普通车削的常用的切削速度和进给量
不锈钢的车削技巧
不锈钢的车削技巧主要包括以下几个方面:1.刀具选择:选择适合不锈钢车削的刀具非常重要。
通常,选择具有较高耐热性、耐磨性和与不锈钢亲和作用小的刀具材料,如高碳、高钒或钼系的高速钢。
此外,刀具的几何形状和角度也需要根据具体加工要求进行选择。
2.切削用量选择:切削用量包括切削速度、进给量和切削深度。
对于不锈钢的车削,切削速度通常较低,一般为普通碳钢切削速度的40%~60%。
进给量和切削深度也需要根据具体情况进行选择,以避免刀具过度磨损和工件表面质量下降。
3.冷却液选择:使用合适的冷却液可以有效降低切削温度,减少刀具磨损和提高工件表面质量。
对于不锈钢的车削,通常选择具有较好冷却和润滑性能的冷却液。
4.操作技巧:在车削不锈钢时,需要注意以下几点操作技巧:首先,保持刀具的锋利,及时更换磨损的刀具;其次,避免使用过大的切削用量,以减少刀具的受力;最后,注意工件的装夹方式和切削力的方向,以避免工件变形或振动。
此外,还需要注意以下几点:1.由于不锈钢的塑性大、韧性高,车削时容易产生积屑瘤和鳞刺,这不仅影响工件的表面粗糙度,还会使刀具的磨损加快。
因此,需要选择合适的刀具材料和几何角度,以及合理的切削用量来避免这些问题的产生。
2.不锈钢的导热性差,导致切削热无法及时散出,使刀具的刃口温度升高,加剧刀具磨损。
为了降低切削温度,可以采用浇注冷却液的方法。
3.在车削过程中,应随时注意观察切削情况,如发现异常现象(如振动、噪声、温度升高等),应及时采取措施进行调整。
4.对于不同种类和规格的不锈钢材料,其车削性能也会有所不同。
因此,在实际加工前,最好先进行一些试验性切削,以确定最佳的切削参数和工艺方案。
总之,掌握不锈钢的车削技巧需要综合考虑多个因素,包括刀具选择、切削用量、冷却液和操作技巧等。
通过合理的选择和调整这些参数,可以提高加工效率、降低生产成本并获得高质量的工件。
普通车床的切削运动原理与工艺范围分析
普通车床的切削运动原理与工艺范围分析绍兴文理学院 机自092 谷群伟【摘要】 金属切削加工时刀具和工件之间的相对运动,称为切削加工。
根据在切削加工过程中所起的作用不同,切削运动可分为主运动和进给运动。
车削加工的工艺范围非常广,在机械制造工业中应用得非常普遍。
在车床上可以加工出大部分具有回转体表面的轴、盘、套类零件。
【关键词】 普通车床 切削运动 工艺范围 分析中图分类号:TH16【正文】 普通车床是应用最为广泛的切削机床。
车床是利用工件的旋转运动和道具的直线移动来完成工件的加工,主要是用来加工各种带有旋转表面的零件,其最主要的车削加工内容有车外圆、车端面、车内孔、车外螺纹、车内螺纹、切断、车外圆锥面、车内圆锥面、车成形面、滚花等,此外,在车床上还可以进行钻孔、扩孔、铰孔、攻螺纹、套螺纹等操作。
普通车床的切削运动即金属切削加工时刀具和工件之间的相对运动。
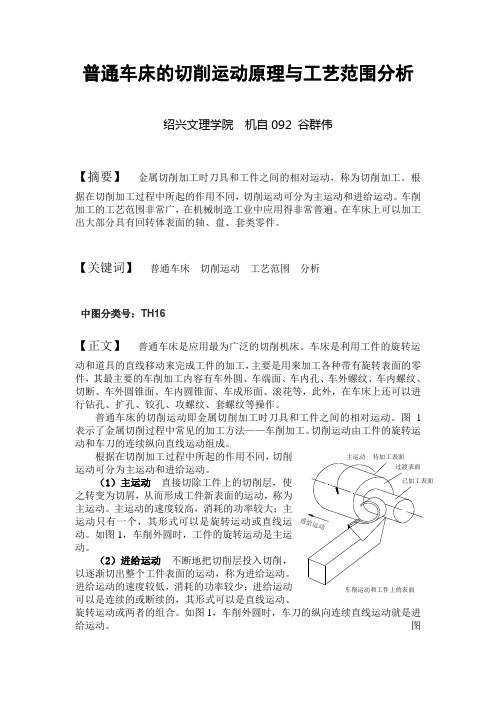
图1表示了金属切削过程中常见的加工方法——车削加工。
切削运动由工件的旋转运动和车刀的连续纵向直线运动组成。
根据在切削加工过程中所起的作用不同,切削运动可分为主运动和进给运动。
(1)主运动 直接切除工件上的切削层,使之转变为切屑,从而形成工件新表面的运动,称为主运动。
主运动的速度较高,消耗的功率较大;主运动只有一个,其形式可以是旋转运动或直线运动。
如图1,车削外圆时,工件的旋转运动是主运动。
(2)进给运动 不断地把切削层投入切削,以逐渐切出整个工件表面的运动,称为进给运动。
进给运动的速度较低,消耗的功率较少;进给运动可以是连续的或断续的,其形式可以是直线运动、旋转运动或两者的组合。
如图1,车削外圆时,车刀的纵向连续直线运动就是进给运动。
图进主运动待加工表面车削运动和工件上的表面1切削加工的基本条件:(1) 刀具和工件间要有形成零件结构要素所需的相对运动。
这类相对运动由各种切削机床的传动系统提供。
2) 刀具材料的性能能够满足切削加工的需要。
刀具在切除工件上多余材料时,工作部分将受到切削力、切削热、切削摩擦等的共同作用,且切削负荷很重,工作条件恶劣。
车工切削三要素

主运动 进给运动
3. 切削用量
切削用量(又叫切削三要素)是衡量车削运动大小的参数。 它包括背吃刀量、进给量、切削速度。
(1) 背吃刀量ap
对于外圆车削,背吃刀量为工件上已加工表面 和待加工表面间的垂直距离,单位为mm。即: ap=(dw-dm)/2 其中: dw—工件待加工表面的直径,(mm);
解:根据公式V=πdn/1000 得:n=1000V/ πd
=1000 ×60/3.14 ×300 =63.69r/min
注意:在实际生产中,理论上计算出的主轴转 数应从车床转速表中最接近的一档选取。
作业:
一、现有直径为45mm的棒料,要求加工成直径为 40mm的光轴。 问:如果一次完成外圆加工,则背吃刀量的大小 是多少?
与车身导轨方 向垂直
3、切削速度V
主运动的线速度叫切削速度,单位为m/min。 车削外圆时的切削速度计算公式为:
V=πdwn/1000
其中: dw—工件待加工表面的直径,(mm);
n—工件的转速,(r/min); V —切削速度,( m/带轮外圆, 若切削速度为60m/ min,试求车床主轴转速。
(2)试车后背吃刀量ap=(dw - dm)/2 =(28.4 -24) /2 =2.2mm
手柄应转的格数为:2.2/0.05=44格
(2).进给量f
工件每转一转时,车刀在进给运动方向上移动的距离 叫进给量,用(f)表示,单位是mm/r(也叫每转进给量) 。
纵向进给量 进给量
横向进给量
沿床身导轨方向
车工切削三要素
(2)进给运动 使工件多余材料不断被车去的运动叫进给运动。车外圆
是纵向进给运动,车端面、切断、车槽是横向进给运动。
2、车削时工件上形成的表面
机械加工切削全参数推荐表

常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 (3)2 车削加工切削参数推荐表 (3)2.1 车削要素 (3)2.2 车削参数 (3)3 铣削加工切削参数推荐表 (11)3。
1 铣削要素 (11)3.2 铣削参数 (11)4 磨削加工切削参数推荐表 (20)4.1 磨削要素 (20)4。
2 平面磨削 (20)4。
3 外圆磨削 (21)4。
4 内圆磨削 (22)1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本.从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2。
1 车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a p:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm.d w :工件直径,单位为mm.切削速度与转速关系:m/minr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12—T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3。
车削切削用量选取参考表

三、按表面粗糙度选择进给量的参考值
工件材料
粗糙度等级(Ra)
切削速度(m/min)
刀尖圆弧半径
0.5
1
2
进给量f mm/r
碳钢及合金碳钢
10~5
≤50
0.3~0.5
0.45~0.6
1
0.3
1.1
0.3
—
—
—
—
>18~30
1
0.3
1
0.3
1.1
0.3
1.3
0.4
1.4
0.4
—
—
>30~50
1.1
0.3
1
0.3
1.1
0.4
1.3
0.5
1.5
0.6
1.7
0.6
>50~80
1.1
0.3
1.1
0.4
1.2
0.4
1.4
0.5
1.6
0.6
1.8
0.7
>80~120
1.1
0.4
1.2
0.4
1.2
铸铁及铜合金
16×25
40
0.4~0.5
—
—
—
—
60
0.6~0.8
0.5~0.8
0.4~0.6
—
—
100
0.8~1.2
0.7~1
0.6~0.8
0.5~0.7
—
400
1~1.4
1~1.2
0.8~1
0.6~0.8
车削时切削用量的选择原则

三要素获得最佳组合,此时的高生产率才是合理的。
◆ 2. 刀具寿命 切削用量三要素对刀具寿命影响的大小,按顺 序为v、f、ap。因此,从保证合理的刀具寿命出发,在确定切
削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的
接近要求的形状和尺寸。
◆ 粗车以提高生产率为主,在生产中加大切削深度,对提
高生产率最有利,其次适当加大进给量,而采用中等或中
等偏低的切削速度。
5
◆
粗车铸、锻件毛坯时,因工件表面有硬皮,为保护
刀尖,应先车端面或倒角,第一次切深应大于硬皮厚
度。若工件夹持的长度较短或表面凸凹不平,切削用 量则不宜过大。 粗车应留有精车余量。粗车后的精度
6
二、 刀具寿命的选择原则
◆切削用量与刀具寿命有密切关系。在制定 切削用量时,应首先选择合理的刀具寿命, 而合理的刀具寿命则应根据优化的目标而 定。一般分最高生产率刀具寿命和最低成 本刀具寿命两种,前者根据单件工时最少 的目标确定,后者根据工序成本最低的目 标确定。
7
◆1. 根据刀具复杂程度、制造和磨刀成本来 选择。复杂和精度高的刀具寿命应选得比 单刃刀具高些。 ◆2. 对于机夹可转位刀具,由于换刀时间短, 为了充分发挥其切削性能,提高生产效率, 刀具寿命可选得低些。
(1)几何因素 (2)物理因素 (3)工艺因素
从切削过程的物理实质考虑,刀具的刃口圆角及后面 的挤压与摩擦使金属材料发生塑性变形,严重恶化了表 从几何的角度考虑,刀具的形状和几何角度,特 面粗糙度。在加工塑性材料而形成带状切屑时,在前刀 从工艺的角度考虑其对工件表面粗糙度的影响,主要 别是刀尖圆弧半径、主偏角、副偏角和切削用量中的 面上容易形成硬度很高的积屑瘤。它可以代替前刀面和 有与切削刀具有关的因素、与工件材质有关的因素和与加 进给量等对表面粗糙度有较大的影响。 切削刃进行切削,使刀具的几何角度、背吃刀量发生变 工条件有关因素等。 化。积屑瘤的轮廓很不规则,因而使工件表面上出现深 浅和宽窄都不断变化的刀痕。有些积屑瘤嵌入工件表面, 更增加了表面粗糙度。切削加工时的振动,使工件表面 粗糙度参数值增大。
车削加工之切削速度主轴转速进给量计算
车削加工之切削速度主轴转速进给量计算车削加工是制造业中常用的一种加工方法,通过旋转切削工具与被加工材料的相对运动,将工件表面切除一部分材料,从而达到加工的目的。
切削速度、主轴转速和进给量是车削加工过程中的重要参数,合理的选择和计算这些参数可以提高加工效率和加工质量。
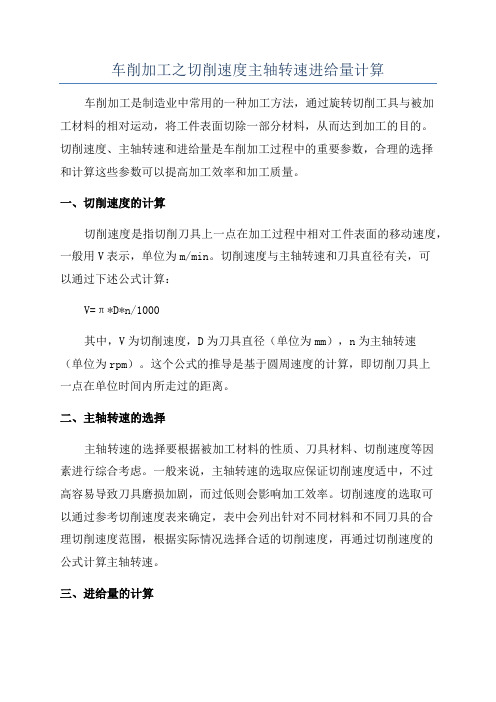
一、切削速度的计算切削速度是指切削刀具上一点在加工过程中相对工件表面的移动速度,一般用V表示,单位为m/min。
切削速度与主轴转速和刀具直径有关,可以通过下述公式计算:V=π*D*n/1000其中,V为切削速度,D为刀具直径(单位为mm),n为主轴转速(单位为rpm)。
这个公式的推导是基于圆周速度的计算,即切削刀具上一点在单位时间内所走过的距离。
二、主轴转速的选择主轴转速的选择要根据被加工材料的性质、刀具材料、切削速度等因素进行综合考虑。
一般来说,主轴转速的选取应保证切削速度适中,不过高容易导致刀具磨损加剧,而过低则会影响加工效率。
切削速度的选取可以通过参考切削速度表来确定,表中会列出针对不同材料和不同刀具的合理切削速度范围,根据实际情况选择合适的切削速度,再通过切削速度的公式计算主轴转速。
三、进给量的计算进给量是指车削过程中工件表面上每转一圈切削刀具所移动的距离,一般用f表示,单位为mm/r。
进给量的选取要根据被加工材料的硬度、刀具材料、切削速度等因素进行综合考虑。
进给量选取过大会导致切削刀具过早磨损,加工质量下降,而进给量选取过小则会降低加工效率。
f=n*S/1000其中,f为进给量,n为主轴转速(单位为rpm),S为进给速度(单位为mm/min)。
进给速度是切削刀具在单位时间内前进的距离,可以通过实际加工过程中的经验或者参考进给速度表来选择,再通过进给量的公式计算进给量。
以上就是车削加工过程中切削速度、主轴转速和进给量的计算方法。
在实际应用过程中,还需要考虑一些其他因素,如刀具的刃磨情况、工件的材质和形状、切削液的使用等,这些因素也会对加工效果产生一定的影响。
车削加工之切削速度、主轴转速、进给量计算

车削加工之切削速度、主轴转速、进给量计算公式切削速度(vc)(m/min)主轴转速(n)(rpm)金属去除率(Q)(cm3/min)净功率(Pc)(kW)加工时间(Tc)(min)特定切削力(kc)(N/mm2)平均切屑厚度(hm)圆刀片(mm)注意:arccos用度表示刀片形状:C、D、S、T、V、W(mm) 最大切屑厚度(hex)圆刀片(mm)刀片形状:C、D、S、T、V、W(mm)轮廓深度(Rmax)(μm)螺旋切削长度(SCL)外圆或内圆(直线) 车削(mm) 车端面(mm)锥形切削(mm)*) 在切断和切槽中,fnx(径向进给) 和fnz(轴向进给) 也使用。
术语定义切削速度工件以每分钟一定转数(n) 旋转。
这使得切削刃处产生一个特定的切削速度vc (或称为表面速度),单位为:m/min。
切削深度切削深度(ap) 是指未切削表面与已切削表面间的差值。
切削深度以mm为单位并与进给方向成直角(90o)。
hex = 最大切屑厚度进给刀具的轴向移动或端面车削中刀具的径向移动被称为进给(fn),单位:mm/r。
当朝工件中心径向进给时,转速将增加,直至达到机床主轴的转速极限。
当超过该极限值时,切削速度vc 将降低,直到它在零件中心达到0 m/min。
切屑厚度切屑厚度hex 等于fn,当使用的刀柄具有主偏角kr 为90°时。
当使用较小的主偏角时hex 减小。
倾角和前角γ = 前角是与切削相关的切削刃测量值。
λ = 刃倾角是刀片在刀柄上安装角度的测量值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
475-200-185
210-175-110
225-150-90
155-95-55
135-95-60
95-65-40
390-360-320
320-290-240
340-250-165
250-155-100
130
110
球墨铸铁
铁素体
珠光体
1100
1800
160
250
285-200-140
210-175-100
500-400-300
400-300-200
480-345-250
440-315-230
385-275-200
460-320-220
440-300-210
380-260-180
380-230-165
300-210-150
260-185-130
510-365
470-335
410-295
180
150
140
110-75-55
400-280
275-195
255-180
220-155
120
90
80
70
260-180-145
180-120-100
165-115-90
145-100-80
100-75-50
70-50-35
65-45-30
55-40-25
高合金钢
退火
淬硬
2600
3900
200
325
380-320-240
普通车削的常用的切削速度和进给量
ISO
材料
单位切削力
硬度
←耐磨性基本牌号韧性→
←耐磨性基本牌号韧性→
N/mm2
HB
YNG051
Y NG151
YBC151
YBC251
YBC351
YBD151
YBG201
YC10
YC40
进给量
进给量
0.05-0.1-0.2
0.05-0.1-0.2
0.1-0.4-0.8
0.1-0.4-0.8
硬度
←耐磨性基本牌号韧性→
←耐磨性基本牌号韧性→
N/mm2
HB
YBD51
YBC251
YD201
YNG051
YBC151
YBG201
进给量
进给量
0.1-0.3-0.6
0.2-0.5-1.0
0.2-0.5-1.0
0.1-0.25-0.4
0.1-0.4-0.8
-------
切削速度m/min
切削速度m/min
270-185
205-140
135-105-75
120-90-80
95-70-55
180
100
100
155-120
155-100
125-90
70-55-40
60-50-35
45-35-25
ISO
材料
单位切削力
硬度
←耐磨性基本牌号韧性→
←耐磨性基本牌号韧性→
N/mm2
HB
YBM252
YD201
YBM151
2450
180
250-210-160
100-80-70
200-180-150
200-150-110
160-135-105
180-130
205-170
190-145-100
130
马氏体
铁素体
260-220-170
200-190-160
210-170-130
170-150-120
350-260
210-180-160
190-160-130
350-290-200
170-140-110
350-230-170
170-110
290-200-150
130-100-80
175-115-80
85-55-40
370-260
180-120
100
80
235-165
115-80
90-65-60
45-30-20
铸钢
非合金
低合金
高合金
2000
YC10
YBM252
进给量mm/齿
0.3-0.2-0.1
0.3-0.2-0.1
0.2-0.15-0.1
耐热钢
铁
基
退火时效
3000
3050
200
260
75-65-55
55-50-45
70-60-50
60-50-40
45
30
镍基钴基
退火时效铸造
3500
4150
4150
250
350
320
45-40-35
35-30-25
25-20-15
50-40-30
35-25-15
20-15-10
20
15
10
ISO
材料
单位切削力
0.2-0.5-1.0
0.1-0.4
------
0.1-0.3-0.5
0.3-0.6-1.2
切削速度m/min
切削速度m/min
P
碳素钢
C=0.15%
C=0.35
C=0.6
1900
2100
2250
125
150
200
600-500-400
500-400-300
400-300-200
550-450-350
300-260-180
250-200-170
230-190-150
380-265-195
260-180-130
240-165-120
210-145-105
380-265-180
240-170-120
220-150-100
200-130-100
200-140-100
140-100-70
125-100-60
165-110-70
120-90-55
115-80-45
80-50-30
320-290-220
280-250-220
265-185-125
190-130-90
125
90
铸铁
3000
400
11-17
15
端面铣削常用切削速度和进给量
ISO
材料
硬度
基本牌号
HB
YBG40
YBC301
YNG151
YC305
YC40
K
淬火钢
淬火钢
锰钢
4500
3000
HRc55
250
45
可锻铸铁
铁素体
珠光体
1100
1100
130
230
315-270-210
225-165-95
175-145-100
120-85-50
105-75-45
80-60-30
300-250-190
210-140
135
100
低度铸铁
高度铸铁
1100
1500
180
2500
2700
180
200
225
260-220-180
260-220-180
200-180-120
260-210-170
260-210-170
260-150-100
265-185-145
255-180-95
190-130-95
230-170-125
170200
YBM251
YBM351
YNG151
YC10
YBC351
YB201
进给量
进给量
0.1-0.2-0.3
0.1-0.3-0.5
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.05-0.15
0.1-0.3
0.2-0.5-1.0
-----
切削速度m/min
切削速度m/min
M
不锈钢
奥氏体
410-290-230
380-260-210
330-230-185
170-130-85
160-115-80
130-100-70
合金钢
退火
淬硬
淬硬
淬硬
2100
2600
2700
2850
180
275
300
350
450-380-280
320-280-200
270-220-190
230-190-150
410-340-240