汽车轮毂的挤压铸造模具与结构设计
车辆轮毂的结构与模具设计-开题报告

车辆轮毂的结构与模具设计-开题报告研究背景车辆轮毂是车辆的重要组成部分之一,对车辆的性能和安全性具有重要影响。
因此,对车辆轮毂的结构与模具设计进行研究具有重要的理论和实用价值。
研究目的本研究的目的是探索车辆轮毂的结构和模具设计,以提高轮毂的质量和性能。
通过对轮毂的结构和模具设计进行分析和优化,可以提高车辆的操控性、经济性和安全性。
研究内容本研究将包括以下内容:1. 车辆轮毂的结构分析:分析轮毂的组成部分以及各部分之间的关系,探讨在不同工况下的受力情况。
2. 车辆轮毂的模具设计:通过对现有模具设计的优化和改进,提高模具的生产效率和轮毂的加工质量。
3. 轮毂材料选择与应用:研究不同材料对轮毂性能的影响,选择适合的材料以提高轮毂的强度和耐久性。
研究方法本研究将采用以下方法:1. 文献综述:通过查阅相关文献,了解轮毂结构和模具设计的研究现状和发展趋势。
2. 数值仿真:利用计算机辅助工程软件进行轮毂结构和模具设计的数值仿真分析,评估设计方案的性能。
3. 实验验证:通过制作样品轮毂和模具进行实验,验证数值仿真结果的准确性和可行性。
研究意义本研究的成果将有以下意义:1. 提高轮毂的性能和质量,增加车辆的操控性和行驶安全性。
2. 优化模具设计,提高生产效率,降低生产成本。
3. 为轮毂制造商和车辆制造商提供有关轮毂结构和模具设计的参考和指导。
预期结果本研究预期将得到以下结果:1. 对车辆轮毂结构的分析,包括轮毂各组成部分的受力情况。
2. 优化的轮毂模具设计方案,提高生产效率和产品质量。
3. 轮毂材料选择的建议,以提高轮毂的性能和耐久性。
研究计划本研究将按照以下计划进行:1. 第一阶段:文献综述和理论研究,了解车辆轮毂结构和模具设计的相关知识。
2. 第二阶段:数值仿真分析,评估不同设计方案的性能。
3. 第三阶段:制作样品轮毂和模具进行实验验证。
4. 第四阶段:数据分析和结果总结,撰写研究报告。
参考文献[参考文献1][参考文献2][参考文献3]以上是关于《车辆轮毂的结构与模具设计-开题报告》的简要内容,后续将进一步深入研究与分析。
汽车轮毂的结构与模具设计-开题报告
汽车轮毂的结构与模具设计-开题报告毕业设计(论文)开题报告学生姓名:指导教师姓名:题目名称:系部:汽车与XXX专业、班级:职称:实验师从事专业:汽车服务是否外聘:□是■XXX题目:轮毂结构与模具设计一、选题的目的、依据和意义1、研究现状作为汽车最重要的安全部件,轮毂承受着汽车和载物质量的压力,同时还要承受汽车在启动、制动时的扭矩作用,以及在行驶过程中的不规则交变受力。
轮毂的产品质量和可靠性不仅关系到车辆和车上人员、物资的安全性,还影响到车辆在行驶中的平稳性、操纵性、舒适性等性能。
因此,轮毂的尺寸和形状精度高、动平衡好、疲劳强度高、刚度和弹性好、质量轻、美观、材料可回收等要求十分严格。
1.1国内研究现状为了节能降耗,减少废气排放,提高驾乘舒适度和车辆动力学性能,现代汽车正在向轻量化方向发展。
从结构材料的角度出发,实现车辆轻量化的主要手段是采用具有高比性能的轻质材料替代传统材料。
目前广泛应用于汽车轮毂的材料主要是铝合金和镁合金。
随着我国公路设施的迅猛发展,铝合金轮毂开始在全国范围内得到推广,并且发展迅速。
2002年,我国轿车铝合金轮毂的装车率已接近45%。
伴随着中国汽车工业的快速发展,我国铝合金轮毂行业出现强劲增长势头。
经过十几年的艰苦努力,年生产能力已超过了6500万件,成为了世界铝合金轮毂生产大国。
与世界先进水平相比,国内企业在铝合金轮毂的设计开发和制造技术方面尚存在较大的差距。
总体的生产技术和装备水平、产品的设计水平、产品的技术含量和质量水平还有待进一步的提高。
镁合金是一种轻质、低成本、高比性能、比强度和比刚度的金属结构材料。
它具有突出的阻尼减振性能等特点,因此被广泛应用于汽车和摩托车结构,特别是高速运动构件。
使用镁合金可以降低车辆的自重和燃油消耗,减少车辆的振动和噪声,提高车辆的加减速动力学特性,同时也能达到节能环保的目的,显著改善车辆的驾乘舒适度。
XXX是国内最早将镁合金应用于汽车的公司之一,目前已经在桑塔纳轿车的镁合金变速器外壳上应用了2000吨以上的镁合金。
汽车铝合金轮毂低压铸造模具设计
!8 < !;=%7%6+ " 铸 型 的 其 他 部 位 平 滑 过 渡 " 在 轮 辋 与 轮 幅 相
连接的部位存在着热节点 # 为 了 增 大 此 处 的 冷 却 强 度 # 选
’( 下模冷却环组件
冷却环组件
!( 下模
$( 侧模
%( 铁浇口套
#( 上模
)( 上模
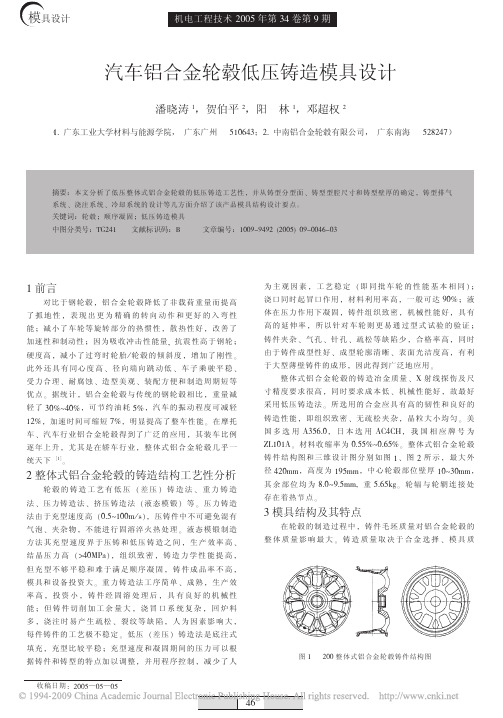
铸型型腔尺寸的确定确定车轮轮辋机加工余量时在对机加工部位留正常的余量后还应考虑铸造时轮辋的顺序冷却即要求铸件壁厚有一定的渐变度上下部比下上部增厚56788根据此轮辋顺序冷却原则对轮辋余量作相应的增加以保证铸件的顺序冷却铸型壁厚的确定在设计低压铸造金属型模具时针对金属型的特点影响铸件凝固时间及温度场的主要因素为铸型的蓄热能力利用金属型的壁厚度的变化可以有效地控制铸件的凝固过程实现铸件的顺序凝固铸型的中心部位铸件壁较厚为了充分发挥中心浇口的补缩作用有利于铸件的顺序凝固希望此处最后凝固在确定铸型壁厚时选取了较小的壁厚比即铸型壁9
模具设计
机电工程技术 !""# 年第 $% 卷第 & 期
汽车铝合金轮毂低压铸造模具设计
潘晓涛 ’,贺伯平 !,阳
( () 广东工业大学材料与能源学院, 广东广州
林 (,邓超权 !
#!-!%.)
#’*+%$;!, 中南铝合金轮毂有限公司, 广东南海
摘要: 本文分析了低压整体式铝合金轮毂的低压铸造工艺性 ! 并从铸型分型面 " 铸型型腔尺寸和铸型壁厚的确定 ! 铸型排气
取了更大的壁厚比 # 即 !8 < !;># " 基于上述设计原则 # 可确 定铸型各部分的壁厚尺寸 " $%% 铸型排气系统的设计 由于低压铸造金属 型 型 腔 基 本 是 封 闭 的 # 既 不 像 砂 型 具有透气性 # 也不像一般重 力 浇 注 那 样 通 过 明 冒 口 等 措 施 进行排气 # 因此 # 低压铸造 铸 型 的 排 气 情 况 直 接 影 响 金 属 液充型过程及铸件质量 " 可 通 过 分 型 面 ! 顶 出 杆 等 处 的 间 隙 ! 排气槽和排气塞来实现 排 气 " 本 铸 型 设 计 仔 细 考 虑 了 排 气 通 道 ’ 上 模 芯 组 件 周 边 开 设 ? 型 间 隔 #@#A ! 深 "6+7, 的 排 气 槽 # 在 分 流 锥 与 上 模 芯 组 件 配 合 处 开 设 了 "6% 深 的 排气槽 # 以利于逐渐中心处 的 气 体 的 顺 利 排 出 " 在 安 装 面 上根据螺栓孔数目的多少而 布 置 同 等 数 量 的 推 杆 # 此 推 杆 既作为顶出制品用 # 又作为排气用 # 该 处 推 杆 间 隙 为 "6,7
毕业设计(论文)-轮毂模具的设计(全套图纸)
目录目录 (1)绪论 (2)正文 (3)第一章序 (3)1.1 (3)1.2 (3)1.3 (3)1.4 (3)1.5 (3)1.6 (5)1.7 (6)1.8 (6)1.9 (6)1.10 (6)1.11 (7)第二章模具在加工工业中的地位 (7)2.1 (7)2.2 (7)第三章模具的发展趋势 (7)3.1 (8)3.2 (8)3.3 (8)3.4 (8)3.5 (8)第四章铝合金轮毂的制造方式 (8)4.1 (8)4.2 (8)4.3 (9)4.4 (9)第五章铝合金轮毂的制造方法 (9)第六章模具的设计流程 (9)第七章模设计前的准备 (10)第八章模具设计 (11)8.1 (11)8.2 (12)8.3 (12)8.4 (12)8.5 (13)8.6 (13)8.7 (13)8.8 (14)8.9 (15)8.10 (17)第九章客户认证 (18)第十章部品图设计 (18)第十一章模具的热处理 (18)第十二章模具组力 (19)第十三章制品试制 (19)第十四章试制品检查 (19)第十五章交货 (19)第十六章制品可能出现的缺陷及解决方法 (19)16.1 (19)16.2 (19)16.3 (19)16.4 (20)16.5 (20)第十七章模具的安全措施 (20)第十八章采用铝合金制造轮毂的优点 (21)18.1 (21)18.2 (21)18.3 (21)18.4 (21)18.5 (21)18.6 (21)结论 (22)谢辞 (22)参考文献 (23)绪论大学四年的学习一晃而过,为具体的检验这四年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为铝合金轮毂低压铸造模具。
本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。
它能加强对塑料模具成型原理的理解,同时锻炼对塑料成型模具的设计和制造能力。
汽车轮毂轴管热挤压模具设计分析

汽车轮毂轴管热挤压模具设计分析摘要:对汽车轮毂轴管零件热挤压各工序金属变形特点进行理论分析,介绍各工序变形时金属的流动规律、金属成形时易形成弊端的原因,并提出解决方案。
关键词:轮毂轴管热挤压模具设计1 压型模设计1.1 压型工序金属变形特点压型工序又称制坯工序,在热挤压工艺中是重要的一个环节,压型是在封闭的模腔内进行的,当压型凸模与坯料接触后,在力的作用下,金属开始发生塑性变形并很快消除毛坯同挤压凹模之间的径向间隙而充满凹模,此时坯料高度开始降低,断面增大,金属在向水平方向流动的同时又向下流动,在三向不均匀压应力的作用下,金属内部存在微观缺陷得以消除。
同时,金属的塑性和致密性也得到了改善。
1.2 压型工序中易出现的问题汽车轮毂轴管在压型过程中易出现的主要问题是下端充不满,这是因为金属变形流动时,沿横向流动的金属先水平外流,与模壁接触后,部分金属才开始转向内角处流动,因此,金属变形流动规律决定于沿横向内角处是最难充满的地方。
另外,下顶杆和凹模腔配合过分紧密,高压空气溢不出、凹模孔内积有大量的氧化皮也是下端充不满的原因之一。
2 镦挤成形模设计2.1 镦挤成形工序金属变形特点镦挤成形工序是汽车轮毂轴管复合挤压工艺中最为关键的一道。
镦挤成形时,坯料在上下模闭合后,凸模开始与坯料接触,金属由于模具内腔空间较大,变形后的坯料呈现轻微的鼓形,随着挤压进一步深入。
在凸模的作用下,坯料上部的金属在内形冲头转角处产生分流,一部分金属向上流动不断形成工件的侧壁,另一部分向凹模的内侧壁方向流动以逐渐充满凹模(即金属在向水平方向移动的时,也向轴向移动)在压力的作用下,轴向移动的金属被迫也做水平方向移动。
在此变形阶段由于毛坯的自由表面较多,金属的流动较为便利,随着变形的继续压型冲已深入凹模内,模具对坯料逐渐形成一个完全封闭的空间,坯料的自由表面大幅减少,与模具接触表面温度也逐渐降低。
坯料外表面金属的流动速度小于坯料内部金属的流动速度,导致工件外表面台阶过渡处难于充满,此过程实质上是一个复合挤压的过程。
汽车轮毂轴管热挤压模具设计分析

创 新 技 术
汽 车轮 毂 轴管 热 挤 压模 具 设计 分析
周凤 婵 ( 河南工业和信 息化职 业学院 4 5 4 0 0 0 )
摘 要: 对 汽车轮毂轴管零件热挤压备工序金属变形特点进行理论分析, 介 绍各工序变形时金属的流动规律 , 金属成形时易形 成弊端的原因,
充满 凹模 , 此 时 坯 料 高 度 开始 降 低 , 断面 增 后 , 成 形 法兰 的 压 头与 坯 料 也 开始 接 触 , 向 大, 金 属 在 向水 平方 向流 动 的 同时 又 向下 流 下 的压 力将 迫使 部 分 金 属 沿 着与压 头 相 同 反挤压 工序 无法 将内孔 直接 冲 成通 孔 , 需 留一定 厚度 的 挤 余金 属 在 专 门的 冲 底 模 动, 在 三 向不 均 匀 压应 力的 作用 下 , 金属 内 的方 向 ( 即 向下 ) 流动 , 这 样 向上 、 向下 的 两 中冲 穿。 针对 本 文 而 言 , 将 要 冲 除 挤 余金 属 部 存 在 微 观 缺 陷 得以 消 除 。 同时 , 金 属 的塑 股 金 属 对流 最终 在 R 过 渡 处汇 集形成 折 叠 。 ( 连皮) 的工 件放 人 冲底 凹模 中 , 随 着 设 备 性 和 致 密性 也得 到 了改 善 。 ( 2 ) 金属流动速度不一致而形成 。 在 更 换 工作 横梁 的 下移 , 使 冲底 凸模 与 工件 的挤 余 1 . 2 压 型 工 序 中易出现 的问题 凸 模时 , 由于 凸模 处 于 室 温 状 态 , 造 成 与 凸 金 属 ( 连皮) 接触, 在 压 力的 作用 下, 工件对 汽 车 轮 毂 轴 管在 压 型 过 程 中 易出现 的 模 接 触 的 坯 料 表 层 温 度 下 降 , 致使 这一 部 挤 余 金 属 ( 连皮) 发 生 剪切 作 用 , 待应 力 达 主要 问题 是下 端 充不满 , 这是 因为金 属 变形 分 金属 流 动速 度 变慢 , 而 与之 相 邻 的中 间较 到 剪切 破 坏 强 度 时, 挤 余金 属 ( 连皮) 就 被 流动时, 沿 横 向流 动 的 金 属 先 水平 外流 , 与 快 的 金 属 带 着流 速 较 慢 的 金 属 一 起 流 动 , 切 离挤 压 件而 落 下 , 挤压 件仍 回留在 冲底 凹 模壁 接 触 后 , 部 分金 属才 开始 转 向 内角处流 由于 流 速 的差 异 , 最 终 在 流动 阻 力最 大 处 R 模内。 在 这 个 过 程 中, 冲 底 凹模 起 着 支 承 挤 动, 因此 , 金 属 变形 流 动 规 律 决 定 于沿 横 向 过 渡 区域形 成 折 叠。( 3 ) 一 部 分金 属 被 压 入 压 件 的作用 , 而 冲底 凸模 则 起 刀刃的 作用 。 内角 处 是 最 难 充 满 的 地 方 。 另外 , 下 顶 杆 和 另一部 分 金 属内 形成 。 由于热 挤 压工 艺设 计 4 . 2 精整 内孔 工 序易 出现 的 问题 凹模 腔 配 合 过 分 紧 密 , 高压 空气 溢 不 出、 凹 不合理, 零 件 内腔 复杂 , 预 冲孔 直 径 偏 小 , 在 工件精 整内 孔阶 段, 主 要 存 在 问题 是 将 预冲 孔后 表 面 已氧 断 面 质量 , 模 孔 内积 有 大 量 的氧 化 皮 也 是 下端 充不 满 在 扩孔 或 成形 法 兰 时, 因为 断 面质 量 的好 坏 , 直接 影 响
华泰镁合金轮毂结构再设计和挤压铸造工艺优化的开题报告

华泰镁合金轮毂结构再设计和挤压铸造工艺优化的开题报告一、背景随着社会经济的发展和人们生活水平的提高,越来越多的人开始购买汽车,汽车轮毂作为汽车的重要组成部分,它所承受的压力和重要性也逐渐得到了人们的重视。
同时,随着环保意识的不断加强,如何减轻汽车的自重,提高汽车的燃油效率以及降低碳排放已成为汽车工业关注的重点。
因此,对于轮毂材料的研发和制造工艺优化,尤其是钟爱轮毂的汽车爱好者来说,是一个值得探究的课题。
华泰镁合金轮毂作为一种轻质高强度的轮毂材料,由于其开发难度大、研发成本高,对其结构再设计和挤压铸造工艺优化的研究尤为重要。
二、研究内容本文旨在以华泰镁合金轮毂为研究对象,从结构设计和制造工艺二个方面展开研究,具体研究内容包括:1. 结构设计方面(1) 对现有的华泰镁合金轮毂结构进行分析,找出其结构缺陷。
(2) 针对轮毂结构缺陷进行改进,重点研究轮毂的轻量化设计。
(3) 设计新的华泰镁合金轮毂结构,并进行有限元分析和测试验证。
2. 制造工艺方面(1) 对现有的挤压铸造工艺进行分析,找出缺陷。
(2) 针对挤压铸造工艺缺陷进行改进,重点研究铸造工艺优化和制造工艺的标准化。
(3) 设计新的挤压铸造工艺,并通过试验验证其可行性。
三、研究意义本文的研究意义主要体现在以下几个方面:1. 对华泰镁合金轮毂结构进行再设计,能够提高轮毂的强度、减轻自重、提高汽车的燃油效率。
2. 对挤压铸造工艺进行优化,能够提高制造效率、降低成本、增加制造工艺的标准化程度。
3. 开发新型的华泰镁合金轮毂结构和制造工艺,对于推动我国汽车工业的技术升级、产品质量的提高,具有重要的现实意义。
四、研究方法和步骤本文将采用文献资料法、有限元分析法、试验研究法等方法,具体研究步骤如下:1. 研究前期,通过文献资料法,对华泰镁合金轮毂结构和制造工艺的研究现状进行深入分析,明确研究方向和目标。
2. 结构设计方面,对现有的华泰镁合金轮毂结构进行分析,找出结构缺陷,并针对缺陷进行改进,完成新型轮毂的设计。
汽车轮毂的结构与模具设计-开题报告

1.2 国外研究现状 国外对轮毂材料的研究发展的比较迅速。20世纪初,当钢铁制汽车轮毂已经运用的很成熟的时
候,一些赛车爱好者,为了追求速度与灵活性,而把汽车变得更加“轻量化”,就将钢制辐条式轮 毂与铝质轧制轮辋相结合的车轮装上汽车。从此,汽车轮毂进入了另一个时代——铝合金轮毂时代。 1945年以后,汽车厂商纷纷开展批量生产铝合金轮毂的研究。德国是世界上最早开始制造铝合金轮 毂的国家.早在20世纪20年代就开始用砂型铸造赛车用铝合金轮毂,其设计与制造技术一直走在世 界的前列。20世纪50年代末,联邦德国还12只能少量的生产铝合金轮毂,到了70年代后,他们开始 在小汽车上大量使用铸造铝合金轮毂,开创了新的局面。
低压铸造最早由英国人KE于1910年提出并申请专利。其目的是解决重力铸造中浇注系统 充型和补缩的矛盾。低压铸造真正被推广应用时在“二战”以后,由于有较高的补缩压力和温度梯 度,有效地提高了厚大断面铸件的致密性。1950年以后由于汽车工业的发展,使抵押铸造工艺和设 备有了一个飞跃。汽车轮毂由于质量要求高,本身结构又适于低压铸造,而且需求量大,因此极大 地推动了低压铸造技术的发展。英国在60年代率先发展低压铸造汽车轮毂,其后美国、日本、西德 相继发展。
为了节能降耗,减少废气排放,提高驾乘舒适度和车辆动力学性能。现代汽车正在向轻量化方 向发展,从结构材料的角度出发,实现车辆轻量化的主要手段是采用具有高比性能的轻质材料替代 传统材料,目前广泛应用于汽车轮毂的材料主要是铝合金和镁合金。
随着我们国家公路设施的迅猛发展,铝合金轮毂开始在全国范围内得到推广,并且发展迅速。 2002年,我国轿车铝合金轮毂的装车率已接近45%。伴随着中国汽车工业的快速发展,我国铝合金 轮毂行业出现强劲增长势头。经过十几年的艰苦努力,年生产能力已超过了6500万件。已成为了世 界铝合金轮毂生产大国。与世界先进水平相比,国内企业在铝合金轮毂的设计开发和制造技术方面 尚存在较大的差距,总体的生产技术和装备水平、产品的设计水平、产品的技术含量和质量水平还 有待进一步的提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目审定表注:课题类型填写W.科研项目;X.生产(社会)实际;Y.实验室建设;Z.其它。
任务书开题报告摘要本文以汽车轮毂为研究对象,基于产品研究开发的一般流程,制定了产品结构设计、工艺方案设计、模具设计的技术路线。
借助CAD等工具,对汽车轮毂结构设计与性能分析、并对模具造型、铸造工艺等进行了设计。
首先介绍了我国轮毂模具的现状、发展趋势及我国模具发展的新技术,其次围绕轿车轮毂模具进行设计,针对轮毂的结构特点,确定模具的型腔数目、分型面以及脱模机构。
汽车轮毂的成型工艺方法较多,以挤压铸造生产轮毂的工艺方法现今多处于研究阶段。
本文根据挤压铸造的工艺特点,对汽车轮毂挤压铸造模具设计进行了分析总结,并对模具型腔进行了结构设计,查阅模具设计手册,完成模具的总体设计。
同时充分利用计算机绘图软件对零件进行设计, 利用Pro/E对零件进行三维造型, 并实现零件的三维装配和模具设计。
通过本次设计,对模具整个设计过程有了较好的了解。
关键词:模具;镁合金;汽车轮毂;挤压铸造;模具设计;低压铸造ABSTRACTThis paper mainly research on automobile wheel.Based on the general process of product development,the technical route is made including product structure,process scheme and mould.Using the software of CAD,such as the structure design of automobile hub with performance analysis, mould modelling, casting process design, etc.China introduced the aluminum mold wheel status quo first time, development trends and China's development of new technologies die, followed aroundthe family car aluminum wheel design tool for the structural characteristics of wheel, the mold cavity to determine the number of surface as well as from mode institutions. The method about molding process of magnesium alloy wheel is multiple.The way ofmanufacturing automobile wheel wim squeeze casting is not ripe on its research stage.Thispaper summarized main points of the squeeze casting mould,Check the manual mold design, mold choice to determine the structure of mold size, mold designcompleted. At the same time make full use of computer graphics software to design parts using Pro / E sional modeling of parts and components to achieve thethree-dimensional assembly and mold design, Through this design, the entire design process of the mold with a better understanding.Key words: Mold;Magnesium Alloy;Automobile Wheel;Squeeze Casting;Mold Designing;Low Pessure Csting目录摘要......................................................................................................................................................... I X Abstract . (II)第1章绪论 (1)1.1引言 (1)1.2轮毂国内外研究现状 (1)1.2.1国内研究现状 (1)1.2.2国外研究现状 (2)1.3研究的目的和意义 (3)1.4设计的主要内容 (5)第2章轮毂零件的结构设计 (7)2.1轮毂模具设计的基本术语 (9)2.2汽车轮毂模具方案的设计标准 (9)2.3轮毂零件的3D设计 (10)2.3.1主要外形尺寸的确定 (10)2.3.2设计原则 (10)2.3.3汽车轮毂轮廓三维实体生成 (10)2.3.4汽车轮毂风孔的生成 (11)2.4本章小结 (13)第3章轮毂成形工艺介绍 (14)3.1轮毂成形的工艺特点 (14)3.2现行的轮毂主要成形方法及其优缺点 (14)3.2.1金属型重力铸造 (15)3.2.2低压铸造 (15)3.2.3压铸 (15)3.2.4挤压铸造 (17)3.3其他成形方法 (18)3.4本章小结 (19)第4章轮毂成形工艺分析 (20)4.1轮毂材料及性能特点 (20)4.2低压铸造的性能特点 (20)4.3工艺方案的确定 (21)4.4挤压铸造工艺参数 (23)4.5模具设计方案 (26)4.6本章小结 (27)第5章轮毂铸造模具的设计 (28)5.1挤压模具设计的基本原则 (28)5.2挤压铸造模具的工艺参数 (29)5.2.1汽车轮毂模具分模面的确定 (29)5.2.2凹模设计 (34)5.2.3凸模设计 (34)5.2.4模板设计 (35)5.3模具装配 (36)5.4本章小结 (37)结论 (38)参考文献 (39)致谢 (41)附录 (42)第1章绪论1.1 引言能源、环境和安全是当今备受关注的三大问题,也正是这三大问题制约了汽车工业的发展和汽车的普及。
而汽车的安全性和可靠很大程度上取决于所用轮毂的性能和使用寿命。
随着产品更新换代越来越快,新产品不断涌现,新技术日新月异,模具的使用范围已越来越广,对模具的要求也越来越高,使模具技术及制造方式发生了根本性的变化,已经从传统的手工设计,从有经验的钳工师傅为主导的技艺型生产方式转变到了以数字化、信息化、自动化生产为特征的现代模具工业生产时代。
轮毂是一个承受随机疲劳载荷的旋转薄壳结构,上面开有孔洞,附有加强筋,形状复杂,轿车在行驶中所受到的各种载荷向轮毂的传递也十分复杂。
因此,轮毂的几何形状和力学特征的复杂性给研究工作带来很大的困难。
轮毂模具设计是保证轿车轮毂质量的关键,由于模具型面复杂,几何构造图素和曲面造型独特,传统的模具设计及制造方法很难满足要求。
而采用Pro/E对汽车轮毂模型实体设计以及模具设计将解决这一设计难题,使得设计过程简便、快捷、可靠。
然而在当今汽车技术高速发展的时代,欧美、日本等国家基本垄断了发达的汽车技术,我国在先进的汽车技术中处于落后与被动地位,因此,我国必须加大对汽车技术研发的力度,发明出更新更先进的技术,跟上世界各个汽车大国的技术水平。
1.2 轮毂国内外研究现状1.2.1 国内研究现状为了节能降耗,减少废气排放,提高驾乘舒适度和车辆动力学性能。
现代汽车正在向轻量化方向发展,从结构材料的角度出发,实现车辆轻量化的主要手段是采用具有高比性能的轻质材料替代传统材料,目前广泛应用于汽车轮毂的材料主要是铝合金和镁合金。
随着我们国家公路设施的迅猛发展,铝合金轮毂开始在全国范围内得到推广,并且发展迅速。
2002年,我国轿车铝合金轮毂的装车率已接近45%。
伴随着中国汽车工业的快速发展,我国铝合金轮毂行业出现强劲增长势头。
经过十几年的艰苦努力,年生产能力已超过了6500万件。
已成为了世界铝合金轮毂生产大国。
与世界先进水平相比,国内企业在铝合金轮毂的设计开发和制造技术方面尚存在较大的差距,总体的生产技术和装备水平、产品的设计水平、产品的技术含量和质量水平还有待进一步的提高[1]。
镁合金是最轻的金属结构材料,具有低价格,高比性能、比强度和比刚度。
突出的阻尼减振性能等特点,将镁合金用于汽车,摩托车结构,特别是高速运动构件能降低车辆自重及燃油消耗,降低车辆的振动和噪声,提高车辆的加减速动力学特性,既能达到节能环保的目的,又能较显著改善车辆的驾乘舒适度[2]。
在国内,上海汽车公司最早将镁合金应用在汽车上,目前桑塔纳轿车镁合金变速器外壳年用镁量达2000t 以上。
东风汽车公司开发的轿车用非承重镁合金零件有变速箱壳、离合器壳、变速箱盖等,其中镁合金变速箱壳体质量仅为3.3kg,取代了4.8kg的铝合金壳体,年产量达到6万件。
长安汽车公司生产的变速器、上下箱体延伸体和缸罩等7种零件已通过台架试验和道路试验,2004年已大批量装车进入市场。
我国科技部也在“十五”国家科技攻关计划中特别提出了“镁合金开发应用和产业化”重大项目。
轮毂的铸造工艺有低压铸造法、重力铸造法、压力铸造法、挤压铸造法、轮毂的成形工艺主要有挤压铸造和低压铸造。
我国从20世纪六七十年代开始发展挤压铸造,20世纪九十年代,运用于摩托车行业,使挤压铸造得到了飞跃发展,已形成年生产300千万只摩托车铝轮毂的能力。
目前国内外生产的大型受力零件有:重25.50kg的坦克铝合金负重轮以及大型载重汽车铝轮毂等。
我国低压铸造工艺发展得较晚,1955年天津拖拉机制造厂采用压缩空气紧密制造铝合金型板,1958年上海邮电器材厂应用了低压铸造工艺,六十年代这一工艺在北京、天津、上海、辽宁等地得到了一定程度的发展。
1978年以来,一机部、六机部、八机部等相继召开低压铸造经验交流会,介绍了国内先进的低压铸造设备和工艺[3]。
1.2.2 国外研究现状国外对轮毂材料的研究发展的比较迅速。
20世纪初,当钢铁制汽车轮毂已经运用的很成熟的时候,一些赛车爱好者,为了追求速度与灵活性,而把汽车变得更加“轻量化”,就将钢制辐条式轮毂与铝质轧制轮辋相结合的车轮装上汽车。
从此,汽车轮毂进入了另一个时代——铝合金轮毂时代。
1945年以后,汽车厂商纷纷开展批量生产铝合金轮毂的研究。