立式储罐焊接结构设计
《立式圆筒形钢制焊接储罐安全技术规程》(aq 3053-2015)
《立式圆筒形钢制焊接储罐安全技术规程》(aq3053-2015)1. 引言1.1 概述立式圆筒形钢制焊接储罐是一种常用的储存液体和气体的设备,广泛应用于石油、化工、食品、药品等领域。
储罐的安全性直接关系到生产运营和人员的生命财产安全。
因此,加强对立式圆筒形钢制焊接储罐的安全技术规范的研究与应用具有重要意义。
1.2 文章结构本文主要包括五个部分。
首先为引言,介绍了文章的概述、结构和目的。
其次是正文部分,分为立式圆筒形钢制焊接储罐的基本概念和特点、设计要求和技术标准以及施工和安装规范三个小节。
第三部分是安全技术措施和操作指南,包括储罐的日常检查与维护、应急处理措施与预防措施以及风险评估与管理方案三个小节。
第四部分是安全事故案例分析与教训总结,其中包括储罐安全事故案例分析、安全事故的原因分析与教训总结以及提高储罐安全性的建议和措施推荐三个小节。
最后,第五部分是结论,对整篇文章进行总结。
1.3 目的本文旨在系统介绍立式圆筒形钢制焊接储罐的安全技术规程,包括设计、施工、运行、检查与维护等方面的要求和标准,并通过对安全事故案例的分析和教训总结,提出相应的改进建议和措施推荐,为相关行业从业人员提供指导,进一步加强立式圆筒形钢制焊接储罐的安全管理工作。
同时也希望通过本文对立式圆筒形钢制焊接储罐安全技术规程的详细阐述,能够促进相关领域相关标准的修订与完善,并在实际应用中提升储罐的安全性能。
2. 正文:2.1 立式圆筒形钢制焊接储罐的基本概念和特点:立式圆筒形钢制焊接储罐是一种常见的储存液体或气体的设备,其主要特点包括以下几方面。
首先,立式圆筒形钢制焊接储罐具有较高的强度和刚性。
由于其采用钢材进行制造,并通过焊接工艺加强连接,使得储罐具备了较高的承载能力和抗震性能。
这种结构形式可以有效地抵御外部环境引起的压力或冲击。
其次,立式圆筒形钢制焊接储罐具有较小的占地面积。
相对于其他类型的储罐而言,该类型的储罐在设计时考虑了空间利用率,并通过优化结构设计来减小占地面积。
储罐工程焊接施工方案(3篇)

第1篇一、工程概况本工程为XX储罐项目,位于XX地区。
储罐总容量为XX立方米,包括XX座储罐,分别有XX立方米、XX立方米、XX立方米等不同规格。
储罐材质为XX,罐壁厚度为XX毫米,罐底厚度为XX毫米。
本次施工方案针对储罐主体结构进行焊接施工。
二、施工工艺1. 焊接方法:采用手工电弧焊(SAW)进行焊接,焊接方法应符合GB/T 985.1-2015《钢制焊接压力容器》的要求。
2. 焊材选择:根据储罐材质和焊接要求,选用相应的焊条,焊材牌号应符合GB/T 5293-2017《碳钢焊条》的要求。
3. 焊接顺序:按照先底板、后壁板、再顶板的顺序进行焊接。
4. 焊接设备:选用适合的焊接设备,如CO2气体保护焊机、电弧焊机等。
5. 焊接参数:根据焊材和焊接要求,确定焊接电流、电压、焊接速度等参数。
三、施工步骤1. 施工准备:对施工人员进行技术培训,确保其掌握焊接技术;准备施工所需材料、设备、工具等。
2. 罐底板焊接:先进行罐底板的焊接,采用先中心后边缘、先低后高的焊接顺序。
焊接过程中,注意控制焊接热输入,避免出现裂纹、气孔等缺陷。
3. 罐壁板焊接:罐底板焊接完成后,进行罐壁板的焊接。
先焊接罐壁板的中心线,然后逐渐向两侧扩展。
焊接过程中,注意控制焊接顺序、焊接速度和焊接热输入。
4. 罐顶板焊接:罐壁板焊接完成后,进行罐顶板的焊接。
采用先中心后边缘、先低后高的焊接顺序。
焊接过程中,注意控制焊接热输入,避免出现裂纹、气孔等缺陷。
5. 焊缝检查:焊接完成后,对焊缝进行检查,包括外观检查、无损检测等。
发现缺陷及时进行修复。
6. 焊接记录:记录焊接过程,包括焊材牌号、焊接参数、焊接顺序等。
四、质量控制1. 焊接质量应符合GB/T 985.1-2015《钢制焊接压力容器》的要求。
2. 焊接过程中,严格控制焊接热输入,避免出现裂纹、气孔等缺陷。
3. 焊接完成后,对焊缝进行检查,确保焊接质量。
4. 加强焊接过程的管理,确保焊接质量。
GB50341储罐设计计算
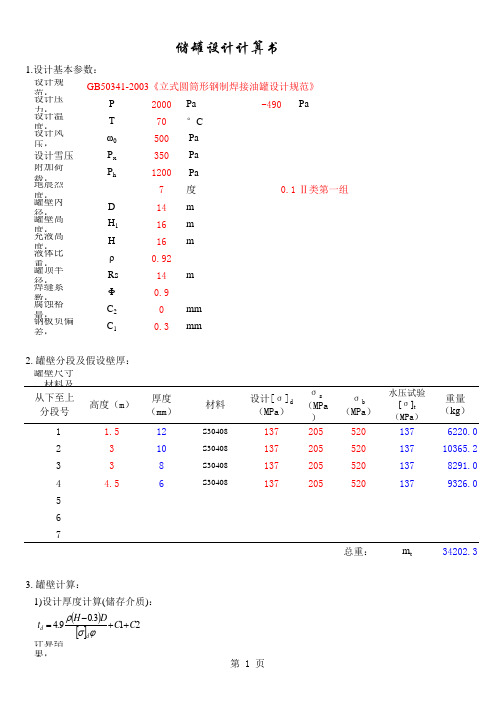
1.设计基本参数:
设计规 范设:计压 力设:计温 度设:计风 压:
GB50341-2003《立式圆筒形钢制焊接油罐设计规范》
P
2000 Pa
-490 Pa
T
70 °C
ω0
500 Pa
设计雪压
Px
350 Pa
附加荷 载地:震烈 度罐:壁内 径罐:壁高 度充:液高 度液:体比 重罐:顶半 径焊:缝系 数腐:蚀裕 量钢:板负偏 差:
ths=0.42RsPower(Pw/2.2,0.5)+C2+
设计外载 荷
C1 Pw=Ph+Px+Pa
9.15 mm 4.98 KPa
注:按保守计算加上雪压值。
实际罐顶取用厚度为
th=
6
mm
本设计按加肋板结构
顶板及加强筋(含保温层)总质量 md=
53863 kg
罐顶固定载荷 4.2顶板计算
Pa
3429.03 N/m2
罐体总高
H'=H1+Hg
17.89 m
拱顶高度
Hg=Rs(1-COSθ)
1.89 m
7.2.2.空罐时,1.25倍试验压力产生的升举力之和:
N3=PtπD2/4
384845 N
罐体试验压力 7.2.3.储液 在最高液
7.3地脚螺栓计算:
Pt=1.25P N4=1.5PQπD2/4
2500.00 Pa 738841 N
μz—风压高度变化系数,
顶部抗风圈的实际截面模数 W=
∵ W>Wz故满足要求
0.690 KPa 0.500 KPa 1.00 1.00 1.38 500.00 cm3
储罐焊接方案(重要)

T03、T04 主要焊接方案根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下:罐壁板焊缝全部采用自动焊接工艺:纵缝采用CO2药芯双保护自动焊接,焊机为VEGA-VB-AC型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。
罐底的焊接为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧300mm焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘板与中幅板收缩缝组对焊接。
6.1.1罐底中幅板的焊接1、罐底中幅板全部为对接加垫板的结构形式。
罐底施焊两遍,初层焊的焊肉为7mm,凸出部分采用砂轮机打磨至6 mm,并进行着色检查,合格后再施焊第二遍。
中幅板的焊接方法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋弧自2、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。
3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm内的锈、赃物,方可进行施焊。
4、罐底中幅板焊接时应采用分段退步施焊。
先焊短缝,后焊长缝,最后施焊通长缝。
通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。
通长缝的焊接,由中心开始向两侧分段退步施焊,焊至距边缘板300mm处停止施焊。
5、对较多平行排列的焊缝(长缝),应由二台焊机从中心向外对称隔缝施焊,施焊程序如附图2:6.为减少中幅板短缝和长缝在焊接后两端产生的下凹变形,中幅板短缝和长缝的端部应在焊道两侧加短背杠,同时端部焊接预留长度尽量短,以不焊至垫板为原则。
6.1.2边缘板的焊接1、边缘板的焊接采用手工电弧焊,顺序为:先焊外侧500mm,由外向内施焊,注意层间接头相互错开30-50mm,外侧加引弧板防止起弧产生缺陷。
大型立式储油罐结构设计
课程设计任务书1 储罐及其发展概况油品和各种液体化学品的储存设备—储罐是石油化工装置和储运系统设施的重要组成部分。
由于大型储罐的容积大、使用寿命长。
热设计规范制造的费用低,还节约材料。
20世纪70年代以来,内浮顶储油罐和大型浮顶油罐发展较快。
第一个发展油罐内部覆盖层的施法国。
1955年美国也开始建造此种类型的储罐。
1962年美国德士古公司就开始使用带盖浮顶罐,并在纽瓦克建有世界上最大直径为187ft(61.6mm)的带盖浮顶罐。
至1972年美国已建造了600多个内浮顶罐。
1978年国内3000m3铝浮盘投入使用,通过测试蒸发损耗标定,收到显著效果。
近20年也相继出现各种形式和结构的内浮盘或覆盖物[1]。
世界技术先进的国家,都备有较齐全的储罐计算机专用程序,对储罐作静态分析和动态分析,同时对储罐的重要理论问题,如大型储罐T形焊缝部位的疲劳分析,大型储罐基础的静态和动态特性分析,抗震分析等,以试验分析为基础深入研究,通过试验取得大量数据,验证了理论的准确性,从而使研究具有使用价值。
近几十年来,发展了各种形式的储罐,尤其是在石油化工生产中大量采用大型的薄壁压力容器。
它易于制造,又便于在内部装设工艺附件,并便于工作介质在内部相互作用等。
2 设计方案2.1 各种设计方法2.1.1 正装法此种方法的特点是指把钢板从罐底部一直到顶部逐块安装起来,它在浮顶罐的施工安装中用得较多,即所谓充水正装法,它的安装顺序是在罐低及二层圈板安装后,开始在罐内安装浮顶,临时的支撑腿,为了加强排水,罐顶中心要比周边浮筒低,浮顶安装完以后,装上水除去支撑腿,浮顶即作为安装操作平台,每安装一层后,将上升到上一层工作面,继续进行安装。
2.1.2倒装法先从罐顶开始从上往下安装,将罐顶和上层罐圈在地面上安装,焊好以后将第二圈板围在第一罐圈的外围,以第一罐圈为胎具,对中点焊成圆圈后,将第一罐圈及罐顶盖部分整体吊至第一、二罐圈相搭接的位置,停于点焊,然后在焊死环焊缝。
100M3液化石油气储罐设计

100_M3_液化石油气储罐设计100_M3_液化石油气储罐设计一、引言随着现代工业的快速发展,液化石油气的使用越来越广泛。
为了满足工业生产的需求,需要设计一个能够存储100M3液化石油气的储罐。
本设计将遵循相关标准和规定,确保储罐的安全性和可靠性。
二、设计要求1.储罐容量:100M32.储存介质:液化石油气3.设计压力:2.5MPa4.设计温度:-19℃至50℃5.储罐形式:立式圆筒形6.焊接质量:符合AWS D1.1 标准7.防腐措施:内外表面采用防腐涂料保护,并定期进行检测和维护三、储罐材料选择根据液化石油气的性质和设计要求,选用低合金高强度钢(Q345R)作为储罐的主要材料。
这种材料具有较高的强度和韧性,能够满足储罐承载压力和温度的要求。
同时,这种材料具有良好的焊接性能,能够保证焊接质量的稳定性和可靠性。
四、储罐结构设计1.储罐采用立式圆筒形设计,由筒体、封头、支座等部件组成。
筒体采用低合金高强度钢(Q345R)卷制而成,封头采用压制成型,支座采用焊接固定。
2.储罐的进出口管道采用法兰连接,并设置安全阀和压力表等安全附件。
安全阀的作用是在储罐超压时自动开启,释放多余压力,保证储罐的安全。
压力表的作用是实时监测储罐内的压力,确保压力在正常范围内。
3.储罐内部设置防波板,以减少液体的晃动和冲击。
同时,在储罐底部设置排污口,以便定期排放杂质和水分。
4.储罐外部设置保温层,以减少温度变化对储罐内压的影响。
同时,在储罐顶部设置通风口,以便在极端天气条件下保护储罐不受损坏。
五、焊接工艺选择由于液化石油气具有易燃易爆的特性,因此焊接过程中需要采取特殊的工艺和技术,确保焊接质量和安全。
本设计采用自动焊接工艺,使用自动焊机对筒体和封头进行焊接。
这种工艺具有焊接速度快、质量稳定等优点,能够保证焊接接头的强度和密封性。
同时,在焊接过程中采取严格的安全措施,确保焊接作业的安全进行。
六、防腐措施设计为了延长储罐的使用寿命,需要对储罐内外表面进行防腐处理。
带直隔板立式储罐的结构分析设计
时更适合使用壳单元。因此为了便于后期有限元前处 理,三维模型使用UG中的片体进行建模。
根据储罐中间隔板结构受力模型可知,中间隔 板受力情况与储罐直径有很大关系。随着储罐直径的 增大,中间隔板变形可能会显著增大。因此本文中 计算的储罐尺寸为5mX5m、6mX6m、7 mX7 m, 即储罐内径和罐壁高度分别为5 m、6 m、7 m。
大。如果筒体壁厚和隔板厚度较薄时,可能影响该类储罐的正常工作。利用有限元分析方法,采用直
隔板和加强筋结构,对几种规格带隔板储罐进行分析计算,总结出了三种可用规格参数,为带隔板储
罐设计提供参考。
关键词:隔板;储罐;有限元
中图分类号:TQ 050.2; TH 123
文献标识码:A
文章编号:1009-3281 (2019) 01-0010-004
d.罐中罐型式
力状态不如穿过单层的好。因此本文利用ANSYS有 限元分析,采用直隔板和加强筋形式,对几种规格储 罐进行计算。
2直隔板储罐分析设计
2.1参数化三维建模 使用UG三维建模软件,建立参数化三维模型,
减少重复工作量,节约分析时间。由于隔板储罐模 型的特点是直径厚度比很大,在后期进行有限元分析
带隔板储罐通常有如下几种形式:直隔板型式、 圆弧隔板型式、S型隔板型式以及罐中罐型式,如图1。
S形隔板虽较圆弧形受力情况更好,但常需多个 组合才行,这对加工成形、焊接及损伤探测等生产工 艺要求较高,不利于加工制造叫直隔板式受力情况 虽不及圆弧形和S形,但考虑到在合理增设常用加 强结构如筋板后,亦可使容器满足安全要求,并且其 加工难易程度优于圆弧形和S形。若使用罐中罐式, 则其出料口需要穿过内外两层圆筒壁,这将导致其受
第56卷第1期 2019年2月
化I: i殳畐与皆迺
二氧化碳立式储罐设计

过程设备设计课程设计说明书二氧化碳立式储罐设计学生姓名xx专业xxx学号xxx指导教师xxxx学院xxxxx二〇一四年六月过程设备课程设计任务书一、设计题目:二氧化碳立式储罐二、技术特性指标设计压力:1.71MPa 最高工作压力:1.5MPa 设计温度:162℃工作温度:≤120℃受压元件材料:16MnR 介质:二氧化碳气体腐蚀裕量:1.0mm 焊缝系数:0.85全容积:8m3 装料系数:0.9三、设计内容1、储罐的强度计算及校核2、选择合适的零部件材料3、焊接结构选择及设计4、安全阀和主要零部件的选型5、绘制装配图和主要零部件图四、设计说明书要求1、字数不少于5000字。
2、内容包括:设计参数的确定、结构分析、材料选择、强度计算及校核、焊接结构设计、标准零部件的选型、制造工艺及制造过程中的检验、设计体会、参考书目等。
3、设计说明书封面自行设计(计算机打印),要求有设计题目、班级、学生姓名、指导教师姓名、设计时间。
(全班统一)4、设计说明书用A4纸横订成册,封面和任务书在前。
目录第一章绪论 (1)1.1储罐的分类 (1)1.2立式二氧化碳储罐设计的特点 (2)1.3设计内容及设计思路 (2)第二章零部件的设计和选型 (4)2.1材料用钢的选取 (4)2.1.1容器用钢 (4)2.1.2附件用钢 (4)2.2封头的设计 (5)2.2.1封头的选择 (5)2.2.2封头的设计计算 (5)2.3筒体的设计 (6)2.4人孔的设计 (6)2.4.1人孔的选择 (6)2.4.2人孔的选取 (7)2.5容器支座的设计 (9)2.5.1支座选取 (9)2.5.2支座的设计 (9)2.5.3支座的安装位置 (10)2.6接管、法兰、垫片和螺栓的选取 (122)2.6.1接管的选取 (122)2.6.2法兰的选取 (122)2.6.3垫片的选取 (144)2.6.4螺栓的选取 (144)第三章强度设计与校核 (166)3.1圆筒强度设计 (166)3.2封头强度设计 (166)3.3人孔补强设计 (177)第四章试验校核 (200)4.1水压试验 (200)4.1.1试验目的 (200)4.1.2试验强度校核 (200)4.2气密性试验 (211)设计总结 (222)参考文献 (23)第一章绪论1.1 储罐的分类压力储罐的组成部分根据文献[1]一般由筒体、封头、法兰、密封元件、开孔和接管、支座等六大部分构成容器本体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
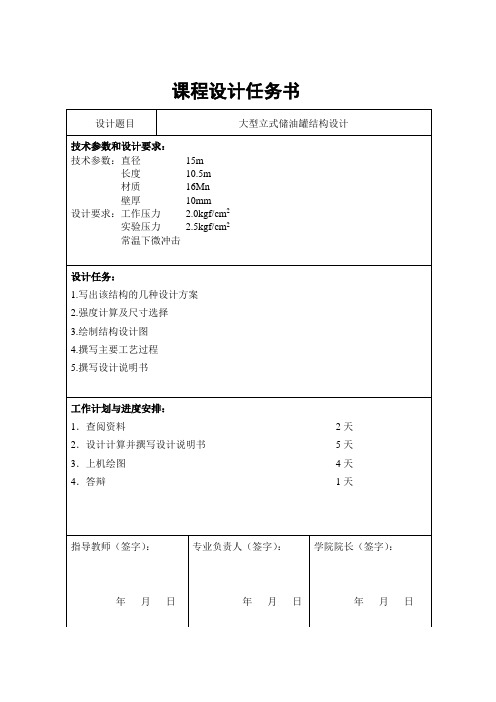
课程设计任务书设计题目10000m3立式储油罐结构设计技术参数:直径32400mm长度12150mm材质16MnR壁厚10mm,12mm,14mm设计任务:1.写出该结构的几种设计方案2.强度计算及尺寸选择3.绘制结构设计图4.撰写主要工艺过程5.撰写设计说明书工作计划与进度安排:1.查阅资料2天2.设计计算并撰写设计说明书5天3.上机绘图4天4.答辩1天指导教师(签字):年月日专业负责人(签字):年月日学院院长(签字):年月日1 储罐及其发展概况油品和各种液体化学品的储存设备—储罐是石油化工装置和储运系统设施的重要组成部分。
由于大型储罐的容积大、使用寿命长。
热设计规范制造的费用低,还节约材料。
20世纪70年代以来,内浮顶储油罐和大型浮顶油罐发展较快。
第一个发展油罐内部覆盖层的施法国。
1955年美国也开始建造此种类型的储罐。
1962年美国德士古公司就开始使用带盖浮顶罐,并在纽瓦克建有世界上最大直径为187ft(61.6mm)的带盖浮顶罐。
至1972年美国已建造了600多个内浮顶罐。
1978年国内3000m3铝浮盘投入使用,通过测试蒸发损耗标定,收到显著效果。
近20年也相继出现各种形式和结构的内浮盘或覆盖物[1]。
世界技术先进的国家,都备有较齐全的储罐计算机专用程序,对储罐作静态分析和动态分析,同时对储罐的重要理论问题,如大型储罐T形焊缝部位的疲劳分析,大型储罐基础的静态和动态特性分析,抗震分析等,以试验分析为基础深入研究,通过试验取得大量数据,验证了理论的准确性,从而使研究具有使用价值。
近几十年来,发展了各种形式的储罐,尤其是在石油化工生产中大量采用大型的薄壁压力容器。
它易于制造,又便于在内部装设工艺附件,并便于工作介质在内部相互作用等。
2 设计方案2.1 选择设计方法2.1.1 正装法此种方法的特点是指把钢板从罐底部一直到顶部逐块安装起来,它在浮顶罐的施工安装中用得较多,即所谓充水正装法,它的安装顺序是在罐低及二层圈板安装后,开始在罐内安装浮顶,临时的支撑腿,为了加强排水,罐顶中心要比周边浮筒低,浮顶安装完以后,装上水除去支撑腿,浮顶即作为安装操作平台,每安装一层后,将上升到上一层工作面,继续进行安装。
2.1.2 倒装法先从罐顶开始从上往下安装,将罐顶和上层罐圈在地面上安装,焊好以后将第二圈板围在第一罐圈的外围,以第一罐圈为胎具,对中点焊成圆圈后,将第一罐圈及罐顶盖部分整体吊至第一、二罐圈相搭接的位置,停于点焊,然后在焊死环焊缝。
用同样的方法把下面的部分依次点焊环焊,直到罐底板的角接焊死即成。
2.1.3 卷装法将罐体先预制成整幅钢板,然后用胎具将其卷筒,在运至储罐基础上,将其卷筒竖起来,展成罐体装上顶盖封闭安装而建成。
见几种:护坡式基础、环墙式基础、外环墙式基础、特殊构造的基础。
根据比较选用,护坡式基础[2]。
2.2 尺寸的选择根据经济尺寸计算,D H 83,H D V 42π=,m V 10000=,mm H 12150=,mm D 32400=体形系数为372.0=DH,符合要求 2.3 材料的选择根据GB50341-2003_立式圆筒形钢制焊接油罐设计规范.来选取(1) 罐壁:钢板16MnR ,尺寸为3000×20000mm,GB6654,在热轧正火下使用,公称板厚为6~16mm ,温度<20C 0时的许用板厚为34mm,许用应力为230MPa ,MPa MP 345a 510s b ==σσ,,(2) 钢管:16MnR,GB/T8163, 在热轧下使用,公称板厚为≤16mm ,温度>-20C0时的许用板厚为34mm,许用应力为163MPa ,MPa MP 320a 490s b ==σσ, (3) 锻件:16Mn ,JB4726,在正火或回火加正火下使用,公称板厚为≤300mm ,温度<20C 0时,许用应力为150MPa ,MPa MP 275a 450s b ==σσ, (4) 螺母:20或25钢,GB/T699(5) 螺栓: 35GrMoA ,GB3077,温度 <20C 0,许用应力为167MPa ,在热调质状态下使用,M24-M48,MPa MP 500a 660s b ==σσ, (6) 接管:10号钢,许用应力为108MPa 垫片:石棉橡胶板 JB/T 4704-20003 罐壁设计3.1 罐壁的强度计算3.1.1 罐壁厚的计算由于所给体积大于1000m3,所以按照不等壁厚计算,选择钢板宽度为3m 。
所以1H =3m ,2H =6m ,3H =8.13m21101][2)]300.0([001.0C C t DH g p ++-+=φσρδ (3.1)21202][2)]300.0([001.0C C t DH g p ++-+=φσρδ (3.2) 21303][2)]300.0([001.0C C t DH g p ++-+=φσρδ (3.3)式中:P —设计压力:0.076(Mpa );i P —罐的内径:21680(mm );t ][σ—设计温度下材料的许用应力230(Mpa );ψ—焊缝系数:查表得0.9;1C —钢板的负偏差0.3(mm );2C —腐蚀裕度1C 2=.0;mm 123.019.023024.32)]300.02.8(8.972084000[001.02≈++⨯⨯-⨯+=δmm 143.019.023024.32)]300.015.12(8.972084000[001.03≈++⨯⨯-⨯+=δmm103.019.023024.32)]300.01.4(8.972084000[001.01≈++⨯⨯-⨯+=δ所以罐壁厚度从上到下一次为10mm ,12mm,14mm 3.1.2 罐壁的应力校核[][]t )(2)(σϕδδσ≤--+=c c D p i t (3.4) 式中:t ][σ—设计温度下材料的许用应力230(Mpa );[]MPaMPa t 2308.1739.0)3.110(2)3.110(32400084.01<=⨯-⨯-+⨯=σ[]MPa MPa t2306.1499.0)3.12.12(2)3.112(32400084.02<=⨯-⨯-+⨯=σ []MPa MPa t 2306.1149.0)3.15.14(2)3.114(32400084.03<=⨯-⨯-+⨯=σ故满足材料要求 按照试验应力公式校核s i T T c c D P σψδδσ9.0)(2)]([≤--+=(3.5)式中:s σ—为材料的屈服极限MPa s 345=σ,MPaP T 105.0= MPa MPa s 5.3103459.09.0=⨯=σMPa T 3.2179.0)3.110(2)3.110(32400[105.0=⨯-⨯-+⨯=σMPa MPa s T 5.3109.03.217=<=∴σσ有以上公式可知,当最小厚度满足要求时,其余的厚度也满足要求。
3.2 储罐的风力稳定计算3.2.1抗风圈浮顶储罐没有固定顶盖,为使储罐在风载作用下保持上口圆度,以维持储罐整体MPat217=δMPa t217=δ形状,故需在储罐上部整个圆周上设置一个抗风圈。
而固定顶有固定顶盖则用设计抗风圈。
3.2.2加强圈计算在风载荷作用下,罐壁筒体应进行稳定性校核,防止储罐被风吹瘪。
判定储罐的侧压稳定条件为0P P cr ≥ (3.6)式中P cr —罐壁许用临界应力(Pa ); P 0—设计外压(Pa ); 罐壁许用临界应力的计算由SH3046—92推荐的方法,得在外压作用下的临界压力公式LD E P cr 5.15.259.2δ= (3.7) 式中P cr —临界压力(Pa );E —圆筒材料的弹性模量:192×109(Pa ); σ—圆筒壁厚(m ); D —圆筒直径(m ); L —圆角长度(m );Pa P cr 220015.124.32)1010(1019259.25.15.239=⨯⨯⨯⨯⨯=-罐壁设计外压计算 罐壁设计外压用下式表示,即q w P Z S +=0025.2μμ (3.8)式中P 0—罐壁设计外压(Pa ); s μ —风载荷体形系数; z μ —风压高度变化系数; 0w —基本风压(Pa ); q —罐内负压(Pa ); 对固定顶储罐,s μ=1则式为q w P Z +=0025.2μ (3.9)s μ —风载荷体形系数z μ=0.74;Cr P Pa P <=+⨯⨯⨯=140549055074.00.125.20由于P cr > P 0,所以在罐壁上不需要设置加强圈。
故满足要求。
3.3.3 液面晃动波高计算 罐内液面晃动波高R h V αζζ21=; W T 08.085.12-=ζ;式中1ζ—浮顶影响系数,取0.85;2ζ—阻尼修正系数,当W T 大于10s 时,取2ζ=1.05;α—地震影响系数,取0.23;s s cth D H cth g D T W W 1058.54.3215.1268.38.968.34.3214.32)68.3(68.32<=⎪⎭⎫ ⎝⎛⨯⨯⨯==π故取2ζ=1.85-0.08W T =1.85-0.08×5.58=1.4;m h V 22.52.1623.04.11=⨯⨯⨯=3.3 罐壁结构3.3.1 截面与连接形式罐壁的纵截面由若干个壁板组成,其形状为从下至上逐级减薄的阶梯形,一般上壁板的厚度不超过下壁板的厚度,各壁板的厚度由计算可得,按标准规范,16MnR 的最小厚度为6mm ,为由于该罐壁是不等壁厚度的且较厚,因此各板之间采用对接,这样可以减轻自重。
罐壁的下部通过内外角焊缝与罐底的边缘板相连,上部有一圈包边角钢,这样既可以增加焊缝的强度,还可以增加罐壁的刚性。
在液压作用下,罐壁中的纵向应力是占控制地位的。
即罐壁的流度实际上是罐壁的纵焊缝所决定的。
因而壁板的纵向焊接接头应采用全焊透的对接型。
为减少焊接影响和变形,相邻两壁板的纵向焊接接头宜向同一方向逐圈错开1/3板长,焊缝最小间距不小于1000mm 。
底圈壁板的纵向焊接接头与罐底边缘板对接焊缝Pa P 14050=接头之间的距离不得小于300mm。
罐壁的环向焊接接头形式较多,主要为对接。
底层壁板与罐底边缘板之间的连接应采用两侧连续角焊。
在地震设防烈度不大于7度的地区建罐,底层壁板与边缘壁板之间的连接应采用如图的焊接形式,且角焊接头应圆滑过渡,而在地震小于7度的地区可取K2=K1[3] 。
图3.4底层壁板与边缘板的焊接3.3.2 壁板宽度壁板宽度越小,材料就越省。
但环向接头数就越多,增加安装工作量。