表面龟裂纹形成,金属液充入型腔后,在压力作用下窜入龟裂纹中,凝固后形成的网状毛刺,如果金属液温度过高或压铸模具温度过高,会加重。
措施:a、消除压铸模具表面龟裂纹,b、适当降低浇注温度或模具温度,调整顶杆长度或型腔相关零件的配合间隙3、飞边特征:铸件沿分型面位置出现层状金属薄片,有压铸件向外延伸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
录像 38
第三节 缩孔与缩松
4、影响缩孔与缩松的因素及防止措施 ※影响因素 金属的性质
(收缩系数α大)
铸型的冷却能力 (蓄热系数b小) 源自浇注温度与浇注速度 (高,快)
铸件尺寸 (大)
补缩能力 (弱)
例:铸铁的缩孔、缩松倾向
39
第三节 缩孔与缩松
4、影响缩孔与缩松的因素及防止措施 ※措施 基本原则:针对该合金的收缩和凝固特点制定正确的铸造工
偏析对合金的力学性能、 偏析主要是由于合金在凝 抗裂性能及耐腐蚀性能等有 固过程中溶质再分配和扩 程度不同的损害。偏析也有 散不充分引起的. 有益的一面,如利用偏析现 象可以净化或提纯金属等。
晶界偏析
第一节 化学成分的不均匀性
2、微观偏析
2.1 胞状偏析
•胞状晶体生长时,由于 溶质的再分配,在胞壁处 的溶质将富集( K0<1 ) 或贫化( K0>1 ); •电子探针分析表明: ( K0<1 )在胞壁处溶质 浓度比整体平均浓度大两 个数量级。 •均匀化退火;
20
第一节 化学成分的不均匀性
3、宏观偏析
3.4 带状偏析
第一节 化学成分的不均匀性
3、宏观偏析
3.5 密度偏析 1.由于密度差,且缓慢冷却,造成上浮或下沉; 2.增加冷速,尽量降低合金的浇注温度和浇注速度, 加入第三种合金元素。
22
第三节 缩孔与缩松
1、金属收缩的基本概念
温 度 /℃ T浇 温 度 /℃
11
第一节 化学成分的不均匀性
2、微观偏析
2.3 晶界偏析
晶粒相对生长,在对合处 彼此相遇。晶粒结晶时所 排出的溶质(k0<1)和其 他杂质元素在固-液界面前 沿富积,在最后凝固的晶 界对合部位将含有较多的 溶质和其他低熔点物质, 造成晶界偏析。
12
第一节 化学成分的不均匀性
2、微观偏析
微观偏析是一种不平衡状态,在热力学上是不稳定 的。可通过扩散退火或均匀化退火来消除,即将合金
图11-3 单向凝固时铸棒内溶质的分布 偏析使铸件性能不均匀,也难以通过热处理消除,但可以利用溶质的正常偏 正常偏析随着溶质偏析系数|1-k0|的增大而增大。但对于偏析系数较大的 a-平衡凝固 b-液相只有扩散 c-液相完全混合 d-液相部分混合 析现象对金属进行提纯精炼。 合金,当溶质含量较高时,合金倾向于体积凝固,偏析反而减轻。 14
m
温 度 /℃
n
液态收缩
凝固收缩
凝固收缩 固相收缩
III
I
II
III
I
II
A
n 成分/% a)
m
B 体收缩率/% c) c)恒温凝固的合金
a)合金相图
体收缩率/% b) 二元合金收缩过程示意图 b)有一定结晶温度范围的合金
23
第三节 缩孔与缩松
1、金属收缩的基本概念 ※液态收缩(T浇-TL)
• 原因:气体排出;空穴减少;原子间间距减小。
40
第三节 缩孔与缩松
4、影响缩孔与缩松的因素及防止措施 ※措施
(2) 防止缩孔的方法 •要使铸件在凝固过程中建立良好的补缩条件,主要是通过控 制铸件的凝固方向使之符合“定向凝固原则”。
艺,使铸件在凝固过程中建立良好补缩条件,尽可能使缩松转 化为缩孔,并使缩孔出现在铸件最后凝固的地方。这样,在铸 件最后凝固的地方安置一定尺寸的冒口,使缩孔集中于冒口中, 或者把浇口开在最后凝固的地方直接补缩,就可以获得健全的 铸件。
(1) 使缩松转化为缩孔的方法 第一,尽量选择凝固区域较窄的合金,使合金倾向于逐层凝 固,从根本上解决缩松的生成条件; 第二,对一些凝固区域较宽的合金,可采用增大凝固的温度 梯度办法,使合金尽可能地趋向于逐层凝固。
多集中在铸件的上部和最后凝固的部位;铸件厚壁处、两壁相交 处及内浇口附近等凝固较晚或凝固缓慢的部位(称为热节),也 常出现缩孔;
缩孔尺寸较大,形状不规则,表面不光滑。
31
2、缩孔与缩松的分类及特征 ※缩松
第三节 缩孔与缩松
•常分布于铸件壁的轴线区域、缩孔附近或 铸件厚壁的中心部位。 •分为宏观缩松和显微缩松;
V 凝=V ( LS )+V LS) TL-TS ) 100% ( (
25
第三节 缩孔与缩松
1、金属收缩的基本概念 ※凝固收缩(TL- T固)
此两种收缩在外部表现皆为体积减小,一般表现为液 面降低,因此称为体积收缩,是铸件产生缩孔和缩松的 基本原因。
26
第三节 缩孔与缩松
1、金属收缩的基本概念 ※固态收缩(<T固) εv固 = αv固 (Ts-T0)×100% εl = αl (Ts-T0)×100%
•显微缩松一般出现在枝晶间和分枝之间;
32
第三节 缩孔与缩松
2、缩孔与缩松的分类及特征 ※缩松
缩孔和缩松可使铸件力学性能、气密性和物化性能大 大降低,以至成为废品。是极其有害的铸造缺陷之一
33
第三节 缩孔与缩松
2、缩孔与缩松的分类及特征
体积凝 ?凝 固固
层状凝 ?凝 固 固
A
m
n
B
34
第三节 缩孔与缩松
内缩孔 外缩孔
常出现在铸件的外部 或顶部,一般在铸件 上部呈漏斗状。
产于铸件内部,孔壁 粗糙不规则,有时可 见发达的树枝晶
29
第三节 缩孔与缩松
2、缩孔与缩松的分类及特征 ※缩孔
a)明缩孔
b)凹角缩孔
c)芯面缩孔
d)内部缩孔
30
第三节 缩孔与缩松
2、缩孔与缩松的分类及特征 缩 孔 特 点
常出现于纯金属、共晶成分合金和结晶温度范围较窄的以层状凝 固方式凝固的铸造合金中;
第一节 化学成分的不均匀性
3、宏观偏析
3.1 正偏析
当钢液浇入铸型后,铸型温度低,钢液 来不及在宏观范围内选择
第一节 化学成分的不均匀性
3、宏观偏析
3.2 逆偏析
与正偏析相反,当K0<1时,表面或底部含溶质元素多, 而中心部分或上部含溶质较少。
Al-4.7Cu 合金铸件的逆偏析
逆偏析的成因在于结晶温度范围宽的固溶体合金,在缓慢凝固时 易形成粗大的树枝晶,枝晶相互交错,枝晶间富集着低熔点相, 当铸件产生体收缩时,低熔点相将沿着树枝晶间向外移动。
不同的合金收缩率不同。在常用的合金中,铸钢的收缩最大,灰口铸 铁的收缩最小。因为灰口铸铁中大部分碳是以石墨状态存在的,由于 石墨的比容大,在结晶过程中,石墨析出所产生的体积膨胀,抵销了 合金的部分收缩(一般每析出1%的石墨,铸铁体积约增加2%)。
28
第三节 缩孔与缩松
2、缩孔与缩松的分类及特征 ※缩孔
第六章 铸件中的缺陷及其控制
第一节 化学成分的不均匀性
第二节 铸件中的气孔和非金属夹杂物
第三节 缩孔与缩松
第四节 热裂、应力、变形和开裂
第一节 化学成分的不均匀性
1、偏析种类 什么叫偏析? 为什么会出现偏析? 偏析的利弊? 偏析的分类
宏观偏析 正偏析 逆偏析 带状偏析 微观偏析 晶内偏析
合金在凝固过程中发生 的化学成分不均匀现象。
αv≈3αl ,εv≈3εl
•固态收缩还引起铸件外部尺寸的变化故称尺寸收缩或线收缩。 液态收缩和凝固收缩是铸件产生缩孔和缩松的基本原因 。而 固相收缩对应力、变形与裂纹影响较大。
27
第三节 缩孔与缩松
1、金属收缩的基本概念
金属从浇注温度冷却到室温所产生的体积收缩:
εv总= εv液 + εv凝 + εv固
16
第一节 化学成分的不均匀性
3、宏观偏析
3.2 逆偏析
扩大铸件内中心 等轴晶带,阻止 柱状晶发展,使 富集溶质的液体 不易从中心排向 表层,减少液体 中的气体含量等 可抑制逆偏析。
17
第一节 化学成分的不均匀性
3、宏观偏析
3 宏观偏析
3.3V形偏析和逆V形偏析
收缩孔 正偏析 逆V偏析 V偏析
第一节 化学成分的不均匀性
2、微观偏析
2.2晶内偏析 铸钢组织也呈树枝状,其中先结晶的枝干中心含 碳量较低,后结晶出的分枝含碳量较高,枝晶间的含 碳量更高。
第一节 化学成分的不均匀性
2、微观偏析
2.2晶内偏析
影响因素:
(1)当其他条件相同时,冷却速度影响的双重性。冷 却速度快,溶质扩散越不充分,晶内偏析越严重。另一 方面,冷速增加,晶粒细化,偏析降低。 (2)偏析元素在固溶体中的扩散能力越小,则晶内偏 析越严重。 (3)相图上液相线与固相线之间的水平距离越大,晶 内偏析越严重。 当k<1时,溶质平衡分配系数k越小,固液界面的溶质愈 富集。1-k来衡量溶质的偏析程度,称为偏析系数。
由于密度的差异, 当铸锭中央部分在凝 先凝固部分结晶 固下沉时,侧面向斜 沉淀,在铸锭的 下方产生拉应力,在 下半部形成低于 其上部形成逆V形裂 平均成分的负偏 缝,并被富含溶质的 析区,上部则形 液相所填充,最终形 成高于平均成分 成逆V形偏析带。 的正偏析区。
负偏析
图11-5 铸锭产生V形和逆V形 偏析部位示意图
19
第一节 化学成分的不均匀性
3、宏观偏析
3.4 带状偏析
1.带状偏析常出现在铸锭或厚壁铸件中,有时是连续的,有时则是间 断的,偏析的带状总是和液-固界面相平行。 2.带状偏析的形成是由于固-液界面前沿液相中存在溶质富集层且晶体 生长速度发生变化的缘故。
3.减少溶质含量,采取孕育措施细化晶粒,加强固液界面前的对流和搅 拌,也能够防止或减少带状偏析的形成.
2、缩孔与缩松的分类及特征
体积凝固 树枝晶 缩松
缩孔 胞状晶 层状凝固
TL
G
TL G
TS
TS
35
第三节 缩孔与缩松