手工MAG焊接Q345D钢工字梁结构热特性的有限元分析
钢结构的有限元分析报告
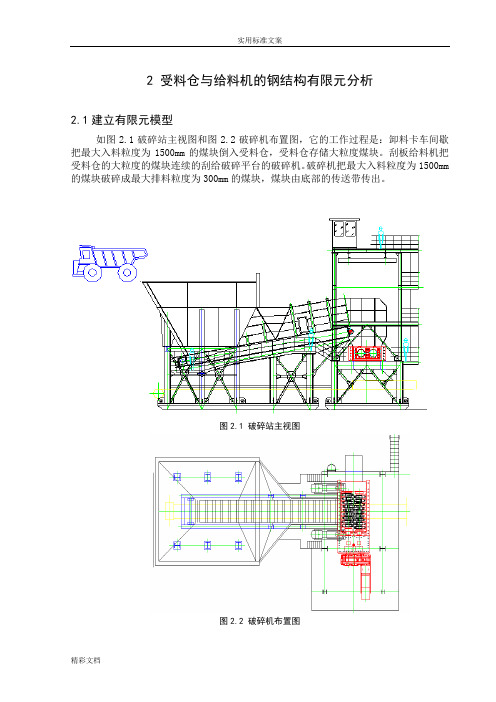
2 受料仓与给料机的钢结构有限元分析2.1建立有限元模型如图2.1破碎站主视图和图2.2破碎机布置图,它的工作过程是:卸料卡车间歇把最大入料粒度为1500mm的煤块倒入受料仓,受料仓存储大粒度煤块。
刮板给料机把受料仓的大粒度的煤块连续的刮给破碎平台的破碎机。
破碎机把最大入料粒度为1500mm 的煤块破碎成最大排料粒度为300mm的煤块,煤块由底部的传送带传出。
图2.1 破碎站主视图图2.2 破碎机布置图破碎站钢结构的弹性模量E=200000MPa,泊松比μ=0.3,质量密度ρ=7.8×10-3kg/cm3。
破碎站由支撑件H型钢和斜支撑(角钢)组成。
在结构离散化时,由于角钢和其它部位铰接,铰接是具有相同的线位移,而其角位移不同。
承受轴向力,不承受在其它方向的弯矩,相当于二力杆,所以H型钢用梁单元模拟,角钢用杆单元模拟。
破碎站是由受料仓与给料机和破碎平台与控制室两部分组成,故计算时是分别对这两部分进行的。
离散后,受料仓和给料机共686个单元,其中梁单元598 个,杆单元88个,节点总数为597个,有限元模型如图2.3和图2.4所示。
图2.3 受料仓与给料机有限元模型图2.4 受料仓与给料机有限元模型俯视图2.2载荷等效计算2.2.1主要结构截面几何参数破碎站主要结构采用H型钢梁,截面尺寸如图2.5所示,各截面横截面积A,截面惯性矩Iy ,Iz和极惯性矩I如下。
图2.5 截面尺寸料仓及给料机支撑结构料仓及给料机六根支撑立柱(H500×400×12×20)A= 215.2mm2,I y=101947×104mm4,I z=21340×104mm4,I=240×104mm4料仓B-B面横梁和给料机E-E、F-F面横梁(H400×300×12×20)A=16320mm2,I y=48026×104mm4,I z=9005×104mm4,I=181×104mm4料仓C-C面和D-D面横梁(H400×400×12×20)A=20320mm2,I y=62479×104mm4,I z=21339×104mm4,I=234×104mm4给料机两根纵梁(H550×400×12×20)A=22120mm2,I y=125678×104mm4,I z=21341×104mm4,I=243×104mm4给料机六根横梁(H400×400×12×20)A=20320mm2,I y=62479×104mm4,I z=21339×104mm4,I=234×104mm4其它横梁(H400×300×12×20)A=16320mm2,I y=48026×104mm4,I z=9005×104mm4,I=181×104mm4斜支撑的横截面积∠125×12:A=2856mm2∠75× 6:A=864mm22.2.1实际载荷情况给料机自重载荷:65000kg相对应立柱梁单元局部坐标z轴的弯矩如图2.18所示,最大弯矩位于B-B面中风载作用面的立柱,底部最大弯矩0.126×108N·mm,在B-B面拉筋连结点处弯矩数值为-0.196×108N·mm,D-D面第一根水平横梁处弯矩为0.25563×108N·mm,图2.18 局部坐标z轴的弯矩图对应的应力如图2.19所示,B-B面中风载作用面立柱底部应力为19.625MPa,底部连结点处应力为30.605MPa,D-D面第一根水平横梁处应力为24.024MPa。
q345钢的动态本构关系与断裂判据研究

q345钢的动态本构关系与断裂判据研究随着工程结构的不断发展和完善,对于材料的性能要求也越来越高。
其中,机械性能尤其是强度、韧性等方面的要求越来越高,这就要求我们对材料的本构关系和断裂判据进行深入研究。
本文主要针对q345钢材料的动态本构关系和断裂判据进行研究,并简要介绍该领域的最新进展。
一、q345钢的动态本构关系研究本构关系是材料力学研究中的重要内容,它描述了应力、应变和时间之间的关系,对于工程结构的设计和分析具有重要的意义。
钢是一种广泛应用的材料,其中q345钢是一种常用的结构钢,具有较高的强度和韧性,被广泛应用于建筑、桥梁、机械等领域。
在动态荷载作用下,材料的本构关系表现出与静态条件下不同的特性,这对于材料强度、塑性等方面的研究具有很大的挑战性。
近年来,国内外的学者对于q345钢的动态本构关系进行了深入的研究,主要包括以下几个方面:1.试验研究通过对q345钢材料的动态拉伸、压缩、弯曲等试验进行研究,得到了在不同应变率和温度条件下的应力-应变曲线,进而求得其本构关系参数。
例如,近年来某些研究报道了q345钢的应力-应变曲线呈现出明显的应力平台区和流动应变区域,与静态条件下的本构关系差异较大。
2.数值模拟针对q345钢的动态本构关系,数值模拟方法成为了研究的重要手段。
通过有限元方法建立复杂的本构关系模型,探究其在不同条件下的应力场和应变场变化规律。
例如,某些研究对于不同应变率、温度条件下的q345钢材料进行了建模,得到了复杂的应力-应变曲线和应变率对应的本构关系参数。
3.微观机理分析从材料内部的微观结构出发,研究其在动态条件下的本构关系和塑性行为也是重要的研究方向之一。
通过电子显微镜等技术手段,研究材料的晶格结构、位错结构等特性和其在动态条件下的行为变化。
通过以上研究方法,我们可以深入了解q345钢材料在动态条件下的本构关系特性,为工程设计提供有力支持。
二、q345钢的断裂判据研究断裂是工程结构中极为重要的问题,其中断裂韧性是反映材料抵御断裂的关键指标。
Q345钢性能分析综合报告1

Q345钢性能分析综合报告摘要本次实验采用埋弧焊中不开坡口对接接头悬空双面焊的方法将两块均为9.5mm的Q345钢板对接。
用手工锯的方法切取焊接接头金属试样,试样尺寸为⨯⨯。
将切取的试样在砂轮机上粗磨,并将四周倒成圆角。
再399.527mm mm mm将试样在1至6号砂纸上进行细磨。
经细磨后的试样,用清水冲洗以除去磨粒,再进行机械抛光。
然后,将抛光后的试样用4%的硝酸酒精溶液浸蚀10~15s,再用酒精擦拭浸蚀部位,用吹风机吹干试样。
最后将制备好的试样放在金相显微镜上观察并拍摄焊接接头不同部位的照片,并用维氏硬度计测量焊接接头不同部位的硬度。
在拍摄焊接接头不同部位显微组织的照片之前,先拍摄接头宏观组织,直观观察和分析接头宏观缺陷、焊缝成形以及焊缝金属结晶方向。
根据拍摄到的焊接接头母材、焊缝和焊接热影响区的显微组织的照片分析焊缝的结晶形态、焊接热影响区金属的组织变化和焊接接头的微观缺陷等。
在维氏硬度计上测定焊接接头母材、焊缝和焊接热影响区的硬度。
根据硬度值在不同区域内的变化可大概知道不同区域的组织与硬度的关系。
根据硬度与不同组织的对应关系,分析得到热影响区的晶粒长大,引起该区的强度、硬度增大,该区的塑性、韧性降低。
母材与焊缝硬度接近,基本满足等强匹配的原则。
其中,热影响区硬度最高,是接头的薄弱环节。
关键词:显微组织分析,维氏硬度,金相试样制备,埋弧焊1、实验过程简述实验过程中,采用埋弧焊中不开坡口对接接头悬空双面焊的方法将两块均为9.5mm的Q345钢板对接。
待钢板冷却,用手工锯的方法切取焊接接头金属试样,试样尺寸为399.527⨯⨯。
随后,用切取的试样制备金相样品。
切取的mm mm mm试样表面凹凸不平极为粗糙,需要在砂轮机上进行粗磨,将试样四周倒成圆角,以免在细磨或抛光时撕裂砂纸或抛光布。
再将试样在1至6号砂纸上进行细磨。
经细磨后的试样,用清水冲洗以除去磨粒,再进行机械抛光。
然后,将抛光后的试样用4%的硝酸酒精溶液浸蚀10~15s,再用酒精擦拭浸蚀部位,用吹风机吹干试样。
Q345可焊性分析

5~6
3.2
100~130
_
_
3.2
100~130
4
160~210
_
_
4
180~210
≥6
3.2
100~130
4
160~210
4
180~210
4
160~210
5
220~280
5
220~260
X形
≥12
4
160~210
4
160~210
5
220~280
表4热轧及正火钢焊条电弧焊的工艺参数[3]
(二)焊接工艺
3、氩弧焊
用于一些重要低合金钢多层焊的、管道打底焊或管板焊接,以保证焊缝根部的焊接质量(焊缝根部往往是最容易产生裂纹的部位)。
16Mn钢的δs≥345MPa.属于低碳热轧钢,焊接行良好,碳当量为0.345%~0.491%,淬硬倾向比A3钢略大,焊接时冷裂纹倾向大一些。与之强度级别相当的有16MnRE、14MnNb和10MnSiCu。在低温环境下或大刚性、大厚板条件下生产焊接结构时,要采用较大的线能量,并注意填满弧坑,必要时适当预热。Q345钢可以采用各种焊接方法焊接。焊前一般需要预热,焊后不需要热处理。但由于其淬硬倾向比低碳钢稍大,在焊接结构刚性大、厚度大或环境较低时,也需要采取预热、稍候消除应力热处理措施,并应在焊接中创造低氢条件Q345由于具有良好的焊接性能适用于各种焊接方法,因此结合实际情况我们选用焊条电弧焊。表3为焊接16Mn钢的预热条件。焊条、焊丝与焊剂的选择如表4。
Q345的焊接特点

一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
Q235应该属于低碳钢,应该用J422焊条。
如果要求高可以使用E506、E507焊条比较好化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
Q345D钢高温力学性能及凝固特性

摘要低碳低合金钢Q345D具有强度高、韧性高、抗冲击、耐腐蚀等优良特性,因而倍受广泛地应用于各个方面。
,连铸技术因为具有可以大幅提高金属收得率、改善铸坯质量和节约能源等显著优势,因而在生产钢材的各种方法中得到了最为广泛的应用。
本文通过对Q345D钢的高温力学性能热模拟实验及其高温凝固相转变规律的研究,进一步了解该钢种的高温特性,以期为铸坯质量的提高提供理论依据。
对于Q345D高温力学性能的研究主要是通过热模拟试验机模拟金属热变形的整个过程,得到其热变形过程中热强度、热塑性、显微组织以及相变行为并对其进行分析整理总结。
本文通过使用Gleeble-1500D热模拟试验机,对Q345D钢进行高温拉伸实验,获得该钢在800℃~1200℃温度下的屈服强度、抗拉强度及延伸率、断面收缩率等数据。
对以上数据进行分析,可以得出:在800℃~850℃温度区间,随着温度的升高,屈服强度、抗拉强度分别从800℃的39.10MPa、83.61MPa提高到850℃的40.01MPa、93.10MPa;在900℃~1300℃温度区间内,随着温度的升高,其屈服强度和抗拉强度分别从900℃的33.53MPa、91.16MPa降低到1300℃的8.45MPa、19.85MPa。
对于该钢的热塑性,800℃~900℃温度区间内随温度升高,其延伸率、断面收缩率分别从800℃的9.11%、77.7%提高到900℃的23.58%、79.3%升高;在1000℃~1200℃温度区间内,延伸率、断面收缩率变化比较平缓;1200℃以后随温度升高,延伸率、断面收缩率急剧降低,在1300℃时其数值分别为11.75%、48.5%,表明其热塑性下降。
Q345D的高温凝固相转变规律是通过自行研制的可控高温凝固相变实验装置进行的,对于加热到熔化状态下的钢样通过控制冷速冷却到不同温度,然后淬火保留高温组织的方式研究其组织的转变行为。
对所得试样金相组织观测得出:在液态下直接淬火时,冷却速度越快,所得到的晶粒越为细小;在冷速为20℃/min的冷却速度下,Q345D钢的液、固相线温度点分别为1515℃和1460℃,在该区间内,残留高温铁素体的含量随着结束控制冷速冷却温度的降低而升高;在2℃/s的冷却速度下,在1515℃和1460℃温度点仍然有高温铁素体相的存在,但是与同温度下以20℃/min的冷却速度得到的试样相比,高温铁素体相的含量有明显不同。
考虑温度影响的焊接组合钢梁的有限元分析

拄
柱
耦合 的间接耦 合 法进 行 热分 析 , 采用 A S S的 单元 “ 并 NY 生
(j改 良 型 切 角 工 艺 I )
(1 a 传统型 切角工艺 隔板 垫板 梁
死 ” 术 , 焊 缝 单 元 逐 渐 “ 活 ” 将 焊 接 热 源 逐 步 施 加 到 技 使 复 , “ 活 ” 焊 缝 单 元 上 ; 把 由热 分 析 得 到 的温 度 场 作 为 温 度 复 的 再
限元分析软件 , 首先对有 、 角的组合钢 梁进行热分析 , 无切 即在考虑温度影响 的情 况下 , 对不 同切 角形式的 焊 接组合钢 梁首先进行 温度 分布 、 残余应 力分 布方面的比较 , 其次进 行加 载后 的有 限元 分析 , 讨论 结构 内部 的
应力 、 变分布。 应
【 关键词 】 H型钢 ; 扇形切 角; 热分析 ; 残余应力 ; 应力 ; 应 变 【 中图分类 号】 T 32 1 U 9.
I
1 2 莹
设扇形切角的钢梁模型 , 由于模型形状具有一定 的规则性 , 将模
型进行整体上的网格划分 , 只是在焊缝处 网格加以细化; 对设有
翼缘
[ 收稿 日期 ]0 9— 4— 4 20 0 2 [ 作者简 介 ] 梁艳 ( 9 4~) 在 读 硕 士 研 究 生, 究 方 18 , 研 向: 钢结构 。
文借助于 A S S有 限元软 件对有 、 扇 肜切 角 的焊接 组合 NY 无 钢梁中的残余应力 以及加 载后两 种情 况 的应变分 布进 行 比 较分析 。( 1 图 )
隔板 垫板 粱 隔板 垫板 梁
Q345D钢高温力学性能试验研究
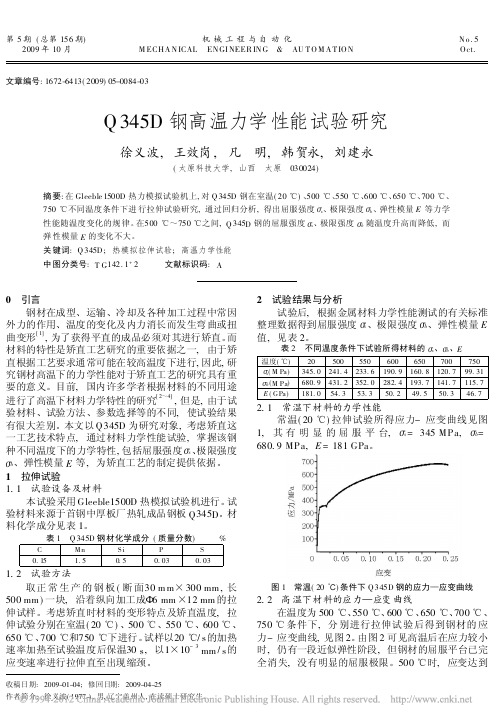
图 5 材料弹性模量 E 随温度变化曲线
3 结论 ( 1) 高温下( 500 ℃~750 ℃) , Q 345D 钢的屈服
平台消失, 通过切线交点法屈服强度取值原则得到的
参考文献: [ 1] 崔甫. 矫直原理与矫 直机械[ M ] . 北京: 冶 金工业出版 社,
2 005 . [ 2] 吴光亮, 孙彦辉. CSP 板坯 ( Q 235B) 高 温力学性能 试验研
2009 年第 5 期 徐义 波, 等: Q 345D 钢高温力学性能试验研究
·8 5·
0. 15 之前, 硬化现象比较明显, 随着温度的升高, 硬 化区减小, 在较小的应变范围内, 材料即达到极限强 度。在矫直工艺中, 当极限应变 Eb 与屈服应变 Es 的比 大于等于 5, 即Eb/ Es ≥5 时, 认为材料可以进行矫直。本
试验虽然 Eb 与 Es 的比值随着温度的升高而减小, 但其 比值都大于 10, 因此, 在500 ℃~750 ℃之间 Q345D 钢可以进行矫直。
图 2 高温下材料的应力 —应变曲线
2. 3 材料屈服强度随温度的变化规律
度的降低比较明显, 超过650 ℃之后极限强度的降低
图 3 为材料屈服强度随温度变化曲线, 由于高温 有所减小; 750 ℃时极限强度减小到115. 7 M Pa。由于
750 ℃ 条件下, 分 别进行拉伸试 验后得到钢材的 应 力- 应变曲线, 见图 2。由图 2 可见高温后在应力较小 时, 仍有一段近似弹性阶段, 但钢材的屈服平台已完 全消失, 没有明显的屈服极限。500 ℃时, 应变达到
收稿日期: 2009-01-04; 修回日期: 2009-04-25 作者简介: 徐义波( 1977-) , 男, 辽宁盖州人, 在读硕士研究生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工字梁具有优越的结构形式和良好的力学
1
试验材料及方法
焊接结构如图 1 所示。 材料为 Q345D 低合金高 强钢板材,正火态。 焊接方式为手工熔 化极气体保 护电弧焊(MAG),焊接速率约 10 mm/s, 保护气 体为 富 氩 混 合 保 护 气 体 (80%Ar+20%CO2), 气 体 流 量 为 15L/min。 焊接时,前一道焊缝结束后间隔 10 s,进行 下一道焊缝的焊接。
图 1 焊接结构示意图 Fig.1 Welding structure diagram
2
有限元模拟
有限元模型网格如图 2 所示。 本模型主要包括 183
PDF created with pdfFactory trial version
Hot Working Technology 2013, Vol.42 , No. 7 理 性能 属 性 可 直 接由 SYSWELD 软 件自 带 材料 数 据库获得。
性能,是现代建筑结构、桥梁结构和电站建设中日益 广泛采用的钢结构构架模式[1]。 焊接工字梁在生产 过程中焊接变形的控制是关键性的问题, 因为焊接 变形不但增加了工作量和生产成本, 而且影响到结 。 本文 以工 程 常 用 构的安装、使用和力学性能[2]。 焊接过程的局部加热 是引起焊接结构产生变形的主要原因, 因此焊接过 程 的 热 特 性 值 得 深 入 研究
200 100 翼板
Q345D 低合金高强钢手工 MAG 焊接工字梁结构焊 程的热特性,旨在为其后续焊接变形和残余应力的 预测和控制提供热学方面的理论基础。 接过程为研究对象, 采用数值分析方法研究焊接过
腹板
收稿日期:2012-11-21 基金项目 : 江 苏省 无线 传 感系 统应 用工 程 技术 开发 中心 校 企合 作 项 作者简介:郭三爱(1965- ),女,湖北武汉人,高级讲师,研究方向: 汽车制造 及应用; 电话:0991-7902636;Email:gsattkl@ 目(2011-12)
3 模拟结果分析
3.1 焊接温度场的演变 图 3 给出了焊接过程温度场的演变云图。 图 3
图 2 有限元网格模型 Fig.2 Finite element mesh model
域),共包含 104434 个节点和 134600 个单元。
8 节点六面体单元和 6 节点五面体单元(局部过渡区 采用经典 3-D 双椭球热源模型[5](热源模型参数
第一道焊缝焊接结束 时(t=20 s),熔池最高 温度达到 2601.89 ℃ ; 图 3(c) 显 示 , 在 第 一 道 焊缝结 束后 10 s 高温度仍旧为 2601.89 ℃ , 这说明就本研究用焊接 结构尺寸而言,在 10 s 的时间间隔内,第一道焊缝焊 3(d)显示,在第三道焊缝焊接结束时(t=80 s),熔池最 度高出 87.63 ℃ , 说明第三道焊缝受到第一道焊缝 焊接热循环的影响, 第四道焊缝焊接结束时(t=110 s),熔 池最高温度 达到 2689.58 ℃ ,近似 等于 第 三道 接热循环对第二道焊缝的温度场没有产生影响 ;图 高温度达到 2689.52 ℃ , 比前两道焊缝熔池最高温 区域金 属材料被预热 );图 3(e) 显示 ,受 第二 到 焊缝 焊缝结束时的熔池最高温度;图 3(f) 显示,焊接结束 冷却 8 min 时(t=600 s),焊接结构的最高温度冷却至 焊接第二道焊缝,第二道焊缝结束时(t=50 s),熔池最
郭三爱
(新疆交通职业技术学院 汽车与机电工程学院, 新疆 乌鲁木齐 831401) 摘 要: 采用焊接专用有限元分析软件对 Q345D 低合金高强钢工字梁焊接结构手工 MAG 焊接过程进行数值仿 真,分析最优热输入条件下的温度场分布、熔池形态及熔池邻近区域金属升降温速率。 此外,结合 Q345D 钢连续冷却组 布提供热学方面的理论借鉴。 中图分类号:TG404 织转变图(CCT 曲线),预测了焊缝及热影响区的微观组织组成。 研究结果可为下一步预测该焊接变形和残余应力的分 关键词:Q345D 钢;焊接温度场;热循环曲线;有限元分析 文献标识码:A
网络出版时间:2013-04-02 10:20 网络出版地址:/kcms/detail/61.1133.TG.20130402.1020.059.html
《热加工工艺》 2013 年 4 月 第 42 卷 第 7 期
手工 MAG 焊接 Q345D 钢工字梁结构 热特性的有限元分析
文章编号:1001-3814(2013)07-0183-03
Finite Element Analysis on Thermal Characteristics in Manual MAG Welded Q345D Steel with Beam Structure
GUO Sanai
(Department of Automotive Mec hanical and Electrical Engineering, Xinjiang Vocational & Technical College of Communications, Urumchi 831401,China) numerically simulated by special welding finite element analysis software. The temperature distribution, the morphology of molten pool and cooling rate of metal in adjacent the pool areas under the optimal thermal input condition were analyzed. Furthermore, based on the CCT curve of Q345D low alloy high strength steel, the microstructure of the welded joints at weld beam heat affected zone was predicted. The research results can provide thermal theory for the further prediction of welding deformation and residual stress distribution. Key words:Q345D steel; welding temperature field; thermal cycle curve; finite element analysis Abstract:The welding process of Q345D low alloy high strength steel beam structure manual MAG welded was