建筑钢结构焊接工艺评定报告
钢结构焊接工艺评定的报告.doc

焊接工艺评定报告共4页第3页工程名称 :莱钢万和冶金辅料轻烧白云石工程评定报告编号JSQDGP- 01工艺指导书编号JSQDGP- 01《建筑钢结构焊接技术规程》项目质量负责人武习依据标准JGJ81- 2002 试样焊接单位施焊日期2010-5-25焊工资格证书代号TS6JTAI1800母材钢号Q235 母材轧制状态热轧生产厂柳钢化学成分和力学性能C Mn Si S P σ a σ b δ 5 A kv(%) (%) (%) (%) (%) (MP a) (MP a) (%) (J) 标准024 256 410 26 35合格证310 425 36直径烘干制度焊接材料生产厂牌号类型备注(mm)(℃× h)天津大桥焊材焊条THJ422E4303Φ200×1--- 集团有限公司焊接方法SMAW焊接位置平焊、立焊接头形式角接、对接焊接工艺参数见焊接工艺评定指导书清根工艺层间清理焊接设备型号BX5极性交流评定结论:本评定按《建筑钢结构焊接技术规程》( JGJ18-2002 )规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格焊接条件及工艺参数适用范围技术评定指导书规定执行。
评定人审核人日期日期评定单位:(盖章)技术负责人日期年月日焊接工艺评定指导书共4页第4页工程名称莱钢万和冶金辅料轻烧白云石工程指导书编号JSGGZD--01母材钢号Q235B 规格10㎜母材轧制状态热轧生产厂柳钢焊接材料生产厂牌号类型烘干制度(℃× h)备注天津大桥焊材集团有焊条THJ422 E4303 200× 1 合格限公司焊接方法SMAW 焊接位置平焊、立焊焊接设备型号BX5 极性交流接头焊及接坡顺顺焊口序尺图寸图焊道焊接焊条或焊丝电流电压热输入接φ( mm)( A)(V)( kJ/cm )备注次方法牌号工 1 SMAW THJ422 ㎜130 26 --- ---艺 2 SMAW THJ422㎜130 26 --- ---参SMAW THJ422 ㎜3 160 27 --- --- 数焊前清理有层间清理有技背面清根无术其它:措施焊前须将喊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。
建筑钢结构焊接工艺评定报告
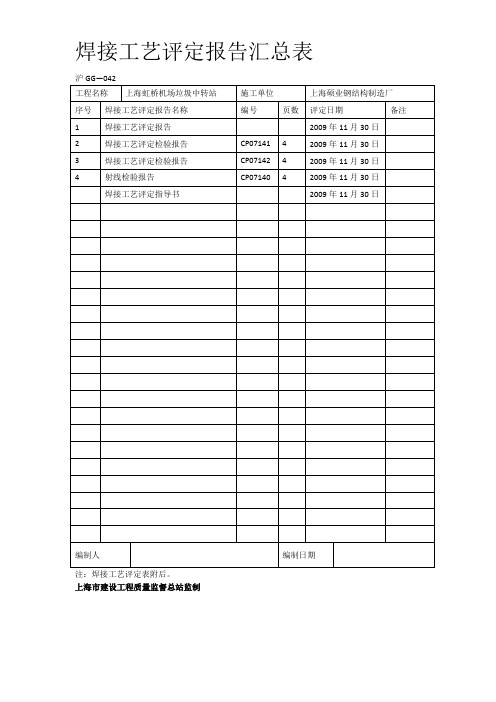
焊接工艺评定报告汇总表沪GG—042注:焊接工艺评定表附后。
上海市建设工程质量监督总站监制建筑钢结构焊接工艺评定报告编号:编制:焊接责任技术人员:祝美玲批准:陈建根单位:上海硕业钢结构制造厂日期:2009 年11 月30 日焊接工艺评定报告焊接工艺评定指导书焊接工艺评定指导书焊接工艺评定记录表上海虹桥机场垃圾中转站焊接工艺作业指导书编制:审核:批准:上海硕业钢结构制造厂2009年11月30日为了更好的给焊工提供技术支持,控制焊接质量,根据本工程特点和相同材料和工艺的焊接工艺评定报告,制定本焊接工艺作业指导书。
本次评定的焊缝为板状对接焊缝。
评定准备:试板选用14mm厚的Q235B钢板,试件规格为400mm*200mm,用剪板机下料,然后在刨床上加工坡口角度为30度。
试板清理用锉刀、纱布、钢丝刷等工具。
在坡口正背面20mm范围内清除铁锈、油质、氧化皮等污垢,使之呈现金属光泽。
并用锉刀留出钝边0~1mm。
试件的装配与点固试件在装配点固时,所示用的焊条和正式焊接所使用的焊条相同,点固定位焊的位置在试件的背面两端10mm处。
始焊端可适当少点焊,终焊端必须点焊牢固,以防止因焊接过程的收缩,造成未焊端坡口间隙变小而影响焊接。
焊接材料:Q235B选用J422(E4303),根部选用Φ焊条,填充面选用Φ4mm焊条。
焊条使用前烘干,酸性焊条:150~200℃X1h;碱性焊条:350~420℃X1h。
焊接电流:J422、J506均采用交流电源。
反变形:反变形角度取3~4°。
焊接操作工艺焊接工艺参数,具体见工艺参数表格。
焊接操作(1)、封底焊①引弧在点固定焊处引弧,电弧稍作停顿,预热约1~2秒钟,然后作横向锯齿形向前运条。
焊条角度为70~80度(与焊条方向夹角)。
当电弧击穿试板背面,坡口底部每边被熔化约2mm左右形成小圆洞时,将电弧提起1.5mm左右,此时可见形成的熔孔。
②保证封底焊既焊透又不漏焊,且焊道均匀平滑,要做到此点,关键是掌握焊接温度,让熔池的前半部有适量电弧从正面吹到背面,并使熔池的前半部始终保持有相当于焊条直径1~倍左右的熔孔。
钢结构焊接工艺评定报告

焊接工艺评定试验结束后,应将试验结果填写在焊接工艺评定报告中。
通常,为便于比较,应预先准备焊接工艺鉴定说明,作为焊接工艺鉴定报告的附件。
完整的焊接工艺鉴定报告应记录鉴定试验所需的所有重要参数,包括以下部分:1.评估报告编号和相应的设计文件编号;2.评估项目名称;3.鉴定试验中使用的焊接方法和焊接位置;4.产品的技术标准;5.试样的槽形和实际槽尺寸;6.试件焊接接头的焊接顺序和焊接水平;7.如果使用非标准和非标准材料,则应列出实际化学成分测试结果和机械性能的测量数据。
8.对于用于焊接试件的焊接材料,应列出该批焊接材料的品牌,规格和再测试结果,包括化学成分和机械性能。
9.评估焊接前试件的实际预热温度,夹层温度和后加热温度。
焊接后热处理的实际加热温度和保持时间。
10.记录焊接参数,例如焊接电流,电弧电压和焊接速度。
11.样品力学性能的测试结果应主要表明样品编号,样品形式,检验报告编号,被测样品的接缝强度和弯曲性能以及其他性能的测试结果。
12.评估结论为合格或不合格。
13.编制者,校对者和审阅者的签名是完整的。
14.为了确保过程报告的正确性和合法性,公司负责人应具有批准说明。
15.焊接工艺鉴定报告的格式应符合建筑钢结构焊接技术规范。
关键字:郑州钢结构设计安装,开封钢结构格栅设计安装,平顶山钢结构煤气塔设计安装,洛阳钢结构楼梯设计安装,商丘钢结构车棚设计安装,安阳钢结构仓库设计安装,新乡钢结构屋面设计安装,许昌钢结构隔断设计与施工,鹤壁钢结构板房屋设计与施工,焦作钢结构幕墙装饰施工,Pu阳轻钢结构结构结构设计与安装,Lu河钢结构住宅项目,三门峡钢结构工程设计,周口钢结构工程案例,驻马店钢结构工程建设,南阳钢结构工程,信阳钢结构设计安装,济源钢结构工程。
钢结构焊接工艺评定报告(H型钢)共6页word资料

批准:
单位:广东省工业设备安装公司
日期:年月日
焊接工艺评定报告目录
序号
报告名称
报告编号
页数
1
H型钢翼缘板带钝边单面坡口手工电弧焊水平焊接(1G)
HP-2019-10
4
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
焊接工艺评定报告
第一页共四页
工程(产品)名称
钢结构工程焊接工艺评定
评定报告编号
评定
年月日
评定单位:(签章)
年月日
审核
年月日
技术负责
年月日
焊接工艺评定指导书
第二页共四页
工程名称
钢结构工程焊接工艺评定
指导书编号
HP-2019-10-Z
焊接工艺评定项目名称
H型钢翼缘板带钝边单面坡口手工电弧焊水平焊接(1G)
母材钢号
Q345B
规格
H588x300x20
供货状态
热轧
生产厂
河北津西钢铁集团股份有限公司
HP-2019-10
委托单位
广东省工业设备安装公司
工艺指导书编号
HP-2019-10-Z
项目负责人
胡长利
依据标准
《建筑钢结构焊接技术规程》
(JGJ81-2019)
试样焊接单位
广东省工业设备安装公司
施焊日期
2019,5,16
焊工
张新
资格代号
TS6TJHG04637
级别
高级
母材钢号
Q345B
规格
钢结构焊接工艺评定报告

钢结构连接是指钢结构构件或部件之间的互相连接。
钢结构连接常用焊缝连接、螺栓连接或铆钉连接。
螺栓连接又分普通螺栓连接和高强度螺栓连接。
普通螺栓连接使用最早,约从18世纪中叶开始。
19世纪20年代开始采用铆钉连接。
19世纪下半叶又出现了焊缝连接。
自本世纪中叶高强度螺栓连接又得到了发展。
钢结构常用的连接方法有:焊缝连接,螺栓连接,铆接。
焊缝连接:属刚接(可以承受弯矩),除了直接承受动力荷载的结构中,超低温状态下,均可采用焊缝连接。
先确定你的产品需要按照什么样的标准:例如国内的钢结构按照JGJ 81-2002《建筑钢结构焊接技术规程》,JB/T 6963-1993《钢制件熔化焊工艺评定》,有的需要出口美国一般需要按照AWS D.1.1钢结构焊接规范。
出口欧洲一般按照EN 288金属材料焊接程序的技术规范和鉴定。
在国内也有很多厂家会按照美标或欧标交货,看你们的合同。
具体报告怎么做这些标准里面都有样板的表格,按照相应规范里面的规定选择材料、厚度、设计坡口,焊接方式等等,做个焊接工艺评定的指导书,然后让焊工按此焊接试板,记录数据,将试板做实验,一般是拉伸、弯曲、冲击,对照标准写个报告(有样本的)就行了。
钢结构焊接工艺评定报告
焊接设备型号
电源及极性
备注:Байду номын сангаас
接头形式 )
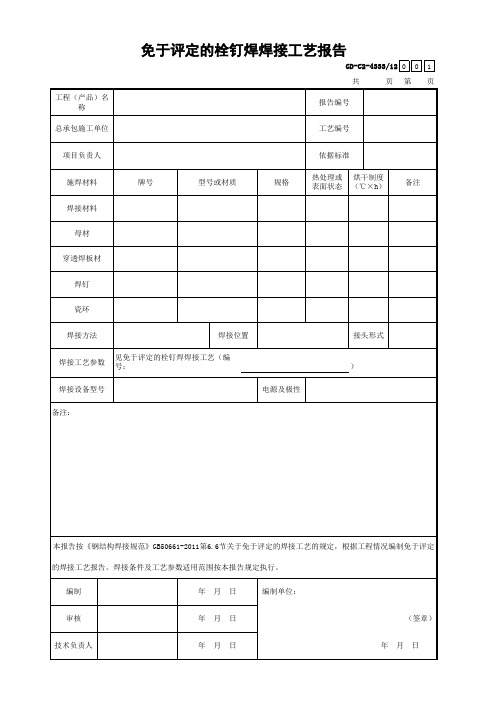
本报告按《钢结构焊接规范》GB50661-2011第6.6节关于免于评定的焊接工艺的规定,根据工程情况编制免于评定 的焊接工艺报告。焊接条件及工艺参数适用范围按本报告规定执行。
编制
年月日
编制单位:
审核
年月日
(签章)
技术负责人
年月日
年月日
工程(产品)名 称
总承包施工单位
免于评定的栓钉焊焊接工艺报告
GD-C2-4333/12 0 0 1
共
页第 页
报告编号
工艺编号
项目负责人 施焊材料 焊接材料
牌号
型号或材质
规格
依据标准
热处理或 烘干制度 表面状态 (℃×h)
备注
母材
穿透焊板材
焊钉
瓷环
焊接方法
焊接位置
焊接工艺参数
见免于评定的栓钉焊焊接工艺(编 号:
建筑钢结构焊接工艺评定报告2
建筑钢结构焊接工艺评定报告编号: DJ-JS-HJ-01编制: 代亚辉焊接责任技术人员: 冯玉亮批准: 盛凯单位: 河南大建钢构股份有限公司日期: 2011 年11月日表B-1 焊接工艺评定报告目录上翼缘板与角钢焊接工艺评定报告共1页第1页上翼缘板与角钢焊接工艺评定指导书共1页第1页上翼缘板与角钢焊接工艺评定记录表共1页第1页表B-5 焊接工艺评定检验结果上翼缘板与角钢焊接工艺评定检验结果共1页第1页表B-2 焊接工艺评定报告下翼缘板与PBL键焊接工艺评定报告共1 页第1页表B-3 焊接工艺评定指导书下翼缘板与PBL键焊接工艺评定指导书共1 页第1页表B-4 焊接工艺评定记录表下翼缘板与PBL键焊接工艺评定记录表共1 页第1页表B-5 焊接工艺评定检验结果下翼缘板与PBL键焊接工艺评定检验结果共1 页第1页表B-2 焊接工艺评定报告波形钢腹板与上下连接件焊接工艺评定报告共1 页第1页表B-3 焊接工艺评定指导书波形钢腹板与上下连接件焊接工艺评定指导书共1 页第1页表B-4 焊接工艺评定记录表波形钢腹板与上下连接件焊接工艺评定记录表共1 页第1页表B-5 焊接工艺评定检验结果波形钢腹板与上下连接件焊接工艺评定检验结果共1 页第1页表B-2 焊接工艺评定报告波形钢腹板之间对接埋弧焊共1 页第1页表B-3 焊接工艺评定指导书波形钢腹板之间对接埋弧焊接工艺评定指导书共1 页第1页表B-4 焊接工艺评定记录表波形钢腹板之间对接埋弧焊接工艺评定记录表共1 页第1页表B-5 焊接工艺评定检验结果波形钢腹板之间对接埋弧焊接工艺评定检验结果共1 页第1页表B-6 栓钉焊焊接工艺评定报告共页第页表B-7 栓钉焊焊接工艺评定指导书表B-8 栓钉焊焊接工艺评定记录表表B-9 栓钉焊焊接工艺评定试样检验结果共页第页。
建筑钢结构焊接工艺评定报告(T型接头埋弧焊)
建筑钢结构焊接工艺评定报告(T型接头埋弧焊)编号:20XX1230编制:XX焊接责任技术人员:批准:单位:XX建工集团XX建筑工程有限责任公司金属结构分公司日期:2019 年12月30日焊接工艺评定报告目录焊接工艺评定报告工程(产品)名称 T 型(埋弧焊)评定报告编号 20131230 委托单位 广西建工集团第五建筑工程有限责任公司工艺指导书编号WJ-JJ-20131230项目负责人 黄文胜依据标准《钢结构焊接规范》GB50661-2011试样焊接单位 广西建工集团第五建筑工程有限责任公司金属结构分公司 施焊日期 2013.12.20 焊工鲁跃华资格代号 TS6JLZH09667级别中级 母材钢号Q345GJCZ15规格-20mm供货状态热轧生产厂家广西柳钢化学成分和力学性能C (%)Mn (%)Si (%)S (%)P (%)Ós (Mpa)Ób (Mpa)δ(%)A kv (J) 标准 0.201.00~1.60≤0.55≤0.040 ≤0.040≥345470~630≥21合格证 复验碳当量 0.25%公式 ceq(%)=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15焊接材料 生产厂家牌号 类型 直径(㎜)烘干温度(℃×h )备注 焊条焊丝 株洲特种 H08MnAØ5.0焊剂或气体 洛阳牡丹 HJ43116-40目250×2 焊接方式 SAW —S 焊接位置 F接头型式 T 型 对接焊接工艺参数 见焊接工艺评定指导书 清根工艺无 焊接设备型号 ZXG1000型 电源及极性直流反接预热温度/层间温度/后热温度及时间 /评定结论:本评定按《钢结构焊接规范》GB50661-2011规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认实验记录正确,评定结果为:合格。
焊接条件及工艺参数适用范围按本评定指导书规定执行。
钢结构焊接工艺评定报告
焊接钢结构:随着科学技术的发展,世界上建筑工程钢结构的应用越来越广,焊接是钢结构制造中一种十分重要的加工工艺。
据工业发达国家统计,每年仅需要进行焊接加工之后使用的钢材就占钢产量的45%左右。
我国到20世纪80年代末,焊接钢结构已占钢产量的30%。
焊接工艺评定:焊接工艺评定为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
钢结构焊接工艺:钢结构焊接制造(即焊接结构生产)是从焊接生产的准备工作开始的,它包括结构的工艺性审查、工艺方案和工艺规程设计、工艺评定、编制工艺文件(含定额编制)和质量保证文件、定购原材料和辅助材料、外购和自行设计制造装配-焊接设备和装备;然后从材料入库真正开始了焊接结构制造工艺过程,包括材料复验入库、备料加工、装配-焊接、焊后热处理、质量检验、成品验收;其中还穿插返修、涂饰和喷漆;最后合格产品入库的全过程。
钢结构从下料、组对、焊接、检验等工艺钢结构手工电弧焊焊接施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《钢结构工程施工质量验收规范》GB50205-2001《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345《钢熔化焊对接接头射线照相和质量分级》GB3323《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2《建筑钢结构焊接技术规程》JGJ811、范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。
2、施工准备2.1材料及主要机具2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。
按要求施焊前经过烘焙。
严禁使用药皮脱落、焊芯生锈的焊条。
设计无规定时,焊接Q235钢时宜选用E43系列碳钢结构焊条;焊接16Mn 钢时宜选用E50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。
按说明书的要求烘焙后,放入保温桶内,随用随取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
建筑钢结构焊接工艺评定报告 编 号 编 制 (签名)
焊接责任
技术人员 (签名)
批 准 (签名)
单 位 × × × 日 期 年 月 日 表1
焊接工艺评定报告目录 序 号 报 告 名 称 报 告 编 号 页 数 1 焊接工艺评定报告封面 ∕ 1 2 焊接工艺评定报告目录 ∕ 2 3 焊接工艺评定报告 3 4 焊接工艺评定指导书 4 5 焊接工艺评定记录表 ∕ 5 6 焊接工艺评定检验结果 ∕ 6 附录: 1 钢板材料质量证明书 / 7 2 焊丝材质证明书 / 8-10 3 焊接工艺试件评定 11-14 表2 焊接工艺评定报告
共 6 页第 3 页
工程(产品)名称 焊接工艺评定 评定报告编号 LBD/L-1608-016
委托单位 ××× 工艺指导书编号 GB50661-2011 项目负责人 ××× 依据标准 《建筑钢结构焊接技术规程》(JGJ81) 试样焊接单位 ××× 施焊日期 2016年 8 月 16日 焊 工 ××× 资格代号 ××× 级 别 中级 母材钢号 Q345B 规 格 14 供货状态 热轧 生产厂 安钢 化 学 成 分 和 力 学 性 能 C (%) Mn (%) Si (%) S (%) P (%) σs (Mpa) σ
b
(Mpa)
δ5 (%) ψ
(%) A
kv
(J)
标准 ≤0.20 ≤1.70 ≤0.50 ≤0.035 ≤0.035 ≥345 470-630 21 / ≥34
合格证 0.16 1.33 0.29 0.022 0.025 377 518 25.5 复验 385 559 27.5 碳 当 量 Ceq= 公 式 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/5 焊接材料 生产厂 牌号 类型 直径(mm) 烘干制度(℃×h) 备注 焊丝 天津金桥 JQ.MG70S-6 ER50-6 1.2
焊丝 自贡大西洋 CHW-S2 F4A2-H08MnA 4.0
焊剂或气体 天津金桥 JQ.SJ101 F4A2-H08MnA 10-60目 焊接方法 CO2气体保护焊、埋弧自动焊 焊接位置 平焊 接头形式 对接 焊接工艺参数 见焊接工艺评定指导书 清根工艺 碳弧气刨 焊接设备型号 NBC-500Ⅱa LHT 电源及极性 直流反接 预热温度(℃) / 层间温度(℃) / 后热温度(℃)及时间(min) / 焊后热处理 / 评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ81)规定,根据工程情况编制焊接工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为: 。焊接条件及工艺参数适用范围按本评定指导书执行。
评定 年 月 日 评定单位(签章): 年 月 日 审核 年 月 日
技术负责 年 月 日 表3 焊接工艺评定指导书
共 6 页第 4页
工程名称 指导书编号 GB50661-2011
母材钢号 Q345B 规格 14 供货状态 热轧 生产厂 安钢 焊接材料 生产厂 牌号 类型 烘干制度(℃×h) 备注 焊丝 自贡大西洋 CHW-S2 F4A2-H08MnA
焊丝 天津金桥 JQ.MG70S-6 ER50-6
焊剂或气体 天津金桥 JQ.SJ101 F4A2-
H08MnA
焊接方法 CO2气体保护焊、埋弧焊 焊接位置 平焊
焊接设备型号 NBC-500Ⅱa LHT 电源及极性 直流反接 预热温度(℃) / 层间温度(℃) / 后热温度(℃)及时间(min) / 焊后热处理 /
接头及坡口尺寸图
焊 接 顺 序 图
焊 接 工 艺 参 数
道次 焊接方法
焊条或焊丝 焊剂
或保护气 保护气流量(l/min) 电流(A) 电压(V) 焊接速度(cm/min) 热输入(kj/cm) 备注 牌号 φ
(mm) CO气保焊
JQ.MG70S-6 Ф1.2 CO 20-50 180-280 25-38 25-45 15-35
埋弧自动焊 CHW-S2 Ф4.0 450-
700 24-40 25-65 14-45
技术措施
焊前清理 坡口面及两边20mm范围内清洁干净,打磨出尽是光泽 层间清理 坡口面及两边20mm范围内清洁干净,打磨出尽是光泽
背面清根 用气刨清除根部焊接缺陷,并把焊缝两边20mm范围内打磨出金属光泽
其他: 编制 日期 年 月 日 审核 日期 年 月 日 表4 焊接工艺评定记录表
共 6页第 5页
工程名称 焊接工艺评定 指导书编号 GB50661-2011
焊接方法 CO2气体保护焊、埋弧自动焊 焊接位置 平焊 设备型号 NBC-500 电源及极性 直流反接
母材钢号 Q345B 类别 对接 生产厂 安钢
母材规格 14mm 供货状态 热轧
接头尺寸及施焊道次顺序
焊 接 材 料 焊丝 牌号 CHW-S2 类型 Ф4.0
生产厂 自贡大西洋 批号 16-
32002
焊丝 牌号 JQ.MG70S-6 规格(mm) Ф1.2
生产厂 天津金桥 批号 051955
26
焊剂或气体
牌号 JQ.SJ101 规格(mm)
10-60
目
生产厂 天津金桥
烘干温度(℃) 250 时间(min) 120
施 焊 工 艺 参 数 记 录 道次 焊接方法 焊条(丝)直径(mm) 保护气体流量(l/ min) 电流(A) 电压(V) 焊接速度(cm/min) 热输入(kj/cm) 备注 CO气保焊 Ф1.2 20-50 180-280 25-38 25-45 15-35
埋弧自动焊 Ф4.0 / 450-700 24-40 25-65 14-45
/ / / / / / / 施焊环境 室内/室外 环境温度(℃) 32 相对湿度 80% 预热温度(℃) / 层间温度(℃) / 后热温度(℃) / 时间(min) / 后热处理 / 技术措施
焊前清理 坡口面及两边20mm范围内清洁干净,打磨出尽是光泽 层间清理 坡口面及两边20mm范围内清洁干净,打磨出尽是光泽
背面清理 用气刨清除根部焊接缺陷,并把焊缝两边20mm范围内打磨出金属光泽
其他 反面气刨深度控制在4—6mm深 焊工姓名 ××× 资格代号 ××× 级别 中级 施焊日期 2016 年 8月 15 日
记录 日期 年 月 日 审核 日期 年 月 日
表5 焊接工艺评定检验结果
共 6 页第 6 页 非 破 坏 检 验
试验项目 合格标准 评定结果 报告编号 备注 外观 GB50205-2001 合格 LBD/L-1608-016 X光 /
超声波 GB11345-89 一级 磁粉
拉伸试验 报告编号 弯曲试验 报告编号 试样编号 σs(Mpa) σb(Mpa) 断口位置 评定结果 试样编号 试验类型 弯心直径D(mm) 弯曲角度α 评定结果
01 345 554 母材 合格 01 180 合格
02 345 552 母材 合格 01 180 合格
冲击试验 报告编号 LBD/L-1608-016 宏观金相 报告编号 试样编号 缺口位置 试验温度(℃) 冲击功Akv(J) 评定结果:合格
01 89 104 92 01 192 188 150 硬度试验 报告编号 评定结果:
其他检验:
检验 日期 年 月 日 审核 日期 年 月 日 表6 栓钉焊焊接工艺评定报告
共 6 页第 5 页 工程(产品)名称 评定报告编号
委托单位 工艺指导书编号 项目负责人 依据标准 试样焊接单位 施焊日期 焊工 资格代号 级别
施焊材料 牌号 规格 热处理或表面状态 备注
母材钢号 穿透焊板材 焊钉钢号 瓷环牌号 烘干制度(℃×h)
焊接方法 焊接位置 接头形式 焊接工艺参数 见焊接式艺评定指导书 焊接设备型号 电源及极性 备 注:
评定结论: 本评定按 规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为: 焊接条件及工艺参数适用范围按本评定指导规定执行 评定 年 月 日 检测评定单位: (签章) 年 月 日 审核 年 月 日
技术负责 年 月 日