折叠锻造法
《锻压成形工艺》课件

模具与工具
锻造模具
用于使金属在模具内塑性 变形,形成所需的形状和 尺寸。
切削工具
用于对金属进行切削加工 ,使其达到所需的精度和 表面粗糙度。
量具和夹具
用于测量和固定金属,保 证加工精度和稳定性。
06
锻压成形工艺实例分析
自由锻造实例
总结词
自由锻造是一种不受模具限制的锻造方法,主要依靠锻锤的冲击力使 金属变形。
模锻实例
总结词
详细描述
模锻是一种在模具中进行的锻造方法,通 过模具的限制使金属变形,以获得所需的 形状和尺寸。
模锻实例包括汽车曲轴、连杆、齿轮等, 这些零件在生产过程中需要经过模锻,以 获得精确的形状和尺寸。
总结词
详细描述
模锻的优点在于生产效率高,精度高,适 用于大批量生产,但模具成本较高。
模锻的实例包括汽车曲轴、连杆、齿轮等 ,这些零件在生产过程中需要经过模锻, 以获得精确的形状和尺寸。
详细描述
自由锻造实例包括大型锻件、轴类锻件、饼类锻件等,这些锻件在生 产过程中需要经过多次自由锻造,以获得所需的形状和性能。
总结词
自由锻造的优点在于灵活性高,适用于单件和小批量生产,但生产效 率较低,劳动强度较大。
详细描述
自由锻造的实例包括大型锻件、轴类锻件、饼类锻件等,这些锻件在 生产过程中需要经过多次自由锻造,以获得所需的形状和性能。
应力状态与温度场
总结词
影响材料流动和成形过程稳定性
详细描述
应力状态与温度场是影响锻压成形工艺的重要因素。在 锻压过程中,应力状态与温度场的变化相互影响,共同 决定了材料的流动和成形过程的稳定性。合理的应力状 态可以促进材料的塑性变形和流动,提高成形质量;而 稳定的温度场则可以保证材料在变形过程中保持稳定的 物理性能,防止因温度波动引起的缺陷。因此,合理控 制应力状态与温度场是实现高质量锻压成形的重要手段 。
模锻件锻造折叠问题的若干方面论述
模锻件锻造折叠问题的若干方面论述对于易受循环应力影响的各种零件,为了进一步提高其抗蠕变、抗疲劳性能、刚性、塑性、强度,降低零件的自身重量,一般选择锻件为零件提供毛坯。
在模锻件的生产过程中,受到各种因素的影响,时常会发生各类不同程度的缺陷问题,其中最为常见的是锻造折叠问题。
锻造折叠发生的主要原因在于,模锻件锻造过程中过氧化表层的金属相互汇合,且其折叠的深度通常存在一定的差异。
如果折叠缺陷发生在机加工面且深度较浅,则可以利用切削加工进行处理;如果折叠缺陷发生在非加工面上且深度较大,则其会对于零件的性能产生十分严重的影响,因而属于一种必须要避免的锻造缺陷。
裂纹表象和锻造折叠现象的表现较为相似,但其性质存在较大的差异,折叠属于非扩展性缺陷的一种,而裂纹则属于扩展性缺陷的一种。
1毛刺进入锻件造成的折叠毛刺进入模锻件所导致的折叠现象主要发生在有热校正工序以及多火次成型的模锻件生产制造过程中。
模锻件前一火次成型处理完成后,需要在切边模上进行切边处理,因为凸凹模间存在一定的间隙,切边处理过程中会产生沿剪切方向立起的毛刺。
在下一火次成型处理过程中,带毛刺的模锻件需要置于前一火次相同的型腔内。
这一毛刺冷却方法具有硬度高、温度低、速度快等特征,但模锻件自身的强度较低、温度较高且体积更大。
在对击上下模时,毛刺受到上模作用的影响会进入锻件内部,且毛刺并不会被挤压变小、变形。
在本体和毛刺的交接部位会产生折叠现象。
热校正过程中会产生与多火次成型相同的情况,折叠位置通常分布在分模面上,沿分模线环绕一周,并出现“裂纹”状的形态。
这一现象的处理方法包括:提高模具的生产质量以及制造工艺水平,从而保证一火完全成型,避免热校正工序,也就是不在对模锻件进行型腔二次处理。
然而,在其生产制造过程中需要对工人操作、产品质量、生产率、成本、工艺和设备等环节进行综合考虑,对于所有的终锻型腔,均有可能使用到热校正、预锻和制坯等环节。
另一制造手段在于,在锻件再次置入型腔前,需要将其模线附近的毛刺完全修磨掉,但是,这一处理技术的生产效率较低,且操作成本较高,会降低产品生产质量的稳定性,大大增加工人的工作量和工作强度。
锻压工艺讲解课件

控制锻造工艺参数,如变形程度、锻造速度等, 保证产品质量。
冷却
冷却目的
将锻件快速冷却至室温,提高其 硬度和强度。
冷却方式
采用适当的冷却方式,如空冷、水 冷等,根据材料和产品要求选择。
冷却工艺参数
控制冷却工艺参数,如冷却速度、 时间等,确保锻件组织和性能符合 要求。
热处理
热处理目的
01
3
模锻锤的模具设计和制造较为复杂,且对原材料 的质量要求较高。
液压机
液压机是一种以液体压力为动力 源的锻压设备,通过液压系统将 油泵产生的压力传递到工作缸, 实现对金属坯料的加压和变形。
液压机具有较大的压力和较小的 冲击力,适用于精密、复杂和大
型锻件的加工。
液压机的结构较为复杂,制造成 本和维护成本较高。
核电、火电等领域的压 力容器和管道。
刀具、模具等精密零件 的制造。
锻压工艺的优缺点
优点 可制造出形状复杂、精度高的零件。
可提高金属的力学性能和耐腐蚀性能。
锻压工艺的优缺点
•Байду номын сангаас可实现批量生产,降低生产成本。
锻压工艺的优缺点
缺点 生产周期较长,不适合小批量生产。
需要大量的能源和原材料。 对设备和工艺要求较高,需要专业技术人员操作。
06
锻压工艺发展趋势与未来展望
锻压工艺发展趋势
高效化
随着科技的发展,锻压工艺正朝着高效化方向发 展。通过改进工艺流程、提高设备性能和优化生 产管理,实现更快速、高效的生产,提高生产效 率和产品质量。
绿色化
随着环保意识的提高,锻压工艺正朝着绿色化方 向发展。通过采用环保材料、优化工艺流程、降 低能耗和减少废弃物排放等措施,实现锻压生产 的环保和可持续发展。
锻造基础知识讲座

锻造基础知识讲座(一)锻造的基本概念。
锻造是锻压工艺的一部分,锻压包括锻造和冲压两部分。
锻造的根本目的:是获得所需形状和尺寸,同时要求其性能和组织符合一定的技术要求的毛坯。
锻造按温度来分有:热锻、温锻和冷锻。
不同的锻造温度对锻件的组织和性能的影响也是不同的。
下面介绍的内容主要是热锻部分知识。
锻造分自由锻和模锻两部分。
自由锻是自由锻造的简称,自由锻包括胎模锻,适用于单件小批生产。
模锻适用于批量生产和大批量生产,如汽车制造行业。
自由锻和模锻是锻造工艺的主要支柱。
发达国家的模锻件占锻件总重量的70%以上;我国在50年代模锻件占锻件总重量不到20%,现在有进步,但模锻件总重乃比自由锻件少。
自由锻又分手工锻和机器锻。
手工锻在现在工厂用得很少,只在工具修理部门有,农村的铁匠炉基本上还是用手工锻。
机器锻又分锤上自由锻和水压机上自由锻,前者用来生产大、中、小锻件;后者用来生产大型和特大型锻件。
自由锻特点:1.所用工具简单,通用性强,灵活性大。
2.靠工人的手工操作来控制锻件的形状和尺寸,因此,锻件的精度差,工人的劳动强度大,生产率低。
锻件的主要缺陷有:1.裂纹:有横向、纵向裂纹及其它各种裂纹。
2.过烧。
3.白点(锻件内部银白色、灰白色圆形的裂纹)4.折叠。
5.疏松、非金属夹杂物。
6.机械性能达不到要求(锻比不够)。
7.弯曲、变形。
产生以上缺陷的原因很多,有铸锭缺陷引起的,有锻造加热不当引起的,有锻造本身的原因,也有锻后冷却和热处理不当引起的。
总之,原因很多。
所以当锻件的缺陷发现后,需要综合起来进行分析,并要掌握在不同情况下产生缺陷的不同特征,以便具体问题进行具体分析。
(二)锻造设备简介。
1.自由锻设备:有锻锤和水压机两类。
(1)锻锤有:简易锻锤---夹板(杆)锤:最大吨位1~2吨。
弹簧锤:最大吨位100公斤左右。
钢丝锤:最大吨位3吨。
如我厂的3 吨落锤。
空气锤:规格有:40、65、75、150、250、400、560、750、1000公斤等。
锻件折叠缺陷、产生成因及预控方法
锻件折叠缺陷、产生成因及预控方法摘要:文章分析了影响锻件发生折叠缺陷的几种原因,从锻造工艺等其它方面提出相应的改进措施。
关键词:锻件折叠缺陷;产生成因;预控方法模锻件有不少封闭的断面,两肋间距离短,肋较薄,两肋间距和腹板间厚度大,并且不少部位表面是非加工成的。
因为模锻件肋薄很多,在生产中经常在薄肋和腹板相交处、肋和缘条连接处产生折叠问题。
模锻件上折叠破坏其连续性,由于它使断面部分变弱,或在使用时出现应力集中而发生疲劳裂纹,很大程度上减小锻件承载能力,而肋一般都用来给予刚性或为别的零件提供安装或者链接面,所以要防止折叠缺陷。
1 铝合金模锻件折叠缺陷部位和原因分析1.1 模锻件折叠部位由锻件结构与外形能够看出,在生产中折叠大多发生在锻件腹板和筋、筋和缘条部位。
1.2 折叠缺陷的原因①毛料设计,设计不合理,造成金属分配存在差异性。
锻件工艺选择直径是180 mm×420 mm长棒材,按照二次多方段进行打方,直到120 mm×180 mm×480 mm,然后对其中间局部进行拔长,再在50水压机上终压成型。
由其外形可知,其上下筋对称,虽然毛料外形与锻件外形接近,如图1所示。
但是通过图1可知锻件毛料上部与底部金属不均匀,底部金属分布较大,高度不够,锻件是上下对称的,在模压时,上部筋充满着型腔,下部金属没有充满,随着变形在型腔中圆角上部就产生一个空穴,最终在此处金属与下部汇合充填,产生折叠。
②从腹板和筋连接部位圆角半径分析,由于该圆角半径小,在模锻中,两筋充满后,上下模不断靠拢,表面金属顺着阻力较小方向穿过,流进毛边槽,并带动表面金属外流,使筋与腹板叠在一起,产生折叠。
③从金属流向考虑模压时,金属填充型腔中,不是贴着圆角壁流入,离开圆角,使金属先和相对侧壁接触,再与底部接触,向圆角处出现金属倒流,这使正流与倒流金属表面发生重合,进而形成折叠。
④上一次模压完时修伤没有彻底,没有快速把折叠修干净而使其进入下一次模压,使锻件内部与外部都有折叠。
唐横刀的锻造方法

唐横刀的锻造方法“哇,这唐横刀可真是太帅了!”我看着电视里那把锋利无比、造型精美的唐横刀,忍不住发出惊叹。
“可不是嘛,唐横刀那可是咱们老祖宗的厉害玩意儿!”一旁的老爸也跟着感慨道,“想不想知道这唐横刀是怎么锻造出来的呀?”嘿,这可勾起了我的好奇心。
唐横刀的锻造,那可是一门大学问。
首先得准备好优质的钢材,这就好比是盖房子的基石,可不能马虎。
然后就是反复的折叠锻打,就像揉面团一样,要把钢材里的杂质都给赶出去,让刀身更加坚韧。
这过程中得小心翼翼的,稍有不慎就可能前功尽弃。
“哎呀,这得多难呀!”我忍不住说道。
“难是难,但这才造就了唐横刀的厉害呀!”老爸笑着说。
接着就是塑形了,要把刀身打造出那独特的形状,这需要铁匠师傅有着高超的技艺和丰富的经验。
而且在这过程中还要注意尺寸和比例,要让唐横刀不仅实用,还得好看。
“这可真是个技术活呀!”我咂咂嘴。
“那当然啦!”老爸点点头,“然后就是热处理,这可是让刀变得锋利无比的关键步骤。
”唐横刀的优势那可多了去了。
在古代,它可是士兵们上阵杀敌的得力武器,那锋利的刀刃能轻易地砍破敌人的盔甲。
而且它的造型既美观又实用,拿在手里那叫一个威风。
我想起曾经看过的一个关于古代战争的纪录片,里面就有唐横刀在战场上大显神威的画面。
士兵们手持唐横刀,奋勇杀敌,那场面真是让人热血沸腾。
“哇,那要是我也有一把唐横刀就好了!”我幻想道。
“哈哈,你呀,就别做梦了!”老爸笑着打趣我。
在现代社会,唐横刀虽然不再用于实战,但它依然有着独特的魅力。
很多武术爱好者会收藏唐横刀,把它作为一种爱好和追求。
“你看隔壁的王叔叔,不就收藏了好几把唐横刀嘛!”老爸说。
“真的呀?那我可得去看看!”我兴奋地说道。
唐横刀的锻造方法传承至今,虽然有些工艺可能已经发生了变化,但它所蕴含的智慧和精神却是永远不会变的。
它就像是一颗璀璨的明珠,在历史的长河中闪耀着光芒。
我想,这就是老祖宗留给我们的宝贵财富吧。
我们应该好好地传承和保护它,让更多的人了解和喜爱唐横刀。
大马士革刀的不同花纹是这样锻造出来的!
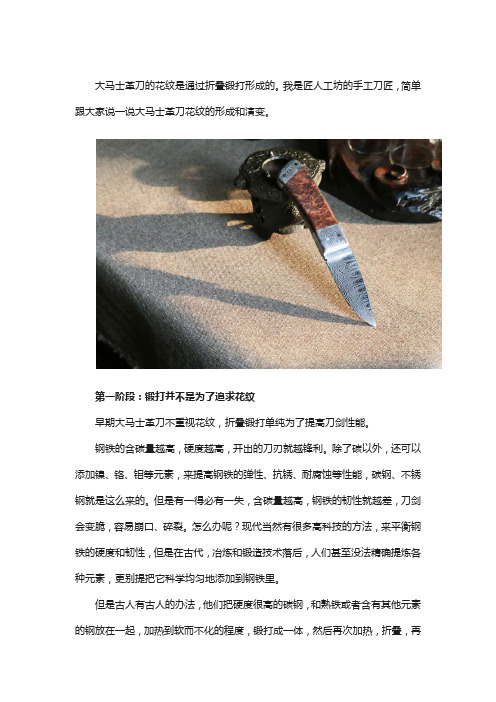
大马士革刀的花纹是通过折叠锻打形成的。
我是匠人工坊的手工刀匠,简单跟大家说一说大马士革刀花纹的形成和演变。
第一阶段:锻打并不是为了追求花纹早期大马士革刀不重视花纹,折叠锻打单纯为了提高刀剑性能。
钢铁的含碳量越高,硬度越高,开出的刀刃就越锋利。
除了碳以外,还可以添加镍、铬、钼等元素,来提高钢铁的弹性、抗锈、耐腐蚀等性能,碳钢、不锈钢就是这么来的。
但是有一得必有一失,含碳量越高,钢铁的韧性就越差,刀剑会变脆,容易崩口、碎裂。
怎么办呢?现代当然有很多高科技的方法,来平衡钢铁的硬度和韧性,但是在古代,冶炼和锻造技术落后,人们甚至没法精确提炼各种元素,更别提把它科学均匀地添加到钢铁里。
但是古人有古人的办法,他们把硬度很高的碳钢,和熟铁或者含有其他元素的钢放在一起,加热到软而不化的程度,锻打成一体,然后再次加热,折叠,再锻打,这样反反复复,一块古法锻造的合金钢就诞生了。
要想得到一块适合制作神兵利器的合金钢,需要工匠反复尝试,然后测试性能,把选材和锻打手法记录下来。
这在古代可是一项了不起的手艺,为国王打造一把刚柔并济、削铁如泥的宝刀,说不定就能加官进爵,甚至封为国师。
几种不同的材质经过折叠锻打,就像捏花卷一样,最后做出来的刀剑,会有各种各样的花纹。
由于所选用的材料和锻打手法不同,花纹的明暗对比、纹路走势也大相径庭。
古人折叠锻打的目的,是锻造高性能的合金钢,花纹只是锻打的副产品。
第二阶段:花纹是一把好刀最明显的特征古代波斯的大马士革刀,就是用印度的乌兹钢和其他材料,经过反复折叠锻打制成的。
在古代,折叠锻打的材料损耗极高,人工付出也非常大,而成品率又低的可怜。
一把布满花纹的大马士革刀,价值可想而知。
难怪古代的侠客那么注重兵器,一旦兵器被人偷了,不远千里也要想办法找回来。
如果一把刀的刀身布满花纹,说明它是经过折叠锻打制成的。
花纹逐渐成为折叠锻打的代名词,也成了宝刀的标志。
这样久而久之,就出现了很多花纹控。
第三阶段:大马士革花纹钢艺术冷兵器时代结束之后,人们对刀的需求从上战场杀敌,变成日用和收藏。
刀剑的六种锻造工艺
刀剑的六种锻造工艺
刀剑的六种锻造工艺分别是:
1. 火焰淬火法:刀剑经过高温加热,然后迅速浸入冷水中,使其达到较高硬度和韧性的一种方法。
2. 折叠锻造法:将多段铁条叠合在一起,然后反复加热、敲打和折叠,使其内部结构均匀,强度提高的一种方法。
3. 透骨刃法:将刀剑背部切割出“透骨刃”,使刀身变薄,重心前移,提高切割力和使用感受的一种方法。
4. 多重淬火法:利用不同的淬火方式,使刀剑的不同部位硬度不同,达到更好的性能的一种方法。
5. 地火淬火法:将刀剑置于地火中烧烤,让其表面呈现金属光泽,产生美观的表面效果的一种方法。
6. 湿淬火法:利用草木灰水、盐水等液体进行淬火,使刀剑达到不同的硬度和韧性的一种方法。