激光锡焊的优势和分类
激光钎焊

激光钎焊∙激光钎焊是利用激光作为热源,施行的软钎焊与硬钎焊的统称,是一种高精度、高自动化、高柔性的焊接工艺,同样具有激光熔焊的优点,连接可靠、全连通率高、热影响小。
目录激光钎焊的原理∙激光发生器发出的激光束聚焦在焊丝表面上加热,使焊丝受热熔化(母材未熔化)润湿母材,填充接头间隙,与母材结合,形成焊缝(原理见图1),实现良好的连接。
激光钎焊的优点∙1、由于是局部加热,元件不易产生热损伤,热影响区小,因此可在热敏元件附近施行软钎焊。
2、用非接触加热,熔化带宽,不需要任何辅助工具,可在双面印刷电路板上双面元件装备后加工。
3、重复操作稳定性好。
焊剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高。
4、激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊。
5、激光钎焊多用波长1.06um的激光作为热源,可用光纤传输,因此可在常规方式不易焊接的部位进行加工,灵活性好。
6、聚焦性好,易于实现多工位装置的自动化。
激光钎焊的主要参数∙影响激光钎焊的焊接参数主要有:光斑直径、激光功率、送丝速度和焊接速度。
(1)光斑直径光斑的直径对钎料的铺展影响较大。
光斑直径过小,激光集中在钎料上,对母材的加热不足,钎料在母材上铺展时冷却过快,使钎料不易铺展;光斑直径过大,如果激光功率不够则无法及时熔化焊丝,如果激光功率足够则会严重烧损母材。
对于卷对接接头,光斑直径与焊缝宽度(填充面宽度)基本一致时,钎料的铺展较充分。
(2)激光功率焊丝熔化的速度取决于激光能量的大小,即激光功率。
当激光功率不足时,焊丝熔化速度慢,铺展不充分,且作业时间长,生产效率低;当激光功率过大时,焊丝熔化速度快,如果送丝速度跟不上,则焊缝的铺展会间断。
激光功率的最大值受设备限制,调节激光功率的大小主要考虑其与焊接速度及送丝速度的匹配。
(3)焊接速度和送丝速度焊接速度决定作业时间的长短和生产效率的高低,所以应根据设备可提供的激光功率的大小选择适当的焊接速度以提高生产效率。
激光锡球喷射焊接的原理及优点【详解】
以下为激光锡球喷射焊接的原理及优点,一起来看看吧。
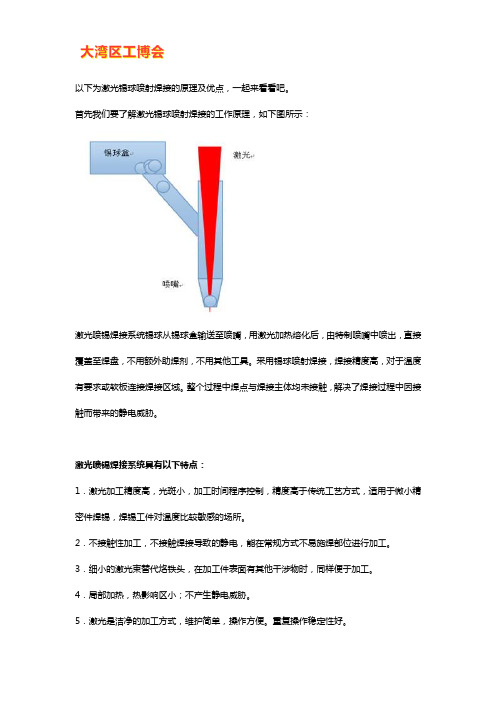
首先我们要了解激光锡球喷射焊接的工作原理,如下图所示:
激光喷锡焊接系统锡球从锡球盒输送至喷嘴,用激光加热熔化后,由特制喷嘴中喷出,直接覆盖至焊盘,不用额外助焊剂,不用其他工具。
采用锡球喷射焊接,焊接精度高,对于温度有要求或软板连接焊接区域。
整个过程中焊点与焊接主体均未接触,解决了焊接过程中因接触而带来的静电威胁。
激光喷锡焊接系统具有以下特点:
1.激光加工精度高,光斑小,加工时间程序控制,精度高于传统工艺方式,适用于微小精密件焊锡,焊锡工件对温度比较敏感的场所。
2.不接触性加工,不接触焊接导致的静电,能在常规方式不易施焊部位进行加工。
3.细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工。
4.局部加热,热影响区小;不产生静电威胁。
5.激光是洁净的加工方式,维护简单,操作方便。
重复操作稳定性好。
6.六轴工作平台,配备同步CCD定位及监控系统,自动夹持,自动判断有无工件,能保障焊接精度和良品率。
7.激光喷锡焊接系统不用助焊剂急其他工具,保障了加工的清洁度。
8.加热速度快定位精准,可在0.2秒内完成。
9.锡球直径最小可到50μm,适合高精密焊接。
10.焊锡的良品率比普通自动焊锡机要高。
11.带有视觉定位系统适合流水线生产。
激光焊原理、特点、应用范围及分类

激光焊原理、特点、应用范围及分类一、原理激光是利用原子受辐射的原理,使工作物质受激而产生的一种单色性高、方向性强、亮度高的光束,经聚焦后把光束聚焦到焦点上可获得极高的能量密度,利用它与被焊工件相互作用,使金属发生蒸发、熔化、结晶、凝固而形成焊缝。
二、特点①由于激光束的频谱宽度窄,经汇聚后的光斑直径可小到0.01mm,功率密度可达109W/cm2,它和电子束焊同属于高能焊。
可焊0.1~50mm厚的工件。
②脉冲激光焊加热过程短、焊点小、热影响区小。
③与电子束焊相比,激光焊不需要真空,也不存在X射线防护问题。
④能对难以接近的部位进行焊接,能透过玻璃或其他透明物体进行焊接。
⑤激光不受电磁场的影响。
⑥激光的电光转换效率低(约为0.1%~0.3%)。
工件的加工和组装精度要求高,夹具要求精密,因此焊接成本高。
三、应用范围①用脉冲激光焊能够焊接铜、铁、锆、钽、铝、钛、铌等金属及其合金。
用连续激光焊,除铜、铝合金难焊外,其他金属与合金都能焊接。
②用脉冲激光焊可把金属丝或薄板焊接在一起。
③主要应用于电子工业领域,如微电器件外壳及精密传感器外壳的封焊、精密热电偶的焊接、波导元件的定位焊接。
④也可用来焊接石英、玻璃、陶瓷、塑料等非金属材料。
四、激光焊分类按激光器输出能量方式的不同,激光焊分为脉冲激光焊和连续激光焊(包括高频脉冲连续激光焊);按激光聚焦后光斑上功率密度的不同,激光焊可分为传热焊和深熔焊。
1. 传热焊采用的激光光斑功率密度小于105W/cm2时,激光将金属表面加热到熔点与沸点之间,焊接时,金属材料表面将所吸收的激光能转变为热能,使金属表面温度升高而熔化,然后通过热传导方式把热能传向金属内部,使熔化区逐渐扩大,凝固后形成焊点或焊缝,其熔深轮廓近似为半球形。
这种焊接机理称为传热焊,它类似于TIG电弧焊过程,如图1(a)所示。
传热焊的主要特点是激光光斑的功率密度小,很大一部分光被金属表面所反射,光的吸收率低,焊接熔深浅,焊接速度慢主要用于薄(厚度<1mm)、小零件的焊接加工。
浅谈激光焊接技术特点及应用前景

释放大量热量实现快速焊接,因而其对于环境要求更低, 能够在一般室温条件下进行,而无需再在真空环境或是 气体保护状态下。经过几十年的发展,
人们对于激光技术的了解以及认知程度最高,其也从最 初的军事领域逐步扩展到现代民用领域,而激光焊接技 术的出现进一步拓展了激光技术的应用范
围。未来激光焊接技术不仅仅能够用于汽车、钢铁、仪 器制造等领域,其必然还可以在军事、医学等等更多的 领域得到应用,特别是在医学领域,借助
新的激光焊接种类以及设备之外,也在积极模仿以及参 照国外研究的最新动向,不断寻求大功率激光焊接技术 的突破与发展。而最新的研究成果显示,
他们成功克服了国内大型构件的焊接难题,这无疑标志 着我国在激光焊接技术领域的重大突破,也为未来大型 工程重大应用奠定了基矗除此之外,目前
国内的激光焊接技术研究还集中在激光热丝焊、异种金 属焊等领域,他们都是现代激光焊接技术研究的最新课 题。而国外在相关研究领域已经取得了突
破,特别是德国已经初步掌握了异种金属焊的技巧和方 式,而未来我国要想真正熟练的应用以及掌握激光焊接 技术,将其应用到更多的领域以及行业内
,无疑就必须要攻破上述课题,要进一步完善以及优化 激光焊接技术。3.2激光焊接技术的应用前景激光焊接作 为现代科技与传统技术的结合体,其
相对于传统焊接技术而言,尤其独特之处并且本身的应 用领域以及应用层面更加广泛,可以极大的提升焊接的 效率和精度。其功率密度高、能量释放快
21世纪是现代科技高速发展的时代,而激光技术作为目 前时代发展中人们所最为瞩目的可击之一,其不仅仅是 应用于现代军事领域,同样随着激光技
术的日益娴熟以及其本身的制造工艺和应用工艺的普遍 化,未来能够在更多的行业得到广泛应用,其中就包括 传统制造业。21世纪是现代科技高速发
激光喷锡焊激光锡球焊的原理及特点

激光喷锡焊激光锡球焊的原理及特点
一、喷锡球激光焊接(激光喷锡)的原理
激光喷锡焊是指将锡球颗粒通过送球机构送到喷嘴处,然后激光照射,熔化锡球,通过氮气将液态的锡喷射在产品表面。
锡球最小可以达到0.1mm,其喷锡原理如下:
二、激光喷锡焊的特点及优势
锡球是没有分散的纯锡的小颗粒,激光加热熔化后不会引起飞溅,固化后将变得饱满而光滑,没有其他过程,例如后续助焊剂残留的清洗或表面处理。
相比于传统焊接,锡球激光焊接效率更高,无助焊剂,外观一致性高,焊接稳定性极高等,热影响最小。
三、喷锡球激光焊接的应用
激光喷锡焊常见焊接产品有:焊盘和焊盘连接,如摄像头模组;部分FPC与FPC&PCB焊接、晶圆、BGA等,。
精密激光锡焊技术

精密激光锡焊技术一、概述精密激光锡焊技术是一种高精度、高效率的焊接方法,广泛应用于电子、通讯、航空航天等领域。
该技术采用激光束对锡材料进行加热,使其熔化并与被焊接材料形成牢固的连接。
二、原理精密激光锡焊技术是利用激光束对锡材料进行加热,并将其熔化后与被焊接材料形成牢固的连接。
在焊接过程中,激光束能够在非常短的时间内将锡材料加热到其熔点以上,从而实现快速而准确的焊接。
三、设备1. 激光器:精密激光锡焊技术需要使用高功率的激光器,以保证足够的能量来加热锡材料。
2. 光学系统:该系统包括反射镜和透镜等部件,用于将激光束聚焦在需要焊接的位置上。
3. 工作台:工作台可以根据需要进行旋转或移动,以便进行多个方向上的焊接。
4. 气体系统:气体系统用于保护焊接区域,防止氧化和污染。
四、焊接过程1. 准备工作:将需要焊接的材料放置在工作台上,并进行定位和固定。
调整激光器和光学系统,以便将激光束聚焦在需要焊接的位置上。
2. 开始焊接:打开激光器并启动气体系统,将激光束聚焦在需要焊接的位置上。
锡材料被加热并熔化,与被焊接材料形成牢固的连接。
3. 控制参数:控制激光功率、加热时间和气体流量等参数,以便实现最佳的焊接效果。
4. 结束焊接:关闭激光器和气体系统,等待焊缝冷却后即可完成整个焊接过程。
五、优点1. 高精度:精密激光锡焊技术可以实现非常高精度的焊接,适用于需要高精度连接的场合。
2. 高效率:该技术可以快速地完成大量的焊接任务,提高生产效率。
3. 无污染:使用适当的气体保护系统,可以避免焊接区域被污染。
4. 无接触:激光束是无接触的,因此可以避免由于物理接触引起的热变形等问题。
六、应用领域精密激光锡焊技术广泛应用于电子、通讯、航空航天等领域。
例如,该技术可以用于制造微型电子元件、高精度仪器和设备等。
同时,它也可以用于制造飞机、卫星和航天器等高科技产品。
七、总结精密激光锡焊技术是一种高精度、高效率的焊接方法,具有许多优点。
精密激光锡焊技术

精密激光锡焊技术1. 引言精密激光锡焊技术是一种广泛应用于电子制造领域的先进焊接技术。
它将激光技术和焊接技术相结合,通过高能量密度的激光束瞬间加热焊接材料,实现焊接的过程。
精密激光锡焊技术具有焊接速度快、热影响区小、焊接接头质量高等优点,被广泛应用于电子元器件的制造和组装过程中。
2. 精密激光锡焊技术的原理精密激光锡焊技术的原理基于激光热熔焊接的基本原理。
激光束聚焦到焊接区域,高能量密度的激光束将焊接材料迅速加热至熔点以上,形成液态,随后冷却凝固,完成焊接过程。
激光焊接主要通过能量转换来实现焊接作业。
激光束与被焊接材料相互作用时,激光能量被材料吸收,由光能转换为热能。
激光束的能量密度决定了焊接过程中加热时的温度和冷却时的凝固速度。
通过控制激光束的功率、焦距和工作速度等参数,可以实现对焊接过程的精确控制。
3. 精密激光锡焊技术的应用领域3.1 电子制造领域精密激光锡焊技术在电子制造领域应用广泛。
它能够实现对微小尺寸元器件的高效焊接,尤其适用于焊接印刷电路板(PCB)和电子器件的连接。
精密激光锡焊技术可以实现焊点均匀、耐久的连接,提高元件间的电气连接可靠性。
3.2 光电子领域光电子领域是另一个广泛应用精密激光锡焊技术的领域。
在光电子器件的制造过程中,光学元件和电子元件的精确焊接非常关键。
精密激光锡焊技术能够实现对光学纤维、光组件和其他精密元件的高效、可靠的焊接。
3.3 精密仪器制造领域精密仪器制造领域对焊接质量和焊接精度要求极高。
精密激光锡焊技术的应用可以实现对精密仪器内部元件的无接触式焊接,避免了传统焊接方法中可能产生的热应力和变形问题,保证了仪器的稳定性和可靠性。
4. 精密激光锡焊技术的优势4.1 高效快速精密激光锡焊技术具有焊接速度快的特点,能够实现高效率的生产。
相对于传统焊接方法,精密激光锡焊技术可以实现焊接时间的大幅缩短,提高了制造效率。
4.2 焊接区域热影响小精密激光锡焊技术通过激光束将焊接材料局部加热,焊接区域的热影响较小。
激光锡焊原理
激光锡焊原理
嘿,朋友们!今天咱来唠唠激光锡焊原理。
你说这激光锡焊啊,就像是个神奇的小魔术。
想象一下,一道细细的激光束,就像个精准的小指挥家,能让那些小小的锡粒乖乖听话,按照我们想要的方式连接起来。
这激光锡焊呀,其实就是利用激光的高能量。
激光,那可是厉害得很呢!它能瞬间产生高温,把锡给融化了,然后让它们紧紧地粘在一起。
这就好比我们小时候玩泥巴,把泥巴揉啊揉,最后捏成我们想要的形状。
只不过激光锡焊可比玩泥巴高级多啦!
它的优点可不少呢!精准度超高,能焊接那些特别小、特别精细的地方,这要是靠咱手工,那可就费劲咯!而且速度还特别快,“唰”的一下就焊接好了,可不比我们磨蹭半天强多啦。
咱再想想,要是没有激光锡焊,那好多高科技产品可就难产咯!那些小小的电子元件,不就得靠别的笨办法来连接啦?那多麻烦呀!
你说这激光锡焊是不是很神奇?就像一个隐藏在科技世界里的小魔法师,默默地为我们的生活带来便利。
它让我们的电子设备更小巧、更精密,让我们能享受到更先进的科技成果。
比如说我们每天都离不开的手机,里面那么多精细的零件,不就是靠激光锡焊连接起来的嘛!要是没有它,咱的手机还能这么好用吗?还有那些电脑呀、电视呀,都离不开这个神奇的小技术呢!
而且啊,随着科技的不断进步,激光锡焊肯定也会越来越厉害。
说不定以后能焊接更复杂的东西,给我们带来更多的惊喜呢!
所以说呀,这激光锡焊原理可真是个宝!咱可得好好珍惜这个神奇的技术,让它为我们的生活创造更多的美好。
你们说是不是这个理儿呢?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光锡焊的优势和分类武汉普思立激光科技有限公司
激光锡焊的优势
产生背景:针对超细小化的电子基板、多层化的电装零件,“传统焊接工艺”已无法适用,由此促使了技术的急速进步。
不适用于传统焊接工艺的超细小零件的加工,最终由激光焊接得以完成。
加热方式:激光焊是一种新型的焊接技术,它是利用激光光束直接照射焊接部位而产生热量使焊料熔化, 而形成良好的焊点。
特点:激光是发散光平行朝一个方向传播并且能量密度极大。
而且通过聚光镜使平行的辐射光聚集在一点得到高能量的输出。
激光焊接设备利用此能量进行金属焊接、焊锡焊接和树脂熔接等。
激光焊是对传统焊接焊方式的补充而不是替代,它主要应用在一些特定的场合。
普思立激光优点:
1.可焊接一些其他焊接中易受热损伤或易开裂的元器件,无需接触,不会给焊接对象造成机械应力
2.可在元器件密集的电路上对烙铁头无法进入的狭窄部位和在密集组装中相邻元件之间没有距离时变换角度进行照射,而无
须对整个电路板加热
3.焊接时仅被焊区域局部加热,其它非焊区域不承受热效应
4.焊接时间短,效率高,并且焊点不会形成较厚的金属间化物层,所以质量可靠
5.可维护性很高,传统电烙铁焊接需要定期更换烙铁头,而激光焊接需要更换的配件极少,因此可以削减维护成本
锡焊锡焊的产品类型
锡丝焊接锡膏焊接锡球焊接
贴片焊接线束焊接
插件焊接BGA焊接
最大直径φ3.0mm
根据每个焊点直径变更激光照射直径
最小直径φ0.1mm
激光锡焊——光斑类型
可按照客户电路板式样及零部件选择合适的激光类型。
例如,焊盘为椭圆形时,照射椭圆类型。
另外,通孔焊接时,当背面有黑色树脂及零部件时,为防止激光造成的烧损,需用环形类型照射。
精益、创新、诚信END
Thank you!。