焦炉集气管压力控制系统研究样本
焦炉集气管压力与鼓风机综合控制系统

焦炉集气管压力与鼓风机综合控制系统焦炉集气管压力与鼓风机综合控制系统在炼焦过程中,集气管中的压力不断改变,特别是在焦炉装煤时,会造成集气管压力大幅波动。
集气管压力过低时,空气会进入炉体,导致焦炭燃烧,降低煤气质量,如果大量空气吸人到炭化室及荒煤气中,甚至会引起生产事故。
当压力过高时,荒煤气将会从炉门、炉盖等处冒出,一方面可能烧毁炉门铁件,污染环境,另一方面降低了荒煤气的回收率。
压力波动过大,还会对焦炉除尘系统造成不利影响。
由于影响因素多而且难以克服,各调节回路间又存在较复杂的耦合作用,使集气管压力调节成为焦炉控制中的一个技术难题¨。
针对这种典型的具有工况复杂、强干扰、多变量、耦合、时变、非线性等特点的装置],中冶焦耐工程技术有限公司设计了焦炉集气管压力与鼓风机综合控制系统,目前已在山西洪洞、辽宁本溪、江苏张家港等国内多家大型焦化厂成功应用,并取得满意的控制效果。
1 控制目标根据炼焦生产的原理,要求集气管压力维持在适当范围内,才能保证结焦末期炭化室底部不出现负压,焦炉又不出现冒烟现象。
焦炉集气管压力与鼓风机综合控制系统能实现多座焦炉的解耦控制,快速消除干扰,同时使多座焦炉集气管压力稳定,减小环境污染,并通过自动调整鼓风机前的吸力,实现鼓风机前整个煤气系统的自动控制。
1.1 对象特性分析某典型焦化厂焦炉集气管压力系统如图1所示,焦炉荒煤气从各炭化室通过上升管时被低压循环氨水冷却,然后进入集气管,从集气管到初冷器分为两个吸气系统,即1,2号焦炉为一个系统,3,4号焦炉为一个系统,经过初冷器和电捕焦油器后,由鼓风机送往化产工序。
多座焦炉共用鼓风、冷凝系统及集气管并联成一根总管进入初冷器,构成集气管之间的压力耦合,对其中任何一个对象的调节都会影响到另一个对象,由于气体具有可压缩性,一旦煤气发生量、用户负荷或鼓风机转速等波动较大,就会造成系统的不稳定。
1.2 主要影响因素集气管压力受到焦炉煤气发生量、调节阀的开度、鼓风机吸力、机前和机后阻力等多方面因素的影响,还会遇到多组焦炉煤气管道的不对称性,以及管网压力的波动等问题J。
焦炉集气管压力与鼓风机综合控制系统

焦炉集气管压力与鼓风机综合控制系统焦炉集气管压力与鼓风机综合控制系统在炼焦过程中,集气管中的压力不断改变,特别是在焦炉装煤时,会造成集气管压力大幅波动。
集气管压力过低时,空气会进入炉体,导致焦炭燃烧,降低煤气质量,如果大量空气吸人到炭化室及荒煤气中,甚至会引起生产事故。
当压力过高时,荒煤气将会从炉门、炉盖等处冒出,一方面可能烧毁炉门铁件,污染环境,另一方面降低了荒煤气的回收率。
压力波动过大,还会对焦炉除尘系统造成不利影响。
由于影响因素多而且难以克服,各调节回路间又存在较复杂的耦合作用,使集气管压力调节成为焦炉控制中的一个技术难题…。
针对这种典型的具有工况复杂、强干扰、多变量、耦合、时变、非线性等特点的装置 ] ,中冶焦耐工程技术有限公司设计了焦炉集气管压力与鼓风机综合控制系统,目前已在山西洪洞、辽宁本溪、江苏张家港等国内多家大型焦化厂成功应用,并取得满意的控制效果。
1 控制目标根据炼焦生产的原理,要求集气管压力维持在适当范围内,才能保证结焦末期炭化室底部不出现负压,焦炉又不出现冒烟现象。
焦炉集气管压力与鼓风机综合控制系统能实现多座焦炉的解耦控制,快速消除干扰,同时使多座焦炉集气管压力稳定,减小环境污染,并通过自动调整鼓风机前的吸力,实现鼓风机前整个煤气系统的自动控制。
1. 1 对象特性分析某典型焦化厂焦炉集气管压力系统如图 1 所示,焦炉荒煤气从各炭化室通过上升管时被低压循环氨水冷却,然后进入集气管,从集气管到初冷器分为两个吸气系统,即1,2 号焦炉为一个系统, 3,4 号焦炉为一个系统,经过初冷器和电捕焦油器后,由鼓风机送往化产工序。
多座焦炉共用鼓风、冷凝系统及集气管并联成一根总管进入初冷器,构成集气管之间的压力耦合,对其中任何一个对象的调节都会影响到另一个对象,由于气体具有可压缩性,一旦煤气发生量、用户负荷或鼓风机转速等波动较大,就会造成系统的不稳定。
1. 2 主要影响因素集气管压力受到焦炉煤气发生量、调节阀的开度、鼓风机吸力、机前和机后阻力等多方面因素的影响,还会遇到多组焦炉煤气管道的不对称性,以及管网压力的波动等问题 J 。
焦炉集气管压力控制的论文

焦炉集气管压力的智能协调控制叶鲁彬王屹杨建波(浙江中控技术股份有限公司,杭州 310053)摘要:焦炉集气管压力之间耦合严重,稳定性较差,极易出现压力振荡现象。
综合考虑多集气管及风机、回流的特性,设计了一种集气管压力的智能协调控制方案:集气管翻板阀采用双模式PID算法,风机或回流阀进行整体吸力的协调控制,同时引入了振荡检测机制,并对压力振荡进行抑制。
该控制方案的效果已在焦化企业现场得到了实践验证,并在多个现场应用。
关键词:集气管压力,耦合,振荡,智能协调控制Intelligent Collaboration Control of Gas Collection PipePressure in Coke Oven ProcessesYE Lu Bin Yang Jian Bo(Zhejiang SUPCON Co., Ltd., Hangzhou, Zhejiang, 310053)Abstract:In the gas collection process of coke ovens, the pipes have high coupling relations, which result in the unstableness of the pressure. The pressure oscillation phenomena are frequently reported in practical productions. This paper proposed an intelligent collaboration control solution, which take the characteristics of gas collection pipes, fan and the recycle pipe into consideration. Dual –mode PID algorithm is utilized in the gas collection pipe pressure control formulation and the fan speed and recycle valve are manipulated to keep the entire flow power. Pressure oscillation detection is introduced here to prevent severe fluctuation of the pipe pressure. The proposed method has been validated and is widely used in the coke production plants.Key words:Gas Collection Pipe Pressure, Coupling, Oscillation, Intelligent Collaboration Control1 引言在焦化生产企业中,集气管压力是炼焦生产过程中的关键指标之一。
一种简单实用的焦炉集气管压力自动控制系统
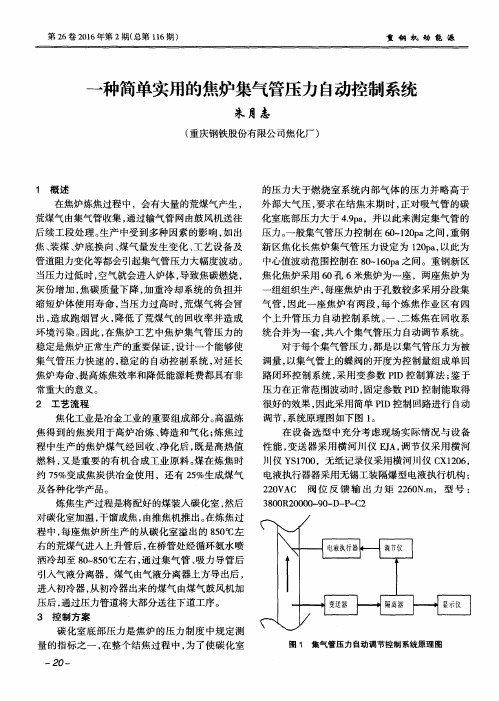
量的指标之一 , 在整个结焦过程中 , 为了使碳化室
一
图 1 集气管压力 自动调节控制 系统原理图
2O一
重 钢 机 动 能 源
第2 6卷 2 0 1 6 年第 2期 ( 总第 1 1 6期 )
4 主要 设备 功 能
焦 化焦 炉采 用 6 O孔 6米焦 炉 为一 座 ,两座 焦 因素的影 响 , 如出 焦、 装煤 、 炉底 换 向 、 煤 气 量 发生 变 化 、 工 艺 设备 及
管道阻力变化等都会引起集气管压力大幅度波动 。 当压力过低时, 空气就会进入炉体 , 导致焦碳燃烧 ,
第2 6 卷2 0 1 6年第 2 期( 总第 1 1 6期 )
熏 钢 机 动 能 源
一
种简单实用的焦炉集气管压力 自动控制系统
朱 月志
( 重 庆钢铁 股份 有 限公 司焦 化厂 )
1 概 述
在焦炉炼焦过程 中,会有大量的荒煤气产生 , 荒煤气由集气管收集 , 通过输气管 网由鼓风机送往
程运算功能。 同时配置防尘 , 防水结构 的彩色液晶 显示器, 具有高水准操作显示性能 。 在可 编程演算 方面, 用 户最 大可 进行 1 0 0 0 行 自定 义 编 程, 灵 活 方便地配置所需控制功能. 采用浮点演算方式, 可实 现高精度工程量控制演算。 其控制输出具有后备功 能, 使用该功能后, 即便是在机器本体故障时, 亦能 继续保持控制功能正常使用 。 ( 不适用 于电源等故
障) 。 控 制 模 块 :基 本 控 制 、 串级 控 制 、 选 择 控
4 - 3 电液执 行 机构 采 用无 锡 工 装 3 8 0 0 R系 列 ,该 系 列是 着 眼 于
焦炉集气管压力智能控制系统设计2

以下方面因素的影响: (1)煤气发生量、鼓风机吸力、推焦加煤、高压氨水、 换向、机后压力。 (2)多座焦炉并联时,分管与总管呈非对称分布。存在着 严重的耦合干扰。 (3)系统同时具有时变、非线性、正负耦合等复杂特性,
系统非常难以稳定。
存在问题
1.集气管压力波动不仅频繁而且幅度较大; 2.导致焦炉跑火冒烟,影响环境; 3.系统时常出现的负压严重影响焦炉炉体的寿命; 4.压力的不稳定同时也影响到生产焦炭的质量。
应用情况 (智能控制)南钢联
东阿东昌焦化有限公司(原控制效果)
东阿东昌焦化有限公司(智能控制)
东阿东昌焦化有限公司(智能控制)
-
+
-
ym2 (k) -
TDL2
集气管 压力控 制系统
y1 (k) y2 (k)
鼓风机调速系统部分:
rin(k)
-
模型M1 切换
模型M2 模型库
策略
NNII
u(k)
控制器C1
控制器C2
TDL TDL y(k) 鼓风机调速系统
控制器C3 机液力耦合器控制部分: 从鼓风机转速变化到机前吸力变化有明显时
5.技术指标及系统功能
(1) 各焦炉压力的智能分析和控制。正常 生产工艺条件下,焦炉集气管压力稳定控 制在设定值±25Pa范围;装煤工况在30秒 左右迅速将压力调节至接近正常。瞬间集 气管压力高峰值一般在200~300Pa左右。
(2) 各炉压力控制设定值可在线修改,各 炉设定值可以互不相同。
(3) 可实时对风机进行调速,风机运转稳 定。
改造前: 大多数集气管压力由单回路PID控制; 鼓风机吸力采用机前阀手动控制; 控制效果不理想
最新-焦炉集气管压力模糊神经网络控制系统 精品

焦炉集气管压力模糊神经网络控制系统摘要针对焦炉集气管压力这类多变量非线性系统,提出一种基于模糊神经网络的智能协调控制方案。
应用遗传算法对模糊神经网络结构和参数进行优化,并采用的逻辑梯形图语言编程实现智能协调运算。
工程应用表明了系统设计的有效性。
关键词可编程控制器模糊神经网络智能控制焦炉集气管压力控制是焦炉控制的关键之一。
压力大时焦炉冒烟严重,近距离不能看清设备,大量焦炉媒气进入空气中,污染环境;压力小时空气吸入严重,影响焦炉寿命和焦炉煤气质量。
因此,采用先进控制手段,对焦炉焦气管压力进行长期稳定控制,对于改善环境、提高煤气回收量和质量、提高焦炉辅助产品产量和质量,具有重要的意义。
焦炉集气管控制系统的主要问题有1焦炉集气管压力系统是一个耦合严重、具有严重非线性、时变特性、扰动变化激烈的多变量系统,一般的调节很难满足要求。
2当媒质较好、鼓风机后媒气负荷稳定时,范文先生网收集整理自动控制效果较好;当媒质较差、鼓风机后压力变化大时,常常出现振荡现象,迫使系统无法投入自动控制。
3作为控制机构之一的鼓风闸阀存在严重的非线性、滞后大,常规伺服放大器加执行结构很难适应。
近年来,神经网络、模糊技术和遗传算法已成为智能计算的三大信息科学,是智能控制领域的三个重要基础工具,将三者有机地结合起来,取长补短,不仅在理论上显示出诱人的前景,在实际应用也取得了突破。
本系统采用一种基于遗传算法和模糊神经网络的智能模糊控制器,实现了模糊规则的在线修改和隶属函数的自动更新,使模糊控制具有自学习和自适应能力。
本文将系统的硬件高可靠性、软件灵活性与现代智能控制相结合,在分析控制对象的基础上采智能协调解耦控制方案,应用的逻辑梯形图语言编程实现,保证了集气管压力稳定在工艺要求范围内。
1工艺简介图1是焦炉集气管系统的结构。
焦炉媒气从各炭化室通过上升管时被循环氨气冷却到80~90℃,然后进入集气管。
焦炉某气从焦炉到初冷器分为两个吸气系统,即1号和2号焦炉为一个系统,3号焦炉为一个系统。
焦炉集气管压力控制方法的研究

焦炉集气管压力控制方法的研究焦炉集气管压力控制方法的研究【摘要】焦化厂集气管压力是重要的工艺参数,在焦化生产过程中,它因受多种因素(出焦、装煤、喷洒高压氨水、换向、煤气发生量(生产周期的安排)、工艺设备及管道阻力等)的影响而常常发生波动,因而影响焦炭的质量和焦炉的寿命,本文结合神华蒙西焦化厂焦炉的实际情况,采用了PID控制,进行集气管压力的改造。
从近年来的运行情况看,经过改进的系统运行良好,稳定性很高,达到自动控制的要求,减少煤气外溢,保护环境减少污染物排放,延长炉体寿命。
【关键词】焦化;集气管压力;PID控制;模糊控制系统在焦炉炼焦过程中,会有大量荒煤气产生,荒煤气由集气管收集,倘若焦炉炉体内操作形成负压时,空气就会进入炉体,导致焦炭燃烧、灰分增加、焦炭质量下降、湿煤气中氧含量增加影响甲醇的正常生产,加重冷却系统的负担并缩短炉体使用寿命;压力过高时,荒煤气将会冒出,降低了荒煤气的回收率并污染环境。
因而对焦炉集气管压力进行控制使其稳定在生产工艺所需范围内是保证安全生产、提高产品质量、减少环境污染、延长炉龄的重要技术措施。
焦炉集气管压力系统是一个耦合严重、具有严重非线性、扰动频繁剧烈的多变量时变系统。
由于集气管压力控制对象没有精确的数学模型,因而采用常规方法很难实现有效调节,严重影响了生产的正常进行。
又因为通常两座焦炉的后续工艺设备(初冷器、风机等)是共用的,所以,当一个集气管内的压力波动时,就会使另一个集气管的压力随之波动。
若波动量较大时,就会使整个集气管压力控制系统造成拉锯式的振荡现象,很难用常规方法加以控制。
一、工艺分析我厂是两座58型焦炉每座焦炉有两个集气管,共用一套鼓冷系统。
两座焦炉各炭化室发生的煤气首先进入各自的煤气管,在集气管控制蝶阀后汇合进入煤气总管,再经气液分离器、初冷器、电捕和鼓风机将焦炉煤气送至后续工段。
工艺流程见图1。
集气管压力存在以下问题:(1)我厂采用的高压氨水喷洒无烟装煤系统,装煤时用3MPa左右的高压氨水在桥管氨水喷头处喷洒,桥管喷洒区域的后方及上升管内产生较大的负压,并在炭化室内靠近上升管底部区域形成负压,使荒煤气及烟尘由X+2、X+4炭化室经上升管、桥管吸入集气管内,以避免荒煤气从机侧装煤口处溢出,喷洒氨水时集气管压力达到300Pa~500Pa,使大量荒煤气外溢。
焦炉集气管与压力控制研究

焦炉集气管与压力控制研究1 引言在焦炉炼焦过程中,会有大量的荒煤气产生,荒煤气由集气管收集,通过输气管网由鼓风机送往后续工段处理。
由于产气量随结焦时间而变化,集气管中的压力不断改变,特别是在炭化室进行推焦、装煤时会造成集气管压力大幅波动。
当炉体内操作形成负压时,空气就会从炉门、炉盖等处进入炉体,导致焦炭燃烧、灰分增加、焦炭质量下降。
进入的空气还会同炉体建筑材料发生化学反应,导致炉体剥蚀,缩短炉体使用寿命;空气还会促使荒煤气燃烧,使煤气系统温度增高,从而加重了冷却系统的负担,产生不必要的能源消耗。
当炉体内的压力过高时,荒煤气将会从炉门、炉盖等处冒出,一方面造成跑烟冒火,污染环境;另一方面降低了荒煤气的回收率,造成能源的浪费[1>。
综上所述,集气管压力的稳定不但影响焦炭的质量,也关系到焦炉的寿命。
所以我们必须对集气管压力进行控制,使其维持在设定的压力范围内,考虑到焦炉集气管压力控制对象的数学模型难以建立,本文以湘钢焦化厂工艺过程控制技术改造项目为研究对象,利用经典控制与智能控制相结合进行集气管压力的控制。
2 工艺分析2.1 工艺流程目前湘钢焦化厂现有四座焦炉、三台初冷器(2开1备)以及四台鼓风机(2开2备)。
由于中间的闸阀都关死了,整个系统可以看成两套独立的系统Ⅰ和系统Ⅱ。
系统Ⅰ包括1#初冷器、1#和2#鼓风机(1开1备),连接1#和2#焦炉;系统Ⅱ包括3#初冷器、3#和4#鼓风机(1开1备),连接3#和4#焦炉,系统Ⅰ和系统Ⅱ鼓风机输出端合并,2#初冷器备用。
焦炉煤气从各炭化室通过上升管,并在上升管被循环氨气冷却到80~90°C,然后进入集气管。
在气液分离器与焦油、氨水分离,进入初冷器,在初冷器冷却到35~40°C,然后通过鼓风机送往下道工序。
如图1所示。
2.2 影响集气管压力的因素通过分析,影响焦炉集气管压力的因素[2>:①炭化室内间歇地装煤和推焦对集气管压力产生较大的冲击;②各焦炉之间的相互耦合,在器前吸力稳定的情况下,任一焦炉压力的波动,都会影响另一焦炉压力;③器前吸力变化的影响,在鼓风机抽力不变的情况下,机后设备的阻力发生变化或煤气用户的用量发生变化时,都会引起机后压力的变化,进而引起器前吸力的变化,在煤气发生量稳定的情况下,该吸力势必引起集气管压力的波动;④结焦时间的变更和加热制度的变化使得产气量存在明显波动;煤的成分、装煤量的变化以及实际推焦时间的变化也会影响到集气管的压力变化;⑤循环氨水流量和温度的变化,荒煤气冷却系统是否畅通、阻力大小也影响压力的稳定及气量传输的动态特性,鼓风机入口排液系统、鼓风机后管线是否畅通直接影响压力系统的稳定;⑥荒煤气的温度高低直接影响输气系统正常运行,过高时风机负荷加重且易发生危险,过低时则会导致冷却系统结萘;⑦炉门、炉盖密封不严引起集气管压力降低;⑧氨水量的变化形成瀑布,从而增加荒煤气的流动阻力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、 课题的目的和意义
焦炉的生产在冶金行业中主要是为高炉提供一种高热量, 高质量的燃料。焦炭在钢铁的生产中是不可或缺的一种燃料, 高炉的生产能够用喷煤粉的技术, 但在炉内必须有高热值的焦炭来进行生铁冶炼。因此, 高炉的生产在一定程度上就受焦炉生产的制约, 包括焦炉的产量, 焦炭的质量等等。能够说, 焦炉是钢铁生产中的燃料环节, 焦炭的质量直接影响着炼铁和炼钢的质量, 而当前焦炉的自动控制水平还非常低, 基本上只局限于能生产出合格的焦炭, 而没有考虑焦炉里面的压力控制对焦炉本身的寿命和对焦炭质量的影响以及对焦炉化产部分的控制影响。
4、 稳定集气管的压力调节:由于采用单孔炭化室的压力调节, 相当于是对每一孔焦炉在不同的阶段都实再压力检测及控制, 从而使集气总管的压力更加的稳定, 使鼓冷风机的控制更加的稳定, 降低了操作人员的操作强度。
二、课题所属领域国内外研究现状和发展趋势
1、 炭化室集气管压力控制的工艺流程
集气管的压力控制是焦炉生产过程中的一道工序,所有的焦炉生产都将经过一套集气管设备,再经过鼓风机的抽风,把焦炉内的烟气从焦炉炭化室抽到化产工段。焦炉结焦过程本身就是一种动态的过程,从装煤阶段开始,在焦炉的炭化室内就开始燃烧并进行结焦,在结焦过程中将会产生大量的烟尘及有毒的二氧化碳、一氧化炭、氢气等有毒及可燃烧的气体,在整个结焦过程中,炭化室的压力也是不稳定的,如果只是经过鼓冷风机的抽风,只调节集气管总管的压力,则针对具体的炭化室的压力就起不到调节的功能,因为每一孔的炭化室内的烟气排出是有一定的设计的,在产生大烟气的阶段,由于排出系统的原因,会使压力升高很大,而且针对炭化室的控制工艺要求来说,把炭化室的压力控制在微正压力状态是最有利于焦炉的生产的。
2、 提高焦炭的质量: 如果单孔炭化室的压力维持一定程度的稳定, 将大大的提升焦炭的质量, 使焦炭更紧密, 而且提高焦炭的热值。
3、 减少对环境的污染: 在整个炼焦过程中, 炭化室的压力是不断变化的。如果压力在炼焦过程中不能调节, 则在装煤及结焦阶段将会导致大量的污染有毒烟气外溢, 不但影响设备, 而且也会造成对大气的污染以及有可能会影响到生产人员的安全, 因此对炭化室的压力调节就显得非常有必要, 而且很关键。
虽然焦炉的集气管压力的调节控制在焦炉生产中起着非常重要的作用, 但由于这种控制的技术还很不成熟, 控制难度也非常的大, 因此当前国内的焦炉生产线还基本上不具备有这种控制功能, 只有宝钢、 武钢、 鞍钢等几家国有大型钢厂的大型的焦炉生产线上使用了国外研制的单孔集气管压力调节控制系统, 而且使用的效果并不是很理想。因此在技术发展突飞猛进及自动控制水平发展日新月异的时代, 焦炉的这种自动控制水平感觉上有些脱节, 虽然国际上的公司开发出了一些集气管压力的控制模型并应用于国内外的焦炉生产线上, 但具有中国自主知识产权的焦炉集气管压力控制系统软件还只停留在起步阶段, 国内也有一些自动工程公司和设计院已开始进行这方面的引进及研究, 也取得了一些成果, 因此, 在这种基础上如果能研发出一套能适应所所焦炉的集气管压力调节控制系统, 将具有深远而重大的意义。
1.3、工艺控制设备。喷氨水工段是整个焦炉集气管压力控制的重要一个环节,在焦炉集气管压力控制中,就是经过控制在上升桥断部分的喷淋出来的氨水的高度来进行烟气流量的大小,进而进行对炭化室压力控制的调节,这部分是集气管压力控制的关键设备,主要由一套PLC控制的气缸设备组成,这套气缸设备包括气源的流量控制,同时对气缸的行程进行回控制,也需要采集气缸的行程量,包括气缸的行程与氨水高度位置的对应关系,这部分是我们程序控制的关键点,当然,这一套设备是机械工艺提供的特殊设备,也是为焦炉集气管压力控制而开发出来的特殊机械设备,在其它焦炉中也还没有用到。
本课题将根据焦炉工艺的特点以及单孔压力控制和集气管的压力特点, 结合自动控制技术, 选择和应用国际上优秀的控制模型理论, 来完成焦炉集气管压力控制系统软件的开发。
2、 课题实施的应用价值
本课题中焦炉集气管压力控制系统的应用价值是延长焦炉的使用寿命以及提高焦炭的质量指标, 极大的减少对环境的污染, 改进鼓冷风机的控制能力:
1.2、上升管的烟气冷却。由于从炭化室出来的烟气都是高温有毒而且带有很多灰尘颗粒的气体,因此在上升管处安装了一套工艺设备,这套工艺设备起到把烟气冷却,同时除掉大部分烟气中的灰尘的目的,这套设备是经过喷洒氨水来实现的,氨水的喷洒能够不进行控制流量控制,只要生产就能够一直喷淋,同时增加了防堵措施,也就是增加一路喷淋系统,进行轮流喷淋。
因此从整个焦炉工艺来看,对集气管的压力控制是起到改进焦炉生产,提高焦炭质量减少对环境污染及减少对人员伤害的一种工艺控制。从工艺角度来看并不复杂,从检测方面来看也不复杂,但从控制设备的设计及控制来看,由于是对压力的微差压控制,因此对控制程序及精度都要求很高。
焦炉集气管的压力控制工艺主要由以下方面组成:
焦炉集气管压力调节主要是解决在焦炭结焦成熟的过程中保持单孔内压力稳定的一种控制手段和技术, 同时也稳定总管的压力, 进行影响化产鼓冷风机的稳定。经过对单孔压力调节的稳定, 能生产出更高质量的焦炭, 同时极大的提高焦炉的使用寿命, 达到节约成本, 提高生产率的目的。由于单孔炭化室的压力调节是微压力调节, 最好的状态是控制炭化室的压力在60~200Pa的微压力值下, 而压力控制本身就是一个难于控制的一个环节, 受干扰的控制量比较多, 微压力控制就显得更加困难, 系统的波动会更加的频繁, 振幅也会更加的宽。
1、 提高焦炉的使用寿命:由于在整个结焦过程中, 炉内的压力是不一样的, 刚装煤时, 产生的煤气最大, 因此这个时间的压力也最大, 在结焦过程中直到结焦成熟, 压力就会慢慢变小, 直到基本上没有压力, 如果不能保持炭化室的压力稳定, 而焦炉会一天天的处在不断变化的压力中, 对焦炉的寿命会产生很大的影响。
1.1、炭化室内的信号检测。炭化室内的压力由于工艺的制约,并不能直接经过检测设备进行检测,因为炭化室内都是燃烧的红焦炭,而且空间也不一定,如果直接想经过压力仪表来检测的话,将及大的提高成本以及维护的难度,因此我们在工艺允许的情况下,选择在炭化室的上升管处来进行对烟气的引压检测,同时需要检测这个引压点的温度值。