pd焊接方法与设备讲解材料
电池片波峰焊接方法
电池片波峰焊接方法全文共四篇示例,供读者参考第一篇示例:电池片波峰焊接方法:电池片波峰焊接是一种常用的焊接方法,主要用于焊接电池片和电气元件。
在电子工业中,电池片波峰焊接是一种高效、稳定、可靠的焊接工艺,被广泛应用于不同类型的电子产品中。
波峰焊接是一种表面熔焊过程,通过将焊接部件浸入熔融的焊料中,实现焊接连接。
波峰焊接过程中,焊接部件在焊料表面浸润,焊接材料在高温下迅速熔化,形成焊接接头,最后再进行冷却固化。
该焊接方法具有焊接速度快、效率高、质量稳定的优点。
电池片波峰焊接方法适用于各种类型的电池片,包括锂离子电池片、锂聚合物电池片、镍氢电池片等。
在电池片生产过程中,波峰焊接被广泛应用于电池片与电池管理系统、电路板、接插件等部件之间的连接。
波峰焊接能够确保电池片与其他部件之间的良好电气连接,同时能够有效提高生产效率和焊接质量。
1. 准备工作:在进行波峰焊接之前,需要对焊接部件和焊接设备进行准备。
对电池片、电池管理系统、电路板等焊接部件进行清洁处理,确保焊接表面干净无杂质。
然后,对波峰焊接设备进行调试和预热,确保设备处于最佳工作状态。
2. 设定焊接参数:在进行波峰焊接之前,需要根据焊接部件的材料和尺寸设定焊接参数。
包括焊接温度、焊接速度、焊接压力等参数。
通过设定合适的焊接参数,可以确保焊接过程稳定、焊接质量优良。
3. 进行焊接操作:将待焊接的电池片放置在波峰焊接设备上,使焊接部件与焊料接触。
启动焊接设备,使焊料熔化形成焊接波峰。
焊接部件在波峰中浸润,并形成均匀的焊接接头。
焊接完成后,进行冷却固化,确保焊接接头牢固可靠。
4. 检测和质量控制:在完成焊接后,需要对焊接接头进行检测和质量控制。
通过外观检查、焊接强度测试等方式,检验焊接接头是否符合要求。
对不良焊接接头进行修复或重新焊接,确保焊接质量达标。
1. 高效稳定:波峰焊接是一种高效的焊接方法,能够在较短的时间内完成焊接作业。
焊接过程稳定,焊接接头均匀牢固。
《pd电路焊接工艺》课件

芯片破损可能是焊接力度过大,解决方法包括 减小焊接力度和使用正确的工具。
PD电路焊接工艺改进措施
材料的选取
选择质量优良的材料,确保 接质量。
设备的改进
引入先进的焊接设备,提高焊 接效率。
操作技巧的提高
培训员工以提高他们的焊接技 能,并引入新的操作技巧。
PD电路焊接工艺的优势
1 降低制造成本
使用测试工具检查焊接质量,包括焊点的牢固性和连通性。
PD电路焊接常见问题及解决方法
电路板变形
原因可能是焊接温度过高,解决方法包括控制 焊接温度和使用合适的焊接工具。
焊点虚焊
虚焊可能是焊接温度不够高或焊接时间太短, 解决方法包括增加焊接温度和时间。
焊点开裂
常见原因是焊接温度不均匀或焊接时间过长, 解决方法包括调整焊接温度和时间。
通过提高焊接效率和减少 焊接问题,降低了制造成 本。
2 提高产品质量
良好的焊接工艺可以确保 电路板的质量和可靠性。
3 提高生产效率
PD 电路焊接工艺可以快速 而准确地完成焊接任务, 提高生产效率。
结语
PD 电路焊接在电子制造中扮演着重要角色,未来将继续发展并采用更先进的技术。
《pd电路焊接工艺》PPT 课件
Presentation on PD Circuit Soldering Techniques: Explore the significance, process, common issues, improvements, and advantages of PD circuit soldering.
导言
电路焊接在电子制造中的重要性以及PD 电路焊接的技术特点。
PD电路焊接流程
元器件安装
《pd电路焊接工艺》课件
针对不同的焊接设备和电路板,设定 适当的焊接温度、时间、压力等参数 ,以保证焊接质量。
制定焊接流程
明确焊接前的准备、焊接过程、焊接 后的清理等步骤,确保操作的一致性 和规范性。
进行焊接质量检测
外观检测
通过目视或放大镜对焊接点进行 外观检查,查看是否存在虚焊、
气孔、焊珠等问题。
电气性能检测
通过测试设备对电路板进行功能测 试,检查是否存在开路、短路、接 触不良等问题。
准备工具和材料
确保具备所需的焊接工 具、焊料、夹具、电路 板等,并检查其完好性
和适用性。
检查电路板
确保电路板干净、无损 坏,检查元器件放置位
置是否正确。
准备焊料
根据需要选择合适的焊 料,并确保其质量良好
。
准备环境
确保工作区域干净整洁 ,无尘、无风、无震动 ,保持适宜的温度和湿
度。
焊接阶段
01
02
03
详细描述
确保焊点表面光滑、无气泡、无虚焊,焊点的大小适中,以保证良好的导电性 能。
避免焊接缺陷
总结词
焊接缺陷可能导致电路故障或安全隐患。
详细描述
注意避免出现如冷焊、拉尖、溢锡等缺陷,确保焊点的可靠性,提高产品的质量 。
04
PD电路焊接工艺的质量控制
制定焊接工艺规范
确定焊接材料
设定焊接参数
根据电路板和元件的特性,选择合适 的焊接材料,如焊锡、助焊剂等。
自动化和智能化焊接技术的发展
自动化焊接
随着机器人技术的发展,自动化焊接已 成为主流趋势。自动化焊接可以提高生 产效率、降低成本、提高焊接质量,并 减少人为因素对焊接质量的影响。
VS
智能化焊接
智能化焊接是指通过计算机技术、传感器 技术、人工智能等技术手段,实现焊接过 程的智能化控制和优化。智能化焊接可以 提高焊接过程的稳定性和可靠性,提高焊 接质量,减少废品率。
各种焊接方法简明教程优选PPT文档
Page 2
熔化极气保焊(CO2)
消耗电极式气体保护焊接原理图
CO2焊接的特点:焊接速度快,引弧效率高,熔池深,熔敷效率高,一种焊丝 可适用多种板厚,焊接品质好,焊后变形小,一种焊丝可适用多种母材。 MAG焊接的特点:除具有CO2焊接的优点之外,焊缝外观美观,飞溅少,双面 成形焊接、全方位焊接容易,适合高速焊接。
3
Page 3
熔化极气保焊(MIG)
脉冲MIG (GMAW)焊接的特点: 熔焊 熔化接化极 电极气源 气保使 保焊用 焊M(具 (脉有CMI冲GOI下G2方/)降MM特AI法GG性/多M焊的IG交用接)流于可电焊铝通机的过或直焊射流接流电弧,过焊一渡机。般实采现用极脉小冲的控飞制溅。。焊缝外观美观,可得到扁 二块搭接平点得焊效焊率缝高堆高形状。与无脉冲MAG/MIG焊接相比较,由于更粗的焊丝也
6
Page 6
脉冲M电IG (G阻MAW焊)焊接(的特R点:ESISTANCE)
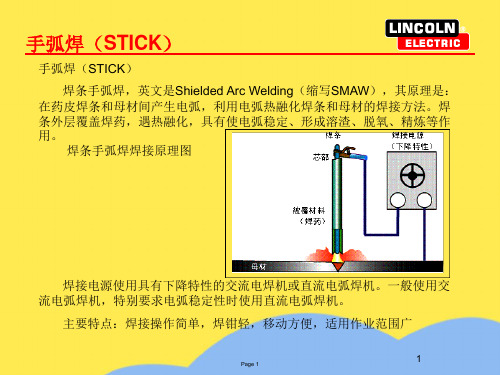
脉冲MIG (GMAW)焊接的原理:将焊接电流以脉冲电流Ip和基值电流Ib的形式周期性反复,在广泛的焊接电流领域中能够实现熔滴过渡 (见下图)。 MAG焊接的特点:除具有CO2焊接的优点之外,焊缝外观美观,飞溅少,双面成形焊接、全方位焊接容易,适合高速焊接。 TIG (GTAW)焊的特点:可焊接几乎所有工业用金属与合金,焊接品质好,可靠性高,焊接成形好,不必清除熔渣,无飞溅,烟尘少, 可广范围适用于薄板~厚板 手弧焊(STICK) 手弧焊(STICK) MAG焊接使用CO2、或在氩气内混合CO2或氧气(这些称为活性气体)。 焊接电源使用具有下降特性的交流电焊机或直流电弧焊机。 MIG方法多用于铝的焊接,一般采用脉冲控制。 特别是铝及合金焊接中在自动化、机器人化上发挥优越性。 脉冲MIG (GMAW)焊接的原理:将焊接电流以脉冲电流Ip和基值电流Ib的形式周期性反复,在广泛的焊接电流领域中能够实现熔滴过渡 (见下图)。 主要特点:焊接操作简单,焊钳轻,移动方便,适用作业范围广 其原理是:通过集中通大电流和施加压力,利用被焊接材料的接合处的电阻热将母材熔化、接合的一种焊接方法。 手弧焊(STICK) 熔化极气保焊(CO2/MAG/MIG)
EN15085焊接知识培训讲义

3.2.6.6 EN15085-2中附加要求 根据EN15085-2标准要求,焊接制造商应根据 ISO3834标准配置合适的技术装备。此外,轨道 车辆或其零部件焊接还应符合以下要求: —— 有屋顶、干燥、通风、明亮的车间和工位; —— 用于存放焊接填充材料及辅助材料的干燥仓 库; —— 对于不同组别材料的加工(如铝与不锈钢), 必须针对每种材料组别使用单独的工具、加工设 备及装备,或在加工前对其进行清理。 —— 足够的能源供应; —— 如果没有合适的检验设备,必须和外部检验 机构(试验室应符合ENISO/IEC17025)进行合 同约定;
1
甲
EN287-1 135 P FW 1.2 S t10 PB ss ml
2008、 135 1、1
1.1 1.2 1.4
板、管 (D≥500mm)
PA、PB
ss、bs sl、ml
根据EN15085-4第4.2.4的要求,对于焊接时 有特殊焊接技能要求的,以及EN287-1或ISO 9606-2至ISO 9606-5中未规定的焊缝类型,需要 焊制工作试件以验证焊工技能。 工作试件的检验根据EN287-1或ISO 9606-2 至ISO 9606-5进行。如果工作试件的检验未能按 这些标准进行,应由主管焊接责任人员确定。
根据EN287-1、ENISO9606-2及EN1418的要 求,焊工认可的有效期从试件的焊接考试结果合 格之日开始,有效期为两年,且前提条件是雇用 方的焊接主管人员或负责人员能够确认该焊工在 原始的认可范围内持续工作。这种确认每六个月 做一次;考官或考试机构按本标准要求将焊工资 格证书每两年延期一次。
3.2.7.1 生产计划 制造商应实施适宜的生产计划。 需要考虑的内容至少应包括: ─ 结构制造(即单件、组件及最终总装件的)顺序规 定; ─ 制造结构所要求的每种工艺方法标识; ─ 相应的焊接及相关工艺规程的编号; ─ 焊缝的焊接顺序; ─ 实施每种工艺方法的指令及时间; ─ 试验及检验规程(包括任何独立检验机构的介入); ─ 环境条件,如防风、防雨; ─ 批量、元件或部件的项目标识; — 合格人员的指派; — 生产试验的安排。
锂电焊接知识点总结
锂电焊接知识点总结一、锂电焊接的原理锂电焊接是利用锂电池产生的电流产生电弧,将金属材料的表面熔化并连接在一起的焊接方法。
电池产生的电流通过电极产生电弧,电弧加热金属材料,使其熔化并形成焊缝。
锂电池的电流稳定性好,能够提供足够的焊接能量,因此适用于各种金属材料的焊接。
二、锂电焊接的工艺1. 准备工作在进行锂电焊接之前,需要对工件进行表面处理,包括清洁、打磨等工序,以保证焊接质量。
同时,需要选择合适的焊接电极和填充材料,根据具体的焊接要求进行调整。
2. 焊接设备锂电焊接需要使用锂电池作为电源,同时还需要焊接电极、电弧起炮装置等设备。
在选用设备时,需要考虑焊接材料的类型、厚度和焊接要求,选择适合的焊接工艺参数和设备规格。
3. 焊接工艺焊接工艺包括焊接接头的准备、焊接位置的选择、焊接参数的设定等内容。
在进行焊接工艺设计时,需要充分考虑焊接材料的特性和工件的结构,确定合理的焊接方法和参数。
4. 质量控制焊接完成后,需要对焊缝进行检测和评价,包括外观质量、焊接强度、气孔、夹渣等缺陷的检查。
同时还需要进行必要的焊后处理,确保焊接质量符合要求。
三、锂电焊接的设备1. 锂电池锂电池是锂电焊接的核心设备,它能够提供稳定的电流和电压,为焊接提供足够的焊接能量。
常见的锂电池包括锂离子电池、聚合物锂电池等,它们能够提供高能量密度和长寿命,适用于长时间和大功率的焊接作业。
2. 焊接电极焊接电极是用于产生电弧的装置,它需要具有足够的导电性和耐高温性能。
常见的焊接电极包括钨极、钼极等,它们能够产生稳定的电弧,适用于各种金属材料的焊接。
3. 焊接设备锂电焊接设备包括电源设备、电弧起炮装置、电流变压器、控制系统等部件。
这些设备能够提供所需的电流和电压,控制焊接参数,为焊接操作提供便利。
四、锂电焊接的操作技巧1. 焊接姿势焊接姿势包括手持式、半自动和全自动等,根据具体的焊接要求和设备特性选择合适的姿势。
在进行焊接操作时,需要保持身体稳定、手持平稳,确保焊接质量。
PD焊锡讲座
粗糙成粒狀, 蔓延不足
夠熱
4 尖狀焊 PEAK/ICICLE
凸出針刺狀
烙鐵不潔或焊錫溫度未 達到熔點即移動烙鐵
5 滋擾攪動焊
有裂痕, 粗糙, 焊接處有 焊錫未乾時受到震動
FRACTURED/DISTURBE 空隙
D SOLDER
十五.介紹常見的焊點缺陷及分析
缺
陷
*6 多孔破裂焊 POROSITY SOLDER
設備的使用及良好維修的實施.
二. 焊錫作業的認識
❖認識 A.焊接為兩個或兩個以上金屬間的一種熔合作用. B.焊錫則為藉熔合或冶金作用使焊接物牢固連結的焊物. C. 由於焊接是僅發生於金屬與金屬之間的事, 因此必須將焊
接物上的一切非金屬物資完全予以清除. 這些非金屬物中最主要的 是氧化物, 或其他任何惰性物 (不受熔合的) 或非金屬.
缺
陷
表
徵
可能原因
1 焊錫不足
焊點上焊錫未接好或未 焊錫下得不夠
INSUFFICIENT SOLDER 蓋覆好
2 焊錫過量 EXCESSIVE SOLDER
零件的接腳輪廓完全被 焊錫包住而無法辨識
焊接時焊錫下得太多
3 冷焊 COLD SOLDER
鈍白, 暗晦, 無光彩, 似霜, 焊接時溫度控制不當, 不
十三.焊點良好
❖焊點良好的外觀 1.焊錫良好 2.光澤良好 3.輪廓清晰 4.不得有焦化松香
及其它外界雜物
十四.電鉻鐵溫度范圍
元件 SMD 線材 銅箔 一般元件
散熱器上的二极管
溫度 280℃~320℃ 380℃~420℃ 350℃~400℃ 330℃~370℃ 400℃~450℃
十五.介紹常見的焊點缺陷及分析
焊接立焊时的操作方法范本(2篇)

焊接立焊时的操作方法范本一、准备工作1. 确保焊接设备处于正常工作状态,检查电缆、电源线等是否损坏。
2. 做好个人防护措施,包括佩戴防护眼镜、焊接手套、护耳器等。
3. 清理焊接区域,确保没有杂物、油脂等物质。
二、设定焊接参数1. 根据工作要求和焊接材料的特性,确定合适的焊接电流和电压。
2. 设置焊接机的参数,确保焊接过程中的稳定性和一致性。
三、准备焊接材料1. 确保焊接材料的表面清洁,去除杂质和氧化物。
2. 根据需要,对焊接材料进行预热处理,提高焊接质量和强度。
四、焊接操作1. 将焊接材料正确位置,确保稳定并与焊接部位紧密接触。
2. 使用合适的焊接手持工具,将焊条或焊丝插入设备。
3. 在焊接区域靠近焊条或焊丝的起始位置按下电源开关。
4. 将焊条或焊丝保持在正确的角度,使其与焊接区域保持一定距离。
5. 用均匀的速度将焊条或焊丝移动至焊接区域,保持一定的焊接速度。
6. 焊接过程中应注意焊接熔池的形成和熔化材料的流动情况。
7. 确保焊接材料与焊接部位的完全熔化和均匀分布。
8. 在达到要求的焊接长度后,释放电源开关并将焊接手工具远离焊接区域。
五、焊后处理1. 完成焊接后,检查焊接部位的质量和强度。
2. 冷却焊接部位,使用适当的方法,避免过快冷却引起的质量问题。
3. 清理焊接残渣和飞溅物,确保焊接部位的整洁和美观。
六、安全注意事项1. 在焊接过程中,要保持良好的通风环境,避免吸入有害气体。
2. 确保工作区域周围没有易燃易爆物品,防止火灾事故的发生。
3. 不擅自改变焊接设备的参数,避免损坏设备或引起安全隐患。
4. 在焊接过程中,不与他人交谈或分散注意力,集中精力完成工作任务。
5. 在进行高温焊接时,应使用隔热手套和鞋套等防护措施,避免烫伤。
七、常见问题与解决方案1. 如果焊接过程中出现熔花飞溅,可以降低焊接电流,调整焊接速度。
2. 如果焊接熔池过大或过深,可以提高焊接速度。
3. 如果焊接时出现气孔现象,可以检查焊材的质量和干燥度,并采取适当的舒张和间隙填补措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
– 提出于20世纪30年代 问题:氧化、气孔 – 实际应用于1935年用于钢材的焊接
氧化性气氛保护焊
– 缺点:氧化性 – 优点:便宜、低氢、防氮
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
3
第一节CO2焊的特点及应用
------------------- CO2焊的实质
分类:
读书使人充实 思考使人深邃 交谈使人清醒
18
第二节CO2焊设备
------------------- 焊枪
半自动
自动
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
19
第二节CO2焊设备
------------------- 焊枪
白自动焊枪
– 推丝式
鹅颈式 手枪式
– 拉丝式
2020/6/10
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
6
第一节CO2焊的特点及应用
------------------- CO2焊的应用
适用材料
– 适于低碳钢、低合金钢等黑色金属 – 耐磨件堆焊、铸铁补焊及电铆焊
不适用材料:不锈钢 易氧化的有色金属 适用领域:
– 汽车制造、机车车辆制造、化工机械、农业 机械、矿山机械
– 焊丝直径分类
细丝CO2焊(Φ≤1.6mm) 粗丝CO2焊(Φ>1.6mm)
– 操作方式分类
半自动CO2焊 自动CO2焊
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
4
第一节CO2焊的特点及应用
------------------- CO2焊的特点
缺点:
– 飞溅严重 – 一般不能使用交流电,设备复杂 – 抗风能力差 – 不能焊接容易氧化的有色金属 – 焊缝外形比较粗糙 – 劳动条件差(弧光、气体)
------------------- 焊枪
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
23
第二节CO2焊设备
------------------- 焊枪
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒 Nhomakorabea24
第二节CO2焊设备
------------------- 供气系统
------------------- 供气系统
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
29
第三节 CO2焊冶金特性和 焊接材料
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
第二节CO2焊设备
------------------- 送丝系统
2-5m
0.8-2.0mm
≤0.8mm
15m
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
15
第二节CO2焊设备
-------------------送丝系统
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
16
短路电流增长速度 合适的峰值电流 电弧电压恢复速度
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
13
第二节CO2焊设备
------------------- 送丝系统
变速送丝:Φ≥3.0mm 等速送丝:Φ≤2.4mm
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
14
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
27
第二节CO2焊设备
------------------- 供气系统
干燥剂:
– 硅胶 – 脱水硫酸铜 – 无水氯化钙:吸水性好,不能重复利用
场合:含水量高的时候使用
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
28
第二节CO2焊设备
– 飞机制造
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
7
第二节 CO2焊设备
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
8
第二节 CO2焊设备
半自动CO2焊设备
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
9
第二节CO2焊设备
自动CO2焊设备
2020/6/10
第二节CO2焊设备
------------------- 送丝系统
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
17
第二节CO2焊设备
------------------- 焊枪
要求:
– 送气稳定、送丝均匀、导电可靠 – 结构简单、经久耐用、维修方便 – 使用性良好
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
10
第二节CO2焊设备
------------------- 焊接电源
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
11
第二节CO2焊设备
------------------- 焊接电源
一般是直流反接 细丝-----等速送丝----平特性电源
– 燃烧稳定、焊接参数易调节、避免回烧
粗丝-----变速送丝----下降特性电源
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
12
第二节CO2焊设备
------------------- 焊接电源
电源动特性
– 粗丝细滴过渡时电流变化比较小,对焊接 电源动特性要求不高
– 细丝短路过渡时,焊接电流不断变化,要 求外特性品质比较高
读书使人充实 思考使人深邃 交谈使人清醒
20
第二节CO2焊设备
------------------- 焊枪
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
21
第二节CO2焊设备
------------------- 焊枪
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
22
第二节CO2焊设备
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
25
第二节CO2焊设备
------------------- 供气系统
灰色气瓶 黄色字体 液态CO2
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
26
第二节CO2焊设备
------------------- 供气系统
100-150w
焊接方法与设备 二氧化碳气体保护电弧焊
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
1
第四章 二氧化碳气体保护电弧焊
定义:是利用CO2 作为保护气体的熔 化极电弧焊方法。 产热 保护
2020/6/10
读书使人充实 思考使人深邃 交谈使人清醒
2
第一节CO2焊的特点及应用
------------------- CO2焊的实质