焊接工艺评定记录PQR
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
(共3页第1页)
单位名称:上海勇群电子设备工程有限公司
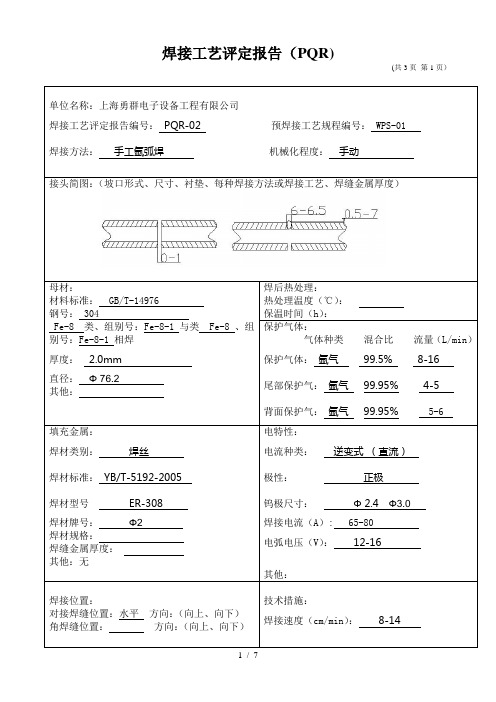
焊接工艺评定报告编号:PQR-02 预焊接工艺规程编号: WPS-01
焊接方法:手工氩弧焊机械化程度:手动
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准: GB/T-14976
钢号: 304
Fe-8 类、组别号:Fe-8-1 与类 Fe-8 、组
别号:Fe-8-1相焊
厚度: 2.0mm
直径:Φ 76.2
其他:
焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体种类混合比流量(L/min)
保护气体:氩气99.5% 8-16
尾部保护气:氩气99.95% 4-5
背面保护气:氩气99.95% 5-6
填充金属:
焊材类别:焊丝
焊材标准:YB/T-5192-2005
焊材型号ER-308
焊材牌号:Φ2
焊材规格:
焊缝金属厚度:
其他:无
电特性:
电流种类:逆变式(直流)
极性:正极
钨极尺寸:Φ 2.4 Φ3.0
焊接电流(A): 65-80
电弧电压(V):12-16
其他:
焊接位置:
对接焊缝位置:水平方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):8-14
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
(共3页第3页)
焊接工艺评定外观检查表
焊接工艺评定——施焊记录表。
焊接工艺评定报告PQR
No.
试样号
Notch Location
缺口位置
Specimen Size
试样尺寸
Test Temp.试验温度
Impact Values冲击值
Drop Weight Break (Y/N)落锤(断裂/不)
Ft.1bs
%Shear
Mils
Comments:
Fillet-Weld Test (QW-180)角焊缝试验
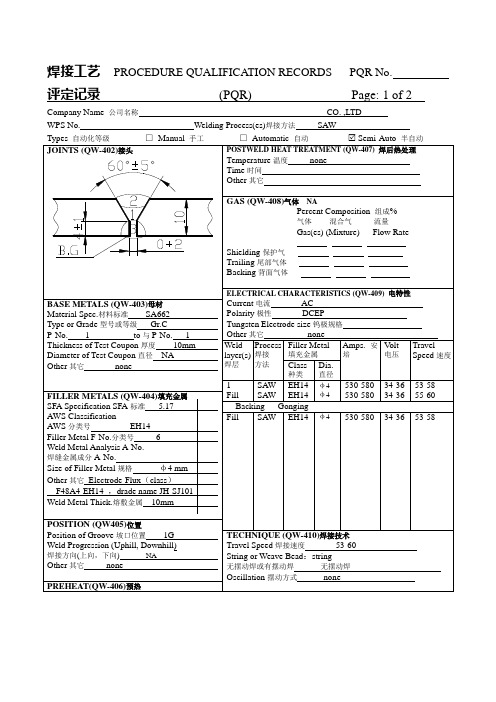
weldingprocesses焊接方法sawtypes自动化等级manual手工automatic自动?semiauto半自动jointsqw402接头postweldheattreatmentqw407焊后热处理temperature温度nonetime时间other其它gasqw408气体napercentcomposition组成气体混合气流量gasesmixtureflowrateshielding保护气trailing尾部气体backing背面气体electricalcharacteristicsqw409电特性current电流acpolarity极性dceptungstenelectrodesize钨极规格other其它nonebasemetalsqw403母材materialspec
Other其它none
TECHNIQUE (QW-410)焊接技术
Travel Speed焊接速度53-60
String or Weave Bead:string
无摆动焊或有摆动焊无摆动焊
Oscillation摆动方式none
Multiple orSinglePass(per side) one side single other side multiple pass
焊接工艺评定记录(pqr)
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
焊接工艺评定记录PQR

尺寸
正面
背面
焊脚高
板状焊后角变形°
咬边:深度长度
管状通球直径及成果
表面不容许缺陷(有/无)
宽度
高度
宽度
高度
无损检测
射线探伤(原则号、则号、成果)渗透探伤(原则号、成果)
其他
接头拉力试验:原则号汇报编号:
试样编号
试样
宽度(mm)
试样
厚度
(mm)
横截
面积
(mm2)
评估成果:(合格/不合格)
编制
审核
批准
监检
日期
日期
日期
日期
试样编号
试样尺寸
V型缺口位置
试验温度(℃)
冲击吸取功(J)
备注
角焊缝试验:
根部(焊透/未焊透)焊缝(熔合/未熔合)
焊缝、热影响区(有/无裂纹)检查成果(合格/不合格):
检查截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差
其他检查:
检查措施(原则、成果):
其他:
附加阐明:
焊工姓名焊工钢印焊接日期
合格证编号有效期
结论:
本评估按 规定焊接试件、检查试样、测定性能,确认试验记录对旳。
锤击
其他
预热:
预热温度
层间温度
其他
XX Form8-5/Rev. 0
工艺评估记录编号PQR No.:第2页共3页
电特性
钨极类型及规格
熔化极气体保护焊熔滴过渡形式(粗滴过渡、短路过渡、喷射过渡等)
其他:
焊道/焊层
焊接措施
填充金属
焊接电流
电弧电压
(V)
焊接速度
(m/s)
PQR焊接工艺评定报告

PQR焊接工艺评定报告一、报告目的本报告旨在对PQR焊接工艺进行评定,确保其符合相关的标准和规范要求,以确保焊接质量和焊接接头的牢固性。
二、报告内容1.质量评定:评定PQR焊接工艺的质量是否符合相关要求,并对其进行等级评定。
2.技术评定:评定PQR焊接工艺的技术可行性和适用性,确保其能够满足焊接过程中的需求。
3.工艺评定:评定PQR焊接工艺的工艺参数和工艺流程,确保其能够保证焊接质量和焊接接头的强度。
三、质量评定1.质量标准:根据《焊接接头质量评定标准》以及相关的国家和行业标准,对PQR焊接工艺的质量进行评定。
2.质量等级:根据评定结果,对PQR焊接工艺的质量进行等级评定,包括合格、优良、良好等等。
四、技术评定1.技术可行性:根据焊接材料、焊接位置、焊接条件等因素,评定PQR焊接工艺是否可行。
2.适用性评定:评定PQR焊接工艺是否适用于所需焊接材料和焊接接头的要求,确保焊接质量和焊接接头的牢固性。
五、工艺评定1.工艺参数评定:评定PQR焊接工艺的各项工艺参数,包括焊接电流、焊接电压、焊接速度等,确保其符合相关的标准和规范要求。
2.工艺流程评定:评定PQR焊接工艺的焊接流程,包括预热、焊接、后热处理等步骤,确保焊接过程中的各项操作得以正确执行。
六、评定结果及建议根据对PQR焊接工艺的质量、技术和工艺的评定结果,给出相应的评定等级和建议,包括改进措施、调整参数等,以提高焊接质量和焊接接头的强度。
七、总结通过对PQR焊接工艺的评定,可以对焊接过程中的各项工艺参数和工艺流程进行有效控制,确保焊接质量和焊接接头的牢固性。
同时,评定结果可以为改进焊接工艺提供参考,提高焊接质量和焊接接头的强度。
焊接工艺评定报告PQR115
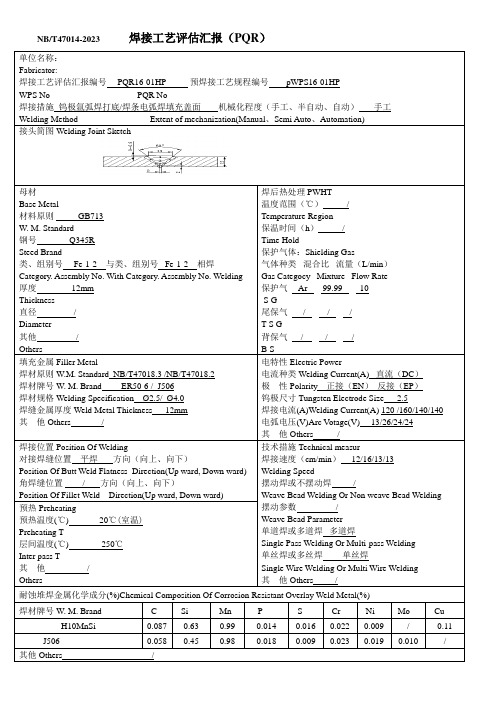
NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-01HP 预焊接工艺规程编号 pWPS16-01HPWPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊填充盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation)接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 /NB/T47018.2 焊材牌号W. M. Brand ER50-6 / J506焊材规格Welding Specification Ø2.5/ Ø4.0焊缝金属厚度Weld Metal Thickness 12mm其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)反接(EP)钨极尺寸Tungsten Electrode Size 2.5焊接电流(A)Welding Current(A) 120 /160/140/140 电弧电压(V)Arc Votage(V) 13/26/24/24其他Others /焊接位置Position Of Welding对接焊缝位置平焊方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置 / 方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12/16/13/13 Welding Speed摆动焊或不摆动焊 /Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 J506 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 / 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-02HP 预焊接工艺规程编号 pWPS16-02HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-03HP 预焊接工艺规程编号 pWPS16-03HP WPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713 、 GB24511W. M. Standard钢号 H12Cr24Ni13/A302Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H12Cr24Ni13/A302 焊材规格Welding Specification Ø2.0 /Ø3.2 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 110--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊+单道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 A302 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-04HP 预焊接工艺规程编号 pWPS16-04HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H10MnSi焊材规格Welding Specification Ø2.5焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-05HP 预焊接工艺规程编号 pWPS16-05HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB24511W. M. Standard钢号 20/ 06Cr19Ni10Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H12Cr24Ni13焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-06HP 预焊接工艺规程编号 pWPS16-06HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-07HP 预焊接工艺规程编号 pWPS16-07HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1 -2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-08HP 预焊接工艺规程编号 pWPS16-08HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-09HP 预焊接工艺规程编号 pWPS16-09HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948W. M. Standard钢号 20# /20#Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-10HP 预焊接工艺规程编号 pWPS16-10HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-11HP 预焊接工艺规程编号 pWPS16-11HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.4焊材牌号W. M. Brand H10Mn2焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 600--620 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10Mn2 0.082 0.045 1.65 0.009 0.009 0.023 0.006 / 0.115 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-12HP 预焊接工艺规程编号 pWPS16-12HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard JB/T47018.2 焊材牌号W. M. Brand H08Cr21Ni10Si 焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 400--420 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-13HP 预焊接工艺规程编号 pWPS16-13HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12-14Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-14HP 预焊接工艺规程编号 pWPS16-14HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 80--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 150℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-15HP 预焊接工艺规程编号 pWPS16-15HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713/ GB24511W. M. Standard钢号 Q345R /06Cr19Ni10Steed Brand类、组别号 Fe-1-2 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A302焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A302(∮3.2) 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 A302(∮4.0) 0.057 0.88 1.24 0.028 0.009 23.73 12.38 0.21 0.05 其他Others /。
ASME-焊接工艺评定记录 (PQR)

Groove Design of Test Coupon
母材BASE METALS
材料标准号Material Spec.EN10025
型号和等级Type or GradeST52-3 +ST52-3
P—NO.1与to P—NO.1相焊接
试件厚度Thickness of Test Coupon12mm
层间温度Inter pass Temp.220-280℃
其它Other
焊后热处理POST-WELD HEAT TREATMENT
温度TemperatureNone时间TimeNone
其它Other
气体GAS
百分组成Percent Composition
气体Gas(es)混合剂(Mixture)流量Flow rate
试件直径Diameter of Test CouponNA
其它Other
填充金属FILLER METALS
SFA NO.SpecialAWS NO.Special:ANSI/AWS A5.18:ER70S-6上海中钢焊材有限公司
F—NO.NAA—NO.NA
焊条(丝)直径Size of Filler Metalφ1.2mm
厚
Thickness
面积
Area
极限载荷
Ultimate Total Load
抗拉强度MPa
Ultimate Unit Stress
破坏性质及位置
Type of Failure & Location
PQR-07-L1
25
12
300
Ductile fracture, HAZ
PQR-07-L2
25
氩弧焊接工艺评定报告(pqr)

氩弧焊接工艺评定报告(pqr)
氩弧焊接工艺评定报告(PQR)是对氩弧焊接工艺进行评定和记
录的文件,用于验证焊接工艺的可靠性和适用性。
PQR报告通常包
括以下内容:
1. 焊接工艺规范,包括焊接材料、焊接方法、焊接电流、电压、气体流量等具体参数的规定。
2. 焊接试样信息,包括试样的材料规格、尺寸、准备方法等。
3. 焊接工艺记录,详细记录焊接过程中的各项参数、操作方法、焊接条件等。
4. 焊接试验结果,包括焊接试样的外观质量、焊缝形貌、尺寸
偏差、焊接强度、断裂模式等试验结果。
5. 焊接工艺评定结论,根据试验结果对焊接工艺的可行性和适
用性进行评定,包括焊接工艺的合格范围和限制条件。
PQR报告的编制需要严格按照相关标准和规范进行,以确保评
定结果的准确性和可靠性。
该报告对于焊接工艺的合格性和可靠性
具有重要意义,是焊接质量控制和管理的重要依据。
同时,PQR报
告也是进行焊接工艺资格认证的必要文件,对于确保焊接质量、提
高焊接工艺水平具有重要作用。
总的来说,PQR报告是对氩弧焊接工艺进行评定和记录的重要
文件,其内容涵盖了焊接工艺规范、试样信息、焊接工艺记录、试
验结果和评定结论等内容,对于焊接质量控制和管理具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宏观检查
熔透进母材:
是
否
Penetration into parent Metal: Yes No
Macro-Results
其它试验 Other Tests.
试验类型 Type of Test: Hardness Test: 熔敷金属成份
WM(HB): 216 215 217
HAZ(HB): 216 215 215
落锤试验 Drop Weight
功
剪切面 毫英寸 断裂(是/否)
J
%Shear Mils Break (Y/N)
31
NA
NA
NA
40
NA
NA
NA
29
NA
NA
NA
28
NA
NA
NA
ห้องสมุดไป่ตู้29
NA
NA
NA
30
NA
NA
NA
角焊缝试验 Fillet-Weld Test
NA
结果-合格:
是
否
Result-Satisfactory: Yes No
Deposit Analysis 其它 Other None 焊工姓名 Welder’s Name Ling Zhaoqing 试验执行者
工号 Clock No.
003 试验室试验号
钢印号 Stamp No. H08
Tests conducted by
Li Jianguo
Laboratory Test No.
极限总载荷 (KN)
Ultimate Total Load
极限单位应力 (Mpa) Ultimate
Unit Stress
556.26
323.19
581
549.55
313.25
570
断裂类型与位置 Type of Failure
& Location
Base Metal Weld Metal
导向弯曲试验 Guided- Bend Tests
温度
Temperature
700℃
时间
Time
70min
其它 Other
None
电特性
ELECTRICAL CHARACTERISTICS 电流
Current
DC
极性
Polarity 安培
GTAW: EN; SMAW: EP
Amps. GTAW:110A;
SMAW: φ 3.2: 140A; φ 5: 190A .
类型与图号 Type and Figure No.
结果 Result
Side Bend QW462.2
Acceptable
4 Specimens
焊接工艺评定记录
PQR08-059
Page 3 of 3
缺口韧性试验 Toughness Tests
试样号 Specimen
No.
缺口位置 Notch
Location
TN-002
兹证明本报告所述内容正确无误,并且试件的准备、焊接和试验是按照 ASME 规范第 IX 卷的要求进
行的。
We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirements of Section IX of the ASME Code.
焊接工艺评定记录
Page
PROCEDURE QUALIFICATION RECORD (PQR)
1 of 3
工艺评定记录号 Procedure Qualification Record No. PQR08-059 Date 日期 2008-05-20
焊接工艺说明书 WPS No. WPS08-059
8 - 12 L
Trailing
/
/
背面
Backing
Ar
4-6L
操作技术 TECHNIQUE 焊接速度
Travel Speed
9-18mm/min
直线或摆动焊道
String or Weave Bead
String Bead
摆动方式
Oscillation
NA
多道焊或单道焊
Multipass or Single Pass (per side) Multiple
单丝焊或多丝焊
Single or Multiple Electrodes Single
其它
Other
None
样号 Specimen
No.
T-01 T-02
宽度 Width (mm)
19.05 18.95
厚度 Thickness
(mm)
29.2 29.0
拉伸试验 Tensile Test
面积
Area (mm2)
伏特
Volts: GTAW: 18V; SMAW: 25V
钨极尺寸
Tungsten Electrode Size
φ3
其它
Other
None
PQR08-059
Page 2 of 3
气体 GAS 百分含量 Percent
Composition
气体
流量
Gas(es)
Flow Ratio
喷嘴
Shielding Ar 拖罩
GTAW
5.28 ER80S-B2
6 3 φ 2.5 None 5mm
Preheat Temp.
250℃
层间温度
Interpass Temp.
350℃
其它 Other
None
SMAW
5.5 E8015
4 3 φ 3.2, φ 5 None 24mm
焊接工艺评定记录
焊后热处理 POSTWELD HEAT TREATMENT
试样尺寸 Speciment Size
试验温度 Test Temp
A-1
W.M.
A-2
W.M.
A-3
W.M.
A-4
HAZ
A-5
HAZ
A-6
HAZ
10×10 10×10 10×10 10×10 10×10 10×10
-29℃ -29℃ -29℃ -29℃ -29℃ -29℃
冲击值 Impact Values
焊接方法
Weld Progression (Uphill,Downhill) NA
其它 Other
None
填充金属 FILLER METALS SFA 标准 SFA Specification AWS 分类 AWS Classification 填充金属号 Filler Metal F-No. 焊缝金属成份 Weld Metal Analysis A-No. 填充金属尺寸 Size of Filler Metal 其它 Other 焊缝金属厚度 Weld Metal Thickness 预热 PREHEAT 预热温度
weld metal thickness shall be recorded for each filler metal or process used.)
试件坡口设计 Groove Design of Test Coupon
基本金属
BASE METALS 材料标准
Material Spec. 类别或级别
A519
Type or Grade
4130
P-No. 3 to P-No. 3 试件厚度
Thickness of Test Coupon 29mm 试件直径
Diameter of Test Coupon NA
其它 Other
None
位置
POSITION
坡口位置
Position of Groove 1G
编制 Prepared by
Yu Ran
日期 Date
05-25
审核 Reviewed by
Liu Qingqing
日期 Date
05-25
批准 Approved by
Liu Xun
日期 Date
05-25
焊接方法 Welding Process(es)
GTAW+SMAW
操作类型 Types (Manual, Automatic, Semi-Auto.)
Manual
接头 JOINTS (对于组合评定,应记录每种填充金属或
焊接工艺的熔敷焊缝金属的厚度) (For combination qualifications,the deposited