核电站镍基合金及其焊接
镍基合金的焊接

镍基合金的焊接镍基合金是一种重要的高温合金材料,广泛应用于航空航天、能源和化工等领域。
在实际应用中,对镍基合金进行焊接是常见的操作。
本文将介绍镍基合金焊接的基本原理、常见焊接方法以及焊接后的质量控制。
1. 焊接原理镍基合金的焊接原理与其他金属焊接类似,主要包括焊接过程中的热传导、熔化、熔池形成和凝固等步骤。
镍基合金的焊接过程中,要注意控制焊接温度、合金组成、气氛保护和焊接速度等因素,以确保焊缝的质量和性能。
2. 常见焊接方法2.1 TIG焊接TIG(Tungsten Inert Gas)焊接是一种常见的镍基合金焊接方法。
该方法利用惰性气体保护焊接区域,使用钨极电弧使焊缝处达到高温,并通过手动给进填充材料来形成焊缝。
TIG焊接可用于焊接镍基合金的各种构件和板材,具有焊接热输入低、焊缝外观美观等优点。
2.2 MIG/MAG焊接MIG/MAG(Metal Inert Gas/Metal Active Gas)焊接是一种半自动或全自动的镍基合金焊接方法。
该方法利用惰性或活性气体的保护,在电弧中引入填充材料,使其熔化并充填焊缝。
MIG/MAG焊接适用于较大规模的焊接工作,具有高焊接速度、高效率的特点。
2.3 熔覆焊熔覆焊是一种常用的表面修复和保护方法,也可以用于镍基合金的焊接。
该方法通过熔融填充材料覆盖在母材表面,形成一层保护性涂层,提高构件的耐腐蚀性和耐磨性。
3. 质量控制焊接后的镍基合金构件需要进行质量控制以确保其性能和可靠性。
常见的质量控制方法包括焊缝的无损检测、金相组织分析、力学性能测试和耐腐蚀性检测等。
通过这些方法可以评估焊接接头的质量,确保其符合设计要求和使用要求。
结论镍基合金的焊接是一项复杂但重要的技术。
了解焊接原理、选择适当的焊接方法,并进行有效的质量控制,可以确保焊接接头的质量和性能。
同时,在焊接过程中要遵循相关的安全操作规程,以保障焊接人员的安全。
参考文献:1. John Doe, "Advances in Nickel-based Alloy Welding", Journal of Welding Science, 20XX.2. Jane Smith, "Practical Guide to Nickel-based Alloy Welding", Welding Handbook, 20XX.以上为我对镍基合金的焊接的文档内容,希望对您有所帮助。
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接
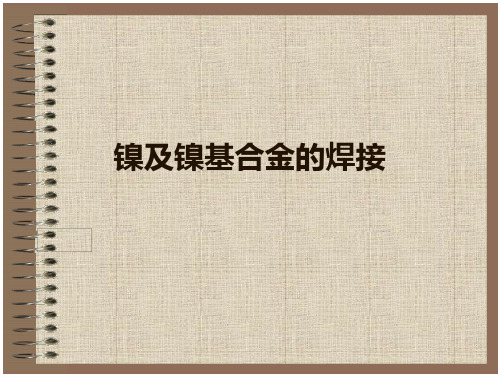
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接1 反应堆压力容器接管与安全端焊接工艺说明1.1在电站反应堆压力容器、蒸汽发生器和稳压器的结构设计中,都有进、出水接管与安全端的焊接接头。
接管一般采用Mn-Mo-N型低合金高强度钢SA508Gr3Cl2钢制造,而安全端与反应堆冷却剂管道相连,均采用316L或304L奥氏体不锈钢制造。
1.2为确保这种异种钢接头具有良好的力学性能,避免在接头中出现危险性缺陷,故采用先在低合金钢接管端部堆焊8~10mm厚的镍基合金作为隔离层,经消除应力热处理后加工成焊接坡口,然后与不锈钢安全端用镍基合金焊材焊接,焊后不再进行热处理。
1.3在接管端部堆焊镍基合金隔离层可选用多种焊接方法,如手工焊条电弧堆焊,窄带极埋弧堆焊,加填充丝钨极氩弧堆焊。
堆焊时,为了控制堆焊层被稀释的程度,必须限制焊接热输入量,适当降低预热温度,防止热裂纹产生。
1.4目前国内外常用的镍基合金堆焊焊条有ENiCrFe-3和ENiCrFe-7,氩弧焊焊丝有ERNiCr-3和ERNiCrFe-7,埋弧焊焊带有EQNiCr-3和EQNCrFe-7。
一般选用的焊条直径为Φ3.2和Φ4 mm,焊丝直径为Φ0.9mm、Φ1.2mm和Φ1.6mm,焊带规格为30×0.5mm和60×0.5mm。
1.5接管与安全端的对接焊,根据不同的坡口形式,通常采用以下几种焊接工艺:a)手工氩弧焊加填充丝打底,再用焊条电弧焊焊接,该工艺能保证焊缝根部质量,不必去除焊根。
b)焊条电弧焊直接焊接,但焊缝根部质量较难保证,必须进行机械加工去除焊根。
c)先自动氩弧焊不加填充丝封底,然后自动氩弧焊加填充丝直接焊接。
采用此方法一般以工件固定进行横焊或全位置焊接。
1.6 接管与安全端对接焊同样采用镍基合金焊接材料,氩弧焊填充丝一般采用ERNiCr-3、ERNiCrFe-7,如Inconel 82、Inconel 52等,与隔离层堆焊材料类别相同。
镍及镍基合金焊接探讨
• (1)工业纯镍 工业纯镍色较银略微黄而有光 泽。它具有优良的塑性和韧性。还具有耐大气、 碱、淡水之锈蚀能力。在工业生产中纯镍多是以 压延型的板材用于产品结构。其镍成分占99%以 上,它的含碳量不超过O.3%。它在高温中比较 稳定,有一定的热强性。目前工业纯镍结构件在 航空飞机、宇航飞机上的燃烧室,燃烧汽轮机、 核反应堆的换热器等结构上被广泛地应用。
二、镍及镍基合金的合金化
• 1.合金元素对镍合金的作用
• (1)硫的影响 焊接镍合金时,硫对焊缝 金属的影响比其它的合金材料更为敏感。 其影响的首要问题是焊缝金属结晶裂纹的 问题。
• (2)镁的影响 镁在镍及镍合金中能形成 镁的硫化物,它的熔点比一般硫化物高得 多。因此,硫的凝固可由镁来促成,这可 以减少硫的有害作用。
镍基 过程或装置名称 温度℃
热分解过程 乙烯裂解
700-950
合在流金体条件石油组成化工 领域 构成材料
压力MPa
中
的应 装置的产 用 品或目的
0.20-0.49
碳氢化合物 蒸汽、氢、乙烯
Incoloy800合金 HK40,HP
乙烯
接触转换过程水 蒸汽接触转换 制氢装置
350-950 0.49-4.9
• 2.Байду номын сангаас边化裂纹
• 多边化裂纹是属于热裂纹中的另一 种形态,一船是微裂纹。当然在应 力作用下,严重时也可扩展成宏观 裂纹。
• 多边化裂纹是由于空位、位错的移 动和聚集,在二次边界上成核,并 扩展而成为沿多边化边界开裂的一 种裂纹。常发生在重复受热多层焊 焊缝中,其部位并不靠近熔合区。
• 3,液化裂纹
• 镍及镍基合金焊接中产生液化裂纹是 常见的一种热裂纹缺陷。它是沿奥氏 体晶界开裂的微小裂纹,多发生在焊 缝中的熔合区和多层焊的层间过热区 内。这种液化裂纹对镍基合金来说是 很敏感的,应引起重视。
核电站设备管嘴与安全端的焊接工艺
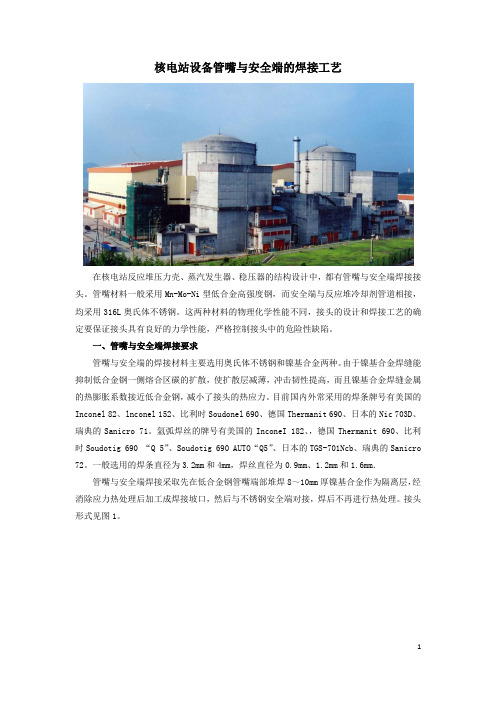
核电站设备管嘴与安全端的焊接工艺在核电站反应堆压力壳、蒸汽发生器、稳压器的结构设计中,都有管嘴与安全端焊接接头。
管嘴材料一般采用Mn-Mo-Ni型低合金高强度钢,而安全端与反应堆冷却剂管道相接,均采用316L奥氏体不锈钢。
这两种材料的物理化学性能不同,接头的设计和焊接工艺的确定要保证接头具有良好的力学性能,严格控制接头中的危险性缺陷。
一、管嘴与安全端焊接要求管嘴与安全端的焊接材料主要选用奥氏体不锈钢和镍基合金两种。
由于镍基合金焊缝能抑制低合金钢一侧熔合区碳的扩散,使扩散层减薄,冲击韧性提高,而且镍基合金焊缝金属的热膨胀系数接近低合金钢,减小了接头的热应力。
目前国内外常采用的焊条牌号有美国的Inconel 82、lnconel 152、比利时Soudonel 690、德国Thermanit 690、日本的Nic 703D、瑞典的Sanicro 71。
氩弧焊丝的牌号有美国的InconeI 182、,德国Thermanit 690、比利时Soudotig 690 “Q 5”、Soudotig 690 AUTO“Q5”、日本的TGS-701Ncb、瑞典的Sanicro 72。
一般选用的焊条直径为3.2mm和4mm,焊丝直径为0.9mm、1.2mm和1.6mm.管嘴与安全端焊接采取先在低合金钢管嘴端部堆焊8~10mm厚镍基合金作为隔离层,经消除应力热处理后加工成焊接坡口,然后与不锈钢安全端对接,焊后不再进行热处理。
接头形式见图1。
焊接方法主要采用手工电弧焊,法国近年来采用热丝TIG焊。
手工电弧焊的优点是熔合比小、焊接操作方便灵活、不受工件形状限制,但生产率较低。
热丝TIG焊的优点是熔合比小、焊缝金属杂质含量少、生产率高,但设备投资昂贵。
二、管嘴端部镍基合金堆焊工艺在管嘴端部进行手工电弧堆焊镍基合金过渡层时,主要是控制堆焊层被稀释和熔合区性能。
为此必须限制焊接线能量,一般焊接电流比焊低合金钢小10~15%。
核电蒸汽发生器管板INCONEL690镍基合金带极电渣堆焊技术
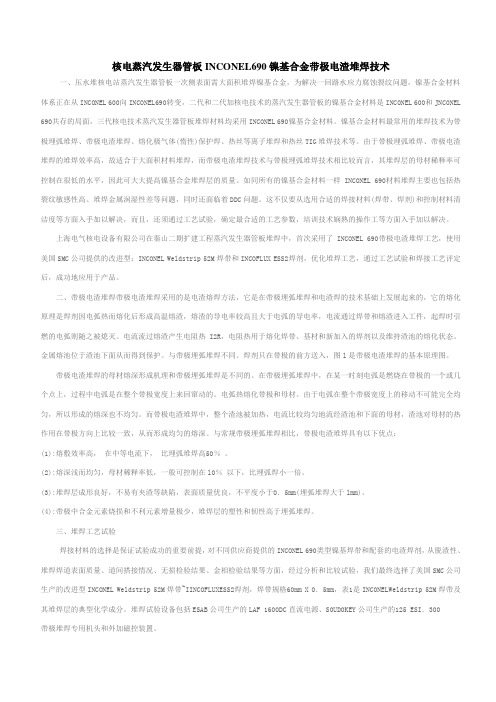
核电蒸汽发生器管板INCONEL690镍基合金带极电渣堆焊技术一、压水堆核电站蒸汽发生器管板一次侧表面需大面积堆焊镍基合金,为解决一回路水应力腐蚀裂纹问题,镍基合金材料体系正在从INCONEL 600向INCONEL690转变,二代和二代加核电技术的蒸汽发生器管板的镍基合金材料是INC0NEL 600和JNC0NEL 690共存的局面,三代核电技术蒸汽发生器管板堆焊材料均采用INCONEL 690镍基合金材料。
镍基合金材料最常用的堆焊技术为带极埋弧堆焊、带极电渣堆焊、熔化极气体(惰性)保护焊、热丝等离子堆焊和热丝TIG堆焊技术等。
由于带极埋弧堆焊、带极电渣堆焊的堆焊效率高,故适合于大面积材料堆焊,而带极电渣堆焊技术与带极埋弧堆焊技术相比较而言,其堆焊层的母材稀释率可控制在很低的水平,因此可大大提高镍基合金堆焊层的质量。
如同所有的镍基合金材料一样INCONEL 690材料堆焊主要也包括热裂纹敏感性高、堆焊金属润湿性差等问题,同时还面临着DDC问题。
这不仅要从选用合适的焊接材料(焊带、焊剂)和控制材料清洁度等方面入手加以解决,而且,还须通过工艺试验,确定最合适的工艺参数,培训技术娴熟的操作工等方面入手加以解决。
上海电气核电设备有限公司在秦山二期扩建工程蒸汽发生器管板堆焊中,首次采用了INCONEL 690带极电渣堆焊工艺,使用美国SMC公司提供的改进型:INCONEL Weldstrip 52M焊带和INCOFLUX ESS2焊剂,优化堆焊工艺,通过工艺试验和焊接工艺评定后,成功地应用于产品。
二、带极电渣堆焊带极电渣堆焊采用的是电渣熔焊方法,它是在带极埋弧堆焊和电渣焊的技术基础上发展起来的,它的熔化原理是焊剂因电弧热而熔化后形成高温熔渣,熔渣的导电率较高且大于电弧的导电率,电流通过焊带和熔渣进入工件,起焊时引燃的电弧则随之被熄灭。
电流流过熔渣产生电阻热I2R,电阻热用于熔化焊带、基材和新加入的焊剂以及维持渣池的熔化状态。
核电站镍基合金及其焊接

核电站镍基合金及其焊接焊接技术研究所陈忠兵目录一镍基合金及其应用概述二690合金三600合金四镍基合金的焊接五蒸汽发生器管板镍基合金堆焊工艺评定六蒸汽发生器管子管板焊接工艺评定一镍基合金及其应用概述对材料的性能要求运行环境:¾高温¾高压¾辐照¾腐蚀材料要求:¾良好的强度¾良好的塑韧性¾耐腐蚀性能¾抗疲劳性能¾应力腐蚀破裂SCC304L不锈钢SCC裂纹对镍基材料焊接的要求熔敷金属化学成分与母材成分相匹配焊缝金属的力学性能达到母材的水平腐蚀性能与母材相适应正确选用焊接材料,避免微裂纹对镍基堆焊层,满足抗腐蚀性能、力学性能要求2 蒸汽发生器用耐蚀材料的发展历程发展初期(1968年以前):18-8型奥氏体不锈钢 1968年以后:600合金800合金(德国,1972年,我国秦山一期、三期) 20世纪70年代后:690合金(美国)二690合金3 物理性能几种材料热导率、膨胀系数的比较Ni基1Cr18Ni9Ti20G热传导率系数5 耐腐蚀性能抗氧化抗高温下硫的腐蚀抗应力腐蚀开裂(SCC):在许多环境下(氯溶液、高温水、硫酸盐)都有较好的耐应力腐蚀的能力6 焊接性焊缝金属热裂纹敏感性大:¾结晶裂纹¾液化裂纹¾高温失塑裂纹¾多边化裂纹6.1 结晶裂纹(1)冶金因素:Mn、Nb、Mo、Al、TiS、P、Si等杂质元素N、H、O(2)工艺因素:热输入量熔合比成形系数6.2 液化裂纹形成:热影响区或多层焊焊缝层间金属,在高温下奥氏体晶界上的低熔共晶被重新熔化,在拉应力作用下沿奥氏体晶界开裂。
特点:沿奥氏体晶界开裂;长度一般都在0.5mm以下;出现在焊缝熔合线凹陷区或多层焊层间;常作为脆性破坏或疲劳断裂的发源地。
6.3 高温失塑裂纹1)多出现在单相奥氏体焊缝中,有时候也出现在热影响区。
在焊缝金属中,裂纹走向与一次结晶无对应关系,常以任意方向贯穿于树枝状结晶中。
Ni-Cr-Fe系镍基合金的焊接特点分析

Ni-Cr-Fe系镍基合金的焊接特点分析摘要:本文简要介绍了镍基合金的特点、分类和其在AP1000核电中的应用。
以SB168 UNS N06690镍基合金为代表,分析了Ni-Cr-Fe合金的焊接性,从焊接工艺特点和焊接接头性能方面分析了其焊接特点,针对焊接难点,总结了各难点的解决措施。
并结合SB168 UNS N06690的焊接性和工艺试验,总结了几点关于今后现场施工中应注意的建议。
关键词:Ni-Cr-Fe系镍基合金;焊接性;焊接难点;解决措施0.前言随着科技的进步,不锈钢的应用越来越广泛,但在某些特殊的领域,一般不锈钢已经无法满足其特殊要求,故一些特种不锈钢便随之而出,镍基合金就是这种特殊钢种之一。
镍基合金在海洋领域、环保领域、能源领域、石油化工领域及食品领域应用都非常广泛,这些领域中,普通不锈钢304是无法胜任的,在这些特殊的领域中,特种不锈钢是不可缺少的,也是不可被替代的。
1.概述镍基合金是指在650~1000℃高温下有较高的强度与一定的抗氧化腐蚀能力等综合性能的一类合金。
按照性能要求,镍基合金可分为镍基耐蚀合金,镍基耐热合金,镍基耐磨合金,镍基精密合金,镍基形状记忆合金。
按照化学组成,镍基合金可分为哈氏(Hasteolly)合金,蒙乃尔(Monel)合金,英科耐尔(Inconel)合金,因瓦(Invar)合金,纳什(NAS)合金等。
其中哈氏(Hasteolly)合金,蒙乃尔(Monel)合金,部分英科耐尔(Inconel)合金为耐蚀合金,以其独特的物理、力学和耐蚀性能在化学、石油、冶金和核电等领域得到了广泛应用;特别是其耐蚀性,可以解决一般不锈钢和其他金属材料无法客服的腐蚀问题,在200~1090℃,镍基耐蚀合金对各种腐蚀介质,都有很好的耐蚀性。
在核电站蒸发器管板耐蚀层堆焊,堆芯支撑块[1]等关键部位得到了广泛的应用。
2.Ni-Cr-Fe系镍基合金在AP1000核电中的应用AP1000核电反应堆堆内构件安装工作主要包括上部堆内构件、下部堆内构件(包括辐照监督管)、压紧弹簧、控制棒导向筒组件、热电偶柱组件等。
核电设备中的镍基合金带极电渣堆焊

缝易 出现 D C 法 国 法 玛 通 采 用 双 热 丝 TG 堆 D 。 I
0 引 言
焊 、 班牙 N A 西 S B采用带 极 电渣堆 焊 、 日本 三菱 采 用热 丝 TG 堆 焊 、 国 斗 山 采 用 带 极 埋 弧 堆 焊 。 I 韩 由于带 极埋 弧 堆焊 和 电渣 堆 焊 的 效 率 较 高 , 质量 较 稳定 , 带极 电渣 堆 焊母 材 的稀 释 率低 , 且 为此 , 其 在某 核 电站二 期 扩建工 程 蒸汽 发生 器管板 大 面 积 Icn l 9 焊 中 , 次 采 用 了带 极 电渣 堆焊 no e 6 0堆 首 并取 得 成功 。为 第三 代核 电蒸 汽发 生器 管板 堆焊
c to e t ain t s ,mo k—up ts n r d c p lc t n we e b ify d s rb d.Te tr s lsi d c t h tsrp c e ta d p o u ta p ia i r re e c ie o l s e u t n ia e t a ti e e to l g ca d n e h o o y c n a p y t a g r a n c lb s l y ca d n n t b —s e to ta lcr sa l d i g tc n lg a p l o lr e a e ike a e al l d i g o u e— h e fse m o g n r tr r p e s rz d wae e co u la o rpln u la sa d man e u p n . e e ao sf r s u e t rr a t rn ce rp we a tn c e riln i q i me t o i Ke r y wo ds: ce r p we q i me t t b nu l a o re u p n ;u e—s e t n c e a e aly;t p e e to lg ca d n h e ; i k lb s lo sr lc r sa l d i g i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
核电站镍基合金及其焊接焊接技术研究所陈忠兵
目录
一镍基合金及其应用概述
二690合金
三600合金
四镍基合金的焊接
五蒸汽发生器管板镍基合金堆焊工艺评定六蒸汽发生器管子管板焊接工艺评定
一镍基合金及其应用概述
对材料的性能要求
运行环境:¾高温
¾高压
¾辐照
¾腐蚀材料要求:
¾良好的强度
¾良好的塑韧性
¾耐腐蚀性能
¾抗疲劳性能
¾
应力腐蚀破裂
SCC
304L不锈钢SCC裂纹
对镍基材料焊接的要求
熔敷金属化学成分与母材成分相匹配
焊缝金属的力学性能达到母材的水平
腐蚀性能与母材相适应
正确选用焊接材料,避免微裂纹
对镍基堆焊层,满足抗腐蚀性能、力学性能要求
2 蒸汽发生器用耐蚀材料的发展历程
发展初期(1968年以前):18-8型奥氏体不锈钢 1968年以后:600合金
800合金(德国,1972年,
我国秦山一期、三期) 20世纪70年代后:690合金(美国)
二690合金
3 物理性能
几种材料热导率、
膨胀系数的比较
Ni基
1Cr18Ni9Ti
20G
热传导率系数
5 耐腐蚀性能
抗氧化
抗高温下硫的腐蚀
抗应力腐蚀开裂(SCC):在许多环境下(氯溶液、高温水、硫酸盐)都有较好的耐应力腐蚀的能力
6 焊接性
焊缝金属热裂纹敏感性大:¾结晶裂纹
¾液化裂纹
¾高温失塑裂纹
¾多边化裂纹
6.1 结晶裂纹
(1)冶金因素:Mn、Nb、Mo、Al、Ti
S、P、Si等杂质元素
N、H、O
(2)工艺因素:热输入量
熔合比
成形系数
6.2 液化裂纹
形成:热影响区或多层焊焊缝层间金属,在高温下奥氏体晶界上的低熔共晶被重新熔化,在拉应力作用下沿奥氏体晶界开裂。
特点:沿奥氏体晶界开裂;
长度一般都在0.5mm以下;
出现在焊缝熔合线凹陷区或多层焊层间;
常作为脆性破坏或疲劳断裂的发源地。
6.3 高温失塑裂纹
1)多出现在单相奥氏体焊缝中,有时候也出现在热影响区。
在焊缝金属中,裂纹走向与一次结晶无对应关系,常以任意方向贯穿于树枝状结晶中。
2)裂纹多发生在重复受热的多层焊层间焊缝金属中及热影响区中,其部位并不都靠近熔合区,说明这种裂纹与晶界液化无关。
3)裂纹附近常伴有再结晶晶粒出现,所以高温低塑性裂纹总是迟于再结晶。
4)断口表面无明显的塑性变形痕迹,为低塑性断裂。
6.4 焊接
同种材料:INCONEL82焊条和INCONEL182焊条。
与碳钢、不锈钢和大多数镍铬和铁镍铬合金的异种材料的焊接时:INCONEL82焊丝、INCONEL182焊条和
INCWELDA焊条
焊接用于高腐蚀性水溶液环境,特别是合金酸洗用的硝酸和氮氟酸的混合液中的690元件时:可采用INCONEL-625
填充金属
三600合金
1 成分
Ni72% Cr16% Fe 9%
2 物理性能
3 焊接
600合金可以使用现有的焊接工艺方便地连接。
电弧焊:Inconell82焊条
氩弧焊和气体保护焊:Inconel82焊丝
埋弧焊:Inconel82焊丝,INCOFLUX 4埋弧药芯焊丝
四镍基合金的焊接
1 镍基合金焊接方法
钨极氩弧焊(GTAW或TIG)
熔化极气体保护焊(GMAW或MIG) 手工电弧焊(SMAW)
埋弧焊(SAW)
堆焊
(2)焊件和焊丝表面的清理
清理不彻底:影响焊缝的性能
在焊缝中造成微观开裂
清理方法:合适的溶剂
特殊成分的清洁剂
包括同样金属表面的氧化物打磨
(3)异种材料焊接
在核设备应用中AWSERNiCr-3类别(1NCONEL82)是一种较适用的异种材料焊接用镍基合金,无论对低合金钢材(如A508-Gr.3)或不锈钢材料(如AISI304)均有较大的适应性,即在较大的稀释情况下还能获得较好的性能和保持较好抗裂性能。
五蒸汽发生器管板镍基合金
堆焊工艺评定
1 蒸汽发生器管板镍基合金堆焊工艺
蒸汽发生器管板为Mn-Ni-Mo钢锻件,厚约500~600mm.
堆焊前需将管板预热,第一层堆焊后进行去氢处理。
通常预热温度控制在100~150℃,去氢处理则为300~350℃,保
温2~4h。
镍基合金堆焊层较易产生热裂纹。
堆焊时,应严格控制母材和堆焊材料中的有害元素含量,加强焊前清理,而且应采用低电弧电压和低焊接热输入量,以抑制晶体粗化,防止热裂纹产生。
2 工艺评定要求
材料:SA508Gr3C12锻板
试板形状与尺寸:100mm×300mm×500mm 堆焊方法:
带极埋弧堆焊, 共三层
第1层堆焊高度3.5~4.0mm
第2\3层堆焊高度3~3.5mm
焊道之间搭接量8~10mm
2 工艺评定要求
焊接材料
焊带:Inconel52,规格60mm×0.5mm
焊剂:Incoflux SAS2
预热温度
堆焊第一层时,预热温度≥120℃,层间温度≤170℃,第一层堆焊后在
300~350℃温度下去氢2h。
堆焊第二及第三层时预热温度≥15℃,层间温度≤130℃。
电流类型及焊接规范
焊接电流为直流反接(DCEP)
焊接规范如下:电流700~750 A,电压26~28 V,焊速115~125mm/min。
焊后热处理
600~620℃保温24h。
3 堆焊工艺评定试验项目
a.对堆焊层表面进行渗透检查及超声检查,应无超标缺陷
b.堆焊层化学分析:
从基本金属表面5mm以上进行成分取样分析,要求如下(%)
C≤0.04,Mn≤1.0,Fe7.0~11.0,Cr28.0~31.5,Ti≤1.0
S≤0.015,P≤0.020,Si≤0.50,Al≤0.10,Nb≤0.10,Ni余量
c. 横向侧弯试验D=4T,α=180°
d.晶间腐蚀试验
在堆焊层表面以下取样S=2mm,经GB4334.5晶间腐蚀试验,正、反两面均应无晶间腐蚀倾向。
e.金相检查:放大200倍,应无微裂纹。
六蒸汽发生器管子管板焊接工艺评定
1 基本金属材料
¾在SAS08Gr3C12钢板上堆焊Inconel690、焊材(带极堆焊),试板和堆焊层应经受与产品相同的热处理,并作表面渗透检查和超声波无损探伤。
¾管子:Inconel690
2 试板形状和尺寸 试板厚≥100mm,其
中镍基合金堆焊层
6mm,管板上应钻有
至少20个孔,孔径(d)
比管径大0.2mm,试
板上的孔距(W)应与
实际管板上的孔距一致。
3 坡口尺寸
¾管子、尺寸与实际产品相同,φ19.0
mm×1.0mm.
¾管子与试板按实际生产要求微胀定位,焊接坡口形式如右
4 工艺
焊接方法:程序控制加填充丝钨极氩弧焊,全位置焊一道。
焊接材料:
焊丝:德国伯乐蒂森公司的Thermanit690,φ0.6mm
保护气体:纯氩,纯度99.99%。
焊接参数:
脉冲频率:2Hz,脉冲电流:70A,基值电流:30A,电弧电压:9~12V,焊接速度:7cm/min,送丝速度:40cm/min。
预热及焊后热处理:不预热和不要求任何模拟消除应力热处理
5 焊接工艺评定试验项目
a.VT:焊缝外形平坦,无未熔合及气孔等缺陷b.无损检验:
c.金相检验:宏观检验:无裂纹
完全焊透
截面积达到设计要求
微观检验:无裂纹
金相组织完好
谢谢!
陈忠兵
苏州热工研究院
电话: 0512-6860 3512
手机:139 **** ****
E-mail: czbing@
czbing2000@。