第三章_间歇釜式反应器
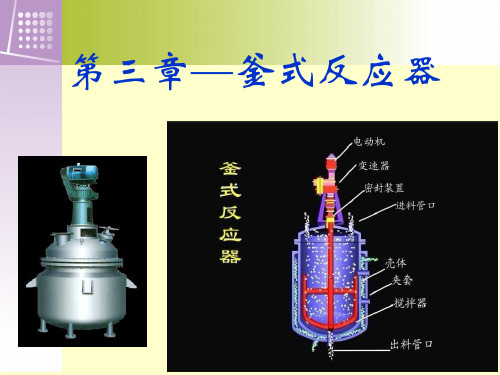
第三章-釜式反应器

3.1釜式反应器的物料衡算式
根据总的物料衡算式,则有:
写成 其中
M
i ijrj j 1
3.1釜式反应器的物料衡算式
连续釜式反应器
累积速率
代 数 方 程
间歇釜式反应器
微 分 方 程
3.2等温间歇釜式反应器的计算
特点
反应器内浓度处处相等,可排除传质的影响 反应器内温度处处相等,可排除传热的影响 物料同时加入,所有物料具有相同的反应时间
例3.1 酯化反应, 原料配比A:B:S=1:2:1.35, XAf=0.35, 密度1020kg/m3,辅助时间t0=1hr,装填 系数f=0.75,产量12000kg/Day, 求反应体积?
解: 原料处理量
FA0
12000 24M R xAf
12000 16.23 kmolA
2488 0.35
A
CA0
n=1
rA kC A
C A C A0e kt 或
kt
ln
CA0 CA
x A 1 e kt
n=2
rA
kC
2 A
CA
C A0 1 C A0kt
或
kt 1 1
xA
C A0kt 1 C A0kt
C A C A0
速率常数k值的提高将导致相应反应时间减少 即提高反应温度将使反应速率增加
Q 0.5cA2kmol /(m3 h)
反应开始时A和B的浓度均为2kmol/m3,目的产物 为P,试计算反应时间为3h时A的转化率和P的收率。 解:由题知
A p 2Q 2cA 20.5cA2 2cA cA2
将速率表达式代入等温间歇反应器的设计方程式 可有
第三章间歇釜式反应器知识讲解

数
需要设备的总容积为:
Q0t '
V
mVm
如果反应器容积V的计算值很大,可选用几个小的反应器
若以m表示反应釜的个数,
则每个釜的容积:Vm=V/m=Q0t’/( m)
为便于反应器的制造和选用,釜的规格由标准(GB 9845-88) 而定。在选择标准釜时,应注意使选择的容积与计算值相当或 略大。如果大,则实际生产能力较要求为大,富裕的生产能力 称为反应器的后备能力,可用后备系数δ来衡量后备能力的大
解: 每台锅每天操作批数: β=24/17=1.41 每天生产西维因农药数量:
1000×1000÷300=3330Kg(GD)
需要设备总容积: mVm=(3330/1.41)×200×10-3/12.5=37.8m3
取Va为10 m3的最大搪瓷锅4台。
δ=(4-3.78)/3.78×100%=5.82%
10
(3)反应体积VR
• 反应体积是指设备中物料所占体积,又称有效体积。
确定反应器的容积V的前提是确定反应器的有效容 积(反应容积)VR。
如果由生产任务确定的单位时间的物料处理量为Q0,
操作时间为t’(包括反应时间t和辅助操作时间t0 ),则
反应器的有效容积:
VR=Q0 t'
其中 t’ = t + t0
11
(4)*设备装料系数
实际生产中,反应器的容积要比有效容积大,以保 证液面上留有空间。
• 反应器有效体积与设备
实际容积之比称为设备
装料系数,以符号
表示,即:
=VR/V。其值视具体
情况而定
条
件
无搅拌或缓慢搅 拌的反应釜
带搅拌的反应釜
易起泡或沸腾状 况下的反应
第三章 釜式反应器

半间歇釜式反应器的物料衡算式:
设有反应:
A B R , r k ' c AcB
Q0c A0
QcA
( R A )V
d (V c A ) dt
Q 0 c A 0 Q c A R AV
d (V c A ) dt
式中V为反应器中混合物的体积,其值随时间而变。假定操作开始时先向反应器中注入 体积为V0的B,然后连续输入A,流量为Q,浓度为CA0,且不连续导出物料,即Q=0,即有
V V0 Q 0t
若将VCA看做变量,则该式为一阶线性微分方程,初始条件是t=0, VCA=0, Q0为常数时,一阶微分方程的解为:
VcA
Q0c A0 k
1 e x p ( k t )
将
V V0 Q 0t
cA cA0
代入
VcA
Q0c A0 k
1 e x p ( k t )
Q 0 c A 0 R AV
d (V c A ) dt
又设B大量过剩,则该反应可按一级反应处理,即 rA kc A
,代入上式有:
Q 0 c A 0 k c A 0V
任意时间下反应混合物的体积:
d (V c A ) dt
V V0
t 0
Q0dt
若为恒速加料,则Q0为常数,所以
FA 0 v0 c A 0
= T (v c p + K A )-(v c p T 0 + K A T m )
(v c p + K A )
-(v c p T 0 + K A T m )
= T (v c p + K A )-(v c p T 0 + K A T m )
3-釜式反应器
反应器的参数不随时间变化 不存在时间自变量,也没有空间自变量 多用于液相反应,恒容操作
出口处的C, T=反应器内的C, T 。由物料恒算式
得 (3.40)
假定物料进出口的流量相等, 则
(3.41)
3.4连续釜式反应器的反应体积
若反应器内只有一个反应,且关键组分为A,则
最后得到连续釜式反应器的计算方程为
最后解出:
(3-
38)
(3-39)
反应物系组成随时间的变化关系如图3-4所示,如果P 是目的产物,其值有最优解。通过CP 对时间求导数,可 以得到:
3.3等温间歇釜式反应器的计算(复合 反应)
如果 例题3.3
3.4连续釜式反应器的反应体积
•间歇釜:,有进有出。
该式可用于均相、多相,等温或非等温过程。
对于间歇反应器,由于dV=0,若为均相
则
(否则不行)
3.2等温间歇釜式反应器的计算(单一 反应)
设反应速率方程为
(不可逆反应),
则
,在等温下有
XAf
∫ 1
t=
0
kcA0a-1
dXA (1-XA)a
=
(1-XAf)1-a-1
(a-1) kcA0a-1
(a≠1)
3.3等温间歇釜式反应器的计算(复合 反应)
对于均相,恒容过程方程进一步变为:
设初值条件为:t=0时,CA=CAO,CP=0,CQ=0,则方程的解为 进一步:
3.3等温间歇釜式反应器的计算(复合 反应)
反应物系的组成随时间的变化关系如图3.3所示,由图可见,t ↑,CA↓, 而CP↑、CQ↑。 图3-3 平行反应组成随时间的变化关系
当温度T↑时,反应速率常数k↑,导致达到规定转化率所 用的反应时间t↓。对于可逆放热反应,是上面的结论仍然 正确吗?
第三章 釜式反应器
等温间歇反应器反应时间的解析计算
由于反应在等温条件下进行,则反应速率常数在反应 过程中保持不变。
对于n级不可逆反应 将反应速率方程变换为转化率的函数并积分得到:
对于一级不可逆反应积分结果为:
14
影响间歇反应器反应时间的因素分析
从间歇反应器反应时间的计算公式可以看出: 反应时间随反应组分的初始浓度(一级反应除外)的提
rAVr
nA0
dxA dt
分离变量积分:
t
t
0 dt nA0
dx x A f
A
0 rAVr
11
间歇反应器的反应时间计算 (单一反应)
恒容条件下(多数情况)
t
cA0
xAf 0
dxA rA
or
t cA dcA
r cA0 A
如果动力学方程形式为: rA kCAn
i
反应生成
物质量 物质量 i物质量
通式为
7
间歇釜式反应器的物料衡算式
由于间歇反应器在反应过程中无物料的进出,因此
Q0=Q=0,即:
单位时间 单位时间内积
反应掉的
=累在反应器内
i物质量 的i物质量
由间歇反应器的设计方程可得一个极为重要的结论:反应物达 到一定的转化率所需的反应时间,只取决于过程的反应速率, 也就是说取决于动力学因素,而与反应器的大小无关。
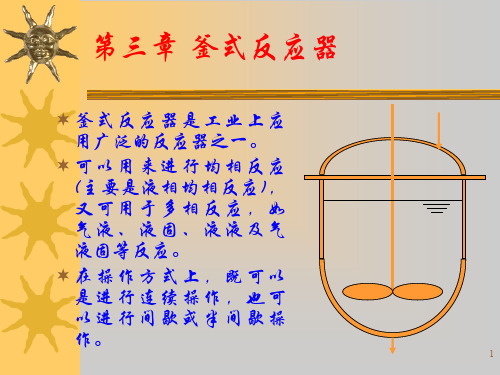
第三章 釜式反应器
釜式反应器是工业上应 用广泛的反应器之一。
可以用来进行均相反应 (主要是液相均相反应), 又可用于多相反应,如 气液、液固、液液及气 液固等反应。
在操作方式上,既可以 是进行连续操作,也可 以进行间歇或半间歇操 作。
化学反应工程第三章答案

3 釜式反应器在等温间歇反应器中进行乙酸乙酯皂化反应:该反应对乙酸乙酯及氢氧化钠均为一级。
反应开始时乙酸乙酯及氢氧化钠的浓度均为l,反应速率常数等于。
要求最终转化率达到95%。
试问:(1)(1)当反应器的反应体积为1m3时,需要多长的反应时间?(2)(2)若反应器的反应体积为2m3,,所需的反应时间又是多少?解:(1)(2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为。
拟在等温间歇反应器中进行氯乙醇的皂化反应:以生产乙二醇,产量为20㎏/h,使用15%(重量)的NaHCO水溶液及30%(重3量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为。
该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于,要求转化率达到95%。
(1)(1)若辅助时间为,试计算反应器的有效体积;(2)(2)若装填系数取,试计算反应器的实际体积。
解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为,84 和 62kg/kmol,每小时产乙二醇:20/62= kmol/h每小时需氯乙醇:每小时需碳酸氢钠:原料体积流量:氯乙醇初始浓度:反应时间:反应体积:(2)(2)反应器的实际体积:丙酸钠与盐酸的反应:为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于50℃等温下进行该反应的实验。
反应开始时两反应物的摩尔比为1,为了确定反应进行的程度,在不同的反应时间下取出10ml反应液用的NaOH溶液滴定,以确定500kg/h,且丙酸钠的转化率要达到平衡转化率的90%。
试计算反应器的反应体积。
假定(1)原料装入以及加热至反应温度(50℃)所需的时间为20min,且在加热过程中不进行反应;(2)卸料及清洗时间为10min;(3)反应过程中反应物密度恒定。
解:用A,B,R,S分别表示反应方程式中的四种物质,利用当量关系可求出任一时刻盐酸的浓度(也就是丙酸钠的浓度,因为其计量比和投量比均为1:1)为:于是可求出A的平衡转化率:现以丙酸浓度对时间作图:由上图,当CA=×l时,所对应的反应时间为48min。
反应工程-答案-第三章

3 釜式反应器3.1在等温间歇反应器中进行乙酸乙酯皂化反应:325325+→+CH COOC H NaOH CH COONa C H OH该反应对乙酸乙酯及氢氧化钠均为一级。
反应开始时乙酸乙酯及氢氧化钠的浓度均为0.02mol/l ,反应速率常数等于5.6l/mol.min 。
要求最终转化率达到95%。
试问:(1) (1) 当反应器的反应体积为1m 3时,需要多长的反应时间? (2) (2) 若反应器的反应体积为2m 3,,所需的反应时间又是多少?解:(1)00222000001()(1)110.95169.6min(2.83)5.60.0210.95===⨯---=⨯=⨯-⎰⎰AfAf X X A A AA A A A A A A A dX dX X t C C R k C X kC X h(2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为2.83h 。
3.2拟在等温间歇反应器中进行氯乙醇的皂化反应:223222+→++CH ClCH OH NaHCO CH OHCH OH NaCl CO以生产乙二醇,产量为20㎏/h ,使用15%(重量)的NaHCO 3水溶液及30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为1.02。
该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于5.2l/mol.h ,要求转化率达到95%。
(1) (1) 若辅助时间为0.5h ,试计算反应器的有效体积; (2) (2) 若装填系数取0.75,试计算反应器的实际体积。
解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为80.5,84 和 62kg/kmol,每小时产乙二醇:20/62=0.3226 kmol/h每小时需氯乙醇:0.326680.591.11/0.9530%⨯=⨯kg h每小时需碳酸氢钠:0.326684190.2/0.9515%⨯=⨯kg h原料体积流量:091.11190.2275.8/1.02+==Q l h氯乙醇初始浓度:00.32661000 1.231/0.95275.8⨯==⨯A C mol l反应时间:02000110.952.968(1) 5.2 1.23110.95===⨯=-⨯-⎰⎰AfAf X X A A A A B A A dX dX t C h kC C kC X 反应体积:0(')275.8(2.9680.5)956.5=+=⨯+=r V Q t t l(2) (2) 反应器的实际体积:956.512750.75===r V V l f3.3丙酸钠与盐酸的反应:2525+⇔+C H COONa HCl C H COOH NaCl为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于50℃等温下进行该反应的实验。
工学第三章间歇反应器与理想反应器
代表反应器处理物料的能力
变小,处理能力变大
对于均相反应:
空
速
1 空时
(体积空速)
空速的意义:单位时间单位反应体积所处理的物料量。
空速越大,反应器的原料处理能力越大。
设计方程的应用
Vr cA0 cA cA0 X A
Q0
rA
rA
已知rA,可求得不同空时下的组成 已知rA,可求得不同转化率下的空时
dH2 HrrAVrdt (单一反应)
dH H1 dH2 H3
mt为反应物系的质量
mt c pt dT Hr rAVr dt cpt为反应物系的比热容
c pt为温度 T Tr间的平均比热容
变温间歇操作的热量衡算
又:dq UAh (TC T)dt
dT mt c pt dt UAh (Tc T ) HrVrrA
3.3 理想流动下的釜式反应器
• 连续搅拌槽式反应器,简 称 CSTR。流入反应器的 物料,在瞬间与反应器内 的物料混合均匀,即在反 应器中各处物料的温度、 浓度都是相同的。
• 全混流反应器,简称MFR。
3.3.1 全混流模型
基本假定: 反应器中的物料,包括刚进入的物料,都能立即 完全均匀地混合,即混合程度达到最大。
图解分析
正常动力学
A
1 rA
F
0
B
E
H X A1 XA
D
单釜
Vr
Q0cA0 X A2 rA ( X A2 )
K
X A2
两釜串联
Vr
Q0cA0 X A1 rA ( X A1)
对关键组分A有:
Vr
Q0cA0 X Af (k1 k2 )cA
对目的产物P有:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V FV t ' / 0.83 16 / 0.75 17.7m
3
取两台釜,每釜容积为 8.85m3 ,采用标准容积为 10m3的反应釜,后备能力为
(10 8.85) / 8.85 100% 13.0%
思考 如果取受料时间为1h,结果如何?
17
例3-2同例3-1,如果根据工厂的加工能力能够制造的 最大容积的还原锅为6m3。问需用几个还原锅。 解:选用6 m3的锅,每锅受料体积为VR=0.75×6=4.5 m3,
20
• 例 3-4 萘磺化反应器体积的计算。萘磺化生 产2-萘磺酸,然后通过碱熔得2-萘酚。已知 2-萘酚的收率按萘计为 75%,2-萘酚的纯度 为 99% , 工 业 萘 纯 度 为 98.4% , 密 度 为 963kg/m3 。磺化剂为98%硫酸,密度为1.84。 萘与硫酸的摩尔比为 1 : 1.07 。每批磺化操 作周期为3.67小时。萘磺化釜的装料系数为 0.7。年产2-萘酚4000t,年工作日330天。
21
H2SO4 + 98 128
SO3H 144
OH
根据生产任务,每小时需处理工业萘的体积为:
4000 10 3 0.99 128 1 1000 626L 330 24 144 0.75 0.984 963
每小时需处理硫酸的体积为:
4000103 0.99 981.07 1 1000 270L 330 24 144 0.75 0.98 1.84
Va V Vma Vm 100% 100% V Vm
14
• 思考 • 选用个数少而容积大的设备有利还是选用 个数多而容积小的设备有利 ?
15
3、计算示例
物料处理量 FV一般由生产任务确定,辅助时间 t0视实 际操作情况而定,反应时间 t 可由动力学方程确定,
也可由实验得到。由以上数据可求 VR、 V、 m 、 Vm 以
第三章
间歇釜式反应器
BR(Batch Reactor)
• 3.1 釜式反应器的特点及其应用
• 3.2 间歇釜式反应器的容积与数量及设备间的平衡
• 3.3 等温间歇反应釜的计算 • 3.4 变温间歇釜的计算 • 3.5 半间歇釜式反应器
1
3.1.1釜式反应器的结构 *
1. 釜的主体,提供足够的容积,确保达 到规定转化率所需的时间
或
VD3 = = Va11 Va 2 2 Va 3 3 VD1 VD 2
23
例3-5萘酚车间的磺化工段有四道工序:磺化、水解、吹萘及
中和。现有铸铁磺化锅的规格2 m3,2.5 m3及3m3三种。试设
计各工序的设备容积与数量。已知各工序的VD,t’及 如下表: 工序 磺化 水解 吹萘 中和 VD(m3) t ’ (h) 20.0 21.25 30.0 113.5 4.0 1.5 3.0 5.0 φ 0.80 0.85 0.60 0.60
' ' F t V t V D m= = = 24Va Va
12
由上式算出的m值往往不是整数,需取成整数m’, m'>m。 因此实际设备总能力比设计需求提高了。
其提高的程度称为设备能力的后备系数,以δ表示,
则
m m 100% m
'
13
(2)已知每小时处理的物料体积FV与操作周期t’,求设备体积与个 数 FV t ' = V = mVm 需要设备的
装料系数范围 0.80~0.85 0.70~0.80 0.40~0.60 0.85~0.90
11
实际生产中,反应器的容积要比有效容积大,以保 证液面上留有空间。 • 反应器有效体积与设备
条 件 无搅拌或缓慢搅 拌的反应釜 装料系数,以符号 带搅拌的反应釜 表示,即: 易起泡或沸腾状 =VR/V。其值视具 况下的反应 液面平静的贮罐 体情况而定 和计量槽
m'
2 1 2 3
δ% 19.8 60 60 44
Va 2.5 2.5 2 19
0.8 0.85 0.6 0.6
27
3.3 等温间歇釜式反应釜的计算*
反应器容积V 反应器有效体积VR FV, t’ t’ = t + t0
确定反应时间的两种方法:①经验法; ②动力学法 ①间歇反应属非定态操作,反应时间 取决于所要达到的反应进程 ②反应器内各处浓度、温度均一,所 以,可对其中某一反应物做物料衡算, 以确定反应时间。
解:
每台锅每天操作批数: β=24/17=1.41 每天生产西维因农药数量: 1000×1000÷300=3330Kg(GD) 需要设备总容积: mVm=(3330/1.41)×200×10-3/12.5=37.8m3
取Va为10 m3的最大搪瓷锅4台。 δ=(4-3.78)/3.78×100%=5.82%
28
3.3.1 单一反应
1.反应时间的计算 设在间歇反应器内进行如下化学反应 A+B→R
若VR为反应混合物的体积(反应器有效容积);rA为t时刻的反应 速率; nA0 为反应开始时 A 的摩尔量; nA 为 t 时刻的 A的摩尔量。 并以A为关键组分作微元时间dt内的物料衡算。
9
(3)反应体积VR
• 反应体积是指设备中物料所占体积,又称有效体积。 确定反应器的容积 V 的前提是确定反应器的有效容 积(反应容积)VR。 如果由生产任务确定的单位时间的物料处理量为 FV, 操作时间为t’(包括反应时间t和辅助操作时间t0 ), 则反应器的有效容积: VR=FVt' 其中 t’ = t + t0
保证各道工序每天操作总批次α相等
α1 = α2 = …= αn 总操作批数相等的条件是:
①m1β1 = m2β2 = … =mnβn 或
m1 t1' = m2
' t2
即
= ....=
mn
' tn
即各工序的设备个数与操作周期之比要相等 ②各工序的设备容积之间保证互相平衡 即
FV 1 FV 2 FV 3 = = Va11 Va 2 2 Va 3 3
VD Va
=21.25/(10×0.85)=2.5m3
26
同样方法计算吹萘及中和二个工序。
将各工序计算结果列表如下:
工序 磺化 水解 吹萘 中和 VD(m3) 20.0 21.25 30.0 113.5 α 10 10 10 10 β 6 16 8 4.8 m 1.67 0.625 1.25 2.08
则 受料时间: 4.5/0.83=5.44h 操作周期: 5.44+8=13.44h 每天操作总批数: α=24X0.83/4.5=4.45 每锅每天操作批数: β=24/13.44=1.78 需要锅的个数: m=4.55/1.78=2.5 取用三个锅,生产能力后备系数为:
δ=[(3-2.5)/2.5]×100%=20%
2.搅拌装置,由搅拌轴和搅拌器组成,
使反应物混合均匀,强化传质传热
3.传热装置,主要是夹套和蛇管,用来
输入或移出热量,以保持适宜的反应 温度
4. 传动装置 , 是使搅拌器获得动能以强
化液体流动。 5. 轴密封装置,用来防止釜体与搅拌 轴之间的泄漏 6.工艺接管,为适应工艺需要
2
3
3.1.2间歇釜式反应器的特点及其应用
24
解:(1)先作磺化工序的计算 如取Va=2 m3,计算
VD 20 = = = 12.5 Va 0.8 ×2
24 24 = ' = =6 4 t
12.5 m= = 6
m' m 3 2.08 100% 100% 44% m 2.08
再取Va=2.5 m3与Va=3 m3做同样计算,结果列于下表中: Va 2.0 2.5 3.0
0.8 0.8 0.8
α 12.5 10.0 8.34
β 6 6 6
m 2.08 1.67 1.58
m'
δ% 44 20 44
25
3 2 2
比较三种方案,选用2个2.5 m3的磺化锅较为合适。
(2)水解及其他工序的计算
使水解工序:α=10 β=24/1.5=16,m=10/16=0.625 取 m ' =1, δ=[(1-0.625)/0.625] ×100%=60% 水解锅容积的计算: = Va=VD/α
如果反应器容积V的计算值很大,可选用几个小的反应器 若以m表示反应釜的个数, 则每个釜的容积:Vm=V/m=FVt’/( m)
为便于反应器的制造和选用,釜的规格由标准(GB 9845-88)而 定。在选择标准釜时,应注意使选择的容积与计算值相当或略 大。如果大,则实际生产能力较要求为大,富裕的生产能力称 为反应器的后备能力,可用后备系数δ来衡量后备能力的大小, 若标准釜的容积为Va,那么,
• 操作周期又称工时定 额或操作时间,是指 生产每一批料的全部 操作时间,即从准备 投料到操作过程全部 完成所需的总时间 t’ , 操作时间 t’ 包括反应 时间t和辅助操作时 间t0 两部分组成。 • 即t’ = t + t0
• 例如萘磺化制取2-萘磺酸 的操作周期: • 检查设备 15分 • 加萘 15分 • 加硫酸及升温 25分 • 反应 160分 • 压出料 15分 • 操作周期 240分或4小时
5
3.2.1间歇釜式反应器的容积与数量
确定反应器的容积与数量是车间设计的基础, 是实现化学反应工业放大的关键 1、求算反应器的容积与数量需要的基础数据
6
( 1 )每天处理物料总体积 VD 和单位时间的物
料处理量为FV
VD =
GD
GD每天所需处理的物料总重量 ρ物料的密度
FV=VD/24
7
(2) 操作周期t’*