热弯玻璃的吻合度
相关资料下载

热弯玻璃1 范围本标准规定了热弯玻璃的分类、规格、技术要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于建筑用热弯玻璃和建筑以外用热弯玻璃,不适用于热弯钢化玻璃和热弯半钢化玻璃。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T9963-1998 钢化玻璃GB11614-1999 浮法玻璃GB/T 18701-2002 着色玻璃GB/T 18915.1~18915.2-2002 镀膜玻璃JC/T 511 压花玻璃3 术语和定义下列术语和定义适用于本标准。
3.1 热弯玻璃heat bent glass平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃。
3.2 高度height垂直于水平弧的玻璃某一直边的尺寸。
3.3 扭曲twist矩形单弯玻璃的一个或多个角不在同一平面上。
3.4 麻点pock marks在加工过程中形成的玻璃表面印痕缺陷。
4 分类按形状分:单弯热弯玻璃、折弯热弯玻璃、多曲面弯热弯玻璃等。
如图1、图2、图3所示。
5 规格5.1 厚度范围:3mm~19mm。
5.2 最大尺寸:(弧长+高度)/2≤4000mm, 拱高≤600mm。
5.3 其他厚度和规格的制品由供需双方商定。
6 技术要求6.1 材料6.1.1 热弯玻璃的原片不应使用非浮法玻璃,压花玻璃除外。
原片玻璃应符合下述技术要求:浮法玻璃应符合GB11614、着色玻璃应符合GB/T 18701、镀膜玻璃应符合GB/T 18915.1~2、压花玻璃应符合JC/T511的要求。
6.1.2 玻璃热弯加工前应做磨边处理。
6.2 尺寸偏差6.2.1热弯玻璃的高度偏差应符合表1的规定。
表1单位:mm6.2.2 热弯玻璃的弧长偏差应符合表2的规定。
夹层PVB选用通则
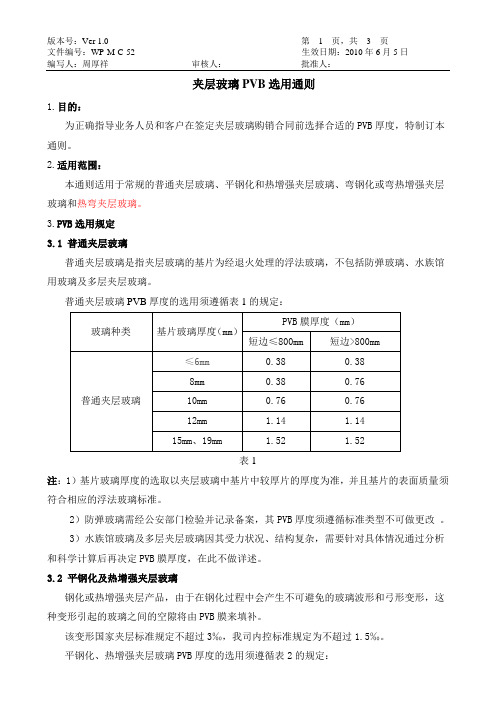
版本号:Ver 1.0 第 1 页,共 3 页文件编号:WP-M-C-52 生效日期:2010年6月5日编写人:周厚祥审核人:批准人:夹层玻璃PVB选用通则1.目的:为正确指导业务人员和客户在签定夹层玻璃购销合同前选择合适的PVB厚度,特制订本通则。
2.适用范围:本通则适用于常规的普通夹层玻璃、平钢化和热增强夹层玻璃、弯钢化或弯热增强夹层玻璃和热弯夹层玻璃。
3.PVB选用规定3.1 普通夹层玻璃普通夹层玻璃是指夹层玻璃的基片为经退火处理的浮法玻璃,不包括防弹玻璃、水族馆用玻璃及多层夹层玻璃。
普通夹层玻璃PVB厚度的选用须遵循表1的规定:表1注:1)基片玻璃厚度的选取以夹层玻璃中基片中较厚片的厚度为准,并且基片的表面质量须符合相应的浮法玻璃标准。
2)防弹玻璃需经公安部门检验并记录备案,其PVB厚度须遵循标准类型不可做更改。
3)水族馆玻璃及多层夹层玻璃因其受力状况、结构复杂,需要针对具体情况通过分析和科学计算后再决定PVB膜厚度,在此不做详述。
3.2 平钢化及热增强夹层玻璃钢化或热增强夹层产品,由于在钢化过程中会产生不可避免的玻璃波形和弓形变形,这种变形引起的玻璃之间的空隙将由PVB膜来填补。
该变形国家夹层标准规定不超过3‰,我司内控标准规定为不超过1.5‰。
平钢化、热增强夹层玻璃PVB厚度的选用须遵循表2的规定:表2注:1)南玻集团一贯坚持“严把质量关,对用户负责”的态度,对夹层产品有质量承诺,为保证在质保期内玻璃不出现边部脱胶、气泡,并保证玻璃的安全性能,避免存在安全隐患和日后给用户造成损失,我司对PVB的选用会比其他生产厂严格。
2)对平钢化、热增强夹层玻璃,尽量采用相同厚度的两片玻璃合夹层.两片玻璃厚度相差3mm以上时,因受力结构不合理,我司不推荐使用该种结构。
若客户坚持使用,PVB厚度须在相应规定基础上增加0.38mm。
3)对于单片钢化或热增强夹层玻璃,因存在热炸裂的不稳定因素,且受力结构不合理,我司不推荐使用该种结构。
玻璃热弯工艺参数对成品质量的影响研究

玻璃热弯工艺参数对成品质量的影响研究摘要:本研究旨在探讨玻璃热弯工艺参数对成品质量的影响,通过系统的实验研究和数据分析,深入研究了温度、时间、曲率半径等关键工艺参数对玻璃热弯制品的物理性能和外观质量的影响。
研究结果表明,合理调整工艺参数可以显著改善成品的质量,提高产品的竞争力,减少生产成本。
这些研究成果对于玻璃热弯产品行业的工艺优化和质量控制具有重要的指导意义。
关键词:玻璃热弯;工艺参数;成品质量;竞争力引言近年来,随着汽车、光电通信、建筑、装饰、家居等行业的迅速发展,对3D 玻璃的应用需求不断增长。
曲面玻璃以其独特的光学性质、热稳定性以及机械性能等优势受到了广泛关注。
特别是随着智能手机的迅猛发展,手机金属后盖逐渐被2.5D/3D玻璃和陶瓷后盖所取代[1]。
因此,3D曲面玻璃的发展有望成为未来光学领域的研究重点。
传统的光学玻璃镜片通常通过研磨和拋光的方式加工成形,这一过程耗时耗工,已经无法满足当前不断增长的市场需求。
近年来,出现的超精密加工方法,采用单点钻石(Single Point Diamond)作为刀具,在成形机中完成对玻璃镜片的加工,然而,超精密成形机的设备费用昂贵,而且刀具成本较高,因此尚未在广泛范围内得到应用。
目前,新兴的玻璃模压成形技术(glass molding press,英文缩写为GMP),即是采用模具来一次性模造出玻璃制品的一种先进加工技术[2](如图1所示)。
通过将玻璃片在一定温度条件下进行弯曲,可以创造出各种形状和曲线,满足不同场合的设计需求[3]。
这种技术具有材料流动距离短、成形精度高、设备简单等特点。
通过采用高精度的模具,通过模压成形技术进行生产,可以实现批量生产的目的[4,5]。
这被认为是3D玻璃制造中降低成本、提高产量的关键技术。
图1 玻璃模压成形技术示意图[2]典型的玻璃热弯工艺过程可以分为:加热均热、加压、退火冷却三个阶段。
具体加工过程如下:(1)加热均热阶段:将模具和毛坯玻璃件一同置于充满氮气的成形室内。
3d玻璃热弯机使用参数
3d玻璃热弯机使用参数摘要:1.3D玻璃热弯机简介与工作原理2.3D玻璃热弯机品牌与市场现状3.3D玻璃热弯机使用过程常见问题及解决方法4.3D玻璃热弯机温度控制精度与要求5.3D玻璃热弯机的优点与应用领域正文:一、3D玻璃热弯机简介与工作原理3D玻璃热弯机是一款专用于制作3D曲面玻璃的设备,它通过加热上下两块加热棒,使中间的石墨模具受热膨胀,从而使玻璃在石墨模具内成型。
这种设备在全球市场上,尤其是日韩厂商如韩国DTK、台湾盟立等占据较大份额。
二、3D玻璃热弯机品牌与市场现状目前市面上主要的3D玻璃热弯机品牌有凯德利冷机、环球同创、创世纪、苏州龙雨、KOSES、盛为精工、远洋翔瑞、联得自动化等。
韩国的DTK等品牌在3D玻璃热弯机领域拥有较早的技术积累和市场优势。
三、3D玻璃热弯机使用过程常见问题及解决方法在使用3D玻璃热弯机过程中,可能遇到的问题包括玻璃在炉内炸裂、玻璃成型时出现的压辊问题等。
针对这些问题,可以通过对进炉前的玻璃进行检查、修复玻璃边角、确保切割接口处边部通顺等方式进行解决。
四、3D玻璃热弯机温度控制精度与要求精密3D玻璃热弯机的温度控制精度一般在2度以内,温度范围在100~500度之间。
加热温度可达800度,以确保玻璃在加热过程中能够均匀成型。
五、3D玻璃热弯机的优点与应用领域3D玻璃热弯机的优点包括生产效率高、良率高、成本低等。
它广泛应用于智能手机、平板电脑、智能穿戴设备等领域,实现了玻璃的多样化、薄化设计,满足了消费电子产品对美观和轻薄的追求。
综上所述,3D玻璃热弯机作为一种先进的玻璃成型设备,在市场上拥有广泛的应用。
热弯玻璃工艺
热弯玻璃工艺嘿,朋友!您知道热弯玻璃吗?这可是个神奇又有趣的工艺呢!想象一下,一块平平无奇的玻璃,经过一番奇妙的操作,就变成了各种优美的曲线形状,是不是很神奇?热弯玻璃工艺,简单来说,就是给玻璃来一场“变形记”。
这可不是随随便便就能做到的,得有专业的设备和技术。
就像厨师烹饪美食一样,得有好的炉灶和精湛的厨艺。
首先,得挑选合适的玻璃原片。
这就好比选食材,得新鲜、质量好,不然做出的菜可就不好吃啦。
玻璃的厚度、透明度等都得仔细考量,不然怎么能保证最后的成品让人满意呢?然后,把选好的玻璃放进加热炉里。
这加热炉就像是个魔法盒子,能让玻璃慢慢变软。
但这温度可得控制好,太高了玻璃会化掉,太低了又弯不了,是不是很考验技术?当玻璃变得软软的时候,就得赶紧用模具把它塑造成想要的形状。
这就像是给面团塑形,得又快又准,不然玻璃一冷却,可就定型啦。
热弯后的玻璃还不算完事儿,还得进行退火处理。
这退火就像是让刚刚跑完马拉松的人慢慢放松,让玻璃内部的应力得到释放,这样玻璃才会更结实耐用。
您说这热弯玻璃工艺是不是很像一场精心编排的舞蹈?每个步骤都要精准无误,才能跳出优美的舞姿。
而且,热弯玻璃的用途可广啦!商场里那些漂亮的弧形橱窗,不就是热弯玻璃的杰作吗?还有家里的弧形茶几、浴室里的弧形玻璃隔断,哪一个不是让空间变得更加美观和独特?如果没有热弯玻璃工艺,我们的生活该多么单调啊!那些直线条的玻璃怎么能满足我们对美的追求呢?所以说,热弯玻璃工艺不仅是一门技术,更是一种艺术,它让我们的生活变得更加丰富多彩,充满了无限的可能。
您难道不觉得这是一项伟大的创造吗?。
夹层热弯工艺及常见缺陷原因分析培训教材

零件
前 挡
拱高
0~3
4~25
>26
+2 偏差 Min0
+3
+4
-3
-4
第三部分
热弯质量检验基础知识
影响产品质量的五大因素:人\机\料\法\环
二、热弯质量检验基础知识
工作职责: 工作职责: 检验、及时反映不良并对其追踪。 检验、及时反映不良并对其追踪。 工作目的: 工作目的: 及时发现不良品,防止大量不良品产生,流入下道工序。 及时发现不良品,防止大量不良品产生,流入下道工序。 检验方式: 检验方式: 首检、巡检、 首检、巡检、终检 不合格品“三不”原则: 不合格品“三不”原则: 不接受、不制造、 不接受、不制造、不传递 不合格品处理方式: 不合格品处理方式: 隔离、标识、返工/返 修/报废、检验 隔离、标识、返工 返 报废、
检查玻璃表面粉层 已弯半成品与检具吻合度(间 隙) 玻璃与检具周边尺寸(偏差)
目视
检具、塞尺 检具、游标卡尺
球面
测量玻璃三点球面
依据内控标准
球面仪
四角不平
检验玻璃的四个角是否在同一 平面上
四角不平的标准≤5mm 目视3秒不可见、模痕控制 在距边8mm内、模痕深 度参考限度样
锥形塞尺
边部质量
荷叶边、模痕、模痕的宽度
丝印质量
缺陷 针孔 (针孔大于 0.3mm的 需要修补 ) 刮刀印迹 (自然光下, 外视不可 见) 级别 一级 二级 三级 一级 二级 三级 一级 花点缺失 二级 三级 透光 (对自然光, 500mm不 可见) 一级 二级 三级 不允许 不允许 花点清晰均匀,每边只允许有2个花点相连,花点 印刷允许漏掉1个 花点清晰均匀,每边只允许有2个花点相连,花点 印刷允许漏掉2个 不允许 内控标准 0.5mm以下允许每边1个 0.5~0.8mm每边1个
浅析建筑夹层玻璃环境性能不合格原因及改进建议
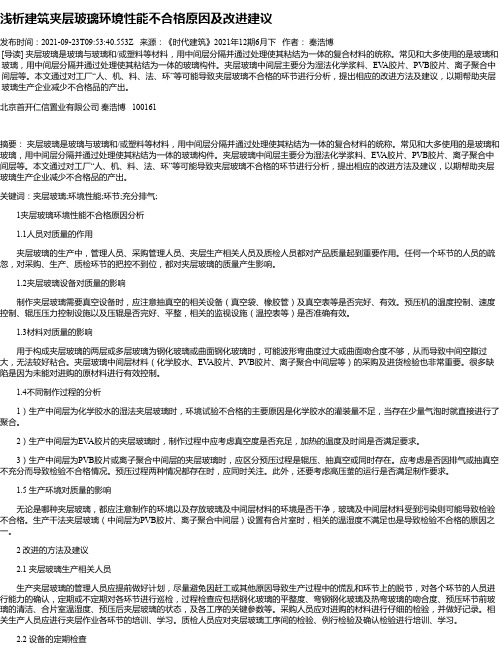
浅析建筑夹层玻璃环境性能不合格原因及改进建议发布时间:2021-09-23T09:53:40.553Z 来源:《时代建筑》2021年12期6月下作者:秦浩博[导读] 夹层玻璃是玻璃与玻璃和/或塑料等材料,用中间层分隔并通过处理使其粘结为一体的复合材料的统称。
常见和大多使用的是玻璃和玻璃,用中间层分隔并通过处理使其粘结为一体的玻璃构件。
夹层玻璃中间层主要分为湿法化学浆料、EV A胶片、PVB胶片、离子聚合中间层等。
本文通过对工厂“人、机、料、法、环”等可能导致夹层玻璃不合格的环节进行分析,提出相应的改进方法及建议,以期帮助夹层玻璃生产企业减少不合格品的产出。
北京首开仁信置业有限公司秦浩博 100161摘要:夹层玻璃是玻璃与玻璃和/或塑料等材料,用中间层分隔并通过处理使其粘结为一体的复合材料的统称。
常见和大多使用的是玻璃和玻璃,用中间层分隔并通过处理使其粘结为一体的玻璃构件。
夹层玻璃中间层主要分为湿法化学浆料、EV A胶片、PVB胶片、离子聚合中间层等。
本文通过对工厂“人、机、料、法、环”等可能导致夹层玻璃不合格的环节进行分析,提出相应的改进方法及建议,以期帮助夹层玻璃生产企业减少不合格品的产出。
关键词:夹层玻璃;环境性能;环节;充分排气; 1夹层玻璃环境性能不合格原因分析 1.1人员对质量的作用夹层玻璃的生产中,管理人员、采购管理人员、夹层生产相关人员及质检人员都对产品质量起到重要作用。
任何一个环节的人员的疏忽,对采购、生产、质检环节的把控不到位,都对夹层玻璃的质量产生影响。
1.2夹层玻璃设备对质量的影响制作夹层玻璃需要真空设备时,应注意抽真空的相关设备(真空袋、橡胶管)及真空表等是否完好、有效。
预压机的温度控制、速度控制、辊压压力控制设施以及压辊是否完好、平整,相关的监视设施(温控表等)是否准确有效。
1.3材料对质量的影响用于构成夹层玻璃的两层或多层玻璃为钢化玻璃或曲面钢化玻璃时,可能波形弯曲度过大或曲面吻合度不够,从而导致中间空隙过大,无法较好粘合。
(完整word版)热弯玻璃

玻璃的加工流程平面玻璃:开介直线磨边(直边,圆边,斜边,牛鼻边,鸭嘴边)异形钻孔钢化粘钢饼.喷漆---包装弯玻平面玻璃:开介热弯裁边,直线磨边(直边,圆边,斜边,牛鼻边,鸭嘴边)异形钻孔-喷漆-包装弯玻一般也是开介,磨边,再热弯,要不有些边很难磨好的,当然打砂可以先也可以后,上油只能是弯后再上油,油漆是不能受高温的.钢化玻璃自爆是因为玻璃中含有一种叫硫化镍的物质,它随着温度和环境的变化会改变其状态。
而这种物质是在生产原片玻璃时产生的,所以我们无法将其去除,当钢化时,硫化镍会从 A 状态变为 B 状态,而在冷切时,硫化镍没有还原成 A 状态,成品钢化玻璃在以后不同的环境和温度中,会慢慢转为 B 状态,这时硫化镍的体积会膨胀,就会出现自爆现象。
目前,我们还没有什么好的方法控制这种现象,国际上常用的最实用的方法也就是热浸,但无法保证以后不会出现这类现象,只能说降低自爆率,而且我们也无法验证玻璃有没有做过热浸。
玻璃的制造工艺玻璃的制造工艺包括:玻璃的成型、热处理与二次加工。
1.玻璃的成型玻璃的成型,是将融化的玻璃液加工成具有一定形状和尺寸的制品的过程。
玻璃的成型方法有:吹制成型、压制成型、拉制成型、压延成型。
精美细致的瓶、罐、器皿和灯泡等玻璃制品多为吹制成型,而那些富有魅力的艺术玻璃中空器皿是人工吹制成的。
2.玻璃的热处理玻璃的热处理包括退火和淬火两种工艺。
退火就是在某一温度范围内保温或缓慢降温一段时间以消除或减少玻璃中热应力到允许值;而淬火是将制品加热至接近其软化温度,使玻璃完全退火,然后进行迅速冷却的处理。
退火减少和消除玻璃制品中的热应力使内部结构均匀;淬火提高了玻璃制品的机械强度和热稳定性。
3 玻璃的二次加工玻璃的二次加工工艺在玻璃的工业设计中占了最大成分,玻璃在工业产品中的运用基本通过二次加工工艺融入到产品中。
二次加工改善的是玻璃的表面性质、外观效果和外观质量。
玻璃二次加工工艺包括冷加工、热加工和表面处理。