焦炉集气管压力影响因素的探讨
焦炉生产中炉门冒烟的原因及预防策略探讨
焦炉生产中炉门冒烟的原因及预防策略探讨摘要:焦化产业的生产需要使用寿命长的设备,这些设备的使用寿命越长越好,这可以节省生产成本,但是在焦炉生产的过程中,炉门冒烟却经常发生,因为生产设备在持续的高负荷生产状态下,非常容易老化,再加上员工在生产过程中没有进行正确的操作维护,这些导致了炉门冒烟的情况越来越糟糕。
如果炉门生产过程中发生跑火冒烟,不仅容易使得焦炉炉体和护炉铁件损坏,进而减少其使用时限,最后还会增加化产品和焦炉的回收难度,同时也会使得环境受到严重污染。
所以,对于炉门跑烟冒火问题的处理是目前焦化企业所要解决的首要问题。
基于此,本文从三个方面探讨焦炉生产中炉门冒烟的现状及运用策略,以此提供给相关人士交流参考。
关键词:焦炉生产;炉门冒烟;原因;策略引言:最近几年,随着经济的高速发展,同时带来的是环境的污染,环境的污染问题已经成为社会各界的热点话题,环保的呼声也越来越高,我国为了实现经济地可持续发展,实行“绿水青山就是金山银山”的发展战略,以前的焦化企业最重要的事情就是顺应时代发展的潮流,减少污染物的排放和实现清洁生产,给大众营造健康舒适的环境。
在焦炉生产的过程中,由于设备使用时间过长和炉门经常需要开闭等,炉门门框没有很好的密封性,再加上人为操作的不规范,最终造成了生产中炉门跑烟冒火的局面。
炉门冒烟是焦炉生产过程中产生的主要污染物之一,焦炉烟气的污染成分包括大量的高温粉尘颗粒和有毒有害气体等,因此,一旦这些污染物被排放到空气中,肯定会扩散到周边操作环境,从而导致环境恶化,让焦炉区工作人员的健康受到威胁,大气环境也会受到污染。
在当前严峻的环保形势下,各个焦化企业针对于炉门冒烟的问题,采取了一系列的预防和处理方案,获得一定的效果,在一定程度上减少了焦炉炉门跑烟冒火问题的发生率。
一、炉门跑烟冒火的不利影响总体上说,焦炉跑烟冒火的危害主要是以下内容:其一,破坏环境的清洁度。
焦炉烟气中包含着大量有害气体,比如:粉尘细颗粒、二氧化碳、氮氧化物等,如果烟气向外弥漫,这就意味着烟气没有经过处理直接排放,这些物质弥漫到环境中会造成大气环境的污染。
焦化厂焦炉集气管压力模糊控制研究与应用

1 问题 的提 出与 分 析 焦炉集气管压 力是焦化生产 中的重要工艺 参数 , 由于
影 响 其 稳定 因 素 多而 复 杂 , 普遍 存 在 频 繁 波 动 现 象 , 直 是 一 焦 化 生 产 中难 以解 决 的 难 题 , 其 是 多 座 焦 炉共 用 1 鼓 尤 套 冷 系统 时 , 力 波 动 更 为突 出 , 压 常导 致 焦 炉 冒烟 冒火 或 负压 运 行 等 诸 多 不 利 于 安 全 和 环 保 的 因 素不 断 发 生 。 莱 钢 焦 化 厂 在 以 往 4 焦 炉 生 产 中也 一 直 致 力 于 探 索 座 和 研 究 这 一 难题 , 着 莱 钢 集 团 的 跨越 式发 展 , 炭 需 求 迅 随 焦 猛 扩 大 , 须 再 兴 建 2座 6 焦 炉 才 能 缓 解 生 产 所 需ቤተ መጻሕፍቲ ባይዱ。由于 必 m 场 地 所 限 , 成 后 的 6 焦 炉 与原 4座 4 3 焦 炉 呈 前 后 排 建 m .m 列 , 后 距 离 约 2 0 同时 考 虑 到节 约 投 资 , 建 2座 6 前 0m; 新 m 焦 炉 的 煤 气 通 过 长 达 6 0 的 荒煤 气 管 道 并 入 原 初 冷 器 系 5m 统 , 4座 4 3 焦 炉 共 用 1套 鼓 冷 系 统 , 开 1台 与 .m 在 1 0k 大 风 机 的基 础 上 增 开 1台 60 W 小 风 机 , 成 复 40 W 3k 形 杂 的 焦 炉煤 气输 送 系 统 , 气 管线 布置 如 图 1 示 。 煤 所
维普资讯
第 2 卷 20 . ( 4 06 3总第 13 2 期)
・
冶金设备管理与维修
技术 改造与 改进 ・
焦炉集气管压力控制系统的改进
24燃料与化工Fuel&ChemicalProcessesNov.2010Vol.41No.6焦炉集气管压力控制系统的改进杨桦1徐兴福宁芳青2左殿杰1倪应国1(1.南京钢铁联合有限公司炼铁新厂,南京210035;2.安徽工业大学,马鞍山243002)南钢炼铁新厂现有3座6m焦炉,3#、4#焦炉为1组,配套煤气处理量为52800m3/h的煤气净化设施,5#焦炉与1套煤气处理量为31000m3/h的煤气净化设施配套。
在该系统实施之前,3座焦炉的集气管压力是分散式控制,集气管压力调节装置与鼓风机液力耦合器调节是相互独立的单回路闭环控制系统。
这种单回路控制方式不能很好地保证集气管压力稳定,导致焦炉冒烟冒火或负压运行,使大量煤粉进入下一道工序,恶化操作,虽不断调整系统整定参数,但并未从根本上解决问题。
技术方案1.1工艺特点集气管压力控制系统是受多种因素影响的复杂系统,主要表现在以下几个方面[1-2]:1)集气管之间的相互耦合影响。
2座焦炉4个集气管共用1个风机,而风机对各个集气管的吸入管距离长短不等,并且管路不对称,因此吸力分配不可能都合适。
在机前吸力不变的情况下,任一焦炉压力的波动,都会影响其他焦炉压力的稳定。
2)焦炉炉况对系统的影响。
由于2座焦炉装煤、推焦、炉门开启时间不同,势必引起压力的波动。
3)机前吸力变化的影响。
在鼓风机能力不变的情况下,机后设备的阻力发生变化或煤气用户的用量发生变化时,都会引起机后压力的变化,进而引起机前吸力的变化。
在煤气发生量稳定的情况下,该吸力会引起集气管压力的波动。
系统的调节品质会因参数变化而变差,使压力难以稳定在80~120Pa。
1.2控制方案1)采用解耦控制算法,消除焦炉集气管之间的压力控制耦合,避免相互干扰。
根据多变量过程控制系统解耦理论,常规解耦收稿日期:2009-12-30作者简介:杨桦(1964-),男,教授级高级工程师设计方法要求对象是线性定常,且被控对象要有精确的数据模型。
PID调节器在焦炉集气管压力调节中的应用

集气管系统包括三个集气管管段的压力控制 , 三个集 气管管道互通 , 并联在一个总管道上 , 因此存在耦合效 应, 导致各个集气管压力的调节相互干扰 , 以稳定 。 难 3 集气管和横冷器管道阻力变化 。荒煤气中部分杂 ) 质会粘凝在衡冷器和煤气管道 内, 实际的煤气流通截 面面积相应变化 , 导致阻力变化 , 风机的实际吸气量改 变, 进而影 响集气管压力。这种阻力 的变化也影响风 机 与集 气 管压 力 之 间 的动 态特 性 。阻力 越 大 , 气 管 集 压 力对 风 机 吸力 越 不灵 敏 。4 推 焦 、 煤 、 ) 装 喷洒 高 压 氨水等强扰动。推焦 、 装煤 , 尤其是喷洒高压氨水 , 引 起集气管压力大幅度波动 , 同时 由于焦炉问的耦合效 应, 诱发整个集气管压力很长时间难以稳定下来 , 由此 引起炭化室压力偏高或者偏低 , 出现冒烟冒火或者负 压 等情 况 。5 焦 炉换 向。焦 炉换 向期 间 , 炉停止 加 ) 焦 热 。在使 用 焦炉煤 气加 热 的情况 下 , 回炉煤气 量减 少 , 使得机后压力改变 , 进而改变风机 的吸气量 , 影响集气 管压力 , 为“ 成 诱发 ” 集气管压力不稳定的根源之一 。 6 焦 炉产气量波动 。每座焦炉在结焦 的不 同阶段产 ) 生 的荒煤 气 的量是 变化 的 , 对于 同一座 焦炉 , 同的结 不 焦周期下单位时间内产生的荒煤气 的量也是不同的。 任何一座焦炉荒煤气发生量 的变化在改变 自身集气管
0 引 言
在焦炉生产工艺中, 为保证焦炭在炭化室里稳定 、 安全 结 焦 , 要 规 定炭 化 室 底部 压 力 结焦 末 期 的压力 需 稍大于燃烧系统 的压力和外界的大气压力 , 该压力 由 集气 管压 力来 控 制 。焦炉集 气 管压力 直 接关 系着 焦炭 的 质量 、 炉体 的寿命 、 工产 品的 回 收率 、 化 回炉 煤气 的 消耗量和环境污染等 ; 而鼓风机前吸力也是影响焦炉 集气管 压力 和整个化产 回收工艺 系统 的关 键 因素 。 PD调节器在集气管压力 自动调节中表现出 良好的可 I 靠性 和 准确 性 。 1 焦炉集气管压力调节 系统 太原煤气化焦化厂有两座 5一 8 Ⅱ型和一座 8 型焦 0 炉, 三座焦炉的三根集气管并用一套冷却器系统进行 收集和冷却 , 如图 1 所示 。
焦炉集气管压力智能控制系统设计2

以下方面因素的影响: (1)煤气发生量、鼓风机吸力、推焦加煤、高压氨水、 换向、机后压力。 (2)多座焦炉并联时,分管与总管呈非对称分布。存在着 严重的耦合干扰。 (3)系统同时具有时变、非线性、正负耦合等复杂特性,
系统非常难以稳定。
存在问题
1.集气管压力波动不仅频繁而且幅度较大; 2.导致焦炉跑火冒烟,影响环境; 3.系统时常出现的负压严重影响焦炉炉体的寿命; 4.压力的不稳定同时也影响到生产焦炭的质量。
应用情况 (智能控制)南钢联
东阿东昌焦化有限公司(原控制效果)
东阿东昌焦化有限公司(智能控制)
东阿东昌焦化有限公司(智能控制)
-
+
-
ym2 (k) -
TDL2
集气管 压力控 制系统
y1 (k) y2 (k)
鼓风机调速系统部分:
rin(k)
-
模型M1 切换
模型M2 模型库
策略
NNII
u(k)
控制器C1
控制器C2
TDL TDL y(k) 鼓风机调速系统
控制器C3 机液力耦合器控制部分: 从鼓风机转速变化到机前吸力变化有明显时
5.技术指标及系统功能
(1) 各焦炉压力的智能分析和控制。正常 生产工艺条件下,焦炉集气管压力稳定控 制在设定值±25Pa范围;装煤工况在30秒 左右迅速将压力调节至接近正常。瞬间集 气管压力高峰值一般在200~300Pa左右。
(2) 各炉压力控制设定值可在线修改,各 炉设定值可以互不相同。
(3) 可实时对风机进行调速,风机运转稳 定。
改造前: 大多数集气管压力由单回路PID控制; 鼓风机吸力采用机前阀手动控制; 控制效果不理想
焦炉煤气压力平衡研究

山 东 化 工 收稿日期:2017-11-28作者简介:顾兴林(1978—),安钢焦化厂,工程师,现从事煤化工生产和污水处理工作。
焦炉煤气压力平衡研究顾兴林1,冯江华1,靳迎武1,李东华2(1.安阳钢铁集团公司焦化厂,河南安阳 455004;2.安阳钢铁集团公司动力厂,河南安阳 455004)摘要:焦炉与焦炉之间、焦炉与初冷器前吸力之间、鼓风机后与总管吸力之间互相影响,造成焦炉集气管压力波动。
焦炉集气管压力,是焦炉生产的重要参数,是造成焦炉冒烟的重要原因。
集气管压力的稳定,有利于提高化产品收率,延长焦炉炉龄,降低环境污染。
通过单元控制,将焦炉集气管压力波动稳定在±30Pa,有利于焦炉集气管压力稳定,尤其是避免集气管负压出现。
关键词:焦炉;集气管;平衡;负压中图分类号:TQ522.15 文献标识码:A 文章编号:1008-021X(2018)02-0088-02CokeOvenGasPressureBalanceGuXinglin1,FengJianghua1,JinYingwu1,LiDonghua2(1.AnyangIronandSteelGroupCo.,Ltd.,CokingPlant,Anyang 455004,China;2.AnyangIronandSteelGroupCo.,Ltd.,PowerPlant,Anyang 455004,China)Abstract:Betweencokeovenandcokeoven,betweenthecokeovenandthesuctionforceoftheinitialcoolersandthesuctionbetweenthefanandthemainsuctionforce,thepressurefluctuationofcokeoveniscaused.Thepressureofcokeovenisanimportantparameterofcokeovenproduction,whichisthemaincauseofcokeovensmoking.Thesteadypressureofcollectingtracheacanimprovetheproductyield,prolongthefurnaceageandreducetheenvironmentalpollution.Throughthecontroloftheunit,thepressurefluctuationofthecokeovenisstableatplusorminus30Pa,whichisconducivetothestabilityofthegaspressureinthecokeoven,especiallythenegativepressureofthecollector.Keywords:cokeoven;setthetrachea;balance;negativepressure 安钢焦化厂现有JN43-80型焦炉4座(1#、2#、3#、4#),58-Ⅱ型焦炉2座(5#、6#),JN60-6型焦炉2座(7#、8#),JN70-7型焦炉2座(9#、10#),年设计焦炭生产能力约350万吨,焦炉煤气量16.8万m3/h。
焦炉集气管压力控制的操作分析
管。
2 集 气管压 力对 焦炉生 产 的影 响 实 际生产 操作 中 ,集 气 管 中的压力 不 断改变 ,特 别是 在焦 炉装 煤 时 ,会 造成 集 气 管压 力大 幅波 动 。集气 管压 力过 低 时 , 空 气会 进入 炉体 ,导 致焦 炭燃 烧 ,降低 煤 气 质量 ,如 果大 量空 气 吸人 到炭化 室及 荒 煤 气 中 ,甚 至会 引起 生产 事故 ;当压力 过 高 时 ,荒 煤 气 将会 从 炉 门 、 炉 盖 等 处 冒 出 ,一 方 面可能 烧毁 炉 门铁件 ,另 一方 面 降低 了荒煤 气 的 回收 率 。压力 波动 过大 , 还 会对 焦 炉除尘 系统 造成 不 利影 响 。焦炉 集 气 管压力 、鼓 风机 前 吸力 是炼 焦及化 产 回收生产工艺上需要控制好的两个重要参 数 。 其 中 焦 炉 集 气 管 各 部 位 压 力 值 的确 定 ,直接 关系 到焦 炉 的温度 控制 、炉 体寿 命 、焦炭 的质 量 、化产 回收 产品 质量及 收 率 、能 源消 耗和环 境污染 等 问题 。
黑化集 团公 司焦 化厂 是焦炉 炼焦 及化 产 回收一 体 的焦化 企业 ,主 要产 品为 冶金 焦炭 、煤 焦油 、粗 苯 、硫酸 铵等 ,年设 计 生产 能 力 为7 5 万 吨 焦 炭 、3 万吨 煤 焦油 、 1 万吨粗苯、0 . 7 万吨硫酸铵 ,其中焦炉系 统和 鼓风 机 系统是 焦炉 炼焦 生产 中 的重要 系统 ,焦 炉集 气管压 力 稳定 与否 ,关 系到 焦炉 生产 的稳 定 、荒煤 气 的输送 及后 续化 产 回收 、硝 酸铵 等生产 系统 的稳定 。 1 焦化 系统工 艺流程 简介 炼 焦 炉 的 荒 煤 气 从 焦 炉 逸 出 ,经 上 升 管 、桥 管 进 入 集 气 管 , 同 时用 循 环 氨 水 喷洒 ,使煤 气 温度 由6 5 0 o c 一 7 5 0 ℃降至 8 0 ℃ 8 5 ℃ ,通过 吸气管 和 气液 分 离器 , 将循 环氨 水及 煤 焦油排 出 。煤气 进入 初冷 器 ,用 江 水 间接 冷却 至 2 0  ̄ C 3 5 ℃。 由 罗 茨鼓风机吸人并提高煤气压力,经硫铵、 终冷 、苯洗 涤工 序送往 焦炉 和化肥 。 由气 液分 离器 中分离 的氨水 和 焦油 流 至机 械化 氨水 澄 清槽 。初冷 器 中冷凝 下来 的冷 凝液经 水封 而入冷 凝液 中间槽 。 煤气管道及鼓风机 中被分离及沉积 下 来 的冷 凝 液 经 水 封 槽 流人 冷 凝 液 中 间 槽 ,再送至机械化氨水澄清槽 ,并于其中 分离 成三 层 ,氨水 、煤 焦油 、焦 油渣 。氨 水 从上 部 自流至 氨水 中间槽 ,泵送 回焦 炉 集 气管 作为 冷却 煤气 之用 ,因而氨水 形 成 个循 环 :集气 管一 气液 分离器 一机 械 化 氨水澄清槽e w Te c h n o l
焦化风机调节的探讨

关于焦化厂煤气鼓风机调节探讨煤气鼓风机在焦化厂素有“心脏”的称呼,可见其在焦化厂的重要,做好煤气鼓风机的调节,对生产、环保、以及安全都至关重要,下面就将煤气鼓风机的调节实践做一探讨:一、一般的焦化厂煤气流程焦炉焦炉焦炉焦炉初冷器中心放散电捕风机二、保证集气管压力正常的几个要素1.鼓风机为焦炉提供足够的吸力,以保证煤气顺利抽出。
2.煤气系统阻力正常。
3.高压氨水装煤对集气管压力的影响。
4.突然调整的装炉数量对集气管压力的影响。
三、针对不同因素的具体分析1、要使得焦炉产生的煤气顺利的吸出并以足够的压力送往后续工段,必须保证机前足够的吸力,一般以初冷器前的吸力变化为参考点,当因为煤气量发生的改变需要调整吸力以保证集气管的压力在80-120Pa时,就要对煤气鼓风机进行调节,一般采用大循环开度、风机进口、液力耦合器转速、开大放散调节,当然每个吸气管前都有自调阀,在几个焦炉同时运行时,也要考虑每个吸气管上吸气闸阀的开度,以保证风各焦炉之间的平衡,保证集气管压力的稳定。
在集气管翻板调节没有余量的情况下,一般我们采用大循环来调节吸力,大循环调节的原理就是“打回流”原理,改变器前吸力,可以实现自动调节,这样就能在一定程度上保证集气管压力,次之我们考虑风机的进口调节,也就是改变进入风机的煤气量来调节,这样通常会改变风机的负荷,此时要注意风机的转速的变化,通过调节风机的进口,改变进入风机的量,调节了集气管的压力,再就是通过液力耦合器转速的调节,改变液偶转速的同时就改变了风机的转速,风机电流也会改变,二者成正比,在改变转速时候一定要注意临界转速与额定转速,风机是不允许在临界转速内运行的,当然达到额定转速时,电流也会接近或超过额定电流,再就是煤气系统阻力,当系统阻力很大时,对煤气来说流通起来很困难,我们就要考虑大放散泄压,泄压只是将风机后的煤气量卸掉,为机前的煤气提供流通渠道,以增大机前吸力,保证集气管压力,当然开大放散会增大煤气的浪费。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2008年9月
第39卷第5期
燃料 与化工
Fuel&Chemicat Processe¥
焦炉集气管压力影响因素的探讨
陈文虎 (山西安泰集团机焦厂,介休032000)
焦炉集气管压力控制的好坏,直接关系到焦炉
炉体、护炉设备的寿命,集气管压力控制不当会造
成荒煤气异常放散,煤气中H2S、苯并芘等有毒有
害物质逸散到大气中造成环境污染。我厂通过6m
焦炉投产到稳定运行过程的摸索,对影响焦炉集气
管压力的主要因素进行了探讨。
1 生产操作对集气管压力的影响
1.1焦炉换向对集气管压力的影响
我厂1*焦炉2004年投产后集气管压力波动较
大.主要影响因素是焦炉每30min一次的换向加
热。众所周知。单热式焦炉加热用焦炉煤气量约为
总发生量的45%左右.在交换过程停止24s加热期
间,煤气使用量明显减少,机后压力增加到
1 000~2 000Pa,进而使机前吸力降低,集气管压
力增加50~100Pa。直到2 焦炉投产后,换向时的
影响才明显减轻。
1.2焦炉装煤对集气管压力影响
我厂采用目前普遍推广的高压氨水无烟装煤工
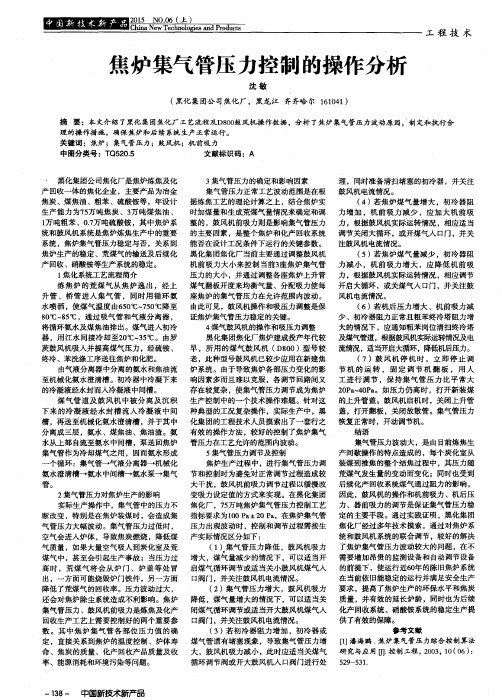
艺,虽然有效控制了荒煤气外逸现象,但操作不当 会造成严重的副作用。 1.2.1调整装煤操作步骤 、 2 焦炉投产后煤气发生量增加1倍,煤气输送 系统基本达到满负荷运行,在该阶段造成集气管压 力波动主要是焦炉装煤操作。以往操作中。装煤前 先关闭上升管盖,切换为高压氨水,在煤车揭开装 煤孔盖时,由于炭化室负压状态,大量空气进入炭 化室,最终使集气管压力骤然升高。通过反复试 验,我们调整了装煤操作步骤。在关闭上升管盖同 时打开水封翻板,并不急于切换高压氨水.待煤车 揭盖并落下装煤套筒后切换高压氨水并打开水封后 翻板,此时对集气管压力冲击较小。在切换高压氨 水的操作过程中,如果能缓慢切换,效果更理想。 1.2.2控制高压氨水压力 开工初期,因盲目追求装煤不冒烟.将高压氨 水压力控制在3MPa,一方面使装煤时集气管压力 大幅度波动,另一方面,使大量煤粉带人集气管, 收稿日]胡:2o08—05-07 作者简介:陈文虎(1978一),男,T程师 使焦油中含尘和游离碳增加,甲苯不溶物超标。通 过试验,高压氨水压力在2.1—3.0MPa之间, 每增 加0.1MPa,装煤时集气管压力瞬间会提高2O一 50Pa.同时,高压氨水泵电流也呈上升趋势,见图 1。在高压氨水压力低于2.4MPa时,打开小炉门平 煤时有不同程度火苗冒出,对台车处电器设备也构 成威胁。经研究,将高压氨水使用压力调至2.4— 2.5MPa。既能保证装煤效果,也不影响集气管压力 及氨水泵运行电流。 , Pa 300 250 2oo 150 lo0 5O O I I I I 隹b 乐 / 一一 一 I I 一 高压氨水泵电 流 I I l j 图1高压氨水压力与集气管压力、氨水泵电流关系 1.3鼓风机操作对集气管压力的影响 在实际操作中由于煤气发生量的变化和机后正
压系统的影响,稳定初冷器前吸力很难做到。通过
观察。焦炉“兀”型管上自动调节翻板的开度能够
反映出风机吸力的大小。因为自动调节翻板是通过
1套独立的控制系统来确保集气管压力在指定范围
内,鼓风机调节人员可以参考焦炉自动调节翻板在
非装煤期间开度来确认初冷器前吸力是否合适。由
于各段集气管中煤气量不同,其调节翻板开度不可
能完全一致。但翻板开度在25%--35%范围内可以
认定初冷器前吸力是合适的。 ’
2 自动调节对集气管压力的影响
目前各大、中型焦化厂集气管压力都普遍采用
自动调节,在调节手段上有调转速、有调大回流或
调进出口阀门,在控制程序上,PID控制和模糊控
制技术都得到普遍应用。我厂的JN60型焦炉为机
侧单集气管,且每座焦炉的集气管分两段. 在1 、
焦炉全部投产后,由于参数设定不合适,自动调
(下转第29 1页)
维普资讯 http://www.cqvip.com
20o8年9月
第39卷第5期
燃料与化工
Fuel&Chemical Processes 29
2) 发讯单元和重力单元安装。发讯单元焊接
在第一层平台上.其位置以发讯器导向轮与柜顶
导向轮下垂钢绳相切而定,钢绳末端用钢绳夹固
定在发讯单元支架上。这时动滑轮为悬空状态
(活塞在零位),距定滑轮2m左右挂上重锤,再用
2条钢绳穿过动滑轮支架两侧孔,一头索在发讯器
单元支架上.另一头索在地面已埋好的地脚上。
3)设备调试。机械、电气部分安装完毕后,
将量程设置输入PLC中.然后先将发讯器脱离机
械结构.调整发讯器使之显示当前柜高,再将发
讯器连接到机械系统即可。
4)上下限值设定。量程上下限设置在显示单
元完成。可根据实际需求任意设置。 4.2螺旋柜储量检测装置 螺旋柜储量检测装置由滑轮单元、导轨单元、 发讯单元和重力单元组成,安装方式见图2。 1)导轨安装。导轨为接插式,每节之间用螺 栓和导轨支架联接。支架用U型螺栓和柜顶围栏 联接。导轨安装好后,挂上滑轮。滑轮位置应在 螺旋柜上升旋转方向一侧距导轨端100mm处。 2)发讯单元和重力单元安装。发讯单元用U 型螺栓和第一层平台围栏联好.其位置应在滑轮下 方。钢绳末端用钢绳夹固定在发讯单元支架上。这 时动滑轮为悬空状态,距地面lm左右挂上重锤。 用2条钢绳穿过动滑轮支架两侧孔.一头索在发讯 1一滑轮;2一导轨;3-钢绳;4-接线盒;5-定滑轮组;6-导向器; 7一发讯器;8-动滑轮组;9-重锤;10一地脚;11一罐顶围栏;12一 水罐围栏 图2螺旋柜储量检测装置安装示意图 器单元支架上,另一头索在地面已埋好的地脚上。
4.3润滑
钢绳油杯1年注1次油,轴上油杯旋1周:发
讯器输出轴油杯1月注1次油。
5结语
燃气储气柜在燃气输配中起着储存、调配燃气
的重要作用,准确监测气柜容量关系到生产安全
性、可靠性。在北方采暖地区,冬季气柜要采取防
冻措施,暖气管遍布气柜周围,对气柜测量造成很
大影响。采用EXIN—CGA燃气气柜容量测量仪可
有效地避免上述问题,大大减少了设备维护量。对
气柜容量/高度监测提供了有效保障。
(上接第27页)
节翻板动作过快,出现藕合振荡现象,通过对P、
I、D进行逐步调整,使各段集气管压力趋于稳定。 在生产中还有两种情况也影响集气管压力的稳 定。一是电动执行器与自动调节翻板间拉杆的两头 连接处经常出现松动,使得执行器动作而翻板不能 及时跟踪作相应调整,翻板动作滞后。造成压力大 幅度波动,这需要日常巡检发现维修。二是集气管 采样管容易堵塞,影响数据采集,使得执行器不能 按实际压力状况进行调节,这也需定期用蒸汽吹扫 采样管,确保数据采集真实可靠。 3其他方面的影响 除了上述提到的各因素外,各用户频繁增、减 负荷,也会造成机后正压系统波动.进而影响整体 系统稳定。为此,我,一在外送煤气管网上增加了煤 气柜,在一定程度上缓解了机后正压系统的大幅度 波动,同时对我厂净煤气管道末端放散管装置进行 了改进,在原采用水封的基础上又增加了电动调节
装置,能够在小范围内随时调节,确保整个系统运
行稳定。
4结论
1)在1座焦炉运行情况下。造成集气管压力
波动的因素主要是焦炉加热换向。
2)高压氨水无烟装煤操作对集气管压力影响
最大,通过调整装煤操作步骤和风机的调节方式可
明显减轻集气管压力波动。
3)通过设定合理的PID参数,加强对执行器
传动装置、采样装置等日常维护。可以避免非装煤
期间压力异常波动。
4)合理使用净煤气末端放散装置和气柜.可
有效缓解煤气系统整体波动。
维普资讯 http://www.cqvip.com