EKM-400DC中频焊机说明书V14
有限公司DC400林肯焊机操作程序
有限公司DC-400林肯焊机操作程序1 检查和准备2 操作内容及步骤2.1 DC--400林肯电焊机操作:在开焊机前,要熟知安全警示。
按以下步骤工作是重要的。
2.1.1闭合主AC输入电源。
2.1.2设定电压表极性开关到合适位置。
如电极与负(正)输出端连接,则设定此开关到电极负(正)极位置。
2.1.3焊接模式开关设定焊接方法(CV FCAW/GMAW,CV埋弧,手工电弧焊/TIG焊。
)2.1.4将输出开关设定在本机位置。
(例外,当使用自动或半自动送丝机时此开关设定在遥控位置。
)2.1.5设定输出端开关到合适位置。
2.1.6设定电弧力控制在中等范围5—6。
这个控制仅用于恒流手工电弧焊或TIG 焊。
2.1.7设定电弧控制到中等范围3,仅供CVCAW/GMAW焊。
2.1.8设定电源钮子开关至导通位置。
·电源指示灯亮·风扇启动2.1.9定输出控制电位器到合适的电压或电流。
2.1.10施焊。
2.2DC---400林肯电焊机维护保养:对焊机应进行日常维护和保养,每月至少进行一次维护。
2.2.1日常维护2.2.1.1检查焊机环境通风散热性条件。
2.2.1.2清除碎物、灰尘、泥土或其他能阻碍冷却空气向焊机流动的物质。
2.2.1.3检查焊条电缆是否破损。
同时检查其它影响焊机正常工作的情况。
2.2.2定期维护:在尘土较多的情况下,脏物会堵塞冷却空气通道,这将会引起焊机过热,隔一定时间要用压缩空气清理焊机。
清洁如下部件。
2.2.2.1主变压器和电抗器。
2.2.2.2可控硅/二极管整流桥。
2.2.2.3控制PC板。
2.2.2.4启动PC板。
2.2.2.5电条和工件电缆连接。
2.2.2.6风扇总成。
2.2.2.7在潮湿地方保持遥控部分接线端子TS1的清洁尤为重要。
2.2.3安全预防:2.2.3.1只有经过培训的合格人员才能够进行焊机的维护。
2.2.3.2对设备维护前,通过断开开关或熔断盒将输入电源切断。
中频逆变说明书
中频逆变固定式点焊机使用说明书成都顺泰焊接设备有限责任公司目录1 产品概述2 产品技术参数3 产品工作原理4 产品结构5 产品安装与调整6 产品使用与维护7 常见故障处理1 产品概述1.1 产品用途固定式点、凸焊机适用于焊机固定,人工手持工件点焊的工作场合,广泛应用于各种点焊操作中,焊接厚度一般为1~5mm,特殊情况下最大焊接厚度可达8mm,可焊接碳钢板、镀层碳钢板、不锈钢板及其它需要电阻焊的场合。
1.2 产品特点焊机采用气动加压,下点焊电极头(以下简称电极)为固定电极,上电极为动电极,动电极由加压气缸推动上下运动加压焊接,特别设计动电极运动导向机构,保证动、定电极对中可靠,结构紧凑,安全可靠。
1.3 产品使用条件焊机应在下列条件下正常工作。
1.3.1 海拔高度不超过1000米;1.3.2 环境温度5~40℃;1.3.3 使用场所无严重影响焊机使用的气体、蒸汽、化学性沉积、尘垢、霉菌及其它爆炸性、腐蚀性介质;1.3.4 无剧烈震动和颠簸;1.3.5 具有冷却水源冷却水源压力0.2~0.3 MPa,流量应满足焊机技术要求,水质符合工业用水标准,进水温度5~30℃;1.3.6 具有压缩空气气源压力0.5 MPa,流量应满足焊机技术要求;1.3.7 电源三相380V交流电源,品质要求:电压380V±10%,频率:50Hz±2%;1.3.8 很重要:具有良好的接地装置在焊机附近有良好的,独立于电源的接地装置,接地线与焊机电源进线线径相同以保证安全。
焊机技术参数表3 产品工作原理 3.1 工作原理产品工作原理遵从焦耳定律,表达式为: Q=0.24I 2Rt ,其含义为:具有一定电阻值R 的 金属材料在一定时间t 内流通过电流I 因电阻的阻碍而发热,发热量为Q ,利用金属电阻流 通电流发热熔化金属在压力状态下冷却结晶连接(焊接)。
统称电阻焊,加热电阻R=R1+R2+R3+R4+R5,其中R1、R5电极与工件接触电阻,R2工件间接触电阻,R3、R4工件材料电阻,电极压力F ,焊接电流I ,产品工作原理如图。
电动焊接机使用说明书

电动焊接机使用说明书使用说明书1. 产品概述电动焊接机是一种用于金属材料的熔接和连接的设备。
本使用说明书旨在帮助用户正确使用该焊接机,确保操作安全和焊接效果。
2. 安全注意事项在使用电动焊接机之前,请务必阅读并理解以下安全注意事项: - 在操作焊接机时,应佩戴符合相关标准的防护眼镜、耳塞和焊接手套,以确保个人安全。
- 在使用焊接机之前,请确保环境通风良好,远离易燃物品和易爆物。
- 用户不得在未经许可的情况下擅自拆解或更改焊接机的任何部件。
- 在插拔电源时,应确保焊接机已关闭,并避免用湿手触摸电源插头。
3. 产品使用步骤步骤一:准备工作- 将焊接机放置在平稳的工作台面上,确保机器稳定。
- 检查焊接机的电源线是否完好,并将插头插入合适的电源插座。
步骤二:设置焊接参数- 打开焊接机的电源开关,并调整焊接电流和焊接时间等参数,根据实际需要进行调整。
步骤三:准备焊接材料- 清洁并准备好待焊接的金属材料,确保表面清洁,无油污或杂质。
步骤四:进行焊接操作- 将焊接电极与待焊接的金属材料接触,确保良好的接触面。
- 按下焊接按钮或触摸屏,让焊接机开始工作。
- 观察焊接过程,并根据需要调整焊接参数。
4. 常见问题解决方法本部分将介绍一些常见问题及其解决方法,以帮助用户更好地使用电动焊接机。
问题一:焊接效果不理想解决方法:确认焊接参数是否正确设置,如电流、焊接时间等。
同时,检查焊接机电极是否干净,并尝试更换新的焊接电极。
问题二:焊接时出现异常声音或异味解决方法:立即停止焊接,并检查焊接机电路是否受损。
如果焊接机有异常,应立即断开电源并联系售后服务部门。
5. 维护与保养- 每次使用完毕后,应关闭焊接机的电源开关,并拔出电源插头。
- 定期清洁焊接机的表面和内部,以保持其正常工作。
- 如发现焊接机有异常现象或故障,请立即停止使用,并联系售后服务部门进行检修。
6. 保修条款本焊接机享有一年的保修期限,保修期内如出现非人为损坏的质量问题,用户可享受免费维修或更换服务。
北京泰嘉达电子 WSM160 200 315 400 500 系列 逆变式直流冲氩弧焊机 说明书

WSM160、200、315、400、500系列逆变直流脉冲氩弧焊机WSM160、200、315、400、500系列逆变式直流脉冲氩弧焊机使用说明书北京泰嘉达电子有限公司方管方管非官方本页已使用福昕阅读器进行编辑。
福昕软件(C)2005-2009,版权所有,仅供试用。
北京市泰嘉达电子有限公司目录焊机简介 (4)装箱附件 (6)第一章使用前须知 (7)1、有关安全方面的注意事项......................................................72、安装场所...........................................................................83、钨极氩弧焊基础知识............................................................84、机器的操作功能介绍 (11)(1)、前面板布局及功能介绍......................................................11(2)、后面板布局及功能介绍 (14)第二章焊机的安装 (16)1、焊机的电源连接.....................................................................162、手弧焊连接...........................................................................163、氩弧焊连接...........................................................................174、焊接的注意事项 (17)第三章焊机使用方法………………………………………………‥191、操作前的准备........................................................................192、气体流量的调节.....................................................................193、焊机的使用操作.....................................................................20(1)手弧焊 (20)法国风格非官方本页已使用福昕阅读器进行编辑。
林肯电子公司的高压电焊机说明书
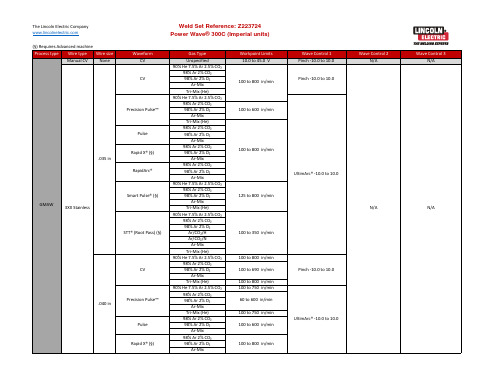
Ar-Mix Tri-Mix (He) 90% He 7.5% Ar 2.5% CO₂ 98% Ar 2% CO₂ 98% Ar 2% O₂
100 to 625 in/min
75 to 500 in/min
75 to 495 in/min
75 to 780 in/min
75 to 760 in/min
100 to 510 in/min
90 to 225 in/min
Wave Control 1 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0
100 to 600 in/min
100 to 645 in/min 100 to 625 in/min 100 to 645 in/min 90 to 250 in/min 125 to 700 in/min 150 to 750 in/min 125 to 800 in/min
Wave Control 1 UltimArc® -10.0 to 10.0
中频直流点焊机说明书(最新)

中频逆变点焊机使用手册I S O 9001:2000认证企业 N O:C N A B 038--Q苏州市信华焊接设备有限公司售后服务联系方式苏州市相城区瑞研焊接技术服务部苏州市信华焊接机械设备有限公司EUIYAN WELDING EQUIPMENT SUZHOU XINHUA WELDING EQUIPMENT CO.,LTD TEL:0512—65994659FAX:6599464913404243158(沈先生)苏州市相城区渭塘镇凤凰泾工业区苏州市相城区渭塘镇凤凰泾工业区非常感谢您选择【信华焊接设备】系列电阻焊设备!使用前请认真阅读本说明书,以便可以正确使用。
目录1.使用须知……………………………………………………2-32.引言………………………………………………………4-73.接线端子说明…………………………………………….7--84.编程器是送说明……………………………………….9--115.编程器异常错误处理…………………………………12-126.参数数值设置参考……………………………………13-137.焊接时序图……………………………………………14-148.控制板接线说明…………………………………………15-189.部分型号主要规格说明………………………………19-1910.设备安装…….…………………………………………19-2011.焊前准备………………………………………………20-2112.测试焊接……………………………………………21-2113.焊机的维护与保养……………………………………21-2114.焊接不良与解决指南…………………………………22-2215.焊机故障与一般排除…………………………………22-2316.气路连接示意图……………………………………..24-2417.气路图…………………………………………………24-2418随机附件……………………………………………….25-2519售后服务……………………………………………….25-25免责声明:请在您购买本公司产品后认真阅读本说明书,本说明书为您提供微电脑脉冲点焊机之安装、操作及维修资料,若因未按本说明书相关安装、操作、维修说明所导致出现的一切不良后果,本公司概不负责!一、使用须知信华焊接设备制造有限公司是国内最早以设计、开发、生产、销售服务于一体的电阻焊机械制造高科技企业。
Omega Migatronic焊接机系列说明说明书

OMEGAMIGATRONIC A/S Aggersundvej 33DK-9690 Fjerritslev, Denmark Tel: +45 96 500 The Omega range is targeted at all welding environments- manual and manufacturing industriesSuper simplethree-phase MIG/MAG and MMA inverter welding machines for high performance welding – perfect for mild steel.THE OMEGA RANGE2EASE OF OPERATIONThe Omega range is available with three different control panels: Basic, Classic and Advanced. Basic and Classic are manual control panels by means of which you can operate the machine almost like a step-regulatedwelding machine, but they have all the advantages of an infinitely variable inverter. The Advanced control panel is synergic and features more than 70 versatile welding programs.FROM MIG/MAG TO MMA OR GOUGINGWith the Advanced control panel, the Omega is easy to change over from synergic MIG/MAG programs to MMA welding. Gouging is a standard feature in the Omega 550 with Advanced panel.POWERARC FOR THICK-WALLED PLATESThe program package for Omega 400 and Omega 550 with Advanced panel also includes PowerArc™ programs.OMEGA BOOST OR AUTOTRANSFORMERThe Omega 300 is available withelectronic Boost Converter (autotrans-former) for welding on all mono-phase and three-phase mains voltages. The Omega 400 and Omega 550 are available with a conventional autotransformer.REVERSED POLARITYAll Omega versions feature reversed polarity for welding with innershield wire (without gas).The MWF 27 wire feed unit is turn-able and detachable and equipped with four-roll wire feed system. Made of weather-proof reinforced aluminium, the wire feed unit is ideal for heavy-duty applications, and its control panel makes it easy to operate the welding machine on the welding site.The incorporated cooling system keeps the operating temperature in the torch low, irrespective of current load. This ensures trouble-free wire feeding and long life of wearing parts. The Omega 550S features double cooling and if combined with the FKS type of the MIG-A Twisttorch with a double cooling chamber, optimal comfort is provided under all operating conditions.Classic panel for manual control of the welding machine – including the advantages of the infinitely variable inverterBasic panel for manual setting of welding jobsAdvanced panel featuring e.g. PowerArc™ and DUO Plus™. DUO Plus provides a TIG-like weld appearance and better control of the weld pool. The panel con-tains programs for MIG brazing and welding using flux-cored or solid wires in mild and stainless steels and aluminium.The welding machines may be shownwith optional equipment.The Omega range includes three sizes of power sources: 300 A, 400 A and 550 A. The Omega 300 is available as an air-cooled C version (compact). The Omega 400 and 550 are available as air-cooled or water-cooled in C or S version with separate MWF 27 wire feed unit and replaceable interconnecting cables with quick-release fittings. IGC (Intelligent Gas Control) is an optional feature in all models, ensuring large-scale gas savings and optimal gas shielding in all current ranges.PowerArc ensures full penetration in fillet welds and butt welds and increased welding speed using mild and stainless steels.SUPER-SIMPLE MIG/MAG INVERTERS RANGING FROM 300 A TO 550 A3Welding in mild steel.A program reader is incorpo-rated in the Omega machines for easy software update via the SD card; the welding machines are designed to meet new requirements for materials and shielding gases.Omega 300 C Classic air-cooled and Omega 550 C Advanced water-cooled- both on trolleys.Omega 400 S-W with relief arm.SOFTWARE UPDATESAt you can download software for update of the Omega machines via the SD card.MIG-A TWIST ® - THE NEW GENERATION OF TORCHESThe ergonomic MIG-A Twist torch has a turnable swan neck for easy access to hard-to-reach locations. Control unit for adjustment of welding current at the torch handle is available as optional equipment.THE OMEGA RANGE4Dealer’s stamp:52173038Wire feed speed, m/min.1,5-27,0Wire spool diameter, mm 300Duty cycle 100%/40°C, A/%420 / 100Duty cycle 60%/40°C, A/%500 / 50Torch connection EURO Protection class IP23NormIEC60974-5, IEC60974-10 CL. A Dimensions (H x W x L), mm 470x210x690Weight, kg13We reserve the right to make changes.READ MORE AT • IGC ® Intelligent Gas ControlEXAMPLES OF EQUIPMENT:• IGC ® Intelligent Gas Control • Relief arm for S version • Current control unit• Push Pull kit (Omega 400/550)• Wheels and lifting bracket for MWF 27 (Omega 400S/550S)• Trolley for C version• Efficient cooling with or without flow control • Boost Converter (Omega 300)• Autotransformer 230-500 V (Omega 400/550)• CEE mains plug• Protective frame (Omega 300)•Gouging torch (Omega 550)OMEGA DATA。
Miller Titanium 400 AC DC TIG-MMA 焊接机说明书

TITANIUM 400 AC/DC3 interface levels for the user:- EASY (simplified display)3Ref. 013568DC Standard: DC welding on most ferrous materials.DC Pulse: limits the heat input of the parts to be welded. Ideal for very thin sheets.AC Standard: welding of aluminium and its alloys (Al, AlSi, AlMg, AlMn...).AC Pulse: limits the heat input rise of the parts to be welded. Ideal for very thin sheets.AC Mix: AC and DC current alternation accelerates productivity on aluminum assemblies.Delivered without accessories(optional trolley)IP 23 classification for outside use.Reinforced bodywork and HMI protected by a protective housing.The TITANIUM 400 AC/DC is a high-performance TIG AC/DC generator (400 A to 60%) designed to offer a wide choiceof welding processes (TIG AC, DC, MMA). It can be used to weld all types of materials; mild steel, stainless steel, aluminium, copper, titanium. Also ideal for welding thin gauge, its Pulse mode reduces heat input and provides better arc control. Intuitive and highly functional, its digital interface allows you to change welding parameters with ease.New simplified HMI focused on the navigation habits of TIG welders (EASY).Ideal for compliance with WPQR and WPS (EXPERT and ADVANCED).Updatable machine and synergies via USB key.Cooling unit (ref. 013537) and trolley (ref. 037328) optional.Recording of 100 programs/jobs per process for repetitive tasks (can be saved on USB stick).Remote control (optional pedal or manual) connectable without tools.Intelligent ventilation management to reduce power consumption, dust extraction and substation noise.Portability: load/backup user JOBs and machine configuration from a USB key.Traceability: Trace/record all welding steps, bead by bead, during industrial manufacturing according to EN 3834.MMA: coated, rutile, basic and cellulosic electrodes (up to Ø 8 mm).MMA AC: allows welding without magnetic disturbance of the arc.MMA Pulse: developed for welding in an upright vertical position.4 tacking modes :- SPOT / SPOT DELAY : traditional tacking before welding thin sheet metal.- TACK / TACK DELAY : ultra-precise tacking and without oxidation reducing the risk of heat input.The points are invisible in the final weld bead.2 types of start-up : HF (without contact) or LIFT (with contact) for electro-sensitive environments.3 trigger modes: 2T, 4T and 4T LOGParameter setting of AC and Pulse waveforms, facilitating arc control and penetration while reducing noise level.Automatic detection of the torch : compatible with trigger, double button and potentiometer torches.SYNERGIC mode: offers a configuration adapted to the type of welding after entering 3 data:type of material, thickness to be welded and welding position.E-TIG mode: ensures a constant bead width and penetration, regardless of the torch’s position in relation to the part(welding energy control).Connect 5 mode to control the generator from a console or PLC.Connectable via an optional bridge for robot use.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EKM400DC 中频直流点焊控制器使用说明书⏹型号:EKM400DC⏹出厂编号:⏹出厂日期:请在使用前仔细阅读本使用说明书,并妥善保存,以备查阅。
镇江久能电器设备有限公司感谢贵公司使用久能电器的电阻焊机控制器。
请您在安装控制器及启用前能详细研读本说明的正确使用方法及注意事项,如您有疑问可直接向本公司咨询,本公司乐于为阁下解答。
400系列中频电阻焊机控制器是镇江久能电器设备有限公司优质产品之一,采用微型计算机控制,故能获得精确的控制量,且带有工作参数设定,具有记忆功能。
设置操作简便、性能优异、故障率低、坚固耐用。
本书内容力求正确和简洁,若有错漏之处,本公司会尽快修订,以求完善。
务请注意高压危险,请小心处理系统需求:3相50Hz380V输入接线容量:不小于25mm²2相PWM500V输出接线容量:不小于50mm²冷却水每分钟流量不小于10升冷却水进水温度不大于25℃控制器周边布局输出端子接线方式目录一、注意事项 (1)二、控制器的主要特点 (2)三、控制器的基本参数 (3)四、控制器控制及指示功能说明 (5)五、控制器操作说明 (7)六、常见故障处理 (16)七、产品维护及售后服务 (22)一、注意事项1、操作前必须确定接线连接妥当。
2、注意高压部分。
控制器电源、IGBT都有较高的电压,因此当接触这些电气回路时,一定要关掉电源,以免发生触电意外;3、接通控制器电源前,应确定脚踏(或按手)开关不在工作(接通)状态;4、作任何保养检查或检修时,必须关掉或切断控制器电源开关,并由专业人员进行操作;5、尽量不要再有腐蚀性气体或灰尘太多的地方使用控制器,避免控制器接触水或油;6、请勿将重物置于控制器上;7、尽量保持环境清洁,应避免铁屑和过重湿气侵入,定期检查可能松动的地方,如接线端、螺丝等。
二、控制器的主要特点400系列中频焊机控制器,是一种以DSP芯片作为主控单元的点焊机同步控制器。
该系列控制器主要功能特点如下:●32组焊接规范存储:焊接时可以进行更加灵活的选择和控制。
●可设定预热电流,焊接电流和回火电流,有效地解决了焊接过程中产生的喷溅和焊接结束后工件的淬火问题。
三个放电脉冲可单独或任意组合使用。
●具有电流缓升/缓降功能:使用缓升/缓降功能可以避免焊接时产生喷溅,满足特殊材料焊接要求。
●计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。
●具有单点/连续/缝焊焊接功能●节能:三相电源输入,整流逆变后中频1000Hz输出,工作频率高,变压器损耗小,节能效果明显。
●安装使用方便:中频逆变焊机所使用的变压器相比工频的,体积大大减小,整体设备轻巧,安装使用方便。
●故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。
●通讯及BCD码控制功能:可外接工控机、PLC等设备,实现远程控制自动化管理,提供工作效率。
●可扩展性:采用德国博世技术通过本公司各种扩展模块组合可形成:1:远程监控2:实时数据反馈3:可编程输入、输出注意:1、参数设定用户可任意设定触摸屏操作、设定、报警、特殊功能界面并设定参数。
2、使用方法将控制器安装完毕并确认脚踏开关开启后,接通控制器和点焊机的电源,打开前面板上的开关,此时焊机处于休止状态。
即点焊机处于电极抬起、主变压器掉电状态。
此时可对焊接规范进行调整,此时控制器处于上一次工作时的焊接规范。
3、工作方式控制器可以有两种工作方式:普通点焊和缝焊1) 单点点焊:起动信号开始后即开始焊接过程,焊接结束后发出焊接完成信号。
启动开关气阀输出电流波形终了信号2) 连续点焊:连续点焊过程中,如果起动开关一直保持有效,那么电磁阀输出在保持时间过后会断开,焊钳张开,然后休止时间有效。
休止时间过后电磁阀会再次闭合,重新开始下一个焊接过程。
启动开关气阀输出电流波形终了信号3) 缝焊方式:此方式分为常规和两脚两种方式。
a) 常规方式:即起动后,第二脉冲的循环输出形成了缝焊过程,随着缝焊轮的转动,电流一直输出,直到起动信号断开,那么焊接过程即结束。
启动开关气阀输出电流波形终了信号b) 两脚方式:即第一次起动后,第二脉冲循环输出,形成缝焊过程,第二次起动后焊接循环结束。
启动开关气阀输出电流波形终了信号4、规范选择方式两种方式:端子选择规范和面板选择规范。
1) 端子选择:主板端子/面板端口短接时为端子选择,由外部PLC控制规范数,遵循8421码原则。
2) 面板选择:主板端子/面板端口断开时为面板选择,由人机界面控制规范数。
5、脉冲电平方式1) 脉冲方式:启动信号立即有效,即踩下脚踏流程就开始执行。
启动开关气阀输出电流波形终了信号2) 电平方式:启动信号延迟有效,即踩下脚踏过预压流程才开始执行,未过预压松开脚踏流程停止。
启动开关气阀输出电流波形终了信号6、电流递增功能、电极修磨为了补偿电极磨损造成的焊接电流密度降低现象,控制器提供了电流递增功能。
用户可以根据实际情况设定最多10个步增段。
在电流递增功能中涉及到了以下几个参数:电流增量、修磨点间隔、步增段电流增量、步增段焊点数、步增通知点。
1) 电流增量:电流递增过程中相对于电流的设定值的总的电流增量。
取值范围0-999.9%。
2) 修磨点间隔:电流递增过程中总的焊点数。
取值范围1-9999。
3) 步增段电流增量:每一个步增段中电流相对于总的电流增量(电流增量)的百分比。
如,步增段1的电流递增量为 1.%I ,步增段1的终止电流值为(1+电流增量*1.%I)*焊接电流设定值。
4) 步增段焊点数:每个步增段中包含的焊点数占总的递增过程的焊点数的百分比,如1.%C,为步增段1的焊点数占总的焊点数的百分比。
所以步增段1内的焊点数=修磨点间隔*1.%C。
5) 步增通知点:在步增过程接近结束时的前第N个点通知用户步增过程即将结束。
6) 电极预警点:在最后一次修磨过程即将结束的时候,在结束前的第N 个点提出预先警告,即电极预警点,其取值范围为0-9999。
7) 修磨次数:用户可以根据实际情况设定电极的总修磨次数。
7、电流监控电流监控功能用于检查在焊接过程中流过的实际的电流,并且将反馈的电流值与设定的参考值以及超、欠限值进行比较。
当测定的电流值超出允许误差的时候,控制器会提出报警或预警。
如果测量值低于允许的误差范围,那么将会启动一个计数器,并与之比较,如果允许补焊,那么控制器会补焊一次焊点。
对于每一个焊接脉冲可以单独设定电流监控功能。
当测得的电流值超过电流设定的误差的时候,会产生报警或预警信号。
对于预热、焊接、回火三个焊接过程,分别设定了电流参考值、超限值、许可欠限值和报警欠限值。
如图所示:1. 预热(焊接或回火)参考值:可以设定一个实际的电流参考值,电流超限、欠限值等参数都以这个参考值为标准。
2. I*超限值:对于电流I* (* =1,2或3,分别对应着预热、焊接和回火三个过程)来说,相对于电流的参考值有一个超限范围,当实际的电流超出这个限定范围的时候,控制器会提出报警,这时控制器有可能只提出报警不中断焊接过程,也有可能就此中断焊接过程,此功能可以通过主板上的拨码开关S6设置。
3. I*报警欠限值:测量的电流值相对于参考的电流值有一个低限误差,即报警欠限值,当电流测量值超出允许的报警范围时会提出报警,此时有可能中断焊接,也有可能不中断焊接,而重新启动下一次。
4. I*许可欠限值:相对于电流参考值可以设定一个许可欠限值,它也是一个百分比,在许可欠限和报警欠限之间,可以引入一个参数:连欠限点数,即可以允许连续n个点位于许可欠限和报警欠限之间,如果超出点数n后即报警,并结束焊接过程。
5. 连欠限点数:当实际的电流值落在了电流报警欠限和电流许可欠限之间的范围内,那么允许再焊一次,如果下一次仍然落在这个范围内,且没有超出“连欠限点数”范围,那么还可以再焊一次,直到达到连欠限点数设定值,如果下一点仍欠限,则控制器提出报警。
*注意:1)上电启动后需等待30秒,待内部电路完全启动(即面板上启动指示灯亮)才可以进行焊接操作。
2)您可以将您用不到的参数设为0,设为0后焊接流程将不执行工艺,不影响别的工艺。
3)对于您用不到的接线,请您妥善处理,可以用绝缘胶带缠好。
4)当控制器工作在恒流控制方式下,操作人员修改设定电流后,控制器需要10~20ms调整电流,调整完成后,控制器便可以按照所需电流工作。
5)控制器使用时,机箱壳体必须牢靠接地;6)控制箱要接通冷却水后方可使用,而且要保证冷却水有足够的流量和压力。
要定期(每月一次)检查水冷却系统的工作情况(流水是否通畅、漏不漏水等);7)通电使用时,不允许打开控制器箱体,更不允许用手随便触摸箱内各部分,以免触电(箱内有600V的高压);8)注意在电源断开且内部电路板指示灯熄灭后,控制器内部储能电容上还有接近30V的电压存在,需等待几分钟让其慢慢放电,对控制器维护时请特别注意!!!;9)检查内部接线与控制板接线时,务必切断电源;10)不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能;11)不允许用手触摸IGBT,否则静电会损坏组件。
12)注意:控制器严禁空载试验,试用时必须带变压器!!!1、液晶无显示:查电源是否可靠接通,电源指示灯是否常亮;2、数据不可设定:检查操作是否正确,接线是否可靠;3、脚踏无响应:检查脚踏开关是否损坏,检查接线是否正确可靠;4、气动阀不动作:检查气动阀是否损坏,接触是否可靠,线路有无短线;5、过流保护:<1>逆变器输出电流过大,<2>中频变压器对地短路,<3>主控板检测异常;6、机器内部过热:首先检查流过散热器的水温度是否过高,其次,检查散热板上的温度继电器是否损坏,常态下开关是闭合的;7、变压器温度过高:检查变压器的水温是否过高;检查变压器内温度继电器是否损坏;8、(焊接)电流过大:提示焊接过程中的实际电流超出监视电流的设定范围,检查参数设置是否正确,焊接工艺是否合适;9、(焊接)电流过小:提示焊接过程中的实际电流超出监视电流的设定范围,检查参数设置是否正确,焊接工艺是否合适;焊接的二次回路是否有问题;10、更换电极请求:电极寿命已到,更换电极;更换电极后复位报警或从外部端子输入更换电极信号;11、修磨电极请求:请求修磨电极,对电极进行修磨后复位报警或从外部端子输入步增复位信号;12、水压检测异常、气压检测异常:检查水压和气压是否正常;检查气阀电源供电是否正常;13、无电流输出:检查IGBT接线是否正确可靠,检查IGBT是否损坏;14、焊接不牢或飞溅火花:检查气压大小和气路是否正常,检查焊机焊接时工件是否压紧,检查参数设置是否合理,市电电压是否正常;15、数据不正确:检查参数是否正确设置并保存;16、变压器声音太大:检查IGBT的接线是否可靠正确,检查IGBT是否损坏。