粉体成形与烧结
粉末冶金常用烧结方法
粉末冶金常用烧结方法第一篇:粉末冶金常用烧结方法粉末冶金常用烧结方法《often-used teehnigues in powder metallurgy sintering》摘要:粉末冶金是一门重要的零件成形技术。
粉末冶金新技术、新工艺的不断出现,必将促进高技术产业的快速发展,也必将带给材料工程和制造技术光明的前景。
目前,我国粉末冶金行业整体技术水平低下、工艺装备落后,与国外先进技术水平相比存在较大差距。
因此,大力发展粉末冶金新技术的研究,对提高我国粉末冶金产品的档次和技术水平,缩短与国外先进水平的差距具有非常重要的意义。
粉末冶金烧结就是将粉末或粉末压坯经过加热而得到强化和致密化制品的方法和技术。
烧结是粉末冶金过程中最重要的工序。
在烧结过程中,由于温度的变化粉末坯块颗粒之间发生粘结等物理化学变化,从而增加了烧结制品的电阻率、强度、硬度和密度,减小了孔隙度并使晶粒结构致密化。
Abstract:Powder metallurgy forming technology is an important part。
New technology of powder metallurgy technologies, emerging, will promote the rapid development of high-tech industry, will bring brighter prospects of material engineering and manufacturing technology.At present, the low overall level of powder metallurgy industry in China, process and equipment behind, compared with foreign advanced technical level there is a large gap.Therefore, development of study on the new technology of powder metallurgy, on improving the grade of powder metallurgical products and technology, reduced the gap with foreign advanced level has very important significance.Powder metallurgy sintering powder or powderCompact is strengthening and densification of products by the heating method and technology.Sintering is the most important process of powder metallurgy process.During the sintering process, due to changes in temperature of the Compact of powder particles bond between physical and chemical changes, thus increasing the resistivity of sintered products, strength, hardness and density, reduces the porosity of densification and grain structure.关键词:粉末冶金(Powder metallurgy),烧结(Sintering),技术(technology),粉末冶金烧结是使压坯或松装粉末体进一步结合起来,以提高强度及其他性能的一种高温处理工艺。
粉末成形与烧结讲义-第三部分
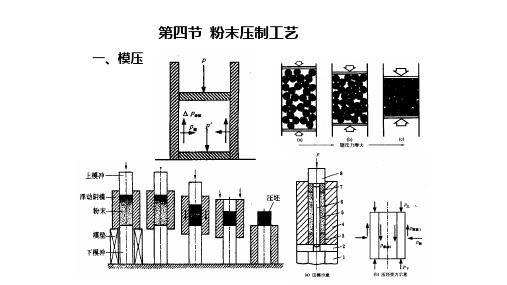
等静压基本原理 等静压制是借助高压泵的作用把流体介质(气体或液体)压入耐高压的和流体加压泵组成。辅助设备有流 体储罐、压力表、输送流体的高压管道和高压阀门等。
等静压力机按照工作室尺寸、压力及轴向受力状态可分成三种基本类型, 即拉杆式、螺纹式及框架式。
冷静压制按粉料装模及其受压形式可分为湿袋模具和干袋模具压制。
6.4.2.3 冷等静压压制工艺过程:
密封容器内,高压流体的静压力直接作用在弹性模套内的粉末上,使粉末体 在同一时间内各方向均衡受压而获得密度分布均匀和强度较高的压坯。
1. 美国人马登在1913年获得了用冷等静压方法成型钨、铂坯条的专利权;
2. 库利奇和弗期蒂尔分别于1917和1919年,取得了用等静压方法压制钨铜 管材的专利。菲斯于1928年撰文论述了湿袋式等静压制钨管的工艺,使难 熔金属粉末的等静压技术有了一定的发展;
6.4.2.1 等静压压制特点:
1. 等静压制流体介质传递压力是各向相等的,弹性模套本身受压缩的变形与 粉末颗粒受的压缩大体一致,弹性模套与接触粉末之间不会产生明显的相 对运动,故外摩擦小。
2. 由于各方压力相等,静摩擦力在压件的纵断面上任一点都应相等,故压坯 的密度分布沿纵断面均匀。但是沿压坯同一横向断面上,内于粉末颗粒间 的内摩擦的影响,压坯的密度从外往内逐渐降低,但密度差不大。
模具材料的选择及模具的制作-粉末料的准备以及将粉料装入模袋 -密封、压制-脱模。
1、模具材料的选择及模具的制作
粉末成形与烧结讲义-第二部分
烧结为什么会发生?烧结是怎么样进行的?
一、烧结的基本过程
5. 1938年,Price、Smithells相Williams首先研究了液相烧结的溶解析出现 象,提出相烧结过程是以小颗粒溶解和溶质在大颗粒上析出沉积而实现致 密化的。
6. 1945年费仑克尔发表粘性流动烧结理论的著名论文,这标志着烧结 理论进入一个新的发展时期。
7. 1949年,Kucsynskl(库钦斯基)发表了题为“金属颗粒烧结过程 中的自扩散”的论文,运用球—板模型,建立了烧结初期烧结颈长 大过程中体积扩散、表面扩散、晶界扩散、蒸发凝聚的微观物质迁 移机制,奠定了第一个层面上的烧结扩散理论的基础。
(2)烧结体内孔隙的总体积和总表面积减小;
•表面能比晶格畸变能小,如极细粉末的表面能为几百J/mol,而晶格畸变能 高达几千J/mol,但是,实际上烧结体总是具有更多热平衡缺陷的多晶体, 因此,烧结过程中品格畸变能减少的绝对值,相对于表面能的降低仍然是次要 的,烧结体内总保留一定数量的热平衡空位、空位团相位错网。
2. 孔隙体积和空隙总数的减少以及孔隙的形状变化。由于烧结颈,颗粒 间原来相互连通的孔隙逐渐收缩成闭孔,然后逐渐变圆。在孔隙性质 和形状发生变化的同时,孔隙的大小和数量也在改变,即孔隙个数减 少,而平均孔隙尺寸增大,此时小孔隙比大孔隙更容易缩小和消失。
(1)粘结阶段——烧结初期,颗粒间的原始接触点或面转变成晶体结合,即通 过成核、结晶长大等原子过程形成烧结颈;
粉末冶金新技术-烧结

用SPS制取块状纳米晶Fe90Zr7B3软磁的过程是: 先将由非 晶薄带经球磨制成的50~150μm非晶粉末装入WC/Co合金 模具内,并在SPS烧结机上烧结(真空度1×10-2Pa以下、升温 速度0.09~1.7K/s、温度673~873K、压力590MPa), 再把所 得的烧结体在1×10-2Pa真空下、以3 7K/s速度加热到923K、 保温后而制成。材料显示较好的磁性能:最大磁导率29800、 100Hz下的动态磁导率3430, 矫顽力12A/m。
3
双频微波烧结炉 生产用大型微波烧结炉 已烧结成多种材料:如陶瓷和铁氧体等材料。另 外,在日本又开发出相似的毫米波烧结技术,并成功 地在2023K下保温1h烧结成全致密的AlN材料。
4
2.爆炸压制技术 爆炸压制又称冲击波压制是一种有前途的工艺
方法,它在粉末冶金中发挥了很重要的作用, 爆炸压 制时,只是在颗粒的表面产生瞬时的高温,作用时间 短,升温和降温速度极快。适当控制爆炸参数,使得 压制的材料密度可以达到理论密度的90%以上,甚至 达到99%。
3)快速脉冲电流的加入, 无论是粉末内的放电部位还是焦耳 发热部位, 都会快速移动, 使粉末的烧结能够均匀化。
11
与传统的粉末冶金工艺相比,SPS工艺的特点是:
• 粉末原料广泛:各种金属、非金届、合金粉末,特别是 活性大的各种粒度粉末都可以用作SPS 烧结原科。
• 成形压力低:SPS烛结时经充分微放电处理,烧结粉末表 面处于向度活性化状态.为此,其成形压力只需要冷压烧 结的l/10~1/20。
17
SPS制备软磁材料 通常用急冷或喷射方法可得到FeMe(Nb、Zr、Hf)B的非 晶合金,在稍高于晶化温度处理后, 可得到晶粒数10nm,具有 体心立方结构,高Bs 、磁损小的纳米晶材料。但非晶合金目 前只能是带材或粉末, 制作成品还需要将带材重叠和用树脂固 结, 这使得成品的密度和Bs均变低。近年, 日本采用SPS工艺研 究FeMeB块材的成形条件及磁性能。
粉体成型工艺课件

整、尺寸精确的成型件。
烧成与冷却
烧成
化,形成所需的结构和性能。
冷却
烧成后对成型件进行快速冷却,以获得良好的组 织和性能。
烧成制度
制定合理的烧成制度,包括烧成温度、时间、气 氛等参数,以确保烧成过程顺利进行。
04
粉体成型工艺参数
Chapter
资源循环利用
对废弃粉体材料进行回 收再利用,实现资源循 环利用。
未来市场前景与挑战
市场前景广阔
随着科技的发展和产业升级,粉体成型工艺在新能源、新 材料、高端制造等领域有广泛应用。
技术创新是关键
持续推动粉体成型工艺的技术创新,以满足不断变化的市 场需求。
跨领域合作与协同创新
加强与相关领域的合作与交流,共同推动粉体成型工艺的 发展。
成型过程中的驱动力包括粉体颗 粒间的黏结力、外部施加的压力 等,驱动力的大小和作用方式决
定了制品的结构和性能。
填充与致密化
粉体颗粒在模具内通过流动、重排 、压缩等方式达到填充完全和致密 化。
冷却与脱模
成型后的制品需要经过冷却定型, 然后从模具中脱出。
03
粉体成型工艺流程
Chapter
原料准备与处理
THANKS
感谢观看
粉体成型工艺的应用领域
粉体成型工艺广泛应用于汽车、航空航天、电子、能源等领域。
在汽车领域,粉体成型工艺主要用于生产发动机零件、变速器零件等;在航空航天领域,粉体成型工 艺主要用于制造高性能的轻质材料和结构件;在电子领域,粉体成型工艺主要用于制造电子元件和传 感器等;在能源领域,粉体成型工艺主要用于生产电池电极和燃料电池等。
原料性质的影响
原料的粒度
原料的粒度大小直接影响粉体的流动性、填充性以及成型时的致密度。较细的粒度可以提高粉体的流动性,但过细的 粒度可能导致成型时开裂。
粉末成形与烧结讲义第四部分课件

(3)继续升温到烧结温度及保温阶段 超过共晶温度继续升温,有更多WC 溶解列液相中,液相数量剧增;保温过程中, WC继续溶解到液相中,继续保 温只发生WC通过液相的溶解和再析出过程,WC晶粒逐渐长大,而两相的成分 和比例都维持不变。
热压致密化理论是在粘性或塑性流动烧结理论的基础上建立,并主 要沿着两个方向发展:(1)热压的动力学即致密比方程式,分为理论的 和经验的两类,前者由塑性流动理论和扩散蠕变理论寻出;(2)热压的 致密化机构,包括颗粒相互滑过、颗粒的破碎、塑性变形以及体积扩散 等。
热压烧结的特点:
1. 所需的成型压力仅为冷压法的1/10; 2. 降低烧结温度和缩短烧结时间,抑制了
液相烧结的机构表明,当固相的原子溶解于液相(粘 结相)时致密化速度增加,烧结所需时间缩短,从这个 意义上讲,能在烧结温度下形成液相的就可用作活化 烧结的添加元素。
但是,对于W—Cu—Ni重合金,当Cu与Ni比为1 /2.5时,合金在低于Cu-Ni熔点的温度1050℃烧 结,烧结后可以看到钨颗粒形成明显的卵形结构,并 有明显的体积收缩。
液相烧结过程
液相烧结不同阶段的示意图(O:熔化;Ⅰ:重排;Ⅱ:溶解-沉淀;及Ⅲ:固相烧结)
(1)颗粒重排(Particles Re-arrangement) 在液相烧结过程中,颗粒间的液相膜起润滑作用。颗粒重排向减 少气孔的方向进行,同时减小系统的表面自由能。当坯体的密度 增加时,由于周围颗粒的紧密接触,颗粒进一步重排的阻力增加, 直至形成紧密堆积结构。
四、热压烧结
热压烧结(hot pressing)是在烧结过程中同时对坯料施加压力, 加速了致密化的过程。所以热压烧结的温度更低,烧结时间更短。
粉体成形与烧结
液相
溶解-沉淀传质 C f
烧结
它们都是以表面张力作为动力的。
(一)蒸发-凝聚传质
1、概念
固体颗粒表面的曲率不同,高温时在系统 的不同部位有不同的蒸气压,质点通过蒸发, 再凝聚实现质点的迁移,促进烧结。
模型
2、颈部生长速率关系式
根据开尔文公式、朗格缪尔公式,可以推导出球形颗粒 接触面积颈部生长速率关系式:
(3)化学成分 粉末的化学成分应包括主要金属 或合金组元的含量及杂质的含量。
粉末的杂质对后续工艺过程及最终制品质量都会 有较显著的影响。因而必须严格控制。如铁粉要 求酸不溶物在0.2%以下,氢还原减重在0.2%以下。
粉末混合
粉末混合是指将两种或两种以上组份的粉末混合 均匀的过程。混合的质量不仅影响成形过程和压 坯质量,而且会严重影响烧结过程的进行和最终 制品的质量。
烧结是是将坯体在适当的气氛条件下,加热到低于其 中基本成分的熔点的温度,保温适当时间,然后以一 定的方法和速度冷却到室温的过程。
烧结的结果是粉末颗粒之间发生粘结,烧结体的强度 增加,把粉末颗粒的聚集体变成为晶粒的聚结体,从 而获得所需的物理、机械性能的制品或材料。烧结体 强度大,密度大。
二.烧结过程
系在烧结温度下常有液相出现,<45%。
2)非常规烧结(特种烧结) 反应烧结 等静压烧结 热压烧结 活化烧结 电火花烧结 微波烧结
三、烧结机理
(一) 颗粒的粘附作用(烧结中期) (二) 物质的传递(烧结中后期)
(一) 颗粒的粘附作用
例1:
把两根新拉制的玻璃纤维相互叠放在 一起,然后沿纤维长度方向轻轻地相互 拉过,即可发现其运动是粘滞的,两根 玻璃纤维会互相粘附一段时间,直到玻 璃纤维弯曲时才被拉开,这说明两根玻 璃粘附纤力维的在大小接直触接处取决产于生物了质的粘表附面作能用和接。触面积,
粉体材料工艺学
粉体材料工艺学全文共四篇示例,供读者参考第一篇示例:粉体材料工艺学是研究粉末冶金、陶瓷、涂料等领域中粉末加工的工艺过程和技术的学科。
粉末材料广泛应用于各种工业和科学领域,具有许多优点,如高表面积、较高的强度、耐腐蚀性和耐磨损性等。
粉体材料工艺学在现代工业中具有重要的地位。
一、粉末冶金粉末冶金是利用金属、合金或其他材料的微细粉末作为原料,通过成形、烧结和热处理等工艺形成制品的一种制造方法。
在粉末冶金中,粉末颗粒的尺寸通常控制在几微米至几十微米之间,同时也可以通过合金化、添加增强相等手段改善产品的性能。
粉末冶金具有原料利用率高、能耗低、成形精确等优点,被广泛应用于汽车、航空航天、电子等领域。
1.1 粉末制备粉末制备是粉末冶金的第一步,其质量直接影响到后续工艺的成品质量。
粉末制备方法主要有机械研磨、化学法和高能球磨等。
高能球磨是一种通过金属球和容器之间的摩擦来实现粉末制备的方法,能够获得粒径更小、形貌更均匀的粉末。
1.2 成形和烧结在粉末冶金中,成形和烧结是关键的工艺步骤。
成形可以通过压制、注射成形等方式实现,烧结是将密实和连续的粉末颗粒通过加热使之结合成坚硬的形体。
烧结是粉末冶金中最重要的工艺步骤之一,影响着成品的密度、力学性能等。
1.3 热处理热处理是粉末冶金中的最后一步工艺,通过控制加热和冷却过程,调整制品的组织结构和性能。
常见的热处理工艺包括固溶处理、淬火和回火等。
热处理可以提高制品的硬度、强度和韧性,使其具有更好的性能。
二、陶瓷陶瓷是一种非金属材料,具有耐高温、耐腐蚀、绝缘等特性,在电子、航空航天、建筑等领域有广泛应用。
陶瓷材料制品的主要成形方法包括挤压、成型和注射成型等。
瓷粉是陶瓷制品的主要原料,其质量和成形性能对产品的质量起着关键作用。
瓷粉的制备方式有干法和湿法两种,其中湿法制备是通过将原料与溶剂混合成浆料,再经过干燥形成瓷粉。
陶瓷的成形和烧结工艺相对于金属材料更为复杂,因为陶瓷材料具有较高的烧结温度和较大的收缩率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烧结
一.烧结概述 二.烧结过程 三.烧结机理 四.晶粒生长与二次再结晶 五.影响烧结的因素
一.烧结概述
烧结的目的:是把粉状材料转变为致密体。
6/1
12/2
a)烧结前
b)烧结后 铁粉烧结的SEM照片
烧结概念
x r
3 M 2 3P0
2R3 2T 3 2d 2
1
3
r
2
3
• t1 3
式中:
x/r —— 颈部生长速率;x —— 颈部半径; r —— 颗粒半径;γ —— 颗粒表面能; M —— 相对分子量;P0 —— 球形颗粒表面蒸气压; R —— 气体常数;T —— 温度; t —— 时间
3、影响因素 r、P0、t、T
三.化学沉积法
电化学法 化学还原法
化学还原法
典型还原制粉的类型:
电化学法
电化学反应
阳极反应:
Cu 2e Cu2
阴极反应:
Cu 2 2e Cu(粉末)
粉末性能
粉末的性能对其成形和烧结过程,及制品的性能都有重大 影响,因而对粉末的性能必须加以了解。粉末的性能可分 为物理性能、化学性能和工艺性能。
1、颈部应力分析
应力分布: 无应力区:球体内部 压应力区:量球接触的中
心部位的σ2 张应力区:颈部的σρ
颈表面张应力区空位浓度大于晶体内部; 受压应力的颗粒接触中心空位浓度最低。
由晶界(接触点)向颈部扩散比晶体内部向颈部扩散能力强。
热力学认为,由于 表面张应力的存在, 使空位的生成能减 小。故在张应力区 存在着过剩的空位, 其数量与该微区的 曲率和表面张力成 正比。
2.3.烧结分类
1)常规烧结(是否出现液 相)固相烧结:在烧结温度下基本上无液相出现的
烧结,如高纯氧化物之间的烧结过程 液相烧结:有液相参与下的烧结,如多组分物
烧结是是将坯体在适当的气氛条件下,加热到低于其 中基本成分的熔点的温度,保温适当时间,然后以一 定的方法和速度冷却到室温的过程。
烧结的结果是粉末颗粒之间发生粘结,烧结体的强度 增加,把粉末颗粒的聚集体变成为晶粒的聚结体,从 而获得所需的物理、机械性能的制品或材料。烧结体 强度大,密度大。
二.烧结过程
(3)化学成分 粉末的化学成分应包括主要金属 或合金组元的含量及杂质的含量。
粉末的杂质对后续工艺过程及最终制品质量都会 有较显著的影响。因而必须严格控制。如铁粉要 求酸不溶物在0.2%以下,氢还原减重在0.2%以下。
粉末混合
粉末混合是指将两种或两种以上组份的粉末混合 均匀的过程。混合的质量不仅影响成形过程和压 坯质量,而且会严重影响烧结过程的进行和最终 制品的质量。
用粉末冶金法制造机械零件与仪表零件的经济效益对比
第一节 粉末的制取
烧结制品基本工艺流程包括: 粉末制备、压制成形、烧结 粉末制备: 机械法
物理法 化学法
高质量的原料粉末,应该具备粒度分布范围合理、平均粒 径小、颗粒外形圆整、颗粒聚集和抱团倾向小,凝聚强度 低、化学纯度和化学组成均匀性易于控制等特性。
物理性能有颗粒形状、粒度及粒度组成、密度、硬度、加 工硬化性、塑性变形能力以及显微组织等;
化学性能有化学成分;工艺性能有粉末的松装密度、流动 性和压制性等。通常用下述几个主要性能来评价粉末的性 能。
1)颗粒形状、粒度及粒度组成
a.颗粒形状 颗粒形状是决定粉末工艺性能的主要因素。 用不同方法制造的粉末形状不同,
气流研磨的两个基本准则: 1.动能准则:
提高粉末颗粒的动能 2.碰撞几率准则:
提高粉末颗粒的有效碰撞几率 由于粉末颗粒的动能是从气流中获得的,因此
必须提高载流气体的速度。
夹带粉料的高 压气体通过拉 瓦尔型喷嘴后, 气体压力机具 下降。
高压气体压力下降后: 加速效应:气体可超过音速 冷却效应:气粉混和物的温度降到零度以下
一.机械法
机械法制取粉末是将原材料机械地粉碎,而化学 成分基本不发生变化的工艺过程。
机械法分为机械破碎法与气流研磨。
a.机械粉碎法
机械粉碎是靠压碎、击碎和磨削等作用,将块状金属、合 金或化合物机械地粉碎成粉末。依据物料粉碎的最终程度, 可以分为粗碎和细碎(研磨)两类。
球磨制粉
球磨制粉包括四个基本要素: 球磨桶 磨球 研磨物料 研磨介质
粉体成形与烧结
简介
粉体→成形→烧结→零件制品
制粉
粉末物料 在压模中 加压成形, 得到一定 形状和尺 寸的压坯
压坯在一 定的温度 下加热烧 结,使制 品获得最 终的物理 力学性能。
材料分类:
按化学组成(或基本组成)分类: 1. 金属材料—粉末冶金 2. 无机非金属材料
玻璃,陶瓷,水泥,耐火材料 3. 高分子材料(聚合物) 4. 复合材料
在此阶段主要发生金属的
烧结初期
回复及吸附气体和水分的
烧
挥发,压坯内成形剂的分
结
解和排除等。
过
程
此阶段开始出现再结晶,在颗
的
烧结中期
粒内,变形的晶粒得以恢复, 改组为新晶粒,同时表面的氧
三
化物被还原,颗粒界面形成烧
个
结颈。
阶
段
传质继续进行,粒子长大,
烧结后期
气孔变成孤立闭气孔,密
度达到95%以上,制品强
(2)松装密度、流动性和压制性
a.松装密度 松装密度亦称松装比,是指单位容 积自由松装粉末的质量,常用g/cm3表示。松装 密度用粉末流动仪进行测量。
b.流动性 粉末流动性是指单位质量的粉末自由 下落到流完的时间,常用s/50g表示。流动性也 用粉末流动仪进行测量。
c.压制性 粉末压制性包括压缩性和成形性。粉 末压缩性是指粉末在压制过程中的压缩能力。粉 末的成形性主要与颗粒形状、粒度及粒度组成等 物理性质有关。
球磨制粉的两个基本准则: 1.动能准则:
提高磨球的动能 2.碰撞几率准则:
提高磨球的有效碰撞几率
球磨制粉的基本方式:
滚筒式 行星式 振动式 搅动式
球磨效率有限
球磨制粉的两个基 本准则: 1.动能准则:
提高磨球的动能 2.碰撞几率准则:
提高磨球的有效 碰撞几率
b.气流研磨
气流研磨是通过气体传输粉料的一种研磨方法。 研磨腔内是气体与粉末的混合体。
2.工具材料是粉末冶金工业另一类重要产品,
其中特别重要的是硬质合金。
目前制造业的发展朝着3A方向,即敏捷性(Agility)、 适应性(Adaptivity)和可预测性(Anticipativity)。
3.信息行业的发展也为粉末冶金工业提供了 新的契机。
日本电子行业用的粉末冶金产品中热沉材料占 23%,发光与点极材料占30%。
故粉状物料间的粘附作用特别显著。
例2:水膜
因此,粘附作用是烧结初始阶段,导致粉体颗粒间产 生键合、靠拢和重排,并开始形成接触区的一个原因。
(二)、物质的传递——传质过程
气相传质 —— 蒸发-凝聚传质 P 固
扩散传质 C
相 烧
流动传质 塑性流动
f
dv
dx
结
粘性流动
F dv
S dx
粉末冶金发展史
粉末冶金方法起源于公元前三千多年。制造铁的第一个方 法实质上采用的就是粉末冶金方法。
现代粉末冶金技术的发展中共有三个重要标志:
1、克服了难熔金属熔铸过程中产生的困难。1909年制造 电灯钨丝,推动了粉末冶金的发展;1923年粉末冶金硬 质合金的出现被誉为机械加工中的革命。
2、三十年代成功制取多孔含油轴承;继而粉末冶金铁基 机械零件的发展,充分发挥了粉末冶金少切削甚至无切削 的优点。
度提高。
2.3.烧结推动力
1.表面能的降低:烧结是一个自发 的不可逆过程,减小表面积,使系 统表面能降低是推动烧结进行的基 本动力。
作用于烧结颈的应力:
66//11
1122//22
2.破碎制粉过程中,颗粒内部产生了大量的各种 晶格缺陷,他们储藏的能量,也成为烧结的推动 力。
3.空位差:按照近代缺陷理论,物质扩散是由空 位浓度梯度造成化学位的差别引起的。
a.球形
b.钝角形
c.杆状或尖角形
d.不规则形
e.多边形或立方体
f.海绵形
b.粒度及粒度分布 粉末粒度是指颗粒的大小,可用当量直径 表示。对粉末体而言,粒度是指颗粒的平均大小。 粒度大小直接影响制品的性能,如硬质合金、陶瓷材料等,要 求粒度越细越好。 而对常用的粉末冶金制品生产,不仅要测定粉末体平均颗粒的 大小,更重要的是测定大小不同的颗粒的含量,简称为粒度分 布。 粉末的粒度分布对成形、烧结有一定的影响。如粉末粒度分布 得当,粉末颗粒间的孔隙就小,成形密度高,烧结容易进行。
二.物理制粉法
雾化法和蒸发凝聚法
(1).雾化法
雾化法是一种典型的物理制粉方法 将熔化的金属液体通过小孔缓慢下流,用高压气
体(如压缩空气)或液体(如水)喷射,通过机 械力与急冷作用使金属熔液雾化。结果获得颗粒 大小不同的金属粉末。 根据雾化介质的不同: 水雾化和气雾化
增大气(液)体压力,能够增加气(液)体的喷 射速度,因而有利于金属液体雾化率的提高。
粉体工程涉及的领域:
矿物晶体
➢陶瓷材料:氧化铝、氧化锆陶瓷 ➢冶金工业:粉末冶金材料、耐火材料 ➢电子材料:集成电路基板 ➢机械工业:硬质刀具
氧化铝陶瓷 高导热性BeO陶瓷
航 天 飞 机
东风21洲际导弹- 两级固体推进
铁基粉末冶金制品 双面孔Al2O3基板
高温电路基板
金属粉末和粉末冶金材料、制品的应用
雾化机理
雾化 聚并 凝固
超声波冲击
(2)物理蒸发凝聚法
采用不同的能量输入方式,使金属气化,然后再 在冷凝壁上沉积,从而获得金属粉末。