焊接工艺评定报告记录模板
焊接工艺评定报告记录模板
焊接工艺评定报告记录模板————————————————————————————————作者:————————————————————————————————日期:焊接工艺评定焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101中石化工建设有限公司焊接工艺评定存档目录工艺评定编号:序号项目名称编号页数预焊接工艺规程(pWPS)1材料质量证明书23 焊接材料质量证明书无损探伤报告45 机械性能试验报告化学分析试验报告67 热处理报告焊接工艺评定报告89 以下空白101112131415备注档案管理:存档日期:中石化工建设有限公司预焊接工艺规程(pWPS)表号/装订号共页第页单位名称天津海盛石化建筑安装工程有限公司预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工焊接接头:坡口形式:V型坡口衬垫(材料及规格)Q235B其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm角接焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝--- 角焊缝---其他:同时适用返修焊和补焊填充金属:焊材类别:焊丝(GMAW)焊丝(SAW)焊材标准:GB/T8110-2008 JIS Z3351填充金属尺寸:φ1.2mm φ4.8mm焊材型号:ER50-6 YS-S6焊材牌号(金属材料代号):THT-50-6 US-36填充金属类别:Fe-1-1 FeMS1-1其他:/对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb 其他:/中石化工建设有限公司预焊接工艺规程(WPS)表号/装订号焊表共2页第1页焊接位置:焊缝的位置平焊立焊的焊接方向:(向上、向下)—角焊缝位置—立焊的焊接方向:—焊后热处理:保温温度(℃)—保温时间范围(h)—预热:最小预热温度(℃)—最大道间温度(℃)200 保持预热时间—加热方式—气体:气体种类混合比流量(L/min)保护气体CO210~15尾部保护气/ / /背部保护气/ / /电特性:电流种类直流极性反接焊接电流范围(A)GMAW:180~220 SAW:600~650 电弧电压(V)GMAW:18~22 SAW:32~36 焊接速度(范围)GMAW:钨极类型及直径喷嘴直径(mm)焊接电弧种类(喷射弧、短路弧)焊丝送进速度(cm/min)焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(mm/min)线能量(KJ/cm)牌号直径极性电流(A)技术措施:摆动焊或不摆动焊摆动参数焊前清理和层间清理背面清根方法单道焊或多道焊(每面)单丝焊或多丝焊导电嘴至工件距离(mm)锤击其他:编制:审核:批准:日期:日期:日期:中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页单位名称中石化工建设有限公司焊接工艺评定报告编号日期预焊接工艺规程编号焊接方法机动化程度(手工、机动、自动)接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)60°母材:材料标准材料代号类、组别号与类、别号相焊厚度其他焊后热处理:保温温度(℃)保温时间( h )保护气体:气体混合比流量(L/min)保护气体尾部保护气/ / /背部保护气/ / /填充金属:焊材类别焊材标准焊材型号焊接牌号焊材规格焊缝金属厚度其他/电特性:电流种类极性钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类/其他焊接位置:焊接位置方向:(向上、向下)角焊缝位置方向:(向上、向下)预热:预热温度(℃))道间温度(℃)其他技术措施:焊接速度(mm/min)摆动或不摆动摆动参数多焊道或单焊道(每面)多丝焊或单丝焊其他/中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页拉伸试验试验报告编号:试样编号试样宽度mm试样厚度mm最大载荷KN抗拉强度Kpa断裂部位和特征弯曲试验试验报告编号:试样编号试样类型试样厚度mm弯曲直径mm弯曲角度(°)试验结果冲击试验试验报告编号:试样编号试样尺寸夏比V型缺口位置试验温度℃冲击吸收功J侧向膨涨量mm备注中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页金相检验(角焊缝):根部(焊透、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)检验截面ⅠⅡⅢⅣⅤ焊脚差(mm)无损检验:RT UTMT PT其他耐蚀堆焊金属化学成分(重量,%)C Si Mn P S Cr Ni Mo V Ti Nb 化学成分测定表面至熔合线的距离(mm)附加说明:结论:本评定按NB/T47014-2011规定焊接试件、检验试样、测定性能,确认试验记录正确。
焊接工艺评定模板范文
焊接工艺评定模板范文全文共四篇示例,供读者参考第一篇示例:焊接工艺评定模板范文1. 模板编号:_____________4. 评定人员:_____________(包括评定员、监督员、记录员等)5. 评定项目:(1) 焊接方法:_____________(2) 焊接材料:_____________(3) 焊接位置:_____________(4) 焊接厚度:_____________(5) 焊接规范:_____________8. 评定结果:(1) 合格/不合格:_____________(2) 评定级别:_____________评定人员签名:__________ 日期:__________模板说明:1. 模板编号:每份焊接工艺评定模板需要有一个唯一的编号,便于管理和查阅。
2. 被评定单位名称:填写被评定单位的名称,确保评定对象清晰明确。
3. 评定日期:填写本次评定的日期,记录评定活动的时间点。
4. 评定人员:列出参与评定活动的人员姓名和职责,包括评定员、监督员、记录员等。
5. 评定项目:具体描述本次评定的焊接项目内容,包括焊接方法、焊接材料、焊接位置、焊接厚度、焊接规范等。
6. 评定标准:描述评定过程中所参照的评定标准,确保评定活动的客观性和公正性。
7. 评定过程:详细描述评定活动的整个过程,包括准备工作、焊接操作、检查验收等环节。
8. 评定结果:填写评定的结果,即该次焊接工艺的合格/不合格情况,同时可标注评定级别。
9. 评定意见:对评定结果进行简要的评价和总结,提出必要的建议和改进意见。
10. 备注:填写其他相关信息或需要特别说明的事项。
以上是关于焊接工艺评定模板的范文,希望对您有所帮助。
祝您工作顺利!第二篇示例:焊接工艺评定是指对参与焊接的工艺参数、焊接人员技术水平和焊接成果进行检测和评定的过程。
通过焊接工艺评定,可以确保焊接的质量和安全性,提高焊接工艺的可靠性和稳定性。
下面将分享一份关于焊接工艺评定模板范文,以供参考。
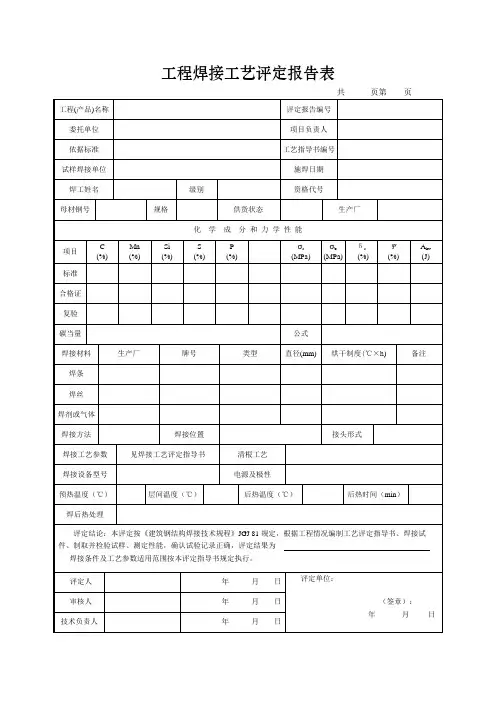
工程焊接工艺评定报告表
公式
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃×h)
备注
焊条
焊丝
焊剂或气体
焊接方法
焊接位置
接头形式
焊接工艺参数
见焊接工艺评定指导书
清根工艺
焊接设备型号
电源及极性
预热温度(℃)
层间温度(℃)
后热温度(℃)
后热时间(min)
焊后热处理
评定结论:本评定按《建筑钢结构焊接技术规程》JGJ 81规定,根据工程情况编制工艺评定指导书、焊接试
工程焊接工艺评定报告表
共页第页
工程(产品)名称
评定报告编号
委托单位
项目负责人
依据标准
工艺指导书编号
试样焊接单位
施焊日期
焊工姓名
级别
资格代号
母材钢号
规格
供货状态
生产厂
化学成分和力学性能项目CFra bibliotek(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
σs
(MPa)
σb
(MPa)
δs
(%)
Ψ
(%)
Akv
(J)
标准
合格证
复验
件、制取并检验试样、测定性能,确认试验记录正确,评定结果为
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定人
年月日
评定单位:
(签章):
年月日
审核人
年月日
技术负责人
年月日
gb50661焊接工艺评定报告模板
焊接工艺评定报告 共
评定报告编号 工艺指导书编号 依据标准 施焊日期 级别 供货状态 生产厂家 《钢结构焊接规范》 (GB50661)
页第
页
学 成 分 (%) 和 力 学 性 能 Cr Mo V Cu Ni B ReH(Rel) (N/mm2) Rm (N/mm2) A (%) Z (%) Akv (J)
焊接工艺评定记录表 共
指导书标号 设备型号 生产厂 轧制或 热处理状态 焊 牌号 接 材 料 类型 批号 时间(min) 型号 批号 规格(mm) 规格 (mm) 电源及极性
页第
页
型号
接 头 尺 寸 及 施 焊 道 次 顺 序
焊 条
生产厂 烘干温度 (℃)
焊 丝
ቤተ መጻሕፍቲ ባይዱ
牌号 生产厂 牌号 生产厂 烘干温度(℃)
年
月
日
表 C-3
工程名称 母材钢号 焊接材料 焊条 焊丝 焊剂或气体 焊接方法 焊接设备型 号 预热温度 (℃) 焊后处理 接 头 及 坡 口 尺 寸 图 道 次 焊接 方法 焊条或焊丝 牌号 Φ (㎜) 焊剂 或保 护气 道间温度 生产厂 规格 牌号
焊接工艺评定指导书 共
指导书编号 轧制或热处 理状态 类型 生产厂 烘干制度(℃×h) 备注
Mn
Si
S
P
Pcm(%) 直径 (mm)
C
Si Ni Cu Cr Ni Mo V 5B 30 20 60 15 5
备注
生产厂
牌 号
类型
烘干制度(℃×h)
接头形式 清根工艺 电源及极性 后热温度(℃)及时间(min)
评定结论:本评定按《建筑钢结构焊接技术规程》 (JGJ 81)规定,根据工程情况编制工艺评定指导书、焊接试件、 制取并检验试样、测定性能,确认试验记录正确,评定结果为: 。焊接条件及工艺参数范围按本评定 指导书执行。 评定 审核 技术负责 年 年 年 月 月 月 日 日 日 评定单位: (签章)
焊接工艺评定记录01-05(改)
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
焊接工艺评定报告样本
方法
规格 及极性 (A) (V)
直径 直径
n
m
H08A+HJ43
1 SAW
1
4.0mm 交流 580~600 36~38 45~47
H08A+HJ43
2 SAW
1
4.0mm 交流 600~620 36~38 45~47
H08A+HJ43
3 SAW
1
4.0mm 交流 600~620 36~38 45~47
Ⅰ—1
焊接材料
H08A+HJ431
材
厚度 直径
14mm
适用厚度围
母材 5mm~28mm
焊缝金属 不限~28mm
评定标准
JB4708—2000
目次
页次
1.焊接工艺评定指导书(任务书)……………………………………………………………( 2 ) 2.焊评施焊记录表 ……………………………………………………………………………( 3 ) 3.外观和无损检测记录表 ……………………………………………………………………( 4 ) 4.力学性能检验记录表 ………………………………………………………………………( 5 ) 5.硬度、金相、角焊缝、焊缝化学成分检验记录表…………………………………………( 6 )
250
27
接头 25 14 常温
460
270
26
弯曲试验
ψ 断裂特点 (%) 和部位
备注
试验标准号: GB/T228—1988
试样号
试样型式
试样厚度 a (mm)
1
面弯
14
2
面弯
14
3
背弯
14
4
背弯
焊接工艺评定报告样本
保护气体
熔敷金属厚度
操作技术要点及措施
种类
焊序
焊接
焊 接
电流 极
焊条
电流 电压 保护气体
AU
丝直
方法 设 种类 性
流量:升
层道
径
备
/min
焊接速度 mm/min
焊接 规范
环境温度:
相对湿度:
公司名称
共
页
焊接工艺评定报告
第
页
预热温度
焊后热处理温 度
焊前预热要 求
层间温度 预热方法
标记
编
号:
评定报告编号:
焊接工艺指导书
编制: 审核: 批准:
公司名称 年月日
公司名称
钢号
钢板厚度
母 材料标准 材
钢管外径、壁厚
材料标准
分类号 类 试件形式
种类 相焊
对接焊逢位置
角焊逢位置
焊接方法
焊逢熔敷金属厚度范 围
焊逢接点图及焊接顺序
焊接工
共
页
艺指导
第
页
书
焊条牌号
标准号 填 充 焊丝牌号、直径 金 属 标准号
与分类号
种
机械化程度
钨极牌号及 直径 保护气体
清根方式
操作技术要点及措施
公司名称
焊接工
共
页
艺指导
第
页
书
电电
焊焊电
保护气
焊接速度
焊序
焊条
流压
接 接 流极
体
丝直
A U mm/min
层
道
方 法
设 备
种性 径 类
流量:升 /min
焊接工艺评定报告范本
5G 向下 √
/
焊后热处理: 加热温度: 保温时间:
/ ℃ 升温速度: / / h 冷却方式: /
℃/min
预热: 最低的预热温度: 最高的层间温度: 保持预热时间: 加热方式:
气体:
/℃
气体种类 混合比
/ ℃ 保护气体:
/
/
/h
尾部保护气: /
/
/
背面保护气: /
/
流量(L/mim) / / /
电特性
16.8~18.95 10.7~12.5
直反 100~130 20~24
9~12
10.7~12.5
技术措施:
摆动焊或不摆动焊
摆动
摆动方式:
焊工自己掌握
喷嘴尺寸
/
焊前清理或层间清理:
1.焊前须将坡口两侧 20mm 范围内的油污、铁锈及其它杂质清除干净,直至露出金属光泽。
2.每焊完一道缝后,须彻底清除熔渣。
坡口角度:600±5° 组对间隙:2±1;
焊接位置 施焊技术
5G 氩电联焊
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%) 气体成分
精品文档
焊接工艺卡
共1页
焊接工艺程序
焊接工艺卡编号
HGK-12-01
1、焊机、焊材、母材确认
图号
2、坡口及组对间隙确认并进行焊前清理 3、焊接方法确认,SMAW 点固焊
精品文档
焊接工艺评定报告
评定单位: 无锡林亿机械制造有限公司
评定日期:
2015-03-28
.
精品文档
焊接工艺评定存档目录
焊接工艺评定文件资料编号
焊接工艺记录范文的焊接工艺评定报告
焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告单位名称:焊接工艺评定报告编号:容评焊接工艺指导书编号:焊接方法:机械化程度:接头简图:〔坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度〕TGTAW =┨,TSMAW =┨TSAW =┨母材:材料标准:钢号:类别名:与类别名:相焊厚度:δ=直径:φ×其他:焊后热处理:热处理温度〔℃〕:℃保温时间〔h〕: h保护气体:保护气体成分: Ar 混合比: 99.99% 气体流量〔L/min〕: L/min正面:反面: / 尾部: /填充金属:焊材标准:焊材牌号:焊材规格:φφ焊缝金属厚度:其他:电特性:电流种类:直流极性:焊接电流〔A〕:电弧电压〔V〕:钨极尺寸:铈钨极φ2.5其他: /焊接位置:对接焊缝位置:水平方向:向上、向下角焊缝位置: / 方向:向上、向下技术措施:焊接速度: cm/min摇摆或不摇摆:不摇摆摇摆参数: /每面单〔多〕道焊:单双面单多道焊单〔多〕丝焊:单丝焊其他: /预热:预热温度〔℃〕:≥ ℃层间温度〔℃〕:≤ ℃其他: /金相检验〔角焊缝〕:根部〔焊透、未焊透〕:焊缝〔熔合、未熔合〕:焊缝、热影响区〔有裂纹、无裂纹〕:检验截面Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ Ⅶ Ⅷ焊脚差〔mm〕无损检测:无损检测标准:检测种类:检测比例:合格级别:其他:耐蚀堆焊金属化学成分〔重量%〕:C Si Mn P S Cr Ni Mo V Ti Nb分析外表或取样开头外表至熔合线的距离〔mm〕:附加说明:结论:本评定按JB4708-2023 规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:合格焊工钢印日期第三方检验编制审核批准监检日期日期日期日期试验标准:JB4708-2023 拉伸试验试验报告编号:样号取样位置试样试验温度〔℃〕抗拉强度σb〔MPa〕伸长率δ〔%〕断裂载荷〔KN〕断裂特点和部位备注宽度厚度1焊缝 25 常温2焊缝 25 常温试验标准:JB4708-2023 弯曲试验试验报告编号:弯曲角样号试样型试试样厚度〔mm〕弯轴直径D= α〔mm〕〔°〕弯曲结果备注1 4α 180 合格2 4α 180 合格3 4α 180 合格4 4α 180 合格试验标准:JB4708-2023 冲击试验试验报告编号:样号试验温度〔℃〕试样缺口冲击吸取功AKV〔J〕侧膨胀值〔mm〕备注尺寸方向型式位置方向位置1 0℃ 10×10试样纵轴垂直于焊缝轴线 V 焊缝缺口轴线垂直于母材外表焊缝中心线2 0℃10×10 V3 0℃10×10 V4 0℃ 10×10 V 热影响区焊缝与母材熔合线5 0℃10×10 V6 0℃10×10 V工艺评定记录就依据你实际使用的母材,焊材,实际使用的参数等进展填写,还有疑问的话,可以把你自己填写的发上来,针对具体的给你建议焊工工艺评定,依据工件的材质、焊接材料和接头形式,参照标准查看已有的焊接工艺评定是否被掩盖,没有就要做。
焊接工艺评定报告记录(管道用)
焊接工艺评定报告记录(管道用)————————————————————————————————作者:————————————————————————————————日期:焊接工艺评定报告报告编号:PQR—014焊接方法手工钨极氩弧焊焊条电弧焊钢号T10461 T10461 类别、组别号Ⅰ、Ⅰ-1Ⅰ、Ⅰ-1焊接材料CHG-56(J50)CHE427厚度45mm 45mm 直径Φ219mm Φ219mm适用厚度范围母材焊缝金属组合焊:5 mm~200mm手钨氩弧焊: 5 mm~200mm焊条电弧焊: 5 mm~200mm组合焊:最小不限、最大200mm手钨氩弧焊: 最小不限、最大6mm焊条电弧焊: 最小不限、最大200mm适用焊接位置全位置评定标准JB4708—2000《钢制压力容器焊接工艺评定》编制:XXX审核:XXX批准:XXXXXX公司XXX分公司目录目次页次1、焊接工艺指导书WPS—014……………………………1~22、焊接工艺评定报告PQR—014…………………………3~53、焊接工艺评定施焊记录 (6)4、焊缝外观质量检查报告 (7)5、超声波探伤报告 (8)6、力学性能检验报告 (9)7、钢材质量证明书………………………………………10~168、焊条质量证明书………………………………………17~209、焊丝质量证明书 (21)焊接工艺指导书单位名称:XXX公司XXX分公司焊接工艺指导书编号:WPS—014日期:2011、2、12焊接工艺评定报告编号:PQR—014焊接方法:手工钨极氩弧焊——焊条电弧焊机械化程度手工(手工、半自动、自动)焊接接头:接头形式管—管对接坡口形式U形衬垫(材料及规格)无其它用机加工加工坡口简图:接头形式:对接;坡口形式:U形;坡口尺寸:P=0.5~1.0 mm;α=55~60°;b=2.5~3.2mm;h=0.5~3.0 mm;δ=45mm。
共焊10层,单道焊,采用单面焊双面成形技术焊接;先焊第1层(打底层),采用手工钨极氩弧焊;再焊第2、3、4、5、6、7、8、9层(中间层),采用焊条电弧焊;最后焊第10层(盖面层),采用焊条电弧焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定
焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101
中石化工建设有限公司
焊接工艺评定存档目录
工艺评定编号:
序号项目名称编号页数预焊接工艺规程(pWPS)
1
材料质量证明书
2
3 焊接材料质量证明书
无损探伤报告
4
5 机械性能试验报告
化学分析试验报告
6
7 热处理报告
焊接工艺评定报告
8
9 以下空白
10
11
12
13
14
15
备
注
档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS)
表号/装订号
共页第页
单位名称天津海盛石化建筑安装工程有限公司
预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工
焊接接头:
坡口形式:V型坡口
衬垫(材料及规格)Q235B
其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm
角接焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝--- 角焊缝---
其他:同时适用返修焊和补焊
填充金属:
焊材类别:焊丝(GMAW)焊丝(SAW)
焊材标准:GB/T8110-2008 JIS Z3351
填充金属尺寸:φ1.2mm φ4.8mm
焊材型号:ER50-6 YS-S6
焊材牌号(金属材料代号):THT-50-6 US-36
填充金属类别:Fe-1-1 FeMS1-1
其他:/
对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限
耐蚀堆焊金属化学成分(%)
C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
中石化工建设有限公司预焊接工艺规程(WPS)
表号/装订号焊表
共2页第1页
焊接位置:
焊缝的位置平焊
立焊的焊接方向:(向上、向下)—角焊缝位置—
立焊的焊接方向:—焊后热处理:
保温温度(℃)—保温时间范围(h)—
预热:
最小预热温度(℃)—最大道间温度(℃)200 保持预热时间—加热方式—气体:
气体种类混合比流量(L/min)保护气体CO210~15
尾部保护气/ / /
背部保护气/ / /
电特性:
电流种类直流极性反接
焊接电流范围(A)GMAW:180~220 SAW:600~650 电弧电压(V)GMAW:18~22 SAW:32~36 焊接速度(范围)GMAW:
钨极类型及直径喷嘴直径(mm)
焊接电弧种类(喷射弧、短路弧)焊丝送进速度(cm/min)
焊道/ 焊层焊接
方法
填充金属焊接电流电弧电压
(V)
焊接速度
(mm/min)
线能量
(KJ/cm)牌号直径极性电流(A)
技术措施:
摆动焊或不摆动焊摆动参数
焊前清理和层间清理背面清根方法
单道焊或多道焊(每面)单丝焊或多丝焊
导电嘴至工件距离(mm)锤击
其他:
编制:审核:批准:日期:日期:日期:
中石化工建设
有限公司
焊接工艺评定报告表号/装订号
共页第页
单位名称中石化工建设有限公司
焊接工艺评定报告编号日期预焊接工艺规程编号
焊接方法机动化程度(手工、机动、自动)
接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
60°
母材:
材料标准
材料代号
类、组别号与类、别号相
焊
厚度
其他
焊后热处理:
保温温度(℃)
保温时间( h )
保护气体:
气体混合比流量(L/min)
保护气体
尾部保护气/ / /
背部保护气/ / /
填充金属:
焊材类别
焊材标准
焊材型号
焊接牌号
焊材规格
焊缝金属厚度
其他/
电特性:
电流种类
极性
钨极尺寸
焊接电流(A)
电弧电压(V)
焊接电弧种类/
其他
焊接位置:
焊接位置方向:(向上、向下)
角焊缝位置方向:(向上、向下)
预热:
预热温度(℃))
道间温度(℃)
其他
技术措施:
焊接速度(mm/min)
摆动或不摆动
摆动参数
多焊道或单焊道(每面)
多丝焊或单丝焊
其他/
中石化工建设有限公司焊接工艺评定报告表号/装订号
共页第页
拉伸试验试验报告编号:
试样编号试样宽度
mm
试样厚度
mm
最大载荷
KN
抗拉强度
Kpa
断裂部位和特征
弯曲试验试验报告编号:
试样编号试样类型试样厚度
mm
弯曲直径
mm
弯曲角度
(°)
试验结果
冲击试验试验报告编号:
试样编号试样尺寸夏比V型
缺口位置
试验温度℃冲击吸收功J
侧向膨涨量
mm
备注
中石化工建设有限公司焊接工艺评定报告
表号/装订号
共页第页
金相检验(角焊缝):
根部(焊透、未焊透),焊缝(熔合、未熔合)
焊缝、热影响区(有裂纹、无裂纹)
检验截面
ⅠⅡⅢⅣⅤ
焊脚差(mm)
无损检验:
RT UT
MT PT
其他
耐蚀堆焊金属化学成分(重量,%)
C Si Mn P S Cr Ni Mo V Ti Nb 化学成分测定表面至熔合线的距离(mm)
附加说明:
结论:本评定按NB/T47014-2011规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结构
焊工
姓名
焊工代号施焊日期
编制:审核:批准:
日期:日期日期:
第三方检验。