【机械类文献翻译】数控加工技术概述
机械制造专业微型课数控加工技术入门
机械制造专业微型课数控加工技术入门在机械制造领域中,数控加工技术是一项十分重要的技能。
随着科技的不断进步,数控加工已经从传统的手工操作转变为电脑控制的自动化工艺。
本文将为大家介绍机械制造专业微型课数控加工技术的入门知识。
一、数控加工技术的定义与发展数控加工技术,全称为数值控制加工技术(Computer Numerical Control),是通过计算机控制数控系统对机床进行控制,实现工件加工的自动化过程。
它的出现大大提高了加工效率和精度,广泛应用于机械制造、航空航天、电子等领域。
数控加工技术起源于20世纪50年代,最初是由美国麻省理工学院与美国空军研究实验室合作开发的。
经过几十年的发展,数控加工技术已经趋于成熟,不断壮大的市场需求迫使制造商不断推陈出新,提高加工技术的自动化程度和精度。
二、数控加工技术的特点与优势1.高精度:使用数控加工技术可以实现更高的加工精度,通过计算机的精确控制,可以避免人工操作引起的误差。
2.高效率:数控加工技术的自动化程度高,可以自动完成一系列加工过程,大大提高了生产效率。
3.灵活性:数控加工技术可以根据不同的生产需求进行编程调整,生产出不同类型、不同规格的产品,具有很大的灵活性。
4.可追溯性:数控加工技术可以记录并存储加工过程中的各项参数和数据,方便进行质量追溯和统计分析。
三、数控加工技术的应用领域数控加工技术在机械制造行业中具有广泛的应用。
以汽车制造为例,数控加工技术可以用于汽车零部件的生产,如发动机、车身零件等。
另外,在航空航天、电子、医疗器械等领域,数控加工技术也有着重要的应用。
四、数控加工技术的基本步骤1.设计程序:使用专门的数控编程软件,根据要加工的产品设计加工程序。
2.选择刀具和夹具:根据加工过程所需,选择合适的刀具和夹具进行加工。
3.导入程序:通过计算机将设计好的加工程序导入数控系统。
4.设置工艺参数:根据加工要求设置相应的工艺参数,如切削速度、进给速度等。
机械制造中的数控加工技术
机械制造中的数控加工技术机械制造是现代社会重要的基础工业之一,而数控加工技术则是机械制造领域中的一项关键技术。
数控加工技术通过计算机控制机床进行高精度、高效率的加工,已经成为现代制造业的重要支撑。
在本文中,我们将介绍机械制造中的数控加工技术的工作原理、应用领域以及发展趋势。
一、数控加工技术的工作原理数控加工技术是将数值指令转化为机床运动控制指令的一种加工方式。
它通过计算机控制机床的运动轴来实现对工件的加工。
首先,需要通过计算机辅助设计(CAD)软件绘制出所需加工的工件模型。
然后,通过计算机辅助制造(CAM)软件将工件模型转化为机床能够识别的数值控制代码。
最后,将生成的代码输入到数控机床控制系统,机床将按照指令完成工件的加工。
数控加工技术的工作原理可以分为三个主要步骤:编程、加工和监控。
编程阶段是将设计好的工件模型转化为机床能够处理的代码指令。
加工阶段是通过数控机床根据指令进行自动化的加工操作,包括刀具的选择、进给速度的控制等。
监控阶段是通过监控设备对加工过程进行实时监控,以确保加工质量和安全。
二、数控加工技术的应用领域数控加工技术在机械制造领域中有广泛的应用。
它可以用于加工各种金属、非金属材料的工件,如铝合金、不锈钢、塑料等。
数控加工技术可以用于制造各类零部件,如汽车零部件、飞机零部件以及工业机械的核心部件等。
同时,数控加工技术也可以应用于模具制造、雕刻加工以及精密仪器制造等领域。
由于其高精度、高效率的特点,数控加工技术在以上领域中发挥着重要作用。
三、数控加工技术的发展趋势随着科技的进步和制造业的发展,数控加工技术也在不断发展壮大。
未来,数控加工技术有望在以下几个方面提升:1. 高速化:随着电子技术和自动化技术的发展,数控机床将变得更加智能化,运动速度将更快,加工效率将更高。
2. 精度提升:通过改进数控机床结构和加工技术,可以实现更高的加工精度。
这对于某些对精度要求极高的行业,如航空航天和电子产业,具有重要意义。
数控加工技术概述外文翻译、中英文翻译、外文文献翻译

原文:The digital control process technology is summarized1. digital control programming reaches such developmentThe digital control programming is the segment that be able to obviously bring into play the beneficial result in at the moment CAD/CAPP/CAM's system the most most , such is living to achieve to design the process automation and raise process accuracy and processes the quality and cuts down the product development cycle and so on the respect is brining into play the significant action . Being living possess the greats quantity applications such as aviation industry and auto industry and so on territorys . Since giving birth to the intense demand of practice , wide-ranging research has wholly been carried on to the digital control programming technique in the home and abroad , and acquires the plentiful and substantial fruit . The next reaches such to the digital control programming and develops to act as some to introduce .1.1 basic concept of digital control programmingThe digital control programming is through the spare parts drawings up the full process that obtains the digital control processing program . Its main mission is that the sword spot ( Cutterlocationpoint abbreviate CL's spot ) in the sword is processed away in the calculation .The point of intersection that sword the spot was oridinarily get to the cutting tool axial line against the cutting tool face still will be give out the sword shaft vector in much processs1.2 digital control programming technique development surveyMIT designed one kind of special language that is used in the inflexible spare parts digital control processing program establishments to the program problem in order to resolve in the digital control process , andis called APT ( AutomaticallyProgrammedTool ) in the 50's .Well-developed editions such as after APT time and again develops , takeed shape such as APTII and APTIII ( the stereoscopic cutting action is employd ) and APT ( the algorithm improves , add much coordinates surface processes the programming meritorous service capacity ) and APTAC ( Advancedcontouring ) ( add cuts the database administration system ) and APT/SS ( SculpturedSurface ) ( add engraves the camber processes the programming meritorous service capacity ) and so on .Adoping APT language drawing up digital control order to have easy the refineing of order , and gos away the strongs point such as sword control is agile and so on , and causes the digital control process the programming , and moves upward up yet possess much not suitable points to geometry element .APT through " assemble language " grade to the machine tool order : Adoping language definition spare parts geometry form shape , and is difficult to depict complex geometry form shape , and lack audio-visual quality of geometry ;The certification measure that the figure audio-visual that is short of to spare parts form shape and the cutting tool movement locus displays and the cutting tool locus ;Being difficult to effectively join with CAD's data bank and CAPP's system ;Not to act as easily up the high automation , the integrationizationIn view of the APT's language defect , in 1978 , France attained the system that the large rope airplane corporation starts development gathers assemble three dimensions design , analysis and NC's process integration , and is called in the interest of CATIA .Having ariseed alikely the systems such as EUCLID and NPU/GNCP and so on soon afterwards very quickly , the geometry moldswholly valid settlements of these systems and the spare parts geometry form shape display is designed mutually and mends generates the cutting tool locus , and the problems such as the imitation to go away the sword process displays and certification and so on promoteed CAD and CAM developing to the integration orientation . The approximately idea that system ( CIMS ) and parallel project ( CE ) was manufacture in the calculating machine integration take shape up the 80's gradually on the base that the CAD/CAM's integration being living is approximately attend school . At the moment , and the necessaries that CE developed in order to adapt to CIMS , the digital control programming system to integrationization and intelligentization the development .Being living the integration respect , with the development accords with the STEP ( StandardfortheExchangeofProductModelData ) criterion parameterization feature moldmaking and systematically gives priority to , having carried on the highly effective work of greats quantity at the moment is the home and abroad development heatpointBeing living the intelligentization respect , the work has start only a short while ago , and still awaits that we leave hard2、NCs' cutting tool locus generates the method study developing actualityDigital control programming core work is generateing the cutting tool locus , afterwards by such scattered one-tenth sword spot , places that the handle comes into being the digital control processing program afterwards viaing .The next cutting tool locus comes into being the means and actes as some and introduce2.1 baseding on a little and string , surface and part of the body NC's sword track formation meansCAD's technique moves through the two dimension mapping , andudergo the three dimensions wires frame and camber and the solid modelling generation , now the parameterization feature reacing is always moldded .Is living two dimension mapping together with three dimensions wires frame phase , in case the opening processes , the rough sketch is processed the digital control process is main with spot and string act as drive target , the plane area process and so on .This kind of level that personnel staff was requireed manipulating in the process is taller , complex mutually .Being living camber and the solid modelling generation , entity process had ariseed to based on .The entity process target is an entity ( oridinarily blendes for CSG and BREP express ) , its ( moreover , intersects , falls short of to operate ) but get yield through some fundamental parts of the body habitually after the set operation .The entity is processed not merely usable rough machining and semi precision work to the spare parts , and the great area cuts Yu Liang , and the effectiveness is processed in the raise , but also usable research together with development to digital control baseding on the feature programming system , is the feature process baseEntity process oridinarily possess entity rough sketch process and the entity area and processes two kinds .The entity process realization means slices law ( SLICE ) in the interest of the straturm , in immediate future slices by the process entity in the way of one series of level , afterwards to obtains the intersection comes into being the isometry string dos worthwhile the sword the going away locus .The original slave system needs the angle depart , the digital control process that the ACIS's geometry moldmaking being living achieved thiskind to based on a little on the terrace and the string and surface and entity Feature NC's sword track formation means 2.2 baseding onThe parameterization feature molds to possess the specified development particular period , yet baseds on that feature cutting tool locus formation means research starts only a short while ago .The feature processes to cause digital control programming personnel staff to be out to let drop the step geometry message to those ( in case : Spot , string , surface and entity ) manipulate , but transforing to carry on the digital control programming in the interest of directly to accords with the feature that engineers and technicians are used to , and liftd the programming effectiveness enormouslyW.R.Mail and A.J.Mcleod are living in their research to give out one to based on feature NC's code generating sub system , and this systematic work rule is : Spare parts every one process wholly may be regarded as to adjust to make up the total that the spare parts form shape feature group processed .In immediate future the queen completees spare parts process is not processed that to the feature adjusting entirely form the shape in that way either form shape feature component .But each form shape feature either form shape feature series NC's code may generate voluntarily .The system opened up at the moment merely is applicable to 2.5D's spare parts processThe LeeandChang opened up one kind of raised liberal camber feature cutting tool locus of means autogeneration in the way of fictitious border system .This systematic work rule is : Being living to inlay inner place the raised liberal camber into one the minimal long and square , so raised liberal camber feature is transformd into the hollow feature .Minimal the long and square incorporation against the end product pattern constituteed to be called one kind of indirect produce pattern on the fictitious pattern .That the cutting tool locus formation means separates into completees three paces : ( 1 ) and the cutting action polyhedron feature ;( 2 ) and cuts the liberal camber feature ;( 3 ) and the cutting action intersects the featureJongYunJung researcies baseds on the non- cutting action cutting tool locus formation problem of feature .The article process baseding on the feature locus separates into rough sketch process and processes two types with the inside area , and the definition this two types of process cutting action orientations , attains the aim that the entirety optimizes the cutting tool locus by means of decreasing the cutting action cutting tool locus .Type who talked about these fundamental features gos away sword way and cutting tool selection and process order and so on to main being aimed at of article some kinds of fundamental features ( hollow inner place Kong and step , trough ) , and averting repeatedly going away the sword by means of IP ( InterProgramming ) technique , with the non- cutting action cutting tool locus of optimization .Besides JongYunJong still is living , and his doctor in 1991 researcied tabrication feature extraction and baseds on feature cutting tool and the cutting tool way in the dissertationThe feature process base is an entity process , and surely of course also may think the entity process being more high-quality .Yet feature process distinct entity process , and entity process possess it oneself the limitations .Feature process chiefly possess below difference against entity process :Through approximately attends school says that the feature is the meritorous service capacity key element to make up the spare parts , and the operation that accords with engineers and technicians is used to , by engineers and technicians are know intimately ;The entity is the geometry target on low straturm , and is a geometric object that obtains after a series of Booleans calculation , and does not have whatever meritorous service capacity semantic information ;It frequently is adjusting the once only process of entire spare parts ( entity ) that the entity is processed .Yet in reality the spare parts is not very much probably merely once processed through in the way of the sword , frequently will go through a series of workmans of rough machining and semi precision work and precision work and so on stage , the place of spare parts difference oridinarily will be employd the difference cutting tool and process ;Now and then not only the spare parts will be employd up turning , but also employ up mill .Hence entity process is chiefly used spare parts rough machining and semi precision work .But but the feature on processing through essentially resolved the above-mentioned issue ;Feature process havees even more intellect .May regulate some kinds of settled admittedly process meanss as to the specially designated feature , particularly those have been living , and STEP's criterion the person who regulates the feature still more is such in this way .In case we wholly draw up the specially designated process means to all standards feature , it is you can imagine that spare parts that in thatway sufficiently succeed through the standard feature to those are processed such convenient quality .In case CAPP systematically be able to supply the relevant technology feature , NCP's system may decrease inputing mutually , and havees even more intellect enormously in that way .But these entity process can not achievedFeature process is favour of achieving through comprehensive integration of CAD , CAPP , NCP and CNC's system , and achieves the two-way going from place to place of message , in the interest of CIMS and even parallel project ( CE ) are settleed the well base ;It be helpless that but the entity is processed to theseNC's sword track formation means 2.3 being on active service in several main CAD/CAM's systems is analysedActive duty CAM constitutes reaching the main meritorous service capacityThat at the moment comparatively more mature CAM's system is main with two kinds of shapes achieves CAD/CAM's system integration : Integration CAD/CAM's system ( in case : UGII , Euclid and Pro/ENGINEERs and so on ) and independent relatively CAM's system ( in case : Mastercam and Surfcams and so on ) . Unitary less than the former data format is directly gaind the produce geometric model through CAD's system , but the latter is main gains the produce geometric model by means of the neutral papers through else CAD's systems . However , no matter is what the CAM's system growed the shape , wholly consising of five modules , in immediate future mutually technology parameter input module and cutting tool locus formation module and cutting tool locus compiler module and three dimensions process that dynamic imitation module and afterwards places the processing module . Next merely some famous CAD/CAM's system NC's process meanss are holied discussions .UGII's process means is analysedOridinarily think that UGII is the best in trade circle , and havees representativeness digital control software most .That such havees the distinguishing feature most is the cutting tool locus formation means that such meritorous service capacity is powerful .Consists of turning , milling and string cuts and so on the consummate process means .In it milling chiefly possess the below meritorous service capacity :And PointtoPoint: Completeing the different openings processesAnd PanarMill: Plane is milled .Consising of that the one-way walkes surely , the two-way row are slice , and the hoop is slice along with rough sketch process to await And FixedContour: Admittedly much projectionss are areed processed stably .Dominateeing on being living on the single camber either much camber the removing of cutting tool in the way of the projection means , and that the control cutting tool is removed may be the cutting tool locus that has generateed , a series of either suite stringAnd VariableContour: Variable projection is processedAnd Parameterline: Await that the parameter string is processed .The successive process of single camber either much camber may be adjustAnd ZigZagSurface: Cutting out processAnd RoughtoDepth: Rough machining .The depth is reachd assigning in the rough machining by Mao PiAnd CavityMill: The many stages depth mould cavity processes .Rough machining that particularly is applicable to the male contact with the hollow standardAnd SequentialSurface: The camber occuies simultaneously the workman .In accordance the spare parts and guides that and the thinking of check adjust the removing suppling the largesttest degree control of cutting toolEDSUnigraphics still consists of greats quantity else the respects meritorous service capacitys , and did not enumerate one by one here STRATA's process means is analysedSTRATA is a digital control programming system development environment , and it is establishing ACIS's geometry model building terrace onIt supplys two kinds of programming development environments in the interest of consumer , in immediate future NC's command language interface and the NC's operation C++ storehouse . It may back three to mill , and turning and string cut NC and process , and may back wire frame , camber and the entity geometry model building . Such NC's cutting tool locus formation means is baseding on the physical model . STRATA is baseded on , and what supplys the process means in entity NC's cutting tool locus formation type storehouse consists of : ProfileToolpath: Rough sketch processAreaClearToolpath: The area on plane processesSolidProfileToolpath: The entity rough sketch is processedSolidAreaClearToolpath: The area on entity plane processesSolidFaceToolPath: The entity face processesSolidSliceToolPath: The entity severs process on planeLanguagebasedToolpath: Baseding on , language cutting tool locus generatesElse CAD/CAM software , in case Euclid the person who awaits the NC's meritorous service capacity is each has his strong point , yet suchfundamental substance is almost alike , the not natural difference .2.4 main problem of systematic sword track formation means of active duty CAMIn accordance tradition CAD/CAM's system and CNC's system work means , CAM's system is with directly either the indirect means gains the produce geometry data model through CAD's system ( by means of neutral papers ) . CAM's system is with spot , string , surface in the three dimensions geometrics model and either the entity is the drive target , the cutting tool locus is processed in the formation , and afterwards the shape with the cutting tool locating file viaes the handle is placed , with the NC's code shape supplys to CNC's machine tool , the some respects problems under being living in entire CAD/CAM and the CNC's system operation process to be :CAM systematically can only gain produce low tier of geometry message through CAD's system , and can not seize voluntarily meritorous service capacity and the semantic information of produce geometry shape information and produce higher level .Hence manufacturing engineering master that entire CAM's process have to be living is very experience haves a hand in secondly , and completees mutually by means of the figure .In case : Manufacturing engineering master .The entire system automation degree is leted dropBeing living in the CAM's system generation cutting tool locus , equal also merely embodying low straturm geometry message ( right line and arc geometry locating information ) , along with the a little process control information ( as moving forward ) to rate , main shaft rotation speed and trading sword and so on .Hence , can not obtain the process technology parameter that haves something to do with against generateing the cutting tool locus yetThe produce data between CAM's system every module are not unitied , and the independence is opposite to each other to every module .For instance the cutting tool locating file is merely keep the minutes the cutting tool locus and is not keep the minutes the relevant process technology parameter , the dynamic imitation of three dimensions merely keeps the minutes that the cutting tool locus interference against runs into , but keep the minutes interference and process target and correlation process technology parameter that runs into happen against suchThe CAM systematically is an independence system .Not thering is the unitary produce data model between CAD's system together with the CAM's system , even if being the integrated CAD/CAM's system of integration in , one-way and unity is enjoyed also being only to message in all . CAM systematically can not sufficiently comprehend and complete message utilizing CAD's system to have something to do with the produce , feature message that especially haves something to do with against process , equal CAD's system can not gain the process data message that CAM systematically come into being yet . This is give parallel project implementation to bring the hardship3、digitals control techniques of simulation3.1 calculating machine imitation approximately idea and applicationThe angle through the project is see , and the imitation is the system by means of the test to the system model leave to research in the existing either design .Analysing the complex dynamic target , the imitation is one kind of valid means , may decrease the hazard , cuts down design and manufactures cycle , and practise thrift the investment .Calculating machine imitation is draing support from the calculatingmachine , and utilizes the system model to adjust actually systematically testing the process which researcied .It is swiftly developed in the wake of the calculating machine technique development , and is living in the imitation to passess the more and more significant position .Three foundation maneuveies between the key element that the calculating machine imitation process may be notify by means of the picture 1 are depictd :The model building maneuver is by means of viewing either examination to the actual system , and is living to over look the less important element to reach on the base that examine the variable , and the means in the way of physics either mathematics is depictd , thereby obtains the similar pattern of actual system simplification .The meritorous service with the actual system of the pattern here be able to together with between the parameter ought to have similarity and homologous qualityThe imitation pattern is the mathematical model to the system ( simplifying the pattern ) carries on the specified algorithm handle , and causes such become the appropriate shape ( in case turns into iterative operation pattern by the numerical integration ) afterwards , yet becomes " computation module computational mode " that be able to be receiveed by the calculating machine .The imitation pattern is two simplification patterns to the actual systemThe imitation test is shall system imitation pattern be living the process rund in the calculating machine .The imitation is researching actual system one kind of technique by means of the test , may clarify systematically immanent structure variable and the ambient condition effect by means of the technique of simulationCalculating machine technique of simulation main expressing of development tendency be living two respects : Application territory enlargement and imitation calculating machine intelligentization .The calculating machine technique of simulation not merely is living tradition project technique territory ( respects such as aviation , spaceflight and chemical industry and so on ) subsequent development , but also broadens up community economy and living beings and so on much non- project territorys , moreover , technique such as parallel processing , artificial intelligence , knowledge base and expert system and so on the development is affecing the imitation calculating machine development Digital control process imitation utilizes the calculating machine imitation practice process , being the forceful means to verify digital control processing program dependability and the calculation cutting action process , in order to decrease work attempies surely , and lifts production efficiency3.2 digital control technique of simulation research present situationThe APT process spare parts are completeed near the digital control order program control .In the interest of right quality to guarrantee the digital control order , guard against in process to intervene happenning , and is living in the actual manufacture , and constantly adopts attempting the anxious means to examine with what runs into .Yet this kind of means requiring a lot of labor expense is anticipateed , the cost expansively causes the manufacturing cost move upward , addd produce process time and production cycle .Adoping once more the locus to display the law afterwards , in immediate future in order to mark needle either pencil or writing brush replace the cutting tool , with colouring plank either paper replaces the work imitation cutting tool movement locus two dimension figure ( alsomay display the two dimension semi process locus ) , possess the considerably great limitations .Three dimension and the many-dimensionss as to the work are processed , the cutting action locus that the inspection that the stuff that also possess use easily to cut replaces the work ( in case , paraffin wax , lumber , midified resin and plastic material and so on ) comes is processed .Yet APT and the process field is very important occupied in the attempt .For this reason , people are living always to research replace gradually attempting the anxious calculating machine emulation mode , and is living to attempt to slice that the respects such as environment modeling and imitation calculation and graphic display and so on acquire the significant progress , and develops to raise pattern accurateness and imitation calculation real timeization and improvement real feeling of graphic display and so on orientations at the momentThrough attempies the pattern distinguishing feature sliceeing the environment seeing , NC's cutting action process imitation branch geometry imitation and mechanics imitation at the moment two respects .Geometry imitation is not consider that cutting action parameter and cutting force reach else the physics elements effects , the imitation cutting tool work geometric object movement , and with right quality of certification NC's order .The problem such as it may decrease either remove as a result of the machine tool injury that the program error causes and clamping apparatus damage either the cutting tool rolls over to snap and the spare parts are reported something as worthless and so on ;May decrease moreover through the product design up time manufacturing , and cut down the manufacturing cost .Cutting action process mechanics imitation pertains to the physics imitation category , and its dynamic mechanics property by means of the imitation cutting action process is forecast that the cutting tool breakage and cutting tool vibration and control cuts the parameter , thereby attains to optimize the cutting action process aimThe geometry technique of simulation development is in the wake of geometry model building technique development but development , and consists of that quality graphic display and the ration is intervened verifying two respects .At the moment the means in common use possess the immediate solid modelling law , and the means of figure image space baseding on is requestted the intersection law with the scattered vector3.3 immediate solid modelling lawThis kind of enveloping solid that the means is the work part of the body against the cutting tool movement takes shape is underway that the entity Boolean falls short of operating , and the work part of the body three dimensions patterns are continuously replaceed in the wake of the cutting action processSungurtekin and Velcker opened up a miller simulation system .The three dimensions patterns that ought to systematically adopt CSG's law to keep the minutes Mao Pi utilize some fundamental primitives like cuboid , the cylindrical body and taper part of the body , and the set operation , particularly operating , the area by Mao Pi and a series of cutting tool scannings is keep the minutes , afterwards usies the set difference and operates through Mao Pizhong's order take-offing the scanning area .Traverse when the so-called area by has sweep is cutting the cutting tool to move along some locuss area .Per length of Mao Pixing's shape that NC's code afterwards。
机械加工中的数控技术
机械加工中的数控技术引言机械工程是一门涉及设计、制造和维护机械系统的工程学科。
在现代工业中,机械工程起着至关重要的作用,为各行各业提供了关键的制造技术和解决方案。
而机械加工作为机械工程的核心领域之一,近年来得到了数控技术的广泛应用和推动。
本文将探讨机械加工中的数控技术以及其在制造领域中的重要性。
一、数控技术的概述数控技术(Numerical Control,简称NC)是一种通过预先编程的方式来控制机床运动的技术。
相比于传统的手工操作,数控技术可以实现更高精度、更高效率的加工过程。
数控技术的核心是数控系统,该系统由计算机、控制器和传感器等组成,通过接收和解析预先编写的代码,控制机床的运动轨迹和加工参数。
二、数控技术在机械加工中的应用1. 高精度加工数控技术可以实现高精度的机械加工,通过精确的运动控制和自动化操作,可以减少人为因素对加工精度的影响。
数控机床可以根据预先编写的程序,精确控制刀具的运动轨迹和加工深度,从而实现更高精度的零件加工。
2. 复杂形状加工传统的机械加工往往只能加工简单的形状,而数控技术可以实现对复杂形状的加工。
通过数控编程,可以控制机床在多个坐标轴上同时运动,从而实现对复杂曲线、曲面和零件的加工。
这对于一些需要精细加工的行业,如航空航天和汽车制造等,具有重要意义。
3. 自动化生产数控技术的应用可以实现机械加工的自动化生产。
通过编写合适的程序,可以实现机床的自动启动、工件的自动装夹和刀具的自动更换等功能。
这不仅提高了生产效率,还减少了人力成本和人为错误的可能性,提高了制造过程的稳定性和可靠性。
4. 灵活性和可重复性数控技术可以实现灵活的加工过程,通过修改程序中的参数,可以快速调整加工过程中的刀具路径和加工参数。
这使得机械加工具有更高的灵活性,能够适应不同的产品需求和生产批量。
同时,由于数控加工过程的自动化和精确性,可以实现零件的高度可重复性,确保每个产品都具有一致的质量和尺寸。
结论数控技术的应用对于机械加工和制造领域具有重要的意义。
机械工程中的数控加工技术
机械工程中的数控加工技术一、数控加工技术概述数控机床是数字控制技术中的一种重要应用,它将传统机床与数码电子技术、计算机技术等结合在一起,可实现对工件进行高效、高精度的加工。
数控加工技术可以广泛应用于各类机械加工行业,包括模具、机械配件、航空航天、电子、仪器仪表、医疗器械等领域。
数控加工技术在实际生产中的发展经历了由简单到复杂的过程。
从最初的单一控制轴向运动开始,到后来的多个轴向的联动控制,再到更高级的加工总控制系统的实现,这些都为数控加工技术的发展奠定了基础。
当前,数控加工技术的发展进入了高速、高精度、多功能、智能化的发展阶段。
二、数控加工技术的基本原理数控加工技术的核心部分是数控系统。
数控系统主要由数控装置、执行机构和机床三大部分组成。
其中,数控装置是实现数控程序编制、编辑、输入、输出、保存和加工控制的重要部分。
执行机构主要指数控机床的运动部分,包括工作台、刀架、进给机构和主轴等。
机床部分则是完成实际加工运动和工件夹紧的机械结构。
数控加工技术将工件坐标系与机床坐标系分开,实现了工件坐标与数控程序之间的转换。
在加工过程中,数控程序按照预先设定的加工路径,控制执行机构进行各种不同的运动和进给。
通过对程序的编制和修改,实现了对加工过程的灵活控制。
三、数控加工技术的工艺优势相比传统加工方法,数控加工技术具有以下几个主要的优势:1. 高精度数控加工技术能够实现高精度的加工过程,使得加工工件的尺寸、形状、工件表面质量和加工质量稳定性大大提高。
2. 高效率数控加工技术采用自动化加工,能够大大提高生产效率和加工效率,从而提高生产效益。
3. 高稳定性数控加工技术能够保证加工过程的稳定性,使加工质量高可靠,具有出色的稳定性和工艺可靠性。
4. 可编程数控加工技术能够根据加工要求对数控程序进行编写和修改,可以实现多种不同的加工操作。
5. 自动化程度高数控加工技术在加工过程中实现自动化控制,人工干预小,能够显著降低人力成本。
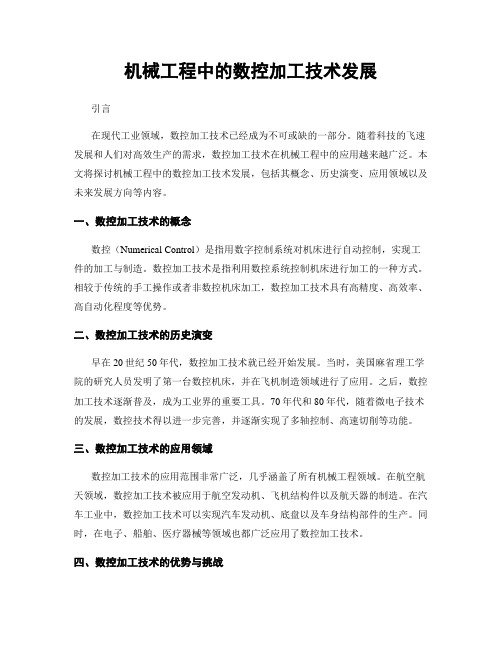
数控加工技术-第一章 数控加工技术概述

开始 读取数控加工
程序
译码
开关量控制
插补运算
驱动模块 机床运动 零件加工
结束
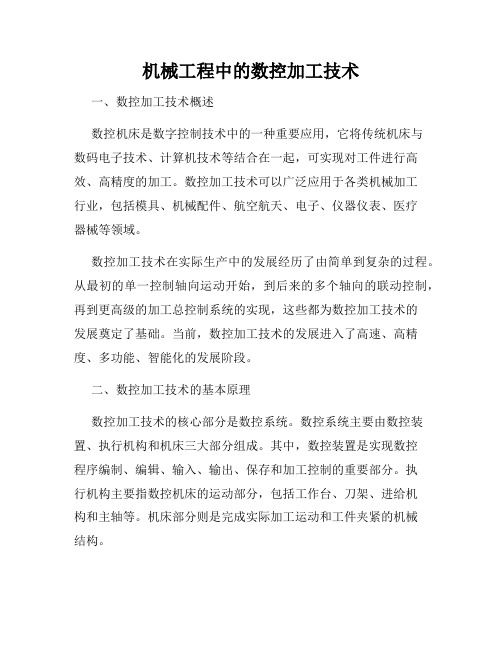
1-1 工作原理
《液数压控与加气工压技传术动》》
1.1 数控加工原理、特点及应用范围
1.1.1 数控加工原理
(1)数控加工程序及其编制 数控加工程序指明了数控机床在加工时的动作,现
阶段,可依据ISO6983国际标准(即G/M代码)给定的 格式规范完成数控加工程序的编写。
第1章 数控加工技术概述
开始 读取数控加工
程序
译码
开关量控制
插补运算
驱动模块 机床运动 零件加工
结束
1-1 工作原理
《液数压控与加气工压技传术动》》
1.1 数控加工原理、特点及应用范围
1.1.1 数控加工原理
(3)伺服系统 伺服系统是数控机床的关键部件,它用于实现机床
的加工过程中的相关运动。 伺服系统包括伺服驱动器和伺服电机两部分。伺服
驱动器用于接收来自数控系统的指令,并经过功率放大整 形处理之后,控制伺服电动机的运转,伺服电动机则拖动 工作台的运动,完成指令给定的目标。
第1章 数控加工技术概述
开始 读取数控加工
程序
译码
开关量控制
插补运算
驱原理
《液数压控与加气工压技传术动》》 1.1 数控加工原理、特点及应用范围
第1章 数控加工技术概述
《液数压控与加气工压技传术动》》 1.1 数控加工原理、特点及应用范围
1.1.1 数控加工原理
数控加工原理可通过数控加工的执行过程予以阐述, 其过程流程图可用右图表示。
数控机床是实现数控加工的载体,零件的数控加工 利用它完成。
数控加工技术

数控加工技术1. 简介数控加工技术(Computer Numerical Control,简称CNC)是一种利用计算机控制机床进行加工的技术。
相比传统的手工操作和编程加工,数控加工技术具有精度高、生产效率高、重复性好等优点,广泛应用于机械加工、汽车制造、航空航天等领域。
2. 数控加工原理数控加工技术的核心是计算机数值控制系统。
它由计算机、数控系统、输入设备、输出设备和机床组成。
计算机负责接收和处理数控程序,并将指令发送给数控系统。
数控系统根据程序指令,控制机床进行加工操作。
输入设备可通过键盘、鼠标等方式输入加工参数。
输出设备可以显示加工过程和结果。
3. 数控加工的优势3.1 精度高数控加工技术可以实现高精度的加工。
由于加工过程由计算机控制,可以减少人为误差。
同时,数控加工还可以利用数学建模和仿真技术,在加工前进行精确的模拟和优化,提高加工精度。
3.2 生产效率高相比传统的手工操作,数控加工技术可以大大提高生产效率。
数控机床具有快速定位和自动换刀等功能,可以实现自动化连续加工,减少了运输和装卸时间,提高了生产效率。
3.3 重复性好数控加工技术可以实现精确的重复加工。
通过编写数控程序,加工参数可以被准确记录和重复使用。
这样不仅减少了人工调整误差的可能性,还可以实现批量生产,提高了加工的一致性和稳定性。
4. 数控加工的应用数控加工技术在许多领域都有广泛的应用。
4.1 机械加工在机械加工领域,数控加工技术可以应用于钻孔、铣削、车削、切割等操作。
它可以实现复杂形状的加工,提高加工精度和效率。
4.2 汽车制造汽车制造领域需要大量的零部件加工。
数控加工技术可以在一台机床上完成多种加工工序,减少了设备和操作人员的投入,提高了生产效率和质量。
4.3 航空航天航空航天领域对零部件的精度要求极高。
数控加工技术可以实现复杂的五轴加工,同时提高了加工精度和生产效率。
5. 数控加工的发展趋势随着科技的不断进步,数控加工技术也在不断发展。
机械工程中的数控加工技术发展
机械工程中的数控加工技术发展引言在现代工业领域,数控加工技术已经成为不可或缺的一部分。
随着科技的飞速发展和人们对高效生产的需求,数控加工技术在机械工程中的应用越来越广泛。
本文将探讨机械工程中的数控加工技术发展,包括其概念、历史演变、应用领域以及未来发展方向等内容。
一、数控加工技术的概念数控(Numerical Control)是指用数字控制系统对机床进行自动控制,实现工件的加工与制造。
数控加工技术是指利用数控系统控制机床进行加工的一种方式。
相较于传统的手工操作或者非数控机床加工,数控加工技术具有高精度、高效率、高自动化程度等优势。
二、数控加工技术的历史演变早在20世纪50年代,数控加工技术就已经开始发展。
当时,美国麻省理工学院的研究人员发明了第一台数控机床,并在飞机制造领域进行了应用。
之后,数控加工技术逐渐普及,成为工业界的重要工具。
70年代和80年代,随着微电子技术的发展,数控技术得以进一步完善,并逐渐实现了多轴控制、高速切削等功能。
三、数控加工技术的应用领域数控加工技术的应用范围非常广泛,几乎涵盖了所有机械工程领域。
在航空航天领域,数控加工技术被应用于航空发动机、飞机结构件以及航天器的制造。
在汽车工业中,数控加工技术可以实现汽车发动机、底盘以及车身结构部件的生产。
同时,在电子、船舶、医疗器械等领域也都广泛应用了数控加工技术。
四、数控加工技术的优势与挑战数控加工技术具有多个显著的优势。
首先,数控加工技术可以大大提高生产效率,减少加工时间。
其次,数控加工技术可以实现高精度加工,保证工件的质量稳定。
此外,数控加工技术还具备较强的灵活性,可以适应各种复杂的工艺要求。
然而,数控加工技术的发展也面临一些挑战。
首先,数控机床设备的购置成本较高,给中小型企业带来了一定的压力。
同时,由于复杂的编程要求,数控机床的操作和维护也需要专业人员进行。
此外,数控加工技术的应用还面临传感器技术、控制系统等方面的限制。
五、数控加工技术的未来发展方向随着人工智能、大数据、云计算等技术的不断进步,数控加工技术也将迎来新的发展机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原文:The digital control process technology i s summarized1.digital control programming reaches such developmentThe digital control programming is the segment that be able to obviously bring into play the beneficial result in at the moment CAD/CAPP/CAM's system the most most,such is living to achieve to design the process automation and raise process accuracy and processes the quality and cuts down the product development cycle and so on the respect is brining into play the significant action.Being living possess the greats quantity applications such as aviation industry and auto industry and so on territorys.Since giving birth to the intense demand of practice, wide-ranging research has wholly been carried on to the digital control programming technique in the home and abroad,and acquires the plentiful and substantial fruit.The next reaches such to the digital control programming and develops to act as some to introduce.1.1basic concept of digital control programmingThe digital control programming is through the spare parts drawings up the full process that obtains the digital control processing program.Its main mission is that the sword spot(Cutterlocationpoint abbreviate CL's spot)in the sword is processed away in the calculation.The point of intersection that sword the spot was oridinarily get to the cutting tool axial line against the cutting tool face still will be give out the sword shaft vector in much processs1.2digital control programming technique development surveyMIT designed one kind of special language that is used in the inflexible spare parts digital control processing program establishments to the program problem in order to resolve in the digital control process,andis called APT(AutomaticallyProgrammedTool)in the50's.Well-developed editions such as after APT time and again develops,takeed shape such as APTII and APTIII(the stereoscopic cutting action is employd)and APT(the algorithm improves,add much coordinates surface processes the programming meritorous service capacity)and APTAC(Advancedcontouring)(add cuts the database administration system)and APT/SS(SculpturedSurface)(add engraves the camber processes the programming meritorous service capacity)and so on.Adoping APT language drawing up digital control order to have easy the refineing of order,and gos away the strongs point such as sword control is agile and so on,and causes the digital control process the programming,and moves upward up yet possess much not suitable points to geometry element.APT through"assemble language"grade to the machine tool order:Adoping language definition spare parts geometry form shape,and is difficult to depict complex geometry form shape,and lack audio-visual quality of geometry;The certification measure that the figure audio-visual that is short of to spare parts form shape and the cutting tool movement locus displays and the cutting tool locus;Being difficult to effectively join with CAD's data bank and CAPP's system;Not to act as easily up the high automation,the integrationizationIn view of the APT's language defect,in1978,France attained the system that the large rope airplane corporation starts development gathers assemble three dimensions design,analysis and NC's process integration, and is called in the interest of CATIA.Having ariseed alikely the systems such as EUCLID and NPU/GNCP and so on soon afterwards very quickly,the geometry moldswholly valid settlements of these systems and the spare parts geometry form shape display is designed mutually and mends generates the cutting tool locus,and the problems such as the imitation to go away the sword process displays and certification and so on promoteed CAD and CAM developing to the integration orientation.The approximately idea that system(CIMS)and parallel project(CE)was manufacture in the calculating machine integration take shape up the80's gradually on the base that the CAD/CAM's integration being living is approximately attend school.At the moment,and the necessaries that CE developed in order to adapt to CIMS,the digital control programming system to integrationization and intelligentization the development.Being living the integration respect,with the development accords with the STEP(StandardfortheExchangeofProductModelData)criterion parameterization feature moldmaking and systematically gives priority to,having carried on the highly effective work of greats quantity at the moment is the home and abroad development heatpointBeing living the intelligentization respect,the work has start only a short while ago,and still awaits that we leave hard2、NCs'cutting tool locus generates the method study developing actualityDigital control programming core work is generateing the cutting tool locus,afterwards by such scattered one-tenth sword spot,places that the handle comes into being the digital control processing program afterwards viaing.The next cutting tool locus comes into being the means and actes as some and introduce2.1baseding on a little and string,surface and part of the body NC's sword track formation meansCAD's technique moves through the two dimension mapping,andudergo the three dimensions wires frame and camber and the solid modelling generation,now the parameterization feature reacing is always moldded.Is living two dimension mapping together with three dimensions wires frame phase,in case the opening processes,the rough sketch is processed the digital control process is main with spot and string act as drive target,the plane area process and so on.This kind of level that personnel staff was requireed manipulating in the process is taller,complex mutually.Being living camber and the solid modelling generation,entity process had ariseed to based on.The entity process target is an entity(oridinarily blendes for CSG and BREP express),its(moreover,intersects,falls short of to operate) but get yield through some fundamental parts of the body habitually after the set operation.The entity is processed not merely usable rough machining and semi precision work to the spare parts,and the great area cuts Yu Liang,and the effectiveness is processed in the raise,but also usable research together with development to digital control baseding on the feature programming system,is the feature process baseEntity process oridinarily possess entity rough sketch process and the entity area and processes two kinds.The entity process realization means slices law(SLICE)in the interest of the straturm,in immediate future slices by the process entity in the way of one series of level,afterwards to obtains the intersection comes into being the isometry string dos worthwhile the sword the going away locus.The original slave system needs the angle depart,the digital control process that the ACIS's geometry moldmaking being living achieved thiskind to based on a little on the terrace and the string and surface and entity Feature NC's sword track formation means2.2baseding onThe parameterization feature molds to possess the specified development particular period,yet baseds on that feature cutting tool locus formation means research starts only a short while ago.The feature processes to cause digital control programming personnel staff to be out to let drop the step geometry message to those (in case:Spot,string,surface and entity)manipulate,but transforing to carry on the digital control programming in the interest of directly to accords with the feature that engineers and technicians are used to,and liftd the programming effectiveness enormouslyW.R.Mail and A.J.Mcleod are living in their research to give out one to based on feature NC's code generating sub system,and this systematic work rule is:Spare parts every one process wholly may be regarded as to adjust to make up the total that the spare parts form shape feature group processed.In immediate future the queen completees spare parts process is not processed that to the feature adjusting entirely form the shape in that way either form shape feature component.But each form shape feature either form shape feature series NC's code may generate voluntarily.The system opened up at the moment merely is applicable to2.5D's spare parts processThe LeeandChang opened up one kind of raised liberal camber feature cutting tool locus of means autogeneration in the way of fictitious border system.This systematic work rule is:Being living to inlay inner place the raised liberal camber into one the minimal long and square,so raised liberal camber feature is transformd into the hollow feature.Minimal the long and square incorporation against the end product pattern constituteed to be called one kind of indirect produce pattern on the fictitious pattern.That the cutting tool locus formation means separates into completees three paces:(1)and the cutting action polyhedron feature;(2)and cuts the liberal camber feature;(3)and the cutting action intersects the featureJongYunJung researcies baseds on the non-cutting action cutting tool locus formation problem of feature.The article process baseding on the feature locus separates into rough sketch process and processes two types with the inside area,and the definition this two types of process cutting action orientations,attains the aim that the entirety optimizes the cutting tool locus by means of decreasing the cutting action cutting tool locus.Type who talked about these fundamental features gos away sword way and cutting tool selection and process order and so on to main being aimed at of article some kinds of fundamental features(hollow inner place Kong and step,trough),and averting repeatedly going away the sword by means of IP(InterProgramming)technique,with the non-cutting action cutting tool locus of optimization.Besides JongYunJong still is living,and his doctor in1991 researcied tabrication feature extraction and baseds on feature cutting tool and the cutting tool way in the dissertationThe feature process base is an entity process,and surely of course also may think the entity process being more high-quality.Yet feature process distinct entity process,and entity process possess it oneself the limitations.Feature process chiefly possess below difference against entity process:Through approximately attends school says that the feature is the meritorous service capacity key element to make up the spare parts,and the operation that accords with engineers and technicians is used to,by engineers and technicians are know intimately;The entity is the geometry target on low straturm,and is a geometric object that obtains after a series of Booleans calculation,and does not have whatever meritorous service capacity semantic information;It frequently is adjusting the once only process of entire spare parts (entity)that the entity is processed.Yet in reality the spare parts is not very much probably merely once processed through in the way of the sword,frequently will go through a series of workmans of rough machining and semi precision work and precision work and so on stage,the place of spare parts difference oridinarily will be employd the difference cutting tool and process;Now and then not only the spare parts will be employd up turning, but also employ up mill.Hence entity process is chiefly used spare parts rough machining and semi precision work.But but the feature on processing through essentially resolved the above-mentioned issue;Feature process havees even more intellect.May regulate some kinds of settled admittedly process meanss as to the specially designated feature,particularly those have been living,and STEP's criterion the person who regulates the feature still more is such in this way.In case we wholly draw up the specially designated process means to all standards feature,it is you can imagine that spare parts that in thatway sufficiently succeed through the standard feature to those are processed such convenient quality.In case CAPP systematically be able to supply the relevant technology feature,NCP's system may decrease inputing mutually,and havees even more intellect enormously in that way.But these entity process can not achievedFeature process is favour of achieving through comprehensive integration of CAD,CAPP,NCP and CNC's system,and achieves the two-way going from place to place of message,in the interest of CIMS and even parallel project(CE)are settleed the well base;It be helpless that but the entity is processed to theseNC's sword track formation means2.3being on active service in several main CAD/CAM's systems is analysedActive duty CAM constitutes reaching the main meritorous service capacityThat at the moment comparatively more mature CAM's system is main with two kinds of shapes achieves CAD/CAM's system integration: Integration CAD/CAM's system(in case:UGII,Euclid and Pro/ENGINEERs and so on)and independent relatively CAM's system (in case:Mastercam and Surfcams and so on).Unitary less than the former data format is directly gaind the produce geometric model through CAD's system,but the latter is main gains the produce geometric model by means of the neutral papers through else CAD's systems.However,no matter is what the CAM's system growed the shape,wholly consising of five modules,in immediate future mutually technology parameter input module and cutting tool locus formation module and cutting tool locus compiler module and three dimensions process that dynamic imitation module and afterwards places the processing module.Next merely some famous CAD/CAM's system NC's process meanss are holied discussions.UGII's process means is analysedOridinarily think that UGII is the best in trade circle,and havees representativeness digital control software most.That such havees the distinguishing feature most is the cutting tool locus formation means that such meritorous service capacity is powerful.Consists of turning,milling and string cuts and so on the consummate process means.In it milling chiefly possess the below meritorous service capacity:And PointtoPoint:Completeing the different openings processesAnd PanarMill:Plane is milled.Consising of that the one-way walkes surely,the two-way row are slice,and the hoop is slice along with rough sketch process to await And FixedContour:Admittedly much projectionss are areed processed stably.Dominateeing on being living on the single camber either much camber the removing of cutting tool in the way of the projection means, and that the control cutting tool is removed may be the cutting tool locus that has generateed,a series of either suite stringAnd VariableContour:Variable projection is processedAnd Parameterline:Await that the parameter string is processed.The successive process of single camber either much camber may be adjustAnd ZigZagSurface:Cutting out processAnd RoughtoDepth:Rough machining.The depth is reachd assigning in the rough machining by Mao PiAnd CavityMill:The many stages depth mould cavity processes.Rough machining that particularly is applicable to the male contact with the hollow standardAnd SequentialSurface:The camber occuies simultaneously the workman.In accordance the spare parts and guides that and the thinking of check adjust the removing suppling the largesttest degree control of cutting toolEDSUnigraphics still consists of greats quantity else the respects meritorous service capacitys,and did not enumerate one by one here STRATA's process means is analysedSTRATA is a digital control programming system development environment,and it is establishing ACIS's geometry model building terrace onIt supplys two kinds of programming development environments in the interest of consumer,in immediate future NC's command language interface and the NC's operation C++storehouse.It may back three to mill,and turning and string cut NC and process,and may back wire frame,camber and the entity geometry model building.Such NC's cutting tool locus formation means is baseding on the physical model. STRATA is baseded on,and what supplys the process means in entity NC's cutting tool locus formation type storehouse consists of:ProfileToolpath:Rough sketch processAreaClearToolpath:The area on plane processesSolidProfileToolpath:The entity rough sketch is processedSolidAreaClearToolpath:The area on entity plane processesSolidFaceToolPath:The entity face processesSolidSliceToolPath:The entity severs process on planeLanguagebasedToolpath:Baseding on,language cutting tool locus generatesElse CAD/CAM software,in case Euclid the person who awaits the NC's meritorous service capacity is each has his strong point,yet suchfundamental substance is almost alike,the not natural difference.2.4main problem of systematic sword track formation means of active duty CAMIn accordance tradition CAD/CAM's system and CNC's system work means,CAM's system is with directly either the indirect means gains the produce geometry data model through CAD's system(by means of neutral papers).CAM's system is with spot,string,surface in the three dimensions geometrics model and either the entity is the drive target,the cutting tool locus is processed in the formation,and afterwards the shape with the cutting tool locating file viaes the handle is placed,with the NC's code shape supplys to CNC's machine tool,the some respects problems under being living in entire CAD/CAM and the CNC's system operation process to be:CAM systematically can only gain produce low tier of geometry message through CAD's system,and can not seize voluntarily meritorous service capacity and the semantic information of produce geometry shape information and produce higher level.Hence manufacturing engineering master that entire CAM's process have to be living is very experience haves a hand in secondly,and completees mutually by means of the figure.In case:Manufacturing engineering master.The entire system automation degree is leted dropBeing living in the CAM's system generation cutting tool locus, equal also merely embodying low straturm geometry message(right line and arc geometry locating information),along with the a little process control information(as moving forward)to rate,main shaft rotation speed and trading sword and so on.Hence,can not obtain the process technology parameter that haves something to do with against generateing the cutting tool locus yetThe produce data between CAM's system every module are not unitied,and the independence is opposite to each other to every module.For instance the cutting tool locating file is merely keep the minutes the cutting tool locus and is not keep the minutes the relevant process technology parameter,the dynamic imitation of three dimensions merely keeps the minutes that the cutting tool locus interference against runs into,but keep the minutes interference and process target and correlation process technology parameter that runs into happen against suchThe CAM systematically is an independence system.Not thering is the unitary produce data model between CAD's system together with the CAM's system,even if being the integrated CAD/CAM's system of integration in,one-way and unity is enjoyed also being only to message in all.CAM systematically can not sufficiently comprehend and complete message utilizing CAD's system to have something to do with the produce,feature message that especially haves something to do with against process,equal CAD's system can not gain the process data message that CAM systematically come into being yet. This is give parallel project implementation to bring the hardship3、digitals control techniques of simulation3.1calculating machine imitation approximately idea and applicationThe angle through the project is see,and the imitation is the system by means of the test to the system model leave to research in the existing either design.Analysing the complex dynamic target,the imitation is one kind of valid means,may decrease the hazard,cuts down design and manufactures cycle,and practise thrift the investment.Calculating machine imitation is draing support from the calculatingmachine,and utilizes the system model to adjust actually systematically testing the process which researcied.It is swiftly developed in the wake of the calculating machine technique development,and is living in the imitation to passess the more and more significant position.Three foundation maneuveies between the key element that the calculating machine imitation process may be notify by means of the picture1are depictd:The model building maneuver is by means of viewing either examination to the actual system,and is living to over look the less important element to reach on the base that examine the variable,and the means in the way of physics either mathematics is depictd,thereby obtains the similar pattern of actual system simplification.The meritorous service with the actual system of the pattern here be able to together with between the parameter ought to have similarity and homologous qualityThe imitation pattern is the mathematical model to the system (simplifying the pattern)carries on the specified algorithm handle,and causes such become the appropriate shape(in case turns into iterative operation pattern by the numerical integration)afterwards,yet becomes" computation module computational mode"that be able to be receiveed by the calculating machine.The imitation pattern is two simplification patterns to the actual systemThe imitation test is shall system imitation pattern be living the process rund in the calculating machine.The imitation is researching actual system one kind of technique by means of the test,may clarify systematically immanent structure variable and the ambient condition effect by means of the technique of simulationCalculating machine technique of simulation main expressing of development tendency be living two respects:Application territory enlargement and imitation calculating machine intelligentization.The calculating machine technique of simulation not merely is living tradition project technique territory(respects such as aviation,spaceflight and chemical industry and so on)subsequent development,but also broadens up community economy and living beings and so on much non-project territorys,moreover,technique such as parallel processing, artificial intelligence,knowledge base and expert system and so on the development is affecing the imitation calculating machine development Digital control process imitation utilizes the calculating machine imitation practice process,being the forceful means to verify digital control processing program dependability and the calculation cutting action process,in order to decrease work attempies surely,and lifts production efficiency3.2digital control technique of simulation research present situationThe APT process spare parts are completeed near the digital control order program control.In the interest of right quality to guarrantee the digital control order, guard against in process to intervene happenning,and is living in the actual manufacture,and constantly adopts attempting the anxious means to examine with what runs into.Yet this kind of means requiring a lot of labor expense is anticipateed,the cost expansively causes the manufacturing cost move upward,addd produce process time and production cycle.Adoping once more the locus to display the law afterwards,in immediate future in order to mark needle either pencil or writing brush replace the cutting tool,with colouring plank either paper replaces the work imitation cutting tool movement locus two dimension figure(alsomay display the two dimension semi process locus),possess the considerably great limitations.Three dimension and the many-dimensionss as to the work are processed,the cutting action locus that the inspection that the stuff that also possess use easily to cut replaces the work(in case,paraffin wax, lumber,midified resin and plastic material and so on)comes is processed.Yet APT and the process field is very important occupied in the attempt.For this reason,people are living always to research replace gradually attempting the anxious calculating machine emulation mode, and is living to attempt to slice that the respects such as environment modeling and imitation calculation and graphic display and so on acquire the significant progress,and develops to raise pattern accurateness and imitation calculation real timeization and improvement real feeling of graphic display and so on orientations at the momentThrough attempies the pattern distinguishing feature sliceeing the environment seeing,NC's cutting action process imitation branch geometry imitation and mechanics imitation at the moment two respects.Geometry imitation is not consider that cutting action parameter and cutting force reach else the physics elements effects,the imitation cutting tool work geometric object movement,and with right quality of certification NC's order.The problem such as it may decrease either remove as a result of the machine tool injury that the program error causes and clamping apparatus damage either the cutting tool rolls over to snap and the spare parts are reported something as worthless and so on;May decrease moreover through the product design up time manufacturing,and cut down the manufacturing cost.Cutting action process mechanics imitation pertains to the physics imitation category,and its dynamic mechanics property by means of the imitation cutting action process is forecast that the cutting tool breakage and cutting tool vibration and control cuts the parameter,thereby attains to optimize the cutting action process aimThe geometry technique of simulation development is in the wake of geometry model building technique development but development,and consists of that quality graphic display and the ration is intervened verifying two respects.At the moment the means in common use possess the immediate solid modelling law,and the means of figure image space baseding on is requestted the intersection law with the scattered vector3.3immediate solid modelling lawThis kind of enveloping solid that the means is the work part of the body against the cutting tool movement takes shape is underway that the entity Boolean falls short of operating,and the work part of the body three dimensions patterns are continuously replaceed in the wake of the cutting action processSungurtekin and Velcker opened up a miller simulation system.The three dimensions patterns that ought to systematically adopt CSG's law to keep the minutes Mao Pi utilize some fundamental primitives like cuboid,the cylindrical body and taper part of the body, and the set operation,particularly operating,the area by Mao Pi and a series of cutting tool scannings is keep the minutes,afterwards usies the set difference and operates through Mao Pizhong's order take-offing the scanning area.Traverse when the so-called area by has sweep is cutting the cutting tool to move along some locuss area.Per length of Mao Pixing's shape that NC's code afterwardsdisplay the alternation being living scanningKawashima the person who awaits the joint tree law is expressed Mao Pi and the cutting action area in the way of the joint tree(Graftree), in immediate future and Man Liang's kind connection except for empties the border connection is also as the leaf nodes of eight forks trees (Octtree).The border connection embodys the half-space,and the CSG's operation that the connection substance utilized these half-spaces on to express.The half-space figure that the joint tree subdivided step permitted through the border connection is resolved.The cutting action imitation gradually utilizes Mao Pi and cutting action area to fall short of to operate achieving.The depth buffer algorithm was adoptd in the display of Mao Pi,by Mao Pi divides achieves the looking upon of Mao Pi in the interest of the polygonIn the way of the real time baseding on solid modelling means successive renewal of realization Mao Pi may looking upon,very much elder when cosing,the observation means is propose then some are baseded on3.4means of figure image space baseding onThis kind of blanking algorithm that the means was employd figure image space is achieved the entity Boolean calculation.The VanHook adopts scattered law of the image space dynamic figure imitation achieved process.He employs analogous figure blanking Zbuffer's idea,scattered along the view orientation by Mao Pi and cutting tool,is living every one Mao Pi and the cutting tool expresss being called Dexel's composition in the interest of the cuboid along Z's shaft on the screen pixels.。