20CrMnMo活塞失效分析
20CrMnMo钢齿轮的质量问题及其对策

度。
20CrMnMo 钢齿 轮 渗 碳 后 的 淬 火 温 度 一 般 为
840 ℃ ± 5 ℃ ,若为了提高心部硬度,改善铁素体过
多的状况,可以提高到 850 ℃ ± 5 ℃ 。但提高淬火
温度的效果一般不是很明显,而且,淬火温度太高,
渗层表面的残留奥氏体量会比较多,对淬火硬度和
齿轮的接触疲劳强度不利。提高淬火冷却速度是最
1. 2 磨削裂纹 经渗碳淬火处理的 20CrMnMo 钢齿轮易出现磨
削裂纹,如图 3 所示。
2 对策
根据 20CrMnMo 钢容易出现的上述问题,通过 试验找到了相应的对策。 2. 1 心部硬度和组织
一般说,要 提 高 齿 轮 的 心 部 硬 度,解 决 心 部 铁素体过 多 的 问 题,可 以 采 用 的 方 法 主 要 有: 对 钢材的淬透性专门提出要求; 采用较高的淬火温
20CrMnMo 钢齿轮在渗碳空冷后出现裂纹是比 较少见的。图 3、图 4 是某型齿轮在渗碳后空冷出 现了裂纹,而且经检查发现,装在料筐外层的齿轮裂 纹较严重,装 在 中 间 位 置 的 齿 轮 则 未 出 现 该 现 象。 经过解剖,发现表面组织中存在大量长条状碳化物, 部分碳化物连接成网。热处理工艺为 920 ℃ × 8 h ( Cp = 1. 2% ) + 920 ℃ × 4 h( Cp = 0. 95% ) ,由于扩 散时碳浓度过高,已经接近材料的碳浓度极限,极易 形成碳化物。同时,扩散期过短,造成齿轮的表面碳 浓度在短时间内很难降到设定值。因此,齿轮表层 的碳浓度过高,形成了大量长条状、局部成网状的碳 化物。由于碳强烈降低 Ms 点[2],次表层的碳浓度 高于表层的碳浓度,则次表层的 Ms 点较表层要低。 因此,在空冷时,次表层先于表层发生马氏体转变, 转变的组织应力使表层形成拉应力,而表层由于已 经形成了网状碳化物,而碳化物属于脆性相,隔断了 基体的连续性,由此,在碳化物成网处造成了应力集 中,造成内部裂纹,应力沿晶界释放而造成开裂。所
活塞故障现象及原因分析PPT文档共32页

31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
活塞故障现象及原因分析
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
20CrMnMo力学性能
20CrMnMo力学性能,“10年行业领军者”“行内低价”,专业批发:易切削钢、合金钢、齿轮钢、轴承钢、弹簧钢等特种金属材料。
20CrMnMo合金结构钢20CrMnMo是一种合金结构钢的牌号。
执行标准:GB/T3077-1999,统一数字代号:A34202。
先进行渗碳热处理,再淬火加热温度850℃、油冷;200℃回火、空冷。
淬火低温回火后具有良好的综合力学性能和低温冲击韧度;渗碳淬火后具有较高的抗弯强度和耐磨性能。
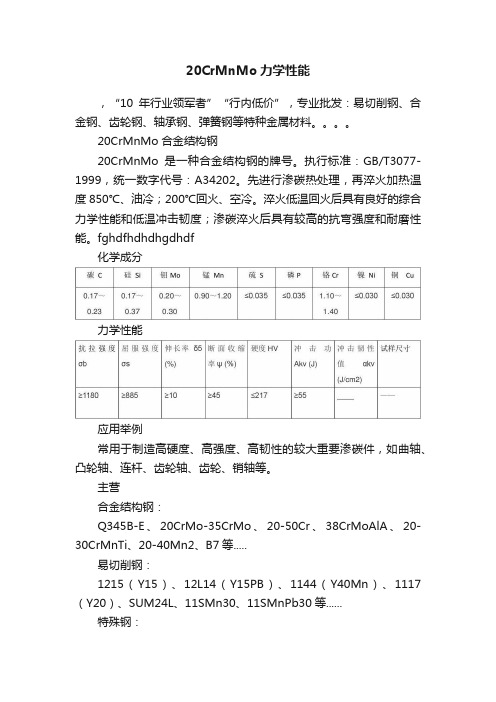
fghdfhdhdhgdhdf化学成分力学性能应用举例常用于制造高硬度、高强度、高韧性的较大重要渗碳件,如曲轴、凸轮轴、连杆、齿轮轴、齿轮、销轴等。
主营合金结构钢:Q345B-E、20CrMo-35CrMo、20-50Cr、38CrMoAlA、20-30CrMnTi、20-40Mn2、B7等.....易切削钢:1215(Y15)、12L14(Y15PB)、1144(Y40Mn)、1117(Y20)、SUM24L、11SMn30、11SMnPb30等......特殊钢:20CrNiMoA(8620)、40CrNiMoA、40CrNi2MoA(4340)、17-34CrNiMo6、30CrNiMo8、45CrNiMoVA、25Cr2MoVA、12Cr1MoVA、16/20MnCr5、20/40CrMnMoA、5CrNiMo、5CrMnMo、12-37CrNi3A、35CrMoV、12-20Cr2Ni4A、30/35CrMnSi、B16等......轴承钢/弹簧钢:GCr15、GCr15SiMn、GCr15SiMo、G20CrNiMoA、9Cr18、65Mn、60Si2Mn、60Si2CrV、50CrV等.... 模具钢:H13、H14、Cr12、Cr12MoV、Cr8、CrWMn、4Cr13、SKD11、D2、DC53、Cr5。
20CrNi2Mo钢渗碳淬火齿轮轴失效分析及对策

20CrNi2Mo钢渗碳淬火齿轮轴失效分析及对策刘苹【摘要】通过检测化学成分、观察金相组织、观察断口及测试力学性能等方法,对20CrNi2Mo钢渗碳淬火齿轮轴失效原因进行了分析.结果表明:由于齿轮轴心部存在夹渣及枝晶缺陷,在设备运行过程中,当轴心承受较大应力作用时,在薄弱部位引发了瞬时脆性断裂.并针对以上问题,对齿轮轴热加工工艺进行调整,改善齿轮轴热加工质量,提高齿轮轴使用寿命.【期刊名称】《金属加工:热加工》【年(卷),期】2018(000)001【总页数】5页(P49-53)【关键词】20CrNi2Mo钢;齿轮轴;渗碳淬火;断裂;热处理【作者】刘苹【作者单位】中国有色(沈阳)冶金机械有限公司【正文语种】中文球磨机是利用钢球作为研磨介质进行磨矿的设备,其结构简单,性能稳定,破碎比大,可对各种矿石和其他可磨性物料进行干式或湿式粉磨,适应性强,易于实现自动化控制。
因此,在选矿、建材、化工、冶金、材料等行业中,球磨机都是最普遍、最通用的粉磨设备。
随着企业生产规模的不断扩大和矿石品位的下降,使得球磨机的生产能力越来越大,并使球磨机越来越大型化。
齿轮轴是传动装置上的关键部件,随着球磨机向大型化发展,齿轮轴的加工工艺也有所改变,采用渗碳钢(渗碳淬火)代替中碳合金钢(调质+齿部表面淬火)。
某公司齿轮轴材质选用20CrNi2Mo钢,规格为φ579mm×3000mm,模数25,齿数21,左旋7.5°,经锻造、粗车、无损检测、调质(650℃回火)、精车、磨前铣齿、齿部渗碳淬火+回火(渗碳层深度2.5~3mm,齿面硬度57~61HRC)、磨齿等工序加工而成,锻造及热处理质量直接影响轴齿轮的使用寿命。
在用户现场使用过程中,齿轮轴断裂时未发现明显异常,只是在运行中电动机仍在工作,但齿轮轴已不随着旋转。
该齿轮轴使用寿命大概在12个月左右。
齿轮轴的结构如图1所示,齿轮轴断裂宏观形貌如图2所示。
图1 齿轮轴照片图2 齿轮轴裂纹宏观形态造成齿轮轴断裂的原因很多,设计、工艺、加工精度、锻造、热处理、安装精度、维护保养等各个环节均可能造成该齿轮轴断裂,由于该断裂齿轮轴为备件,在更换该断轴前的另一根齿轮轴因到使用寿命而失效,说明设计、工艺、加工、安装、维护保养等环节不存在问题。
20Cr1Mo1VTiB汽机主汽门螺栓断裂失效分析

t i o n h a v e b e e n a n a l y z e d . T h e e x p e r i me n t a n d a n a l y s i s r e s u l t s h o w s t h a t : d u e t o i mp r o p e r h e a t t r e a t — me n t p r o c e s s u s e d i n ma n u f a c t u r e , c a u s e d t h e e x c e p t i o n a l me t a l l u r g i c a l s t r u c t u r e a n d t h e i n c o mp e — t e n t i mp a c t t o u g h n e s s o f t h e b o l t s , a n d b r i n g e d t h e r u p t u r e f a i l u r e d u r i n g t h e t u r b i n e o p e r a t i o n . Ke y wo r d s :2 0 Cr l Mo l VT i B; b o l t ; f r a c t u r e ; f a i l u r e
DoI :1 0 . 3 9 6 9 / j . i s s n . 1 6 7 2 —ห้องสมุดไป่ตู้3 6 4 3 . 2 0 1 3 . 0 1 . 0 1 1
20CrMo

原 因。结论 建议 改进热 处A S-艺 ,保证 组 织的 。
关 键词 :齿轮 :白亮层 :失效 分析
DOI:10.3969/j.issn.1674—6457.2015.01.015
中图分 类 号 :TG111.91
文 献标 识码 :A
精 密 成 形 工 程
JOURNAL OF NETSHAPE FORMING ENGINEERING
第 7卷 第 1期 2015年 01月
20CrMo齿 轮 失 效 分 析
李迪凡 -一,王晓晖 ,符朝旭 ,王长朋 ,梅华 生
(1.西南技术 工程研 究所 ,重庆 400039;2.重庆市环境腐蚀与防腐工程技术研究 中心 ,重庆 400039)
裂 性质 ,并 对其 产生 原 因进行 分析 。
1 检 测 与 分 析
送 检样 品 的宏 观形 貌 如 图 1所 示 。 1-1 凹坑 形 貌分 析
1 样 品凹坑 形貌 如 图 2a和 b所 示 ,由图 2可 以 看 出凹坑 内呈起 伏 状 ,表 面 光 滑 ,无 断 口特 征 ,无 加 工磨痕 。2 样 品 凹坑 形 貌 如 图 3a和 b所 示 ,由 图 3
ABSTRA CT :Failure occured in the 20CrM o gear produced by a certain m anufacture shor tly after using,with pit defects found. The aim of the study was to f ind the cause f o r the failure. The failure cause f or the gear was analyzed by the exami— nation of metallographic microstructure,the hardness analysis and the energy spectrum analysis.The analysis results after the test showed that the white shiningt layer on the subsur face of the gear which destroyed the continuity of the mater ial was the main cause for the failure. It was suggested to im prove the heat-treating process to ensure the uniformity of the m icro· stru cture, and to select the steel with unifor m ingredients. KEY W ORDS:gear;white shining layer;failure analysis
20CrMnMo

中 图 分 类 号 : G1 1 8 T 6 . 1
文献 标识 码 : A
文 章 编 号 :0 13 1 (0 2 0 — 0 10 1 0 —8 4 2 0 ) 50 6 — 3
A na y i f t us a bu i a i n C r c s i he Sha t r t tng l s s o he Ca e Of C r r z t O a k n t f— O a i Se i ha t M a Cr nM O S e l alng S f de Of 2O M t e
m a 0Cr n o t e er nt o de of 2 M M s e lw e i r duc d. s d he c a k e ons, he w a o e Ba e on t r c r as t y t pr ec r he c a s a s e ot tf om t r ck ha l o be n
时 间
图 2
ห้องสมุดไป่ตู้
原 渗 碳 工 艺
( 4 。 图 d)
裂 纹 从 表 面 沿 碳 化 物 网 向 心 部 扩 展 , 般 终 止 于 一
这 渡 层 , 量 终 止 于共 析 层 。 纹 两 侧 无 脱 碳 和增 碳 现 少 裂 象 , 见 图 5 参 。
( ) 碳 层 深 度 过 共 析 层 0 5 5 0 7 8mm , 3渗 . 7  ̄ . 4 共 析 层 0 9 8 1 0 3mm , 渡 层 0 4 O 0 6 3mm , . 7 ~ . 9 过 . 6 ~ . 3 渗
( 安 大 学 基 础 部 ,陕 西 西 安 7 0 6 ) 长 1 0 4
摘
要 : 对 2 C M n o钢 制 转 动 密 封 轴 渗 碳 后 开 裂 原 因 进 行 了 失 效 分 析 , 出 了 造 成 开 裂 的 原 因 , 提 出 了 防 止 0r M 指 并
20CrMnMo钢预先热处理工艺的改进与分析

工业技术New 啄赢/.UtU I N U .L 3C h i n a N e wTec hno l eB a n d Produ 。
1、嗣囵囫翟墨团喇、●■出‘U ‘墨圃■-t ■瞄一20C r M nM o 钢预先热处理工艺的改进与分析赵羹惠(山东上汽汽车变速器有限公司,山东烟台265500)摘要:20C r M nM o 材料用去应力退火代替等温退火的预先热处理,即保证了零件的最终使用性能。
又提高了零件的生产效率。
同时降低了能源消耗,节约生产成本。
关键词:去应力正火;等温退火;渗碳淬火;疲劳试验1概述钢件的正火和退火是应用非常广泛的热处理,作为预先热处理工序,安排在锻造或铸造之后,切削(粗)加工之前.用以消除前一工序所带来的某些缺陷.为随后的工序做准备。
汽车零件的预先热处理足零件生产过程中至关重要的环节,零件经锻造后,不但存在残余应力.而且组织粗大、不均匀、成分也有偏析.这样的零件机械性能低劣.严重影响切削加工.同时在淬火时极容易造成变形和开裂。
只有经(1)去应力退火T 艺l 温度℃620I 热冷区I 620l 风冷I 时间(分钟)80145625(2)金相组织及硬度检验金相组织按S EP —1520(2)金相组织及硬度检测结果如下.金相组织评定按G B /T 262—1999I 蝴目马氏蝽及残糊余照瞳眸碳蝴辅崩}马。
鲫a 捩衰厕i 仳屠漾l 搏‘嬷^抖3级I 级nO l 5t m l 07】Tn ”娜℃"/盛t V I O l 托办B 火件3擐I 域001咖m m 渤期35I }珉C "/碧HVI O 显微组织带状组织{E 平衡组织硬度I l 铁索体+粒状珠光体小于3级无155—195H B 过适当的退火或正火处理,使零件组织细化.成份均匀,应力消除,才能改善零件的机械加工性能,并为随后的热处理(渗碳、淬火)作好组织准备。
220C rM nM o 钢预处理工艺分析20C r M n M o 钢是汽车变速器齿轮件的主要材料之一,齿轮是变速器中的主要零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
度逐渐下降 ,但陡降拐点出现在5 0 3 ̄ C左右。
MW ( 0 l 12 2 111 )
图6 r钢支承辊硬度与回火温度曲线 c5
参磊
…
热 处
4 7
度 分 别为 5 HRC、5 HRC、5 HRC、5 HRC;心 7 8 7 7
晶界 分 布 的成 串小 晶粒 ,其形 状 呈 圆形 。小 晶粒 是 在二 次 淬火 时 沿 晶 界新 形 成 的 晶粒 ,还 没 有 足够 的
部硬度4 H C 3 R 。按我公司产品的技术要求 ,表面硬
度 不 合格 ,低 0 H C,心 部 硬 度为 下 限值 。 ~1 R ( )金 相检 验 首先 是 渗碳 层 的金 相 组织 。由 3 于 损 坏 的 活 塞端 头 已经 凹 陷 ,渗 碳 层 已经 全 部 剥 落 ,所 以无 法 检验 使 用部 位 的 金 相组 织 和渗 层的 金 相 组 织 ,现 在 的检 验 部位 是 活 塞 齿部 的 渗 层金 相 组
时间长大。同时也说明材料的原始晶粒较粗大 ,在
第 二次 淬火 时 由于 保温 时 间短 ,导 致 新形 成 的 小 晶 粒还 没 有长 大 。
织 。齿部 的渗碳层内有块状和颗粒状的碳化物 ,在
齿 的 棱 角 处 ,块 状 碳 化 物 聚 集 分 布 ,齿 顶 上 的 碳 化 物 为 块 状 ,渗 层 内 的 金 相 组 织 为 块 状 碳 化 物 +
金相组织可以推测活塞顶部的渗层质量应该与齿部
相 似 ,也 就 是 说顶 部 渗 碳 层 中可 能 同样 存 在块 状 碳 化 物 ,其 形 成 与渗 碳 时 间 的长 短 及碳 势 有 关 。如 果
碳势高、时 间长 ,当表面的碳达到饱和后 ,过剩的
图2 活塞渗层内部的金相组织
其次是心部组织 。3 9试 样的心部组织有少量 的游离铁素 体 ,依据J B/T 1 1 9 3 级 图评 7 6 —1 9 评 定 ,心部铁素体2 。金相组织为 回火马 氏体 +少 级 量 的铁素体 ,马氏体级别为8 ,如图3 级 所示。
活 塞 的 制 造 工 艺是 :锻 造 一机 加 工 一 热 处理 。 其 中 热处 理 工 艺是 :渗 碳 一直 接 淬 火 +高 温 回火 一 二次 淬 火 +低温 回火 。
图1 活塞端头外貌
( )硬 度 检验 2
损 坏 活 塞 端 头4 检 测 点 的硬 个
由 图6 出 ,C 5 看 r系材 料 支承 辊 在4 0 5  ̄ 5 ~5 0 C回 火 ,随 回火温 度 升高 ,硬 度逐 渐 下 降 。 当 回火温 度 在5 5 2 ℃以 下 时 ,硬 度变 化 不 大 且具 有一 定 的规 律
损 坏 的活 塞 ,我 们对 此 活 塞进 行 了硬 度和 金 相检 测 与 分 析 ,找 到 了 活塞 损 坏 的原 因 ,并对 热 处 理 工艺 进 行 了改 进 。
孔直径的边缘被 击碎 、掉块 。侧面8 个齿的齿顶已
经都 损 坏 ,如 图1 示 。 所
1 活塞 的主要性能及工艺 .
该 活塞 为我公 司生产的7 5 型凿岩机 活塞 , 65
其主要性能指标为 :冲击 吸收能 量5 J 9 ,冲击频率
3 Hz 6 ,扭 矩 1 Nm,转 速 30/ n 5‘ 0r mi。我 们 公 司生 产
的活塞技术要求为 :渗碳深度为1 ~21 m,表面 . . 7 m 硬度为5 ~6H C,心部硬度为4 ~4 H C 8 3R 3 7R 。
碳就容易形成块状碳化物。从工艺单上看到 ,该产
品的 渗 碳 温 度 是 9 0 ,渗 碳 时 间一 般 都 在 2 h 3℃ 5 以 上 。 由此 可 见 ,由于 长 时 间在 高 温 下作 用 ,势必 造
成材料本身的晶粒长大 ,当直接淬火时 ,得到的组
织 就 比较 粗 大 。 虽然 在 二次 淬 火 时 ,表 面 的 晶粒 得
2C M M 活塞失效分析 0r n o
沈阳瑞风机 械有 限公 司 ( 宁 辽 1 0 2 ) 陈生财 1 0 7
沈 阳工业大 学管理学 院 ( 宁 1 0 7 ) 郭 莹莹 辽 1 8 0
2 1 年7 8 , 检验与分析 .
( )外观检验 该损坏的活塞外径为4 mm, 1 0 内孔直径是8 mm,杆部没有变形 ,外表面有锈蚀 ,
到改善 ,但是 由于保温时间不够 ,心部的晶粒刚刚
在 原 始 晶界 上 开始 形 成 ,还 没 有长 大 和 均 匀化 ,就 又 淬 火 , 因此原 有 的 大 晶粒 保 留到 了最 终 组织 状 态 中 。 晶 粒 粗 大 降 低 了材 料 的 韧 性 ,增 加 了材 料 的 脆性。 因此 ,活 塞 在使 用 时 受 反 复的 振 动 力 作用 , 由
回火马 氏体 +少量残 留奥氏体 。依据J T 1 1 B/ 7 6 —
19 标 准 中评 级 图评 定 ,马 氏体 和 残 留奥 氏数 量 为 93 2 ,渗碳 层碳 化物 为 3 ,如 图2 示 。 级 级 所
图4 活塞的晶粒度
3 活塞损伤原 因分析 .
1 活 塞 的 损 伤 是 由于 在 使 用 中 受 冲 击 力 作 号 用 ,产生 的 冲 击疲 劳 断 裂 。 由活 塞的 齿 部 渗碳 层的
前 段 凹陷 、剥落 。 凹陷 区域 内有翘 起 的 金属 碎 片 , 表 面被 撞 击 得 较平 、光 亮 。 凹 陷的 深 度46 . mm,内
馈 ,在新疆某 工程使 用的活 塞寿命较短 ,提前 损
坏。损坏件 多半是前端 凹陷、剥落 ,也有部分损坏 件是从中间断裂。该工程单位特寄给 了我 公司一件
∽
性 ,当 回火 温 度 高 于 5 5 2 ℃时 硬 度 明 显 下 降 ,说 明
C5 r 系材料支承辊 回火温度在5 5 2 ℃左右存在陡降
拐点。
我们也统计 了C 5 r 系材料 支承辊奥 氏体化温度 T= 0 0 16  ̄ C、T= 9  ̄差温加热在一系列 回火温度 29 0 C 下热处理硬度交检数据 ,也是随 回火温 度升高 ,硬