压铸模具验收标准
压铸模具技术标准及要求
压铸模具制造过程执行标准及要求1文档:此标准及技术要求适用于模具制造商,对压铸模具制造,结构,及标准.1.1在模具制造完成后,技术部门应提供模具试样书,模具组装图,模具零件图五份及软盘一份(模具备份).2.模具制造:2.1全部模腔,使用600号油石抛光,全部模腔表面粗糙度0.2以上.2.2:全部模腔应倒角或倒角以保证无尖角或刃边(零件特殊要求除外).2.3点火花加工痕迹不须全部抛掉.2.4:全部模芯使用最小600号油石沿轴向抛光并经表面氮化处理硬度HRC44-46,氮化处理深度0.1㎜以上.2.5全部模芯位置度按图纸要求,模芯和模芯空间隙0~0.02㎜。
2.7:出特殊要求外,所有的型腔镶块都应至少有100㎜的封料长度或以设计图纸为准.2.8:侧抽芯与模腔配合精密,防止毛刺及飞边产生.2.9:模具分型面应配合紧密,合模机上红粉配合,结合部分应大于60%以上动模和定模的平行度应不大于0.05/200㎜.2.10:动模和定模大镶块应高于模框架0.05~0.1根据模具检查标准确定.2.11:各模板的边缘应倒角3×45°安装表面光洁平整不应有的螺钉,销钉,毛刺,和磕碰伤等痕迹.螺钉凹下部分应封堵.2.12:模具厚度符合压铸机设计要求,定模应大于80㎜以上,动模100㎜以上. 2.13:所有滑动及动做部分要求,在正常压铸模温下正常工作,应灵活平稳,配合间隙良好.2.14:除特殊需要外,模具上不许有焊接.2.15:模具主装验收合格后分型面及动做部分应涂抹防锈油.浇口套应用干净棉丝封堵.3.模具绘图:3.1:模具图纸设计后应需要客户确定后生产.3.2三维及二维模具设计图纸需经研讨,确认,批准后进行投入生产.主要内容如下:模具结构设计确认:浇排系统,顶出机构,冷却水位置,滑块等.设计图纸及尺寸确认:压铸机和模具相关性确认.模具制造计划安排确认.提出修改工作计划,修正书等.模具各接口规格.客户标准及要求确认.客户向我提供的企业标识的制作及位置和尺寸确认.4.模具材料:4.1:对客户要供应商提供材料化学分析报告,热处理,表面处理等相关检查报告及相关文件。
压铸检验标准 (1)

压铸检验标准、
目的:为了快速的了解压铸产品的缺陷,有一个更好的品质保障。
使用范围:前道压铸机所生产的所有产品《铝合金,锌合金》
检验项目:外观、结构
使用工具:卡尺、
检验方法:通过目视检验,《特别情况下可拿去装配班组试装》压铸件表面不能有裂纹、凹陷、变形、气泡、飞边、等外观缺陷如下图所示
检验要求:1以上缺陷都能经过二道工序加工完成,如果气泡能用二道工序的打磨或是抛光来完成且不景响外观结构的,视为良品,影响外观的为不良品处理。
2压铸机生产的产品我们除了看外观,必要时我要也用卡尺测一下它的尺寸是否如果我生产图纸一致,
3对于枪支外露的装饰产品,我们应该做到无缺陷或是减少缺陷,直到看不清缺陷为止。
4每天上班前或是每次压铸机更换产品时应做到首检,首检合格后才能生产。
巡检做到2小时一次,且对压铸或是前道的每一个工作岗位进行巡查和抽检,每次抽检≥10个零物件,一旦发现不良产品通知操作人员停机,并告知压铸管理人员情况,对个别产品不能明确判定结果时,方可拿几个到喷漆班组试喷漆后看效果,效果可以,可为良品,不行为不良品处理。
5压铸好的产品都会经过二道修剪、打磨、砂带、抛光、攻牙、铣床等把产品外缺陷处理掉,也需要注意产品有没有如生产图纸一致《如攻牙,钻孔》方便装配生产,处理好的产品都会由质检部查看好且盖上合格标签放可入库
6对不合格的产品我们要记录下来,可报废回炉处置.。
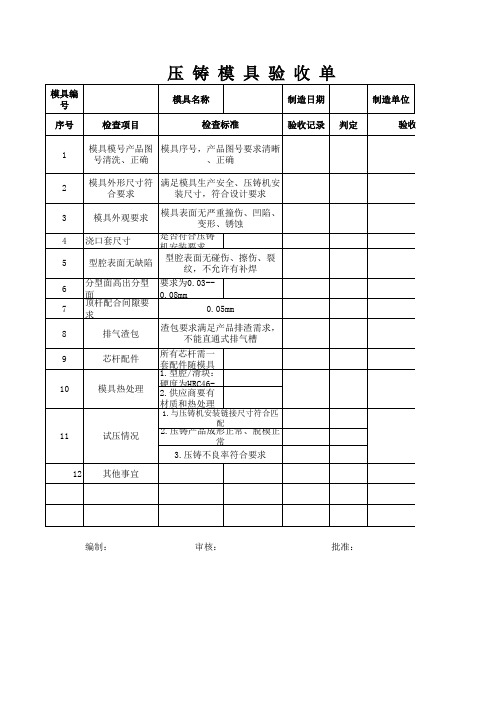
压铸模具验收单
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
压铸模具验收报告

压铸模具验收报告报告编号:XXXX-XXXX报告日期:XXXX年X月X日一、引言压铸模具是指用于压铸工艺的金属模具,用于制造具有一定形状和尺寸的金属制品。
为了保证模具制造出的产品质量和生产效率,模具验收是必要的环节。
本报告对该压铸模具进行了全面的验收,以确保模具的质量和可靠性。
二、验收内容1.模具设计首先,对压铸模具的设计进行了详细的检查。
模具设计应符合产品的工艺要求和技术标准,模具结构应合理、稳定,并能确保产品的准确性和一致性。
2.模具材料对压铸模具的材料进行了材质检测和性能测试。
模具材料应具有足够的硬度、耐磨性和耐腐蚀性,以保证模具的寿命和稳定性。
3.加工精度对压铸模具的加工精度进行了测量和比对。
模具的尺寸和形状应与设计要求相符合,加工表面应光滑且无明显的划痕和疤痕。
4.结构合理性对压铸模具的结构进行了评估。
模具的结构应合理、坚固,能够承受较大的压力和振动,以保证模具在生产中的稳定性和可靠性。
5.制模工艺对压铸模具的制模工艺进行了分析。
模具制模工艺应合理、高效,并能确保产品的质量和生产效率。
三、验收结果1.模具设计合格,符合产品的工艺要求和技术标准。
2.模具材料通过材质检测和性能测试,性能稳定,具有足够的硬度、耐磨性和耐腐蚀性。
3.加工精度满足要求,尺寸和形状与设计要求相符,加工表面光滑无瑕疵。
4.模具结构合理,稳定性高,能承受较大的压力和振动。
5.制模工艺合格,工艺合理,高效,能够确保产品质量和生产效率。
四、提出意见在验收过程中,对该压铸模具的质量和可靠性进行了全面的评估,结果表明该模具符合设计要求和工艺标准,具备良好的性能和稳定性。
然而,建议在模具使用过程中,加强维护保养,并制定合理的维修计划,以延长模具的使用寿命和稳定性。
五、总结该压铸模具通过了全面的验收,验收结果显示该模具质量合格,结构合理,能够满足产品的工艺要求和技术标准。
这对产品的生产质量和效率都起到了积极的促进作用。
在后续的生产过程中,建议对模具进行定期检查和维护,并及时更换损坏严重的部件,以确保模具的长期稳定运行。
压铸件检验规范

1/10
1/5
所在面上不允许超过的数量
2处
2处
离铸件边缘不小于mm
4
4
两冷隔间距不小于mm
10
10
3
擦伤
深度不大于mm
0.05
0.1
0.25
浇口部位增加一倍可接受
同上
面积不大于总面积的%
3
5
10
4
凹陷
凹陷深度不大于mm
0.1
0.3
0.5
装饰面不允许,非装饰面1~2级,内表面3级。
0.2mm2
任意1平方厘米的范围内≤3个
合格(装饰面)
0.3~0.6mm2
整个被检面积≤10个(占总面积的1/6)
合格(非装饰面)
小于1mm2
任意1平方厘米的范围内≤3个砂眼的密集性不超过所在面积的1/6
非直观面
注:大于1mm以上的砂眼允许的数目;各产品在设计加工时,在总技术要求里具体写出。也可与厂家协商后确定。
14
16
18
20
>400~1000
—
—
—
—
—
2
3
4
5
6
8
10
12
14
16
18
>1000~400
—
—
—
—
—
—
2
3
4
5
6
8
10
12
14
16
>4000~10000
—
—
—
—
—
—
—
2
3
4
5
6
8
压铸模具检验验收标准
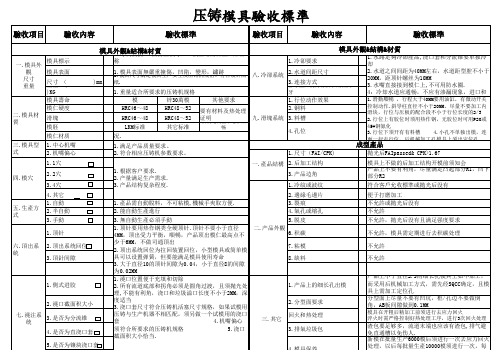
1.尺寸(FAI/CPK)
抛光后FAIpassed& CPK>1.67
四.模穴
1.1穴 2.2穴 3.4穴
1.根据客户要求. 2.产量满足生产需求. 3.产品结构复杂程度.
一.產品結構 2.后加工结构 3.产品边角 1.冷紋或波纹
模具上不做的后加工结构开模前须知会 产品上不要有利角,尽量满足凸起部分R1,凹下 部分R2
模仁材质
三.模具型 1.中心机嘴
式
2.机嘴偏心
模具外1.每觀块&結模構板T&O材P面質打上模号,AB板上还需加上产品名
称
11..模模具具尺表寸面满無足嚴模重具撞生傷产,安全凹及陷压,铸變机形规,格鏽、跡符合设计图 )mm 纸.
1铝.重合量金适10合~2所0萬要求的压铸机规格46~48
HRC48~52 要有材料及热处理
HRC46~48
HRC48~52 证要明满足高温下运作顺
H13类LK热M标作准钢(2344,84其0它7,标SK准D61),不允许有畅补焊情
况.
1.满足产品质量要求。 2.符合相应压铸机参数要求。
模具外觀&結構&材質
1.冷卻要求
1.水路足夠冷卻產品,浇口套和分流锥要单独泠 却
1.产品上的细长孔出模
2.分型面要求 三.其它 回火和热处理
3.排氣垃圾包
4.模具保养
便于打磨加工 不允許或抛光后没有 不允許 不允許,抛光后没有且满足强度要求
不允許,模具需定期进行去积碳处理
不允許
不允許
产品上小于直径2.5的细长孔模具上如不加工, 而采用后机械加工方式,需先经SQCC确定,且模 具上需加工定位孔 分型面上尽量不要有凹坑,框/孔边不要做倒 角,AB板间隙做到0.1MM 模具在开粗后精加工前须进行去应力回火 淬火时需严格控制好热处理工序,进行3次回火处理 渣包要足够多,流道末端也应该有渣包,排气避 免直通槽以免伤人. 新模在批量生产6000模后须进行一次去应力回火 处理,以后每批量生產10000模须进行一次,每 生产半年左右模具要拆卸清理一次,定期进行去
供应商压铸件验收要求

供应商压铸件验收要求
1检查标准
1.1检验员资格
检查员必须有下列一种或几种
•质量检验员一年工作经验。
•经过系统的教育训练。
•特殊工作培训并通过验证,承认水平,能够立即从事检验工作。
•有在外观问题上能够诊察和决策的工程师直接管理。
1.2制程检查
所有的零件必需是无尘,无脂,无油和其它物质。
由运输材料引起而且能够被空气吹走的灰尘是可被接收的。
1.2.1检验亮度
•80-120
1.2.2检验视角
检验员要使工件水平面成30度角,并沿着垂直轴向左/右各旋转30度。
有多各面的部件,每一侧都要当做一个单独的平面来检验。
1.2.3检验距离
1级:30㎜
2级:30㎜
3级:45㎜
1.2.4所需时间
1&2:最大观察时间每10cm2用时4秒,每个面最多20秒时间(一般每5秒一个面),时间因部件的复杂程度而定。
3&4:最大观察时间每10cm2用时2秒.(一般每10秒一个面)。
备注︰当一个面并没有在图面或定单中被定义时,按一般要求作业。
当有分歧时,图面的要求为主要。
1.3/接受/判退标准。
压铸模具出厂检验报告

游标卡尺
生
0.1mm,宽度:800T以下20mm-
25mm;800T以上30mm-35mm,并需120#砂
1、压板槽宽,压板槽位置,压板面厚 度,需满足设计满足。
游标卡尺
2、顶出复位、预复位、倒拉杆,需与 顾客压机配套。试模用预复位倒拉杆 孔与试模机型配套。
游标卡尺、 高度卡尺
3、模具外形是否与压铸机型配套,有 无与大杠干涉。
内。特殊要求特殊处理。
1
模具的装 配
装配应符合 检查标准要
求
2、型芯分型面不允许低于模芯产品面 的分型面,允许高出量:0.1mm0.15mm。 3、产品顶杆痕迹,允许凹下:0mm-
0.1mm,特殊要求除外。
装配后目测 深度尺测量
4、浇、排系统顶杆低于型腔表面 0.5mm-1mm。
深度尺测量
5、型芯销子安装需稳定牢固。
顺畅
2、顶杆间隙均匀(0.03mm-0.05mm)顶 杆在顶杆孔内不摇晃,无明显摩擦感 觉。
用手触摸
3、顶板、顶杆台阶孔深度:0.03mm0.05mm。
深度尺
1、浇道转接处应光滑连接,镶拼处应 密合,无缝隙。
目测
4
型腔质量
型腔质量满 足标准要求
2、型腔机加工痕迹已经抛光,触摸光 滑平整,出模斜度顺畅,抛光方向与 出3、模所方有向模一具致零。件不允许裂纹,压铸成
用手触摸、 目测
型零件表面不允许有划痕,压伤,锈 目测
蚀等缺陷。
5
料筒与法 兰
1、浇口套法兰孔:径向,轴向公差 料筒法兰与 +0.03mm-0.05mm。 模框配合满 2、料筒与分流锥的配合,红丹研配应 足配合要求 有轻微接触。
游标卡尺 配作后目测
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸模具验收标准(修订版)
一.制定标准的目的
1.减少因模具原因造成的停机,停产,提高劳动生产率,降低制造成本。
2.促进模具制造厂家提高模具制造水平和质量,降低其售后服务成本。
3.供模具厂向我公司报价时参考。
二.制定依据
1.我公司长期生产实践中总结的经验。
2.对模具失效原因统计的数据。
3.国家相关标准。
三.标准条款
1.衬模
(1)动静衬模精定位配合面研配后,其着色面积不小于总配合面的75%,着色点要分布均匀。
(2)材料按模具定货合同中规定条款执行。
硬度如无另行规定,则按HRC42~48执行。
(3)衬模高出模框高度:
a.630t以下压铸机使用模具(含630t)0.20~0.25mm
b.630t以上压铸机模具0.25~0.35mm
c.满足上述条件前提是衬模装配模框后,其底面应与模框对应配合面全接触。
(4)衬模顶杆孔配合段长度L及孔径:
a.Ф6以下顶杆(含Ф6)L ≧20mm
b.Ф8~Ф12(含Ф12)L = 30~35mm
c.Ф12以上L ≧50mm
(5)配合段孔径精度:H7
(6) 衬模封铝面长度L
a. 630t(含630t)以下L ≧55mm
b. 630t~1600t L ≧80mm
c. 2000t(含2000t)以上L ≧120mm
(7) 衬模分型面研配精度
分型面研配后任一30*30mm区域内,至少有一点接触
2.模框
(1) 硬度: HRC28~35
(2) 要留有拆除衬模用工艺孔,孔径为:
a. 630t(含630t)以下模具φ20~φ30mm
b.900t φ30~φ40mm
c.1600t(含1600t)以上≧φ50mm
3.成型滑块
材料和硬度同衬模.
4.压板,滑板,导板
(1) 材料: T10/H13
(2) 硬度: T10 HRC50~55, H13 HRC46-48
(3) 采用H13钢时,热处理为:整体淬火+表面氮化
5. 滑块座
(1) 材料: H13
(2) 硬度: HRC40~44
(3) 滑块座长度尺寸至少是宽度的1.5倍。
(双方另有协议除外)
(4) 采用H13钢时,热处理为:整体淬火+表面氮化
6.整体模具
(1) 推板,固定板尺寸精度
a.顶杆台阶孔深度:H+0.05mm
b.推杆配合孔直径:D+0.5mm
C.硬度≧HRC30
(2)推板导柱,导套直径配合间隙:0.1~0.15mm
(3)合模导柱,导套直径配合精度:H8/e7
(4)滑块配合间隙
a.滑块硬限位必须与衬模配合面全接触,其接触精度为任一25*25mm区域内至
少有3点接触。
b.滑块在自由状态下,其底面与衬模对应配合面间的间隙≦0.03mm。
c.滑块两侧面与衬模配合面间隙≤0.04mm,且研配后,任一配研面25*25mm区域
内至少有3点接触。
d.滑块与滑块座连接后其配合面在自由状态下间隙≦0.04mm。
e.滑块座与底滑板自由状态下配合间隙≦0.04mm。
f.滑块座与滑块,底面滑板组装后,仍需检此条款中的a,b,c三项,标准相同。
g.最后将导条,压板组装研配后再检a,b,c三项,标准相同,同时其它各研配
面之间间隙≦0.04mm,压板与滑块配合面接触精度不小于总配合面的
75%,且接触点分布均匀。
(5)楔紧块
a.楔紧块为可更换结构。
b.楔紧块下不得用垫介质方式进行研配。
c. 材料:T10
d.硬度:HRC47~50
e.研配标准:其着色面积不小于整个配合面的75%,着色点分布均匀。
(6)整体模具的定位精度应与衬模精定位精度相一致。
7.其它
(1)顶杆,可更换型芯,进出水管其本体和模具上与其所配合的孔,接口都应打上标号,且一一对应。
水管油管进出口安装直角弯头。
长春东方。