铝板带箔加工工艺
铝箔的制作过程

铝箔的制作过程铝箔是一种常见的包装材料,它在日常生活中有很多应用。
铝箔的制作过程非常精细,需要经历多个步骤才能得到最终的产品。
本文将详细介绍铝箔的制作过程,以便读者更好地了解这个常见的包装材料。
铝箔的制作始于铝的提取。
铝是地壳中的第三大金属元素,它存在于铝矿石中。
铝矿石经过破碎、磨矿和选矿等工艺处理后,得到纯度较高的铝氧化物。
接下来,将铝氧化物与纯碳加热至高温,进行还原反应,得到铝金属。
得到铝金属后,需要将其熔化并浇铸成铝板。
熔融铝金属通常在电解槽中进行,电解槽内注入氟化铝和氯化钠等化合物,以提高电解液的导电性。
然后,通入直流电流,使铝金属阳极溶解,通过电解作用在阴极上生成铝金属。
铝板浇铸完成后,需要进行轧制。
轧制是将铝板经过一系列的辊道和辊轧机的加工,使其逐渐变薄和延展。
这个过程需要非常高的机械力和温度控制,以确保铝板的质量和尺寸满足要求。
经过多次轧制和退火处理后,铝板最终变得非常薄而且柔软。
轧制完成后,需要对铝板进行表面处理。
通常会使用酸洗和清洗等工艺,去除铝板表面的氧化物和杂质,使其更加纯净。
然后,将铝板切割成所需的尺寸,成为铝箔的原始材料。
铝箔经过轧制和拉伸等工艺,使其变得更加薄而且柔软。
铝箔的厚度通常在0.006毫米到0.2毫米之间,可以根据不同的需求进行定制。
在这个过程中,还会对铝箔进行拉伸和涂层处理,以增强其强度和耐腐蚀性。
经过以上的一系列工艺,铝箔最终制作完成。
它具有轻便、柔软、耐腐蚀等特性,被广泛用于食品包装、药品包装、电子产品包装等领域。
铝箔还可以用于隔热和导电等特殊需求的场合。
铝箔的制作过程经历了铝的提取、熔融浇铸、轧制和表面处理等多个步骤。
每个步骤都需要精细的操作和严格的控制,以确保最终产品的质量和性能。
铝箔作为一种重要的包装材料,在我们的日常生活中扮演着重要的角色。
它的制作过程虽然复杂,但通过这个过程,我们能够获得高质量的铝箔产品,为人们的生活带来便利和保护。
铝箔生产工艺流程

铝箔生产工艺流程
铝箔是一种广泛应用于包装、食品烹饪、医疗器械等领域的轻质金属材料,其生产工艺流程主要包括原料处理、熔炼铸造、轧制加工和表面处理等环节。
首先是原料处理阶段。
铝箔的主要原料为铝金属,在生产过程中需要将铝金属进行清洗和除杂处理。
通过清洗可以去除表面的杂质和污物,提高铝箔的纯度和质量,保证后续工艺的顺利进行。
然后是熔炼铸造阶段。
清洗完的铝金属经过熔炉加热熔化,然后注入模具中进行铸造。
铝箔的厚度和宽度可以根据需求进行调整,通过控制熔炼温度和浇注速度来控制铝箔的质量和形状。
接下来是轧制加工阶段。
铸造完成的铝箔进入轧机进行加工。
轧机是一种压制装置,可以通过不断压制和拉伸来使铝箔变薄、延展和增强强度。
轧机一般分为粗轧、中轧和精轧几个阶段,逐渐将铝箔厚度降低至所需的尺寸。
最后是表面处理阶段。
经过轧制加工的铝箔表面可能存在一些不平整、氧化和污染等问题,需要进行处理。
表面处理的方法包括辊压平整、镀膜覆盖、表面抛光等,以提高铝箔的表面质量和光洁度。
在整个铝箔生产工艺流程中,需要注意产品质量和生产效率的平衡。
同时,铝箔生产过程中还需要考虑环保和能源消耗等问题,采取合理的措施减少对环境的影响。
总结起来,铝箔的生产工艺流程主要包括原料处理、熔炼铸造、轧制加工和表面处理等环节。
通过对每个环节的精细控制和调整,可以生产出质量优良的铝箔产品,满足各个领域的需求。
铝箔加工及工艺流程介绍
粘连
120
速度 (英寸/分钟)
100 80 60 40 20
高载荷Load High Strip Profile 带材剖面 Strip Flatness 带材平直度
机械设计速度限制 Stickiness 金属水平控制 Machine Design Speed Limit Metal Level Control System 卷材操作 Coil Handling 中心线偏析 Center Line Segregation Bleed Out 流出
8079软态箔的典型性能 软态箔的典型性能
箔料厚度 < 7m 7 m (.000285) 9 m (.00035) 10-12 m 12-15 m >20 m 拉伸强度
(MPa)
伸长率
(%)
72.4 73.1 73.8 75.8 77.2 >79.3
3 3.5 4 5 6 >8
针孔
箔料厚度 EMP 规格
半连续铸造
铸轧法
粒子尺寸
对于晶粒尺寸而言, 组成物颗粒尺寸受凝固速率的影响. 下图为具有 代表性的3XXX组成物颗粒.
3004 半连续铸锭1/2厚度 半连续铸锭 厚度 (533 mm)
3003 铸轧板1/2厚度 铸轧板 厚度 (5 mm)
铸轧带材的中心线偏析
铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而 形成的. 大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧 偏析 (即, AA1145 铸轧板偏析).
铸轧中, 热梯度急剧变化, 热轧与凝固过程几乎是同时 发生的,因此铸造晶粒更具有方向性
凝固速度) 晶粒大小 (凝固速度 凝固速度
与半连续铸锭比较, 连续铸造材料截面薄,表现出更快的冷却 速率和更小的晶粒尺寸(枝晶臂间距),下图为半连续铸锭和 3003铸轧板1/2厚度的凝固结构. 半连续铸锭沿厚度方向上晶 粒尺寸的变化更大.
铝板带箔生产工艺
铝板带箔生产工艺
铝板带箔是将铝板以一定的工艺加工成带有箔的产品。
铝板带箔广泛应用于食品包装、电子、建筑、汽车、航空航天等领域。
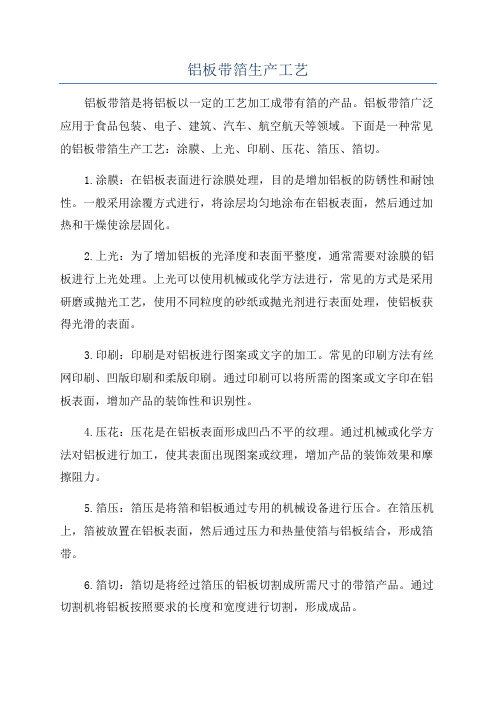
下面是一种常见的铝板带箔生产工艺:涂膜、上光、印刷、压花、箔压、箔切。
1.涂膜:在铝板表面进行涂膜处理,目的是增加铝板的防锈性和耐蚀性。
一般采用涂覆方式进行,将涂层均匀地涂布在铝板表面,然后通过加热和干燥使涂层固化。
2.上光:为了增加铝板的光泽度和表面平整度,通常需要对涂膜的铝板进行上光处理。
上光可以使用机械或化学方法进行,常见的方式是采用研磨或抛光工艺,使用不同粒度的砂纸或抛光剂进行表面处理,使铝板获得光滑的表面。
3.印刷:印刷是对铝板进行图案或文字的加工。
常见的印刷方法有丝网印刷、凹版印刷和柔版印刷。
通过印刷可以将所需的图案或文字印在铝板表面,增加产品的装饰性和识别性。
4.压花:压花是在铝板表面形成凹凸不平的纹理。
通过机械或化学方法对铝板进行加工,使其表面出现图案或纹理,增加产品的装饰效果和摩擦阻力。
5.箔压:箔压是将箔和铝板通过专用的机械设备进行压合。
在箔压机上,箔被放置在铝板表面,然后通过压力和热量使箔与铝板结合,形成箔带。
6.箔切:箔切是将经过箔压的铝板切割成所需尺寸的带箔产品。
通过切割机将铝板按照要求的长度和宽度进行切割,形成成品。
上述工艺是一种常见的铝板带箔生产工艺,每个步骤都需要严格的控制和操作。
除了上述步骤外,还需要进行质量检验和包装等工序,以确保产品质量和交货要求的达到。
铝板带箔生产工艺的严密控制和操作对于获得优质的铝板带箔产品是至关重要的。
铝板带箔工艺流流程解析

铝板带箔工艺流流程解析铝板带箔是一种常见的金属板材产品,广泛应用于航空航天、汽车制造、建筑装饰等领域。
它具有轻质、耐腐蚀、导热性能优异的特点,因此备受各行业的青睐。
在生产铝板带箔的过程中,工艺流程是至关重要的,它直接关系到产品的质量和性能。
本文将从五个方面详细解析铝板带箔的工艺流程,以便更好地了解和运用这一工艺。
首先,我们将介绍铝板带箔的原材料和设备。
其次,我们将详细介绍铝板带箔的生产工艺流程。
随后,我们将分析铝板带箔各道工序的注意事项。
最后,我们将讨论如何提高铝板带箔的生产效率和产品质量。
一、原材料和设备1.原材料铝板带箔的原材料主要是铝合金材料,其主要成分是铝和少量的其他金属元素。
这些原材料通常以铝锭的形式供应,经过加热熔化后,形成铝板带箔的母材。
在生产过程中,还需要添加一些辅助材料,如润滑剂、燃料等,以保证生产过程的顺利进行。
2.设备生产铝板带箔需要一套完整的设备,包括熔炼设备、轧制设备、拉拔设备、切割设备等。
其中,轧制设备是最关键的设备之一,它直接决定了铝板带箔的厚度和表面质量。
因此,选择和维护好轧制设备对于提高产品质量至关重要。
二、生产工艺流程1.熔炼首先,将铝合金材料加热熔化,然后将熔融的铝液浇铸成铝板带箔的母材。
在这一过程中,需要控制好熔炼温度和添加合适的辅助材料,以确保母材的质量符合要求。
2.粗轧将母材进行粗轧,即采用辊式轧机对母材进行初步轧制,使其形成初步的板带状。
粗轧后的母材表面会产生一定的凹凸不平,需要进行表面处理,以便后续的精轧和拉拔。
3.精轧精轧是整个生产工艺中的关键环节,通过多道次的轧制,将母材逐步压制成所需厚度的铝板带箔。
在精轧的过程中,需要不断调整轧辊的间隙和轧制温度,以确保产品的质量。
4.拉拔将精轧后的铝板带箔进行拉拔,使其形成所需的尺寸和性能。
拉拔是通过拉拔机将铝板带箔逐步拉制成细丝状,以提高其硬度和强度。
在拉拔过程中,需要控制好拉拔速度和温度,以避免产生拉痕和裂纹。
铝箔加工及工艺流程PPT幻灯片课件

6
精轧
精轧机
分卷机
7
Reynolds 包装箔® 工艺流程
• 在Hot Spring (美国亚里桑那州)
连续铸轧厂(6-10 mm)
• 在Hot Spring冷轧至
0.7 mm
• 将卷材运到 Richmond或
Louisville
• 高温退火 • 冷轧至 15-25 um(0.006-0.009”) • 最终退火
半连续铸造
铸轧法
10
粒子尺寸
对于晶粒尺寸而言, 组成物颗粒尺寸受凝固速率的影响. 下图为具有 代表性的3XXX组成物颗粒.
3004 半连续铸锭1/2厚度
(533 mm)
3003 铸轧板1/2厚度
(5 mm)
11
铸轧带材的中心线偏析
铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而 形成的. 大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧 偏析 (即, AA1145 铸轧板偏析).
30
8079软态箔的典型性能
箔料厚度
< 7µm 7 µm (.000285) 9 µm (.00035) 10-12 µm 12-15 µm >20 µm
拉伸强度
(MPa)
72.4 73.1 73.8 75.8 77.2 >79.3
伸长率
(%)
3 3.5 4 5 6 >8
31
针孔
箔料厚度
< 7µm 7 µm (.000285) 9 µm (.00035) 10-12 µm 12-15 µm > 20 µm
“非轧制”条件
不正常
张力
正常
变形
28
退火
铝箔生产工艺流程

铝箔生产工艺流程
铝箔的生产工艺流程一般包括以下几个步骤:
1. 原料准备:选用高纯度的铝合金材料作为原料,经过预处理、熔炼和浇铸成连铸坯。
2. 连铸:将熔化的铝合金倒入连铸机的浇口,经过冷却后形成连铸坯,即铝带。
3. 粗轧:将连铸坯通过粗轧机进行轧制,使其尺寸逐渐变薄变宽,并逐渐形成铝箔的初步形态。
4. 冷轧:将粗轧过的铝带经过多道次的冷轧机辊轧制,使其逐渐变薄,同时平整表面,提高硬度。
5. 皱纹轧制:经过冷轧后的铝带进入皱纹轧制机器,通过不断折叠和调整,形成铝箔的光滑表面,增加其强度和韧性。
6. 清洗:将铝箔进行清洗,除去表面的杂质和污垢,使其表面光洁,无油污。
7. 加工:对铝箔进行切割、剪裁、打孔、压印等各种加工,根据不同的用途和需求,定制不同规格和形状的铝箔产品。
8. 检验:对加工后的铝箔进行质量检验,包括尺寸、厚度、表面质量、机械性能等方面的检测。
9. 包装:将合格的铝箔经过包装,包括捆扎、包装箱封装等,以保证产品的安全运输和保鲜性能。
10. 出厂:经过严格检验和包装后的铝箔产品出厂,可供市场销售和使用。
以上是一般铝箔的生产工艺流程,具体工艺步骤可能会有所不同,取决于生产厂家和产品的需求。
铝板带箔生产工艺
铝板带及深加工生产工艺流程铝板带生产流程扁锭铳面——扁锭加热——热粗轧(可逆)一热精轧(不可逆)——冷轧(切边、中间退火等)——精整(清洗、横切、拉弯矫直等)——热处理的生产工艺;中厚板生产流程:扁锭加热一热粗轧(可逆)——热精轧(不可逆)——精整(锯切等)的生产工艺。
一、热轧工艺1、原料规格:扁锭规格:(420 〜460mm )x ( 1000 〜2000mm )x ( 3600 〜 6800mm )。
扁锭的合金牌号:1xxx、3xxx、5xxx、8xxxx等。
2、设备构成:扁锭铳面机1台立推式扁锭加热炉2套2400mm四辊可逆式双卷取热轧生产线1条3、工艺流程及参数:⑴扁锭铳面扁锭铳面是为了去除表面的偏析瘤、夹渣、结疤和表面裂纹等,减少板片的金属及非金属压入缺陷,提高表面品质将规格为480*1500*6000的扁锭(重量11.66T ),推入铳面机对扁锭的两面及两边铳面,铳面机的运行速度0.2m/s,需要铳掉扁锭最大厚度为6mm, 一块扁锭铳掉铝屑重量383Kg,扁锭的吨铝产生的铝屑32.8kg。
⑵扁锭加热铳面合格的扁锭在立推式加热炉内进行加热,加热温度350℃〜550℃,加热时间5-8小时。
加热炉设有5个区,每区安装一台大流量的空气循环风机安装在炉顶,风机运行风速为10-20m/s,压缩空气消耗20m3/min ; 4个区共20个天然气烧嘴,分别安装在炉体上半部分的两侧,天然气约消耗1200Nm3/h。
⑶热粗轧将加热后规格为480*1500*6000的扁锭推入四辊可逆热轧机热粗轧,最大轧制速度可达230m/s,经过5〜13道次的轧制,最终将扁锭轧制到20〜160mm板坯。
⑷热精轧将热粗轧后的板坯在热精轧机组进行精轧操作,最大轧制速度可达480m/s,经过10-18个道次的轧制,生产出2.5〜16mm厚度的板卷。
二、冷轧工艺1、入口原料规格:卷材厚度:2.5〜15mm卷材宽度:880〜2000 mm卷材直径:桢10〜中2000 mm卷材重量:12.5t2、设备构成2000mm不四辊可逆冷轧机组2套40t中间、成品退火炉6台20m中厚板精密锯切机2套MK84180 ^8000数控轧辊磨床2台3、工艺流程及参数⑴冷轧2-15mm的铝热轧卷在四辊不可逆冷轧机组经过3-6个道次轧至成品厚度0.25〜0.7mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
除气箱出 口氢含量 ≤0.12ml/ 100gAl
大于0.01mm 的固体颗粒除 净率≥90%
铸轧区
辊轴线
L1 L2 L3 L
L1:变形区 L2:结晶区(铸造区) L3:冷凝区
铸嘴
2.2 轧制(冷轧、箔轧(粗轧、精轧))
(1) 轧制:靠旋转的轧辊与轧件之间形成的摩擦力将轧件拉进旋转的轧辊间 ,借助与轧辊施加压力使金属发生塑性变形的过程,通过轧制使金属具有一 定形状、尺寸和性能。
在均匀化过程中,非平衡βp(AlFeSi)相和Al6Fe、AlmFe相将逐渐溶解并 分别向平衡相βb(AlFeSi)相和Al3Fe相转化,同时原有的βb(AlFeSi)相和 Al3Fe相也将不断长大。
厚度为5.0-8.0mm的称为中厚板; 厚度为0.2-5.0mm的称为薄板,幅度窄的薄板称为带材; 厚度小于0.2mm的称为铝箔。
1.1.4 铝箔的分类:
(1)按厚度分: 0.1~0.2mm-无零箔产品; 0.01~0.1mm-单零箔产品; <0.01mm-双零箔产品。
(2)按状态或材质分为: 1)硬质箔:轧制后未经退火的铝箔; 2)半硬质箔:强度在硬质和软质箔之间的铝箔; 3)软质箔:经充分退火而变软的铝箔,应用广泛。
合 卷:主要用于将需要叠轧的两张箔合成一个铝卷。 分卷(分切):主要用于将双张铝箔分成单张箔材。
3.铝板带箔加工过程中的相变
Al-Fe-Si系Al角的亚稳液相面投影 图(虚线表示平衡液相线的位置) Langsrud Y. Silicon in commercial aluminum alloyswhat becomes of it during DC-casting? Key Eng. Mater.,1990, 44-45:95.
2.双零箔产品加工流程 ①
②
③
2.1铸轧 ① ②
2.2轧制 ②
③
2.3退火 ③
②
2.4精整 ④
④
②
④
②
④ ③
铸轧 冷轧 高温退火 冷轧 中间退火 冷轧 重卷切边 粗轧 合卷 精轧 分切 成品退火
7.0mm 第1道次
第2-4道次
第5道次 第6-9道次
第10道次 0.006mm
包装入库
2.1 铸轧加工
1.2 铝加工中常用的平轧工艺
铸造(轧)工艺 轧制工艺
热处理工艺
铸造工艺 铸轧工艺 热轧工艺 冷轧(箔轧)工艺 淬火工艺 退火工艺
1.3 铝合金冷轧坯料比较
铸轧坯料法加工工艺流程短、投资省、工艺相对简单、见效快;缺点产品内部 组织及表面质量相对较差,无法生产某些硬合金或特殊合金。
热轧坯料法加工工艺生产的产品种类比较齐全。
3.1 铝箔材料中的高温相变
在非平衡凝固条件下,铸锭中可能出现多种非平衡亚稳相,虽然这些合 金相的体积分数很小,但是却对产品的机械性能、加工性能以及化学性能 等产生非常重要的影响。
高温相变中的典型工艺:均匀化热处理。铸锭组织中的多种亚稳相将向 更稳定的相转变。
铸锭组织中主要存在的相有:αc(AlFeSi)相:盘状 βp(AlFeSi)相:块状或片状 Al6Fe和AlmFe相:丝织状 Al3Fe相:不规则长针状
冷轧轧机主体远看图
上卷 卸卷
轧制 这个过程的完成称为一个道次
2.3 退火
(1) 退火的工艺过程: 退火是铝及铝合金板带材生产中的一个关键
工序,其工艺过程由加热、保温及冷却三个阶 段组成,如下图所示。 (2) 退火的主要目的:
1)高温(均匀化)退火, 消除或部分消除偏 析。
2)中间厚度退火(简称中退),不仅可以消 除加工硬化,有利于进一步轧源自,而且还能改 善最终制品的组织与性能。
(2) 绝对压下量:Δh=H-h,Δh―绝对压下量,mm;H―轧件轧前厚 度,mm;h―轧件轧后厚度,mm。
加工率:ε=Δh/H×100%
(3) 总加工率:两次退火间总的冷轧压下率,在允许的条件下,尽量 采用大的加工率。
(4) 特点:轧制过程中产生加工硬化,金属的强度和变形抗力增加, 塑性降低,产品尺寸精度高,表面品质和板形好,组织和性能均匀。
两种加热方式的优缺点: 在相同的条件下,定时定温到温时间长,但料卷温度均匀。而差温加热到温 时间短,但料卷温度均匀性差。
(4)热电偶的使用
装炉量不一样,料卷宽度不一样,金属到温时间也不一样。因此经常在装炉 退火前,需要在产品上打放弯曲热电偶,以便把实际金属温度理想控制在工艺 要求的范围内,从而可获得所需的机械性能。
铝板带箔加工工艺
2020年7月26日星期日
目录
1.铝加工基础知识 2.晟通主要产品及加工流程 3.铝板带箔工过程中的主要相变 4.需要解决的问题
1.铝加工基础知识
1.1 铝及铝合金分类
1.1.1 按合金元素划分(目前国际上通用标准)
1XXX系列,纯铝系列,铝含量≥99.00% 2XXX系列,Al-Cu系列; 3XXX系列,Al-Mn系列 4XXX系列,Al-Si系列; 5XXX系列,Al-Mg系列 6XXX系列,Al-Mg-Si系列; 7XXX系列,Al-Zn-Mg系列 其他元素为8XXX系列; 备用组别为9XXX系列
3)成品厚度退火,燃烧和挥发冷轧时滞留
温度/℃
时间/h 简单退火工艺过程示意图
在板面上的轧制油,确保产品表面洁净卫生;可以改善和控制产品的组织与性
能,满足不同的需求。
(3) 退火温度控制 1)控制温度的方法有两种:一种是控制炉温,另一种是控制金属温度。 2)加热方式也有两种:一种是定时定温加热,另一种是差温加热。
1.1.2 按热处理可否强化可分为:
(1)热处理可强化合金; (2)热处理不可强化合金 铸轧生产加工的大多为 热处理不可强化合金, 分别为1XXX、3XXX及 5XXX系列和8011等合 金。
1.1.3 按厚度分类
按板、带材生产的厚度分类,可分为厚板、中厚板、薄板及铝箔。 其中:厚度≥8.0mm的称为厚板;
大卷:一般打在距内圆 15-20 mm
小卷:一般打在距外圆 15-20 mm
深度大于 20mm。
2.4 精整
(1) 精整的概念 针对来料(一般为轧制带卷),所进行的几何尺寸、表面质量及板形质量
等的加工和整理工作。它包括剪切、矫直、包装等。 (2) 常见的精整工序及主要目的
根据设备不同,常见的铝及铝合金精整工序有以下几种: 重 卷:主要用于将轧制带卷沿纵向切成铝带材,只切一条,实际只起切 边作用。