探讨汽轮发电机组矢量法联轴器同心度调整
浅谈哈汽300MW机组中心调整方法

中国电力教育2010年管理论丛与技术研究专刊695浅谈哈汽300MW 机组中心调整方法金振宇*(华电能源牡丹江第二发电厂,黑龙江 牡丹江 157015)摘 要:汽轮机转子找中心是汽轮发电机组检修的一项重要工作,转子的中心如果不符合标准会威胁机组安全运行。
选择调整方法的原则应该是尽量恢复机组安装时(或上次大修后)转子与汽缸的相对位置,以保持动、静部件的中心关系,减少隔板、轴封套洼窝中心的调整工作,以便于保持发电机的空气间隙。
因此,应该在测量联轴器中心时,同时测出轴颈下沉、轴颈扬度、转子对汽缸的轴封套洼窝中心,将其测量结果与上次大修后记录的变化值,一起进行考虑各轴承所需的移动量。
但由于测量误差、汽缸变形、汽缸位置的变化和转子弯曲等原因,往往不能同时都符合要求。
本文从实际工作需要出发,深入细致地探讨找中心的工作步骤及注意事项,有很强的实用性。
关键词:中心;轴系;动静摩擦;振动*作者简介:金振宇,男,华电能源牡丹江第二发电厂,助理工程师。
CN300—16.7/537/537型汽轮发电机组是哈尔滨汽轮机厂结合国内外先进的设计经验进行重新设计制造的亚临界、一次中间再热、高中压合缸、双缸双排汽、单轴、抽凝式汽轮机。
大型汽轮发电机组,经过长时间运行后,由于整台机组各部的基础不均匀沉降,滑销系统的损坏,汽缸及轴承座的位移,轴承垫铁的腐蚀研刮,轴瓦下部乌金的磨损及设备内应力释放等原因,都会引起转子轴系各对轮的中心产生变化,在检修时总是要对汽轮机组进行找中心工作,这是一项重要而又细致的工作,其偏差应严格按照制造厂规定的公差执行,同时应考虑到机组运行时,汽缸、轴承座及转子的相互位移的变化情况。
一台机组中心状况的好坏将直接威胁到机组的安全稳定运行。
中心不好将使转子和轴封磨擦,从而增加轴封与转子间的径向间隙。
容易使蒸汽进入轴承室内,造成油质乳化变质,影响轴瓦油膜建立,长时间还会使调节部件生锈卡涩,造成轴系振动直接影响机组经济效率和安全稳定运行。
超详细联轴器同心度找正教程,机泵维修必会
超详细联轴器同心度找正教程,机泵维修必会机泵维修过程中,校正连轴器同心度,是必备的技能,今天我们就全面而细致地教大家校正联轴器的同心度。
首先在开始工作前,我们要穿好劳保服装,准备所用工具。
0-10mm百分表2块,150mm,300mm钢板尺1把,300mm游标卡尺,3m钢卷尺1个,塞尺1把,500mm撬杠1根,250mm活动扳手1把,梅花扳手1套,钢棒1根,200mm平口螺丝刀,石笔2支,记录笔纸1套,钢皮垫片若干,清洗油若干,抹布若干,砂纸若干,检修标牌1个。
一、初步校正。
1.擦拭联轴器,外圆及端面。
2.卸松联轴器螺栓。
3.用直尺检查联轴器端面间隙是否在二至六毫米范围以内。
4.使用钢板尺和辅助量具初步检查上下左右联轴器的径向偏差和轴向偏差,卸松电动机地脚螺栓,消除悬空。
二、架设百分表。
1.检查游标卡尺和百分表有无合格证,然后对百分表进行调零。
调零时,指针应在零位,轻轻拉动测量杆二到三次,每次指针都能回到零位为合格。
2.先在联轴器外圆上标记一条基准线,然后把电动机外侧均匀划分四等份,用石墨笔顺着泵旋转方向,依次标出零度、九十度、一百八十度、二百七十度四个测量点。
3.把百分表的磁性底座固定在泵的联轴器上。
将一块百分表测头与电动机联轴器后端面垂直接触,用于测量轴向偏差,另一块百分表测头与电动机联轴器外缘垂直接触,用于测量径向偏差,两块表的测头应处在事先标记的基准线上。
4.调整百分表测量杆的下压量两毫米,旋转百分表的表圈,使指针归零,盘泵一圈,看百分表是否归零,如果不归零,同样重新调整表,架好表,使百分表归零。
三、测量。
1.转动联轴器,依次测量零度、九十度、一百八十度、二百七十度四个位置的轴向偏差和径向偏差。
记录下所测数值,回到初始点位置时,检查量表是否归零。
2.根据已测量前地脚螺栓到联轴器端面的水平距离l1,后地角螺栓到联轴器端面的水平距离l2和联轴器直径d 计算数据。
四、调整。
1.根据计算结果增减电动机前后地脚螺栓垫片,前地脚螺栓厚度为X前+Δh1,后地脚螺栓厚度为X 后+Δh1。
联轴器同心度标准

联轴器同心度标准
摘要:
1.联轴器同心度的概念
2.联轴器同心度的标准
3.联轴器同心度的测量方法
4.联轴器同心度的调整方法
5.联轴器的分类和应用
正文:
一、联轴器同心度的概念
联轴器同心度是指联轴器在连接两个轴时,使其旋转中心重合的程度。
它直接影响到传动精度、稳定性和可靠性,因此在机械传动系统中具有重要的作用。
二、联轴器同心度的标准
联轴器同心度的标准通常分为径向偏差和轴向偏差。
径向偏差是指联轴器在径向方向上的偏差,轴向偏差是指联轴器在轴向方向上的偏差。
根据不同的应用场景,联轴器同心度的标准有所不同。
1.刚性联接:对同心度要求很高,基本上不能有偏差。
2.弹性联接:所允许的偏差就是弹性联轴器可以消除的偏差,联轴器的样本资料上都会标明这一数值。
三、联轴器同心度的测量方法
测量联轴器同心度的方法有多种,其中常用的方法是使用百分表或千分表
进行测量。
在测量时,需要将联轴器安装到轴上,然后通过调整轴的位置,使联轴器在各个方向上的偏差达到最小。
四、联轴器同心度的调整方法
调整联轴器同心度的方法主要有以下几种:
1.调整轴的位置:通过调整轴的位置,使联轴器在各个方向上的偏差达到最小。
2.调整联轴器的位置:通过调整联轴器在轴上的位置,使其与轴的旋转中心重合。
3.使用垫片:在联轴器与轴之间添加适当的垫片,以达到消除偏差的目的。
五、联轴器的分类和应用
联轴器根据其结构和功能不同,可分为刚性联轴器、弹性联轴器、滑块联轴器等多种类型。
它们广泛应用于各种机械传动系统中,如电机与减速机、内燃机与变速器等。
探讨汽轮发电机组矢量法联轴器同心度调整
探讨汽轮发电机组矢量法联轴器同心度调整摘要:介绍了一种汽轮发电机组联轴器同心度调整方法,通过多年不同类型机组现场实践,确定矢量法调整联轴器同心度相比其他传统方法更加简单易行,且可以实现在汽轮发电机组联轴器在同心度满足要求的同时其螺栓的伸长量也符合设计标准,具有较强的实用型可供检修单位借鉴。
关键词:联轴器; 百分表; 伸长量;矢量1. 引言汽轮发电机组是一种集合多种先进技术与材料为一体的高度精密设备,在正常运行时,其转子部分处于高速旋转状态,轴系振动大小是机组运行过程中需要严格控制的参数。
在汽轮发电机组安装、检修过程中,整个轴系各联轴器同心度的测量调整工作是一项非常关键的工序。
汽轮发电机组各联轴器连接时,同心度找正的质量如何,将会直接关系到机组的振动特性,轻则降低设备的使用寿命,重则造成机组动静碰磨酿成事故。
目前传统的联轴器同心度调整方法,均为老师傅们代代相传的经验之谈,调整精确度偏差较大,且比较费工费时,往往出现联轴器螺栓的伸长量与同心度不能同时满足要求的现象。
下面就以某台600MW机组的LPⅡ-GEN联轴器为例,介绍一种矢量法调整联轴器同心度的科学方法,以供各位同行给予借鉴和指导。
2.联轴器的分类汽轮发电机组联轴器按照结构形式一般可分为:刚性、半挠性、挠性三种。
挠性联轴器具有较强的挠性,所以允许被连接转子有相对较大的偏心,对振动的传递不敏感,但由于结构复杂,传递的扭矩也小,一般使用在小机组上。
半挠性联轴器,允许被连接转子之间有一定的偏心,并允许相联两转子有微小的轴向位移,对振动敏感性也不大,也能传递一定的扭矩,在中型机组上广泛应用。
刚性联轴器结构简单、工作可靠,可以传递很大的扭矩,联接刚性强,而且不允许被联接转子产生相对轴向和径向位移,所以除传递扭矩外,还可以传递轴向力和径向力。
主要缺点就是被联接转子的振动相互传递彼此影响,一旦发生振动,要查明原因往往较困难。
但因为具有传递功率大和其它一些优点,故在大功率机组上得到普遍应用。
浅谈汽轮发电机组轴系中心
摘
要: A A  ̄ 机轴 系中心的调整过程 主要 有基准转子扬度调整 、联轴 器找 中心 、校联轴 器连接 同心度 ,介 绍 了汽轮发
电机 组 转 子 扬 度调 整 、联 轴 器找 中心 、联 轴 器找 连 接 同心 度 的 目的 、方 法 、和 各 自的 区别 。 关键 词 : 转子 扬 度 ;联 轴 器找 中心 ;轴 系连 接 同心 度 中 图分 类 号 : T M 3 1 I 文献标识码 : A 文章编号 : 2 0 9 5 — 0 8 0 2 ~ ( 2 0 1 3 ) 0 7 — 0 1 2 6 — 0 3
0 引言
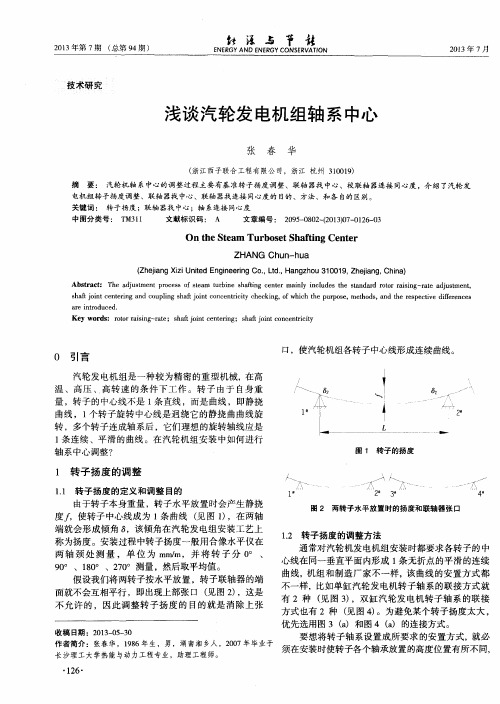
汽轮 发 电机 组 是一 种较 为精 密 的重 型机 械 ,在 高 温 、高压 、高转 速 的 条 件 下 工 作 。转 子 由 于 自身重 量 ,转子 的 中心线 不是 1 条 直线 ,而是 曲线 ,即静挠 曲线 ,1 个 转 子旋 转 中心线是 迥 绕 它 的静 挠 曲 曲线旋 转 ,多个转子连成轴系后 ,它们理想 的旋转轴线应是
on t h e S t e a m Tu r b o s e t S h a f t i n g Ce n t e r
ZHANG Ch u n - h u a
( Z h e j i a n g X i z i U n i t e d E n g i n e e r i n g C o . , L t d . , H a n g z h o u 3 1 0 0 1 9 , Z h e j i a n g , Ch i n a )
2 0 1 3 年第 7 期
( 总第 9 4期 )
E N E R G Y A N D E N E R G Y C O N S £ R A T I O N
考 圣潦 与
汽轮机组汽轮机与发电机联轴器同心度测量装置及方法与流程
汽轮机组汽轮机与发电机联轴器同心度测量装置及方法与流程汽轮机组的汽轮机与发电机联轴器同心度测量是确保设备正常运行和性能稳定的重要步骤之一。
以下是一种可能的同心度测量装置及方法与流程:同心度测量装置:1.激光测距仪:用于测量汽轮机和发电机之间的距离,以确定它们之间的相对位置。
2.同心度测量仪器:包括传感器、数据采集设备等,用于测量汽轮机和发电机的同心度。
3.调整工具:用于微调联轴器位置,以确保其同心度。
同心度测量方法与流程:1.准备工作:•确保汽轮机组已停机,并处于安全状态。
•安排必要的工作人员和设备,确保测量环境安全。
2.安装测量装置:•将激光测距仪安装在合适的位置,以测量汽轮机和发电机之间的距离。
•安装同心度测量仪器,确保其能够准确测量联轴器的同心度。
3.测量联轴器同心度:•启动测量仪器,采集汽轮机和发电机的同心度数据。
•使用激光测距仪测量联轴器的相对位置,记录测量结果。
4.调整联轴器位置:•根据同心度测量结果,使用调整工具微调联轴器的位置,使其达到更理想的同心度。
•可以采用手动或自动调整的方式,根据具体情况选择调整方式。
5.重复测量与调整:•多次进行同心度测量,确保调整后的联轴器位置的稳定性。
•根据需要,反复进行微调,直至满足同心度要求。
6.记录和报告:•记录同心度测量的所有数据,包括测量值和调整过程。
•生成同心度报告,以备将来参考,并作为维护和运行的依据。
以上流程和装置可能会因不同的汽轮机型号、厂家和测量需求而有所变化。
在进行同心度测量之前,请务必参考汽轮机和发电机的操作手册,并遵循相关的安全和维护规定。
燃汽轮发电机内外定子同心度的质量控制
为 了满 足用 户 对 产 品 质 量要 求 不 断 提 高 的需 求, 通 过分析 产 品结 构 设 计 、 工 艺方 案 , 统计 燃 汽 轮
制, 才 能保证 内定 子铁 心与外 定子 同心 。
难 点 是 支 撑 环 与 内定 子 铁 心 同心 度 的质 量 控
固定 铁心质 量 过程控 制一 铁心 与支撑 环 同心度 质量 过程 控制一 内外定 子 同心度质 量控 制 。 2 . 1 铁心外 装 压工装 同心度质 量控 制 外装压 工装 水平 及 同心度 是控制 内定 子铁 心 同
心度 的基 准 要 点 。首 先 先 检 查 外 装 压 工 装 的清 洁
1 内、 外定 子 同心度 的质 量控 制关键 点及 难点
制 。因支撑 环是 焊接 环形 壁 ( 壁厚 8 3 mm) 式结构 , 容 易在 加工 、 吊运 、 转运 、 操作 中等 产生 变形 , 很难 保
证 支 撑环 内外 圆 同心 。支 撑环 与弹簧 板把 合面孔 中
心线 与支撑 环 内外 圆中心线 偏差 加工难 以达到设 计 要 求 。这些 原 因对调 支撑 环与 内定子铁 心同心 度控 制 在要 求范 围之 内很 难 。
电机 的制造过程 中, 为确保 燃汽轮发电机端盖与外定子把合 孔 中心偏差符合 质量标 准 , 内、 外定 子 同心
度 质 量 控 制 中应 当注 意 的关 键 点 及 难 度 。
关键词 :燃汽轮发 电机 ; 内定子 ; 外定子 ; 同心度 ; 质量控制
0 引 言
控 制 的关键 点 。因此外 叠装铁 心 内外 圆 同心 度必须
发 电机制造过程易发及多发质量问题 , 并结合现场
联轴器同轴度调整方法研究
联轴器同轴度调整方法研究联轴器作为传递主从轴运动和扭矩的部件,在焦炉机械中发挥着重要的作用。
联轴器两侧轴同轴度如果不在允许的范围内,会造成设备的轴承快速磨损、振动严重等现象,严重威胁到设备的稳定可靠运行,降低设备使用寿命。
本文提出了一种调节轴向柱销联轴器同轴度的计算方法,通过该方法可以找出能够计算联轴器同轴度的可测量值,并根据推导过程编写程序制作APP,协助安装人员快速准确对联轴器的同轴度进行调整。
Abstract:Coupling is used as a part to transfer the motion and torque of the driving shaft and the driven shaft,and it plays an important role in machinery of coke-oven. If the coaxiality of the two sides of the coupling is not within the allowable range,it will cause rapid wear of bearing and serious vibration of the equipment. It seriously threatens the stable and reliable operation of the equipment and reduces the service life of the equipment. This paper presents a method to adjust the coaxiality of the axial pin coupling,which can find out the measurable value that can calculate coaxiality of coupling. According to the pushing process,we can write a program to make APP,which can assist the installation personnel to adjust the coaxial schedule of the coupling quickly and accurately.关键词:联轴器;同轴度;调整;APP开发;pythonKey words:coupling;coaxiality;adjust;APP development;python0 引言联轴器安装过程中,联轴器两端同轴度调节主要根据百分表的测量值,靠人工进行调节,安装的精度及调试时间与操作工人的安装经验有很大关系。
汽轮机联轴器中心调整算法及应用
科技应用28 2015年14期汽轮机联轴器中心调整算法及应用马骁马军宁夏电力建设工程公司,宁夏银川750001摘要:在前人对联轴器中心调整的多次应用实践基础上,笔者以图表形式编制了汽轮发电机组轴系调整的过程,归纳出一种校对中心的精确计算方法。
基于此,计算出的中心数值和加垫片数值都或多或少有变化,这就造成了找中心工作的复杂性。
消除计算和实际之间的误差能大大加快找中心的速度和质量。
关键词:汽轮机;联轴器;中心调整;算法应用中图分类号:TM311 文献标识码:A 文章编号:1671-5780(2015)14-0028-021 联轴器找找正分为以下四种情况(1)找中心工作的目的;(2)使汽轮机发电机各转子的中心练成一条连续光滑的曲线,各轴承和负荷点分布符合设计标准;(3)使汽轮机静止部件与转子部件基本保持同心;(4)将轴系和扬度调整到设计要求。
2 汽轮机联轴器找中心误差原因分析及处理(1)分析之前首先应该了解轴瓦调整方法:(2)使用百分表确定转子的圆周张口数值;(3)然后通过公式计算出轴瓦需要变动的距离;(4)准备好相应的垫片,将它放入垫铁下部;(5)紧固垫铁;(6)将轴瓦装入轴承座洼窝;(7)重新测量联轴器的圆周和张口。
汽轮机联轴器找中心增减垫片厚度的工作常产生误差,往往达不到计算数值要求的准确效果。
测量调整工作多次才能达到质量要求。
笔者根据多年的汽轮机检修联轴器找正的经验。
归纳出汽轮机联轴器找正工作中产生误差原因:(8)轴瓦转子位置变动引起误差;①轴瓦中分面与轴承座中分面不水平引起误差;由于计算时采用公式计算,而公式计算采取的数值为翻瓦以前的数值。
所以是翻瓦后重新恢复轴瓦进行测量时,轴瓦与轴承座中分面的水平十分重要。
如中分面不水平会使整个轴瓦垫铁位置与原位置产生变化。
而这个位置产生的变化会使计算公式中的α角度值变化为α1。
从而使sinα值发生变化。
最终结果是使实际轴瓦变化结果与计算结果相差较大。
处理方法:在安装好下轴瓦后,使用合像水平仪时对轴瓦中分面与轴承座中分面找水平。
联轴器开口度、同心度的一次到位调整法
以使联轴器开口度 、同心度一 次到位 片 , 在 N 点 垫 上 小 于 | RQ | 厚度的
的技 术 操 作 方 法 与 广 大 同 行 探 讨。
垫片。调 整后再进行测 量, 再根 据经
一、说明与假设
验 调 整 , 如 此 反 复 直至 达 到 规 范 要
求。
这看起来似乎越来越
接近规范, 即开口度、同
联 轴 器 开 口 度 、同 心 度 的
一次到位调整法
文/袁舒 铜
联 轴器开口度 、同心度的 测量调
如图 2, 测得为上开口, R 偏上,
整是 设 备 检 修安 装 工 作 中的 重 要 环 根据经验 , 可判定 M 偏 上、N 偏下,
节。本 文就 如何 调整 设备 底座 垫片 , 则 在 M 点 抽 出 小 于| RQ | 厚 度 的 垫
图 3 经验法的不足之处 2. 逼 近 法 目前在 设备维修中 广泛采用 的是
下开口时 k 为负。
二、现状
目前 调整联轴 器开口度、 同心度
的方法主要有经验 法、逼近 法、二次
调整法等, 现分别陈述如下:
1 .经 验 法
该方法完全凭经验, 无理论指导。
图 4 逼近法调整原理
逼近法。该方 法在经验基 础上对实际 情 况加 以 分 析 , 固 定 一 端 调 整 另一 端, 每次调整 为上次的一 半, 反复调 整直至 开口度 达到规 范要求 , 如图 4 所示; 再将两 地脚抽出 ( 或垫上) 相 同厚度 ( 图示为 l1) 便调整好了设备。 该方法需反复 调整, 劳动 强度大、效 率 低 、 精训 的模 式。培 训效果较好, 受 到企业和 学员 的好评 。通过这次实践 , 对依托 企业 按岗位 需求开展技师培 训, 建立 起较 为紧密的 校企合作平台 , 有了更 加深 刻的认识和理解, 积累了一些经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
探讨汽轮发电机组矢量法联轴器同心度调整
摘要:介绍了一种汽轮发电机组联轴器同心度调整方法,通过多年不同类型机
组现场实践,确定矢量法调整联轴器同心度相比其他传统方法更加简单易行,且
可以实现在汽轮发电机组联轴器在同心度满足要求的同时其螺栓的伸长量也符合
设计标准,具有较强的实用型可供检修单位借鉴。
关键词:联轴器; 百分表; 伸长量;矢量
1. 引言
汽轮发电机组是一种集合多种先进技术与材料为一体的高度精密设备,在正常运行时,
其转子部分处于高速旋转状态,轴系振动大小是机组运行过程中需要严格控制的参数。
在汽
轮发电机组安装、检修过程中,整个轴系各联轴器同心度的测量调整工作是一项非常关键的
工序。
汽轮发电机组各联轴器连接时,同心度找正的质量如何,将会直接关系到机组的振动
特性,轻则降低设备的使用寿命,重则造成机组动静碰磨酿成事故。
目前传统的联轴器同心
度调整方法,均为老师傅们代代相传的经验之谈,调整精确度偏差较大,且比较费工费时,
往往出现联轴器螺栓的伸长量与同心度不能同时满足要求的现象。
下面就以某台600MW机
组的LPⅡ-GEN联轴器为例,介绍一种矢量法调整联轴器同心度的科学方法,以供各位同行
给予借鉴和指导。
2.联轴器的分类
汽轮发电机组联轴器按照结构形式一般可分为:刚性、半挠性、挠性三种。
挠性联轴器具有较强的挠性,所以允许被连接转子有相对较大的偏心,对振动的传递不
敏感,但由于结构复杂,传递的扭矩也小,一般使用在小机组上。
半挠性联轴器,允许被连接转子之间有一定的偏心,并允许相联两转子有微小的轴向位移,对振动敏感性也不大,也能传递一定的扭矩,在中型机组上广泛应用。
刚性联轴器结构简单、工作可靠,可以传递很大的扭矩,联接刚性强,而且不允许被联
接转子产生相对轴向和径向位移,所以除传递扭矩外,还可以传递轴向力和径向力。
主要缺
点就是被联接转子的振动相互传递彼此影响,一旦发生振动,要查明原因往往较困难。
但因
为具有传递功率大和其它一些优点,故在大功率机组上得到普遍应用。
3.相关技术参数
本机组型号为:N600 -24.2 /566 /566。
系上汽厂生产的超临界,一次中间再热,三缸四
排汽,单轴,双背压,八级回热抽汽,凝器式汽轮机;高中压缸为合缸结构,通流级数共48级,额定转速为3000r/min,旋转方向为逆时针(从汽轮机端向发电机看)。
机组整个轴系共有4根转子(三对联轴器)组成;其中,LPⅡ-GEN联轴器螺栓共16条
螺栓,公称直径为3 1/2″(英制GH螺纹),要求紧固后联轴器螺栓的伸长量0.99±0.02mm,且LPⅡ-GEN联轴器端面有止口,凸缘和凹口为过盈配合,要求有0.02~0.07mm的紧力;另外,对轮螺栓螺杆与螺栓孔的配合为间隙配合,应保证有0.04~0.10 mm的间隙。
图一
4.联轴器螺栓同心度调整
3.1联轴器检查:轴系连接之前,仔细检查联轴器止口凸缘长度和凹口深度,确保插入后
至少有0.8mm的间隙;各联轴器端面、螺栓用细油石打磨平滑并清理干净,在止口凹凸边缘涂抹少量润滑脂。
3.2联轴器对中:转子就位后,按解体时标记在联轴器对称螺孔内各穿入一只专用锥销,
以便螺栓孔良好对中;然后至少对称装入两只临时螺栓及螺母,紧固螺母使联轴器止口进入,直至端面紧密贴合0.03mm塞尺不入;最后依次穿入除临时螺栓外的其它所有螺栓。
3.3安装百分表:将联轴器外圆用#320细砂纸打磨平滑,按照图一所示在两联轴器水平
位置架设两块百分表,并以ASM基准点为起点顺时针等分12份(每份30°)。
3.4计算调整同心度:顺转子旋转方向(逆时针)盘动转子,依次记录各组晃动度于表一
利用平行四边形原理对各差值的矢量进行首尾相接,进行矢量作图分析,从而确定每个
联轴器最大晃动度的角度如下:
LP2:5.3∠355° GEN:5.3∠250°
制订合理的螺栓紧固顺序,第一次紧固伸长量为0.30±0.02 mm(30%伸长量),查表得
弧长约为55mm,按#3、#2、#1、#10、#11、#9、#16、#15、#14、#8、#7、#6、#13、#12、#5、#4的顺序紧固。
按30%伸长量紧固后,盘动转子一周,测量LPⅡ-GEN联轴器晃动度如表二:
通过矢量作图分析出晃动度的角度及大小为LPⅡ:5.3∠235° GEN:3∠225°
确定出第二次紧固螺栓的顺序为:#10、#11、#2、#3、#12、#13、#4、#5、#9、#8、#7、#6、#1、#16、#15、#14。
本次应紧至伸长量为0.66±0.02 mm (60%伸长量),紧固弧长约
为62 mm。
按60%伸长量紧固后,盘动转子一周,再次测量LPⅡ-GEN联轴器晃动度如表三:
通过矢量作图分析出晃动度的角度及大小为LP2:2∠245° GEN:3.5∠212°
确定出第三次紧至100%伸长量的顺序为:#10、#11、#13、#12、#2、#3、#4、#14、#15、#16、#1、#9、#8、#7、#6、#5。
按100%伸长量紧固后,盘动转子一周后,测量LPⅡ-GEN联轴器晃动度如表四:
通过矢量作图分析出晃动度的大小及角度为LP2:5.3∠222° GEN:3∠196°
与上次检修记录: LP2:2∠234° GEN:2∠220°比较可知,同心度已经符合设计要求。
3.5用正式螺栓替换联轴器的临时螺栓,并按100%伸长量紧固后,再用专用錾子联轴器
螺栓垫片,要求锁内侧,并紧密贴合螺母。
5. 结束语
汽轮发电机组各联轴器同心度找正的最终目的是要保证相邻两根转子在正常运行状态下
的同轴度符合要求,要满足这一要求,一方面在轴系联轴器按转子找中时,要充分考虑到运
行过程中各轴颈油膜上抬量和各轴承座应热膨胀造成轴承标高的变化量的影响;另一方面在
轴系各联轴器连接紧固时,一定要制定出各个螺栓合理的紧固顺序和力矩,因为紧固的顺序、紧力不同会直接造成联轴器晃动度的变化。
通过以上汽轮发电机组联轴器同轴度找中总结,可以使机组联轴器同心度的调整工作能
够在较短时间内完成,并使其连接螺栓的伸长量同时满足设计要求。
参考文献
[1]陶鼎文. 火力发电设备技术手册(第二卷)[M]. 北京:机械工业出版社,2004.
[2]汽轮机维护手册
[3]郭延秋. 大型火电机组检修实用丛书---汽轮机分册北京:中国电力出版社,2013.
[4]周礼泉.大功率汽轮机检修。
北京:中国电力出版社,1997.
作者简介
王树立(1972—)男,大专,河南省新乡市,河南电力检修工程有限公司汽机本体检修
班长,汽轮机本体检修技师,集团公司技能带头人,主要从事汽轮机本体检修工作。