刀具几何角度对加工的影响
刀具几何角度的作用及选择原则

刀具几何角度的作用及选择原则刀具的几何角度对加工质量、切削力和切削温度等有很大的影响,正确的选择刀具几何角度可以提高切削效率和工件表面质量。
本文将从切削角、主偏角、切削刃前角和切削刃后角四个方面来探讨刀具几何角度的作用及选择原则。
一、切削角切削角是刀具主切削面与工件切削表面的夹角,一般分为正的和负的两种情况。
1.正切削角:也称为刀具顶角,是指刀具主切削面与工件切削表面夹角大于90°的情况。
正切削角有利于降低切削力和切削温度,减少刀具磨损。
因此,在切削硬材料或脆性材料时,一般选择正切削角。
但是正切削角也会增大刀具与工件接触面积,增加切削力,从而需要更大的功率投入。
2.负切削角:也称为刀具反角,是指刀具主切削面与工件切削表面夹角小于90°的情况。
负切削角能降低切削力和切削温度,提高切削稳定性和切削质量。
因此,在切削软材料或难切削材料时,一般选择负切削角。
然而,负切削角的刀具易产生振动,增加切削噪声,且不易控制切削深度。
在实际应用中,切削角的选择应根据材料的性质、切削目标和加工条件综合考虑,一般需要通过试切试验来确定最佳切削角。
二、主偏角主偏角是刀具俯仰角,是指刀具主切削面与铣削切削方向之间的夹角。
主偏角的大小会直接影响刀具的切削力和切削质量。
1.大主偏角:大主偏角可以降低刀具的切削力和切削温度,提高切削稳定性和切削质量。
大主偏角适用于切削精度要求高、切削深度相对较小、切削速度相对较低的情况。
2.小主偏角:小主偏角可以提高刀具的切削效率和切削速度,适用于切削深度相对较大、切削速度相对较高的情况。
然而,小主偏角容易导致切屑的卡刀现象,增加刀具磨损和加工表面粗糙度。
主偏角的选择应结合切削效率和切削质量的要求,同时考虑刀具的刚度和加工条件等因素。
三、切削刃前角切削刃前角是刀具切削刃前的锥度角,主要影响刀具的切削稳定性和切削质量。
1.大切削刃前角:大切削刃前角可以增加切削深度和切削范围,提高切削效率和切削速度。
刀主要角度

1.车刀分:外圆车刀、端面车刀、切断刀、内孔车刀、螺纹车刀。
2.车刀的角度有:前角、后角、副后角、刃倾角、主偏角、副偏角。
(1)前角γ0:前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)主后角α0: 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)主偏角κr: 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)副偏角κ'r: 副切削刃与进给反方向间的夹角,在基面中测量。
其作用是影响已加工表面的粗糙度,减小副偏角可使被加工表面光洁。
选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5到10°。
(5)刃倾角λs :主切削刃与基面间的夹角,在主切削平面中测量。
主要作用是影响切屑流动方向和刀尖的强度。
以刀柄底面为基准,主切削刃与刀柄底面平行时,λs =0,切屑沿垂直于主切削刃的方向流出。
刀具几何角度的测量实验报告

刀具几何角度的测量实验报告引言刀具的几何角度对于加工质量和效率具有重要影响。
准确测量刀具的角度参数对于刀具选择和刀具磨削过程中的调整至关重要。
本实验旨在通过刀具几何角度的测量来优化切削过程,提高加工效率。
实验材料和设备1.刀具样品(不同形状的刀片)2.数字显微镜3.高精度角度测量仪4.支架和夹具5.实验记录表格实验步骤1. 样品准备选择不同形状的刀片作为样品,确保每个样品表面清洁平整,无明显损伤。
2. 搭建实验装置使用支架和夹具固定刀具样品,保证刀具稳定放置。
3. 刀具初步测量使用数字显微镜对刀具进行初步测量,记录刀具的外形尺寸和外表面形状。
4. 角度测量使用高精度角度测量仪对刀具的角度进行测量。
具体步骤如下: - 将刀具放置在测量仪的支架上。
- 调整测量仪的角度刻度,使其与刀具表面平行。
- 使用测量仪上的读数器记录刀具的切削角度、前角度和后角度。
5. 数据记录和分析将测量所得的角度数据记录在实验记录表格中,并根据实验需求进行数据分析。
可以计算不同刀具样品之间的角度差异,评估刀具的质量。
6. 结果讨论和优化根据实验结果的分析,讨论刀具几何角度对切削效果的影响。
如果发现某些角度参数的调整可以提高切削效率,则可以进行相应的优化措施。
结论通过实验测量和数据分析,我们可以得出刀具的几何角度对于切削质量和效率具有重要影响的结论。
通过优化刀具的角度参数,可以提高切削效果,提高加工效率。
参考文献(列举使用的参考文献,如有)。
刀具几何角度测量实验报告
刀具几何角度测量实验报告一、实验目的刀具几何角度是刀具设计、制造和使用中的重要参数,准确测量刀具几何角度对于保证刀具的切削性能、提高加工质量和效率具有重要意义。
本次实验的目的在于:1、掌握刀具几何角度的基本概念和定义。
2、熟悉常用的刀具几何角度测量仪器和工具的使用方法。
3、学会正确测量刀具的前角、后角、主偏角、副偏角和刃倾角等几何角度。
4、通过实验数据的处理和分析,加深对刀具几何角度对切削性能影响的理解。
二、实验原理刀具的几何角度包括前角、后角、主偏角、副偏角和刃倾角等,这些角度的定义和测量方法如下:1、前角(γo):前刀面与基面之间的夹角。
在正交平面参考系中,前角的测量是在前刀面与基面的交线上,测量前刀面与基面之间的夹角。
2、后角(αo):后刀面与切削平面之间的夹角。
在后刀面与切削平面的交线上,测量后刀面与切削平面之间的夹角。
3、主偏角(κr):主切削刃在基面上的投影与进给方向之间的夹角。
4、副偏角(κ'r):副切削刃在基面上的投影与背离进给方向之间的夹角。
5、刃倾角(λs):主切削刃与基面之间的夹角。
测量刀具几何角度通常使用万能角度尺、刀具角度测量仪等工具。
三、实验设备和工具1、实验所用刀具:车刀、铣刀等。
2、测量仪器:万能角度尺、刀具角度测量仪。
3、其他工具:游标卡尺、千分尺、量角器等。
四、实验步骤1、准备工作熟悉实验所用的刀具和测量仪器。
检查测量仪器的精度和零位是否准确。
2、测量前角(γo)将刀具平放在工作台上,使前刀面朝上。
使用万能角度尺或刀具角度测量仪的测量爪与前刀面和基面接触,读取测量仪器上的角度值,即为前角。
3、测量后角(αo)将刀具翻转,使后刀面朝上。
按照测量前角的方法,测量后刀面与切削平面之间的夹角,得到后角。
4、测量主偏角(κr)将刀具的主切削刃平放在工作台上,使主切削刃在基面上的投影清晰可见。
使用量角器或刀具角度测量仪测量主切削刃在基面上的投影与进给方向之间的夹角,即为主偏角。
刀具几何角度的测量实验报告

刀具几何角度的测量实验报告刀具几何角度的测量实验报告引言:刀具在机械加工领域中起着至关重要的作用。
而刀具的几何角度对于其性能和加工效果有着直接的影响。
因此,准确测量刀具的几何角度是非常重要的。
本实验旨在通过一系列测量实验,探究刀具几何角度的影响以及测量方法的准确性。
实验一:刀具的切削角度测量在切削过程中,刀具的切削角度直接影响着切削力和切削刃的寿命。
本实验使用了专用的角度测量仪器,通过将刀具固定在测量仪器上,准确测量了刀具的切削角度。
实验结果显示,切削角度的大小与切削力呈正相关关系。
较大的切削角度可以减小切削力,但过大的切削角度会导致切削刃的过早磨损。
因此,在实际加工中,需要根据具体情况选择适当的切削角度。
实验二:刀具的前角度测量刀具的前角度是指刀具刃的前面与切削面之间的夹角。
该角度的大小直接影响着切削刃的尖锐度和切削质量。
本实验使用了光学显微镜,通过观察切削刃的形态,测量了刀具的前角度。
实验结果显示,较小的前角度可以使切削刃更加尖锐,提高切削质量。
然而,过小的前角度会导致切削刃容易损坏。
因此,在实际加工中,需要根据材料的硬度和切削条件选择适当的前角度。
实验三:刀具的后角度测量刀具的后角度是指刀具刃的后面与切削面之间的夹角。
该角度的大小对切削刃的排屑性能和切削质量有着重要影响。
本实验使用了扫描电子显微镜,通过观察切削刃的形态,测量了刀具的后角度。
实验结果显示,较小的后角度可以改善切削刃的排屑性能,提高切削质量。
然而,过小的后角度会导致切削刃的容易断裂。
因此,在实际加工中,需要根据切削材料的特性选择适当的后角度。
实验四:刀具的侧后角度测量刀具的侧后角度是指刀具刃的侧面与切削面之间的夹角。
该角度的大小对切削刃的切削力和切削质量有着重要影响。
本实验使用了数字显微镜,通过测量切削刃的形态,准确测量了刀具的侧后角度。
实验结果显示,适当的侧后角度可以减小切削力,提高切削质量。
然而,过大的侧后角度会导致切削刃的易损性增加。
解释车刀的主要几何角度,并说明对车削加工的影响

在车削加工中,车刀的主要几何角度对加工效果和加工质量有着重要的影响。
在本文中,我将从深度和广度上对车刀的几何角度进行全面评估,并探讨它们对车削加工的影响。
1. 切削角:切削角是指车刀切削刃上的主切削刃与前方切削方向的夹角。
切削角的大小直接影响着切屑的形成和流动。
当切削角较大时,切削力减小,但切削刃容易磨损;当切削角较小时,切削力增大,但切削刃磨损减小。
选择适当的切削角对于保证加工质量和提高加工效率至关重要。
2. 后角:后角是指车刀主切削刃与切削方向之间的夹角。
后角的大小影响着车刀的进给力和阻力。
当后角增大时,进给力增大,加工效率提高;但阻力也会增大,对车刀和工件的刚性要求也会增加。
合理选择后角是为了在保证加工效率的尽可能减小刀具和工件的损耗。
3. 主偏角:主偏角是指车刀主切削刃与工件表面的夹角。
主偏角的大小直接影响着工件的表面质量和加工精度。
一般来说,主偏角越小,加工表面的质量越好,但车刀的刚度和稳定性要求也越高。
在实际应用中需要根据工件的要求和加工条件选择合适的主偏角。
4. 副偏角:副偏角是指车刀副切削刃与工件表面的夹角。
副偏角的大小影响着切削刃与工件的接触面积和切削力的大小。
合理选择副偏角可以有效减小切削力,提高车削加工的效率和质量。
车刀的几何角度对车削加工有着重要的影响,其合理选择可以有效提高加工效率和加工质量。
在实际应用中,需要根据具体的加工要求和工件材料来选择合适的几何角度,以达到最佳的加工效果。
个人观点和理解:车刀的几何角度是车削加工中的关键参数,合理选择和调整这些角度对于提高加工质量和效率至关重要。
在实际应用中,需要综合考虑工件材料、加工条件和车刀性能等因素,进行合理的选择和调整,以达到最佳的加工效果。
以上是对“解释车刀的主要几何角度,并说明对车削加工的影响”的文章撰写,希望能帮助你更深入地理解这一主题。
在车削加工中,车刀的几何角度对加工效果和加工质量有着重要的影响。
除了切削角、后角、主偏角和副偏角外,还有其他几何角度也对车削加工起着重要作用,比如前角、刀尖半径等。
刀具几何角度对切削加工的影响及其选择
刀具几何角度对切削加工的影响及其选择王洋交通与物流工程学院机械设计制造及其自动化摘要:刀具材料的优选对于切削过程的优化具有关键作用,但是,刀具几何角度的选择不合理也会使刀具材料的切削性能得不到充分的发挥。
可见,刀具合理几何角度的选择同样是切削刀具理论与实践的重要课题之一。
切削加工刀具的完善程度对切削加工的现状和发展起着决定性的作用。
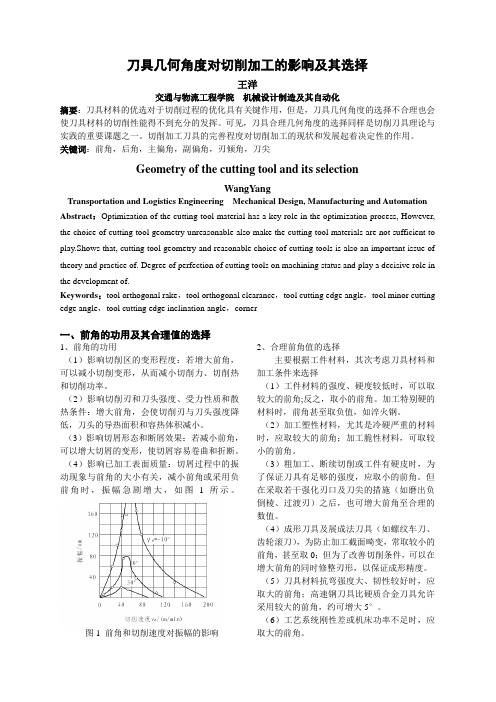
关键词:前角,后角,主偏角,副偏角,刃倾角,刀尖Geometry of the cutting tool and its selectionWangYangTransportation and Logistics Engineering Mechanical Design, Manufacturing and Automation Abstract:Optimization of the cutting tool material has a key role in the optimization process, However, the choice of cutting tool geometry unreasonable also make the cutting tool materials are not sufficient to play.Shows that, cutting tool geometry and reasonable choice of cutting tools is also an important issue of theory and practice of. Degree of perfection of cutting tools on machining status and play a decisive role in the development of.Keywords:tool orthogonal rake,tool orthogonal clearance,tool cutting edge angle,tool minor cutting edge angle,tool cutting edge inclination angle,corner一、前角的功用及其合理值的选择1、前角的功用(1)影响切削区的变形程度:若增大前角,可以减小切削变形,从而减小切削力、切削热和切削功率。
[讲解]车刀角度对车削加工质量的影响文档
![[讲解]车刀角度对车削加工质量的影响文档](https://img.taocdn.com/s3/m/65fb825af6ec4afe04a1b0717fd5360cba1a8d07.png)
车刀角度对切削加工的影响(以车削为例)大前角刃口锋利,切屑变小,切削力小,切削轻快。
但易产生崩刃。
后角作用主要是减少后刀面和过渡表面之间的摩擦。
增大后角可减少摩擦,提高已加工表面质量和刀具使用寿命,并使切削刃锋利。
但是后角过大,楔角减小,降低切削刃的强度,减少散热体积,磨损反而加剧,降低刀具的耐用度。
主偏角影响切削层的形状,切削刃的工作长度和单位切削刃上的负荷。
减少κr,主切削刃单位长度上的负荷减少,刀具磨损小,耐用度提高,使已加工表面粗糙度减小。
较小的主偏角容易形成长而连续的螺旋屑,不利于断屑,因此对切屑控制严格的自动化加工,宜取较大的主偏角。
副偏角影响已加工表面的粗糙度和刀尖强度。
减少κr´,减少表面的粗糙度的数值,还可提高刀具强度,改善散热条件。
过小,会使副切削刃与已加工面的摩擦增加,引起震动,降低表面质量和刀具耐用度。
副偏角的大小主要根据已加工表面粗糙度要求和刀具强度来选择,不引起振动的情况下,尽量取小值。
车刀的角度对加工质量及效率的影响车刀的主要标注角度有以下5个:1.前角2.主后角3.主偏角4.副偏角5.刃倾角根据经验主偏角和副偏角构成刀尖角度,这个角度要根据粗精加工而定,粗加工时由于主要目的是去除大量的余量,所以这个角度可以适当的大一些,以适应大的进给量;精加工时,余量较少,要保证好的表面质量,所以刀尖角度要小,断屑槽要开的深一些,以免切屑流经已加工表面划伤工件表面。
还有刃倾角,负的刃倾角可以保护切削刃,承受大的进给量,反之则可以提高表面质量。
车刀前角对刀具切削性能影响的研究关于前角大小要根据加工工艺和工件材料来选择!1.前角有正前角和负前角之分(还有一种是0度前角多用于石墨加工)2.取正前角的目的是为了减小切屑被切下时的弹性变形和切屑流出时与前面的摩擦阻力,从而减小切削力和切削热,使切削轻快,提高已加工表面的质量。
3.取负前角的目的是在于改善刃部的受力状况和散热条件,提高切削刃强度和耐冲击能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刃倾角
λs切削平面Ps内,主切削刃在其上的投影与基面之间夹角1.主要控制切屑的流动方向
2.影响刀尖的强度1.粗加工:λs<0
精加工:λs≥0(防止切屑划伤工件)1. λs<0时,刀尖处于主切削刃的最低点,刀尖强度高,切屑流向已加工表面;λs>0时,刀尖处于主切削刃的最高点,刀尖强度低,切屑流向待加工表面
刀具几何角度对加工的影响
前角
γ0在正交平面Po内,前刀面与基面的之间夹角1.使刀刃锋利,便于切削加工和切屑流动
2.影响刀具的强度
1.粗加工:小值
精加工:大值
2.加工塑性材料或强度、硬度较低:大值
加工脆性材料或强度、硬度较高:小值
3刀具材料韧性好,如高速钢:大值
刀具材料脆性大,如硬质合金:小值前角越大,刀具越锋利,但强度降低,易磨损和崩刃。前角一般为5°~20°。
后角
α0在正交平面Po内,主后刀面与切削平面之间夹角1.影响主后刀面与工件之间的摩擦
2.影响刀具的强度
与前角的选择相同后角越大,车削时刀具与工件之间的摩擦越小,但强度降内,主切削刃与进给运动方向在其上的投影之间夹角1.影响切削加工条件和刀具的寿命
2.影响径向力的大小,如图2-10(b)所示
Fp径=cos KrFD切水(切削力在水平面内的分力)1.粗加工:小值
精加工:大值
2.刚性差,易变形,如细长轴(90°):大值
刚性好,不易变形:小值
1.主偏角越小,切削加工条件越好,刀具的寿命越长
2.车刀常用的主偏角有45°、60°、75°90°,其中75°和90°最常用
2. λs一般为-5°~+5°。
注:1.前角和后角的选择主要依据工件材料的性能、刀具材料的性能及加工性质。
2.减小主偏角,可使切屑变薄,参与切削加工的主切削刃增长,同时单位长度上分担的力减小,切削起来轻快;同时增加了刀尖强度和增大了散热面积,使刀具寿命提高。
副偏
角
Krˊ在基面Pr内,副切削刃与进给运动反方向在其上的投影之间夹角1.主要影响加工表面的粗糙度,如图2-10(c)所示
2.影响副切削刃与已加工表面之间的摩擦和刀具的强度1.粗加工:大值(与副?偏角选择相反)
精加工:小值
1.副偏角越小,残留面积和振动越小,加工表面的粗糙度越低,表面质量越高。但过小会增加刀具与工件的摩擦,另外,刀具的强度降低