铸件的热处理
铸件热处理工艺流程
铸件热处理工艺流程嘿,咱今儿就来聊聊铸件热处理工艺流程这档子事儿。
你说这铸件啊,就好比是个还没被雕琢完美的璞玉,而热处理就是那让它大放异彩的关键步骤。
咱先说说加热这一步。
这就像是给铸件洗了个热水澡,让它舒舒服服地提升温度。
可别小瞧了这温度的控制,高了不行,低了也不行,得恰到好处,就跟咱做饭掌握火候一样重要呢!要是温度不对,那可就糟糕啦,说不定这铸件就变得不伦不类了。
然后呢,就是保温啦。
这就像是让铸件在一个温暖的怀抱里好好待着,让它慢慢地发生变化。
这时候就得有耐心,不能着急,得让它充分吸收热量,就像人吸收知识一样,得慢慢来,才能吸收得扎实。
接着就是冷却啦。
这冷却也有讲究呢,不能一下子就给它泼冷水,得循序渐进。
不然,就像人猛地被浇了一盆凉水,那还不得生病啊。
冷却得恰到好处,才能让铸件变得坚韧又耐用。
你想想看,要是没有这一道道精细的流程,那铸件能有那么好的性能吗?那肯定不能啊!这就好比是盖房子,要是根基没打好,那房子能牢固吗?在这整个过程中,每一个细节都不能马虎。
就像我们过日子一样,每一个小细节都能影响生活的质量。
一个小疏忽,可能就会让整个铸件的质量大打折扣,那多可惜呀!咱再打个比方,这铸件热处理就像是培养一个优秀的孩子。
加热是给他提供良好的成长环境,保温是让他慢慢积累知识和能力,冷却就是让他经受住各种考验,变得坚强勇敢。
只有这样,才能培养出一个优秀的“铸件孩子”呀!所以说啊,这铸件热处理工艺流程可真是个大学问。
咱得认真对待,不能有丝毫马虎。
只有这样,才能让那些铸件发挥出它们最大的价值。
你说是不是这个理儿呢?反正我觉得是,而且是千真万确的!咱可不能小瞧了这看似普通的工艺流程,它背后蕴含的可是无数人的智慧和心血呢!。
铝的热处理

铝的热处理铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1。
退火处理将铝合金铸件加热到较高的温度,一般约为300 ℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2。
固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25% 。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
铸钢件的热处理规程
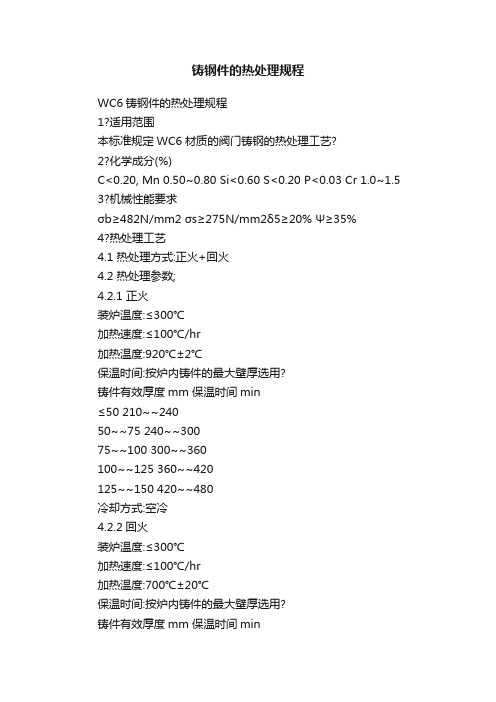
铸钢件的热处理规程WC6铸钢件的热处理规程1?适用范围本标准规定WC6材质的阀门铸钢的热处理工艺?2?化学成分(%)C<0.20, Mn 0.50~0.80 Si<0.60 S<0.20 P<0.03 Cr 1.0~1.5 3?机械性能要求σb≥482N/mm2 σs≥275N/mm2δ5≥20% Ψ≥35%4?热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:920℃±2℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:700℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~480冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?5.3 切割前预先热处理工艺按KFR4312-1的规定执行?LCB铸钢件热处理工艺标准1、适用范围本标准规定LCB材质的阀门铸钢的热处理工艺?2、化学成分(%)C<0.30, Mn<1.00 Si<0.60 S<0.020 P<0.033、机械性能要求σb≥448N/mm2 σs≥245N/mm2δ5≥24% Ψ≥35%-45.6℃时,冲击功?三个试样的平均值大于17.8J,允许一个试样低于平均值,但应大于13.7J?4、热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤150℃/hr加热温度:910℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤150℃/hr加热温度:650℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~510冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG20CrMo铸钢件热处理工艺标准1?适用范围本标准规定ZG20CrMo材质的阀门铸钢的热处理工艺?2?化学成分(%)C 0.15~0.25, Mn 0.50~0.80 Si 0.20~0.45 S≤0.04 P≤0.04Mo 0.40~0.60 Cr 0.50~0.803?机械性能要求σb≥461N/mm2 σs≥245N/mm2δ5≥18% Ψ≥30% αK≥3kgf.m/cm2 4?热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:900℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:650℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~510冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG20CrMoV铸钢件热处理工艺标准1?适用范围本标准规定ZG20CrMoV材质的阀门铸钢的热处理工艺?2?化学成分(%)C 0.18~0.25, Mn 0.40~0.70 Si 0.17~0.37 S≤0.03 P≤0.03Mo 0.50~0.70 Cr 0.9~1.20 V 0.20~0.303?机械性能要求σb≥490N/mm2 σs≥314N/mm2δ5≥14% Ψ≥30% αK≥3kgf.m/cm2 4?热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:920℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:670℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~510冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG15Cr1MoV铸钢件热处理工艺标准1?适用范围本标准规定ZG15Cr1MoV材质的阀门铸钢的热处理工艺?2?化学成分(%)C 0.14~0.20, Mn 0.40~0.70 Si 0.17~0.37 S≤0.03 P≤0.03Mo 1.00~1.20 Cr 1.20~1.70 V 0.20~0.403?机械性能要求σb≥490N/mm2 σs≥314N/mm2δ5≥14% Ψ≥30% αK≥3kgf.m/cm2 4?热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:990℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:670℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~510冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG1Cr5Mo铸钢件热处理工艺标准1?适用范围本标准规定ZG1Cr5Mo材质的阀门铸钢的热处理工艺?2?化学成分(%)C≤0.15 Mn ≤0.60 Si≤0.50 S≤0.03 P≤0.035Mo 0.50~0.60 Cr 4.00~6.003?机械性能要求σb≥588N/mm2 σs≥392N/mm2δ5≥18% Ψ≥35% αK≥4kgf.m/cm2 4?热处理工艺4.1 热处理方式:正火+回火4.2 热处理参数;4.2.1 正火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:920℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷4.2.2回火装炉温度:≤300℃加热速度:≤100℃/hr加热温度:700℃±20℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 240~~27050~~75 270~~33075~~100 330~~390100~~125 390~~450125~~150 420~~510冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr?5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG25Ⅱ铸钢件热处理工艺标准1?适用范围本标准规定ZG25Ⅱ材质的阀门铸钢的热处理工艺?2?化学成分(%)C 0.22~0.15, Mn 0.50~0.80 Si 0.20~0.45S, P≤0.05(来源:GB979-67)3?机械性能要求σb≥411N/mm2 σs≥235N/mm2δ5≥20% Ψ≥32% αK≥4.5kgf.m/cm2(来源:GB979-67)4?热处理工艺4.1 热处理方式:正火4.2 热处理参数;装炉温度:≤300℃加热速度:≤150℃/hr加热温度:910℃±25℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤50 210~~24050~~75 240~~30075~~100 300~~360100~~125 360~~420125~~150 420~~480冷却方式:空冷5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?ZG1Cr18Ni9Ti铸钢件热处理工艺标准1?适用范围本标准规定ZG1Cr18Ni9Ti材质的阀门铸钢的热处理工艺?2?化学成分(%)C≤0.12 Mn 0.80~2.00 Si≤1.50S<0.03 P≤0.035Cr 17.0~20.0 Ni8.00~11.0 Ti 5(C-0.02)~0.7(来源:GB2100-80)3?技术要求按GB4334(1~5)-84作晶间腐蚀试验?4?热处理工艺4.1 热处理方式:固溶处理4.2 热处理参数;加热温度:1000~1050℃保温时间:按炉内铸件的最大壁厚选用?铸件有效厚度mm 保温时间min≤2030~~4020~~40 40~~6040~~60 60~~9060~~8090~~12080~~100 120~~150冷却方式:水冷至150~200℃左右后空冷5.其它5.1 用户指定有热处理工艺时,按其要求执行?5.2 焊后热处理工艺按厂工艺处的规定执行?5.3 对于重要件可在850~~900℃进行稳定化处理,具体工艺根据需要另行规定?1Cr13钢热处理工艺标准1?适用范围本标准用于规定1Cr13钢棒料?锻件的热处理工艺?2?化学成分(%)(GB1220-84)C≤0.15 Si≤1.00 Mn≤1.00P≤0.035S≤0.030Ni≤0.60 Cr 11.5~~13.503?技术条件及热处理工艺3.1 用于阀杆?二开环?四开环?五开环?六角螺栓?垫环?顶心?阀瓣?压盖?摇轴?填料压套?隔环?活节螺栓?调节圈?填料垫等?3.1.1技术条件:HB200~~240对于Pg≥6.4Mpa的阀门阀杆?紧固件及用于出口阀门部件应检查机械性能?有效截面尺寸小于100mm 时,σs≥411N/mm2σb≥588N/mm2 δ5≥20% Ψ≥60% αK≥88.2J/cm2有效截面积尺寸为100~150mm 时,σs≥343N/mm2σb≥539N/mm2 δ5≥20% Ψ≥50% αK≥78.4cm23.1.2?热处理方式:调质在能满足性能要求的情况下,锻件可只进行锻后高温回火?对于直径大于60mm的阀杆,在调质前应进行退火处理?长度大于1800mm的阀杆校直后应在500~~550℃进行3~~4小时的时效处理?3.1.3工艺参数(1)调质淬火加热温度:1000~~1050℃保温时间:按炉内工件的最大有效壁厚选取?壁厚mm 保温时间min≤2030~~5020~~40 40~~6040~~60 60~~9060~~80 90~~12080~~100 120~~150冷却方式:油冷至150~~200℃后出油回火?回火加热温度:620~~660℃保温时间:按炉内工件的最大有效壁厚选取?壁厚mm 保温时间min≤20 6020~~40 60~~9040~~60 90~~12060~~80 120~~15080~~100 150~~180冷却方式:空冷?(2)高温回火加热温度:660~~700℃保温时间:按炉内工件的最大有效壁厚选取? 壁厚mm 保温时间min≤20 6020~~40 60~~9040~~60 90~~12060~~80 120~~15080~~100 150~~180冷却方式:空冷?(3)锻后退火加热温度:680~~720℃保温时间:按炉内工件的最大有效壁厚选取? 壁厚mm 保温时间min ≤2060~~9020~~4090~~12040~~60 120~~18060~~80 180~~24080~~100 240~~300冷却方式:空冷?3.2用于上密封座等3.2.1 技术条件:HB250~2903.2.2 热处理方式:调质?3.2.3 工艺参数淬火加热温度:1000~~1050℃保温时间:按炉内工件的最大有效壁厚选取? 壁厚mm 保温时间min ≤2030~~5020~~40 40~~6040~~60 60~~9060~~80 90~~12080~~100 120~~150冷却方式:油冷至150~~200℃后出油回火? 回火加热温度:580~~620℃保温时间:按炉内工件的最大有效壁厚选取? 壁厚mm 保温时间min ≤20 6020~~40 60~~9040~~60 90~~12060~~80 120~~15080~~100 150~~180冷却方式:空冷?3.3 用于衬套?销轴等回火加热温度:700~~7500℃保温时间:按炉内工件的最大有效壁厚选取? 壁厚mm 保温时间min ≤20 6020~~40 60~~9040~~60 90~~12060~~80 120~~15080~~100 150~~180冷却方式:空冷?5、其它用户指定热处理工艺时,按其要求执行?。
铸钢的热处理要求
A.采用正火处理的情况
碳钢铸件和低合钢铸件,一般都采用正火或正火、回火处理。正火处理时,加热温度应在A3以上30-50℃,保温时间按铸件截面厚度确定,一般为每25mm厚度1小时。
进行双相区热处理时,将经正火处理的铸件再次加热到A1以上,A3以下的某一温度,保温后空冷。A3的具体值因钢的含碳量和合金元素含量而不同,可从热处理手册中查到,双相区处理的具体温度值值,应由试验的结果确定,可先在试验室用试样作不同的处理,从而选取效果最佳的温度。
双相区处理后,再进行回火处理,回火的温度视要求的硬度而定。
重要的铸钢件,在进行热处理之前应进行一次均匀化退火,以消除魏氏组织。均匀化退火的温度一般在A3以上100-150℃,在此温度下保温后炉冷。一般的铸钢件,可以不进行这种处理。除有特殊要求的铸钢件外,一般都采用退火、正火或调质等热处理工艺。
采用退火处理的铸钢件,对力学性能的要求一般都不高,对这类铸件,不必用双相区处理。
此后,加拿大的铸钢业界和欧洲的一些企业对铸钢的双相区热处理进行了研究,也得到令人满意的效果。
1.什么是双相区热处理
铸件的双相区热处理,是在铸件原实施的正火或淬火的基础上,再加以只热到双相区的第二次正火或淬火处理。
双相区在A1和A3之间,钢在此范围中不完全奥氏体化,组织由α加γ两相构成,所以称为双相区。共析钢没有双相区,所以,这种处理只适用于亚共析钢。钢的含碳愈低,其双相区的范围也就愈宽。
◆降低含硫量;
◆减少钢中的硫比物夹杂,改善硫化物夹杂的形态;
◆采用炉外精炼工艺;
◆改进热处理
上述各项措调整;
◆不必添加设备;
◆生产成本增加很少。
铸钢件常见热处理工艺
按加热和冷却条件不同,铸钢件的主要热处理方式有:退火、正火、均匀化处理、淬火、回火、固溶处理、沉淀硬化、消除应力处理及除氢处理。
1.退火:退火是将铸钢件加热到Ac3以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
2.正火:正火是将铸钢件加热到Ac3温度以上30~50℃保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
正火的目的是细化钢的组织,使其具有所需的力学性能,也是作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3.淬火:淬火是将铸钢件加热到奥氏体化后(Ac。
或Ac&#8226;以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能铸钢件淬火工艺的主要参数:(1)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。
原则上,亚共析铸钢淬火温度为Ac。
以上20~30℃,常称之为完全淬火。
共析及过共析铸钢在Ac。
以上30~50℃淬火,即所谓亚临界淬火或两相区淬火。
这种淬火也可用于亚共析钢,所获得的组织较一般淬火的细,适用于低合金铸钢件韧化处理。
(2)淬火介质:淬火的目的是得到完全的马氏体组织。
为此,铸件淬火时的冷却速率必须大于铸钢的临界冷却速率。
铝合金压铸件热处理

铝合金压铸件热处理
铝合金压铸件热处理是在压铸件加工完成后对其进行的特殊处理,它
可以改善产品的抗腐蚀性、耐磨性和抗冲击性等性能,提高产品使用性能,延长产品的使用寿命。
铝合金压铸件热处理一般包括热处理、回火热处理、硬化热处理、淬
火热处理等,其中热处理的几种方式也有所不同。
热处理的目的是改善压铸件的结构与性能,它可以减少压铸件的形状
或尺寸变化,消除件内结晶应力,改善材料的抗腐蚀性、抗疲劳性及抗冲
击性等。
铝合金压铸件热处理要求注意:热处理参数不能过大,需要严格控制
处理时间和温度,处理时需要定期检查,以确保其性能符合要求。
铝合金压铸件表面热处理的方法
铝合金压铸件表面热处理的方法铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1。
退火处理将铝合金铸件加热到较高的温度,一般约为300℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2。
固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
铝合金铸件热处理工艺参数
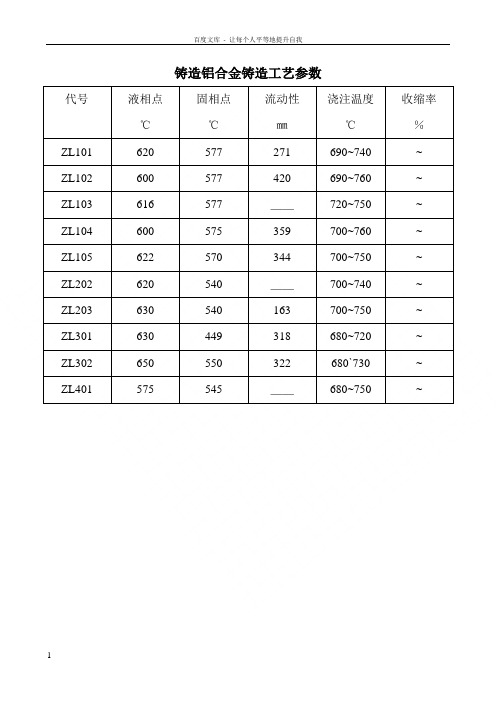
铸造铝合金铸造工艺参数代号液相点℃固相点℃流动性㎜浇注温度℃收缩率%ZL101 620 577 271 690~740 ~ ZL102 600 577 420 690~760 ~ ZL103 616 577 __720~750 ~ ZL104 600 575 359 700~760 ~ ZL105 622 570 344 700~750 ~ ZL202 620 540 __700~740 ~ ZL203 630 540 163 700~750 ~ ZL301 630 449 318 680~720 ~ ZL302 650 550 322 680`730 ~ ZL401 575 545 __680~750 ~铝合金铸件热处理工艺参数(一)代号热处理状态淬火时效用途举例加热温度℃保温时间h冷却(水中)加热温度℃保温时间h冷却ZL101 T1------------ ------- 230±5 7~9 空冷改善被切削性能T4 535±5 2~6 60~100℃------------ 空冷要求高塑性的零件T5 535±5 2~6 60~100℃155±5 2~7 空冷要求提高屈服强度和硬度的零件T6 535±5 2~6 60~100℃225±5 7~9 空冷要求高强度和高硬度的零件T7 535±5 2~6 60~100℃250±5 2~4 空冷ZL102 T2 ------ ------ ------ 290±102~4 空冷轻载荷的零件ZL103 T1------------ ------- 180±5 3~5 空冷轻载荷的零件T2------------ ------- 290±5 2~4 空冷要求尺寸稳定并消除应力的零件T5 515±5 3~6 60~100℃175±5 3~5 空冷在低于175℃下下重载荷的零件T7 515±5 3~6 60~100℃230±5 3~5 空冷在175~250℃工作的零件T8 510±5 5~6 60~100℃330±5 3 空冷要求高塑性的零件ZL104 T1------------ ------- 175±5 5~15 空冷受中等载荷的零件T6 535±5 2~6 60~100℃175±5 10~15 空冷受重载荷的零件ZL105 T1------------ ------- 180±5 5~10 空冷受中等载荷的零件T5 525±5 3~5 100℃160±5 3~5 空冷受中等载荷的零件T6 525±5 3~5 60~100℃180±5 5~10 空冷受重载荷的零件T7 525±5 3~5 60~100℃240±103~5 空冷在较高温度下工作的零件如汽缸ZL107 T6 515±5 10 60~100℃155±5 10 空冷------ZL108 T1------------ -------200±1010~14 空冷------T6 515±5 3~8 60~80℃205±5 6~10 空冷重载荷高温下工作的零件ZL109 T6 500±5 5 80℃185±5 16 空冷高温高速大马力活塞ZL110 T1 ------ ------- 210±10~16 空冷高温下工作的活塞------ 10 及其零件铝合金铸件热处理工艺参数(二)代号热处理状态淬火时效用途举例加热温度℃保温时间h冷却(水中)加热温度℃保温时间h冷却ZL201 T4分级加热要求高塑性的零件535±5 7~9 60~100℃------ ------ ------545±5 7~9 60~100℃------ ------ ------T5分级加热225±5 7~9 空冷要求高屈服极限的零件535±5 7~9 60~100℃175±5 3~5 空冷545±5 7~9 60~100℃ZL202 T2------------ ------- 290±10 3 空冷消除应力稳定尺寸的零件T6 510±5 12 80~100℃155±5(S) 10~14空冷要求高强度高硬度的零件175±5(J) 7~14T7 510±5 3~5 80~100℃200±250 3 空冷高温下工作的零件如活塞ZL203 T4 515±5 10~15 60~100℃------ ------ -------要求高强度高塑性的零件T5 515±5 10~15 60~100℃150±5 2~4 空冷要求高屈服极限高硬度的零件ZL301 T1------------ ------- 170±5 4~6 空冷------ ZL302 T6 535±5 2~6 60~100℃175±5 10~15 空冷ZL401 T2------ ------ ------- 290±5 3空冷消除应力稳定尺寸的零件ZL402 T1------ ------ -------180±5或室温10~21天空冷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸件的热处理
一.HT的热处理:
不能改变石墨形状和消除片状石墨的有害作用,只用于消除铸件的铸造应力,稳定尺寸。
消除白口组织降低硬度以改善其加工性能,增加表面硬度和耐磨性。
1.时效处理:形状复杂的铸件由于各部位壁厚均匀而在铸造过程
中产生内应力使铸件产生变形和开裂,时效处理的目的就是消除这种应力。
时效处理分自然时效和人工时效。
自然时效就是将铸件露天放置几个月半年甚至更长,让铸件自然缓慢发生变形从而消除应力,这种方法生产周期长,消除应力不彻底,已较少采用。
人工时效也就是低温退火,将铸件以缓慢的升温速度(60~100℃/h)加热到520-550℃,保温一段时间后随炉以缓慢的速度(20~30℃/h)冷却至150-200℃,出炉空冷,此时铸件应力基本消除,若加热过高(超过560℃)或保温时间过长,反而使珠光体分解从而导致铸件强度和硬度降低。
2.石墨化退火: 铸件冷却凝固时在表面或某些较薄截面处,由于冷
却速度较快易出现白口组织,使铸件的硬度和脆性增加,不易切削加工,其处理工艺为:将铸件加热到900~960℃保温1-4h,然后随炉冷却。
消除白口组织主要通过铸造工艺来解决。
二.QT的热处理:通过热处理可大幅度调整和改善QT的性能,满足不同使用要求。
常用的热处理工艺有:退火、正火和等温淬
火等。
1.退火:分为消除铸造应力退火、降温退火和高温退火。
a.消除应力退火:QT应力比HT大1-2倍,对于不再进行其他热
处理的球铁件往往要进行消除应力退火
C发生石墨化分解
b.低温退火:目的是使铸件中的珠光体的Fe
3
以获得铁素体的球体,提高塑性和韧性。
其过程是将铸件加热
到720-760℃。
保温一段时间后随炉冷至600℃出炉空冷。
c.高温退火:由于球体白口倾向大,因而在铸件组织内往往存在
自由渗碳体为了使自由渗碳体分解(消除白口)进行高温退火。
2.正火
a.完全奥氏体化正火目的是获得珠光体球铁,如QT700-2、
QT600-3铸态组织无渗碳体视工艺为:铸件−−→
−加热870~940℃−→
−保温1-3h,然后出炉空冷。
由于球铁正火后有较大的内应力,−
有些工厂正火后还采用高温回火。
铸态组织渗碳体体积分数≥
3%时工艺为铸件−−→
−加热950~980℃
−保温1-2h出炉空冷。
−冷却860~880℃−−→
−
−→
−保温2-3h−−→
b.部分奥氏体化正火:采用较低的加热温度内部组织反发生部分
奥氏体液化。
正火后组织中仍保留部分铁素体,从而提高塑性
和韧性但强度比高温正火前略低。
无渗碳体工艺:铸件
−加热880~900℃−−→
−保温1-4h,出炉空冷。
渗碳体体积分数≥3%−→
−
时,铸件−
−冷却820~880℃
−保温2-3h−−→
−加热920~980℃−−→
−→
−保温1-2h出炉空冷。
−
−→
3.等温淬火:经过淬火后是使贝氏体和部分奥氏体,这种组织具有较
高的综合力学性能(较高强度和韧性)从而具有很好的耐磨性,
其工艺为:铸件−−→−加热
860~920℃保温一段时间待完全奥氏体化后立即放入温度为250~350℃的盐浴炉中等温0.5-1.5h 。
然后取出空冷。
三. 铸钢件的热处理:铸钢件一般都要进行热处理,目的是细化晶粒,消除魏氏组织和铸造应力,碳素铸钢的热处理方法有完全退火、正火加回火。
合金元素有提高淬透性的作用,因此低合金铸钢件主要是淬火加回火或正火加回火。
1. 完全退火:将铸钢件加热到奥氏体温度(上临界温度以上30~50℃)并保温一段时间(根据铸钢件材质和壁厚确定),随炉冷至
200~300℃出炉空冷,即铸件−−→−加热
600℃−−→−保温2h −−→−升温830~850℃−−→−保温3-4h −−→−炉冷200~300℃,出炉空冷。
(注意开始加热速度要慢,速度为100℃/h 升温到600~650℃后再稍加速升温)
2.正火:铸件−−→−加热
830~900℃−−→−保温2-3h ,出炉空冷 3.正火+回火:铸件−−→−加热
600℃−−→−保温2h −−→−升温830~850℃−−→−保温3-4h −−→−空冷400~450℃−−→−升温500~600℃−−→−炉冷
200~300℃,出炉空冷。
不同含碳量的碳钢热处理温度及硬度。