铁水脱硫剂种类
常用脱硫剂种类及其反应特点,脱硫生产指标,KR法脱硫的生产工艺流程和脱硫的基本操作
常用脱硫剂种类及其反应特点,脱硫生产指标,KR法脱硫的生产工艺流程和脱硫的基本操作铁水预处理,炼钢生产中主要是指铁水在进入转炉之前的脱硫处理。
广义的铁水预处理是指包括对铁水脱硫、脱硅、脱磷的三脱处理,另外还有特殊铁水的预处理,如含V铁水的提V等。
铁水脱硫是二十世纪70年代发展起来的铁水处理工艺技术,它已成为现代钢铁企业优化工艺流程的重要组成部分。
铁水脱硫的主要优点如下:1.铁水中含有大量的硅、碳和锰等还原性的元素,在使用各种脱硫剂时,脱硫剂的烧损少,利用率高,有利于脱硫。
2.铁水中的碳、硅能大大提高铁水中硫的活度系数,改善脱硫的热力学条件,使硫较易脱致较低的水平。
3.铁水中含氧量较低,提高渣铁中硫的分配系数,有利于脱硫。
4.铁水处理温度低,使耐火材料及处理装置的寿命比较高。
5.铁水脱硫的费用低,如在高炉、转炉、炉外精炼装置中脱除一公斤硫,其费用分别是铁水脱硫的2.6、16.9和6.1倍。
6.铁水炉外脱硫的过程中铁水成份的变化,比炼钢或钢水炉外处理过程中钢水成份的变化对最终的钢种成份影响小。
采用铁水脱硫,不仅可以减轻高炉负担,降低焦比,减少渣量和提高生产率,也使转炉也不必为脱硫而采取大渣量高碱度操作,因为在转炉高氧化性炉渣条件下脱硫是相当困难的。
因此铁水脱硫已成为现代钢铁工业优化工艺流程的重要手段,是提高钢质量、扩大品种的主要措施。
早期的铁水脱硫方法有很多种:如将脱硫剂直接加在铁水罐罐底,靠出铁铁流的冲击形成混合而脱硫的铺撒法。
也有将脱硫剂加入装有铁水的铁水罐中,然后将铁水罐偏心旋转或正向反向交换旋转的摇包法。
之后逐步发展至今天采用的KR搅拌法及喷枪插入铁水中的喷吹法。
第二节常用脱硫剂及脱硫指标一、常用脱硫剂经过长期的生产实践,目前选用作为铁水脱硫剂的主要是Ca、Mg、Na等元素的单质或化合物,常用的脱硫剂主要有:Ca系:电石粉(CaC2)、石灰(CaO)、石灰石(CaCO3)等Mg系:金属Mg粉Na系:苏打(Na2CO3)二、常用脱硫剂反应特点1.电石粉碳化钙脱硫反应为用CaC2脱硫有如下特点:1)在高碳系铁水中,CaC2分解出的Ca离子与铁水中的硫有极强的亲和力。
不同脱硫剂与铁水脱硫工艺的分析和比较
处理合称为铁水脱硫工艺。本文着重分析如何选择脱 件, 克服了 CaO 粉来不及反应就上浮到渣中缺点, 提
硫剂及其加入方式, 使天津钢铁有限公司采用既经济 高了脱硫效率, CaO 粉单耗可达 4kg/tFe, 大幅度减少
又合理的脱硫工艺。
了 新 生 渣 量 和 铁 水 温 降 , 铁 水 脱 硫 深 度 可 达 [S]
炼 铸 造 工 艺 生 产 坯 料 , 再 经 热 轧 、冷 轧 的 工 艺 流 程 进 2 钢种成分
行生产。表面带有深振痕、皮下夹杂等缺陷的铸坯, 如
表 1 是 304 型不锈钢典型钢种成分。
不 能 在 热 轧 氧 化 、酸 洗 失 重 等 过 程 完 全 消 除 掉 , 则 铸
表 1 304 系不锈钢典型钢种成分
品表面质量精美等因素, 被广泛应用于制品、家电、装 铸 坯 振 痕 深 度 状 况 , 分 析 了 振 痕 深 度 影 响 因 素 , 并 提
饰、水利、化工等行业, 是应用最广泛的不锈钢钢种。
出工艺控制措施, 降低振痕深度到 0.33 μm 以下, 达到
18- 8 型不锈钢产品规模化生产 一 般 采 用 连 续 冶 铸坯无修磨轧制要求。
2 铁水脱硫剂
0.005%。但是, 这种脱硫方法设备投资大、设备维护量
目前国内铁水脱硫采用的脱硫剂主要有三种: 石 大、设备维护费用高。
灰粉、镁颗粒与石灰粉混合物、镁颗粒。
基于上述分析 CaO 粉脱硫法存在以下缺点:
2.1 石灰粉及其加入方式对铁水脱硫的影响
① 粉剂消耗大, 一般粉剂消耗大于 6 kg/t;
就 是 用 氮 气 作 载 气 通 过 喷 枪 插 入 铁 水 包 底 部 将 ④ 铁水温降大, ( 20 ℃以上) 当废钢比较便宜时, 转
转炉炼钢500问解答

铁水预处理41、什么是铁水预处理?(铁水预处理包含的主要内容是什么?)铁水预处理指铁水进入炼钢炉之前所进行的某种处理,普通铁水预处理有单一脱硫、脱硅、脱磷和同时脱硅、脱磷、脱硫等。
42、铁水预脱硫有哪些方法?机械搅拌法(KR法)、喷吹法43、铁水预处理常用的脱硫剂有哪几种?电石粉(CaC2)、石灰石粉(CaO)、金属镁(Mg)、镁基复合脱硫剂(Mg/CaO、Mg/ CaC2)、苏打粉(Na₂CO₃)44、KR铁水脱硫的工艺特点是什么?(KR铁水脱硫的原理和工艺流程是什么?)将搅拌器浸入铁水罐内旋转搅动铁水,使铁水产生漩涡,同时加入脱硫剂使其卷入铁水内部进行充分反应,从而达到铁水脱硫的目的。
45、铁水采用的喷吹脱硫有哪些优缺点?优点:操作灵活,喷吹时间短,铁水温降小、成本低。
缺点:动力学条件差、脱硫率低。
扒渣不易干净46、KR法搅拌器的材质是什么?搅拌头磨损的原因?搅拌器芯为金属材料铸造而成,工作衬为耐火浇注料整体浇注成型。
搅拌器则需承受高温铁水、熔渣的冲刷、侵蚀与间歇式工作的急冷急热等恶劣的物理与化学作用,强化了搅拌器使用过程中的破损过程。
47、KR铁水脱硫工艺为什么要前扒渣和后扒渣?后扒渣:经过脱硫处理后的铁水,须将浮于铁水表面上的脱硫渣除去,以免炼钢时造成回硫。
前扒渣:渣子过多,后扒渣难以扒净48、铁水预脱硅的目的是什么?处理方法有哪些?(1)减少转炉石灰用量,减少渣量和铁损。
(2)减少脱磷剂用量,提高脱磷脱硫效果。
(1)出铁沟脱硅:喷射脱硅法(2)出铁厂脱硅:自然投入法、顶吹法;(3)铁水罐或混铁车脱硅49、铁水预脱磷的目的是什么?铁水预脱磷的工艺方法有哪些?为了使铁水中的磷有效的去除,降低转炉炼钢生产成本,实现少渣炼钢。
喷吹法、顶加溶剂机械搅拌法(KR)、顶加溶剂吹氮搅拌法50、目前沙钢铁水预处理的基本情况如何?我们所在的宏发炼钢厂有两个车间,而我们组实习的车间有3套180吨铁水包KR脱硫站,另一个车间则有3套180吨铁水包顶喷颗粒镁脱硫站。
三脱讲座
因而可以做到:
不需要预先脱硅; 较高废钢比(8~10%); 较低炉渣碱度(1.5~2); 处理后铁水温度高(1350℃).
31
不同预处理工艺脱磷比较
脱磷工艺 常规“三脱” 转炉 De-P 炉渣碱度 4~8 1.5~2
容器自 由空间 小 大
(T.Fe) 2~5% 7~18%
炉气 处理 简单 OG
脱硅处理 必需 不需要
45
JFE西日本製鉄所福山厂
1999年开始对第三炼钢厂全量铁水采用转炉脱磷预处理; 脱磷转炉:
吹炼时间:10min,冶炼周期:27min; 废钢比:7~10%; 氧气流量:30000Nm3/h,底吹气体:3000Nm3/h; 石灰消耗:10~15kg/t, 终点:[P]平均0.010%,温度1330℃。
1. 2. 3.
低磷钢种很少,是否有必要对全量铁水采用该项技术? 日本是否已普遍采用该项工艺技术? 是否会增加成本?
33
住友金属1990年研究报告
松尾亨,鉄と鋼,76(1990),1809
34
日本钢铁界的观点
1. 2. 3. 4.
第7届中日钢铁学术会议,1995年,海口 第8回日本 中国鉄鋼学術会議,1998年,千葉 第9届中日钢铁学术会议,2001年,西安 第10回日本 中国鉄鋼学術会議,2004年,千葉
一炼钢厂99%铁水 转炉脱磷预处理
住友金属鹿岛制铁所
43
鹿岛制铁所
脱磷转炉:
吹炼时间:8 min,冶炼周 期:22 min; 废钢比:10%,只加轻废钢 (最长1.8m); 出铁温度:1350℃,[C]: 3.8%; 渣量:40kg/t。
脱碳转炉:
吹炼时间:14 min,冶炼周 期:30min; 锰矿用量:15kg/t,Mn回 收率:30~40%; 转炉渣量:20kg/t,以干渣 方式回收。
铁水脱硫
铁水脱硫常用的脱硫剂及特点发布时间:2009-11-06 13:59:50生产中,常用的脱硫剂有苏打灰(Na2C03)、石灰粉(CaO)、电石粉(CaC2)和金属镁等。
以上脱硫剂可以单独使用,也可以几种配合使用。
(1)苏打灰。
其主要成分为Na2C03,铁水中加入苏打灰后,与硫作用发生以下3个化学反应:Na2C03(1)+[S]+2[C]=Na2S(1)+3{CO}Na2C03(1)+[S]十[Si]=Na2S(1)+SiO2(S)+{CO}Na20(1)+[S]=Na2S(1)+[O]用苏打灰脱硫,工艺和设备简单,其缺点是脱硫过程中产生的渣会腐蚀处理罐的内衬,产生的烟尘污染环境,对人有害。
目前很少使用。
(2)石灰粉。
其主要成分为CaO,用石灰粉脱硫的反应式如下:2CaO(S)+[S]+(1/2)[Si]=(CaS)(S)+(1/2)(Ca2Si04)石灰价格便宜、使用安全,但在石灰粉颗粒表面易形成2CaO·Si02致密层,限制了脱硫反应进行,因此,石灰耗用量大,致使生成的渣量大和铁损大,铁水温降也较多。
另外,石灰还有易吸潮变质的缺点。
(3)电石粉。
其主要成分为CaC2,电石粉脱硫的反应式如下:CaC2+[S]=(CaS)(S)+2[C]用电石粉脱硫,铁水温度高时脱硫效率高,铁水温度低于1300℃时脱硫效率很低。
另外,处理后的渣量大,且渣中含有未反应尽的电石颗粒,遇水易产生乙炔(C2H2)气体,故对脱硫渣的处理要求严格。
在脱硫过程中也容易析出石墨碳污染环境。
电石粉易吸潮生成乙炔(乙炔是可燃气体且易发生爆炸),故电石粉需要以惰性气体密封保存和运输。
(4)金属镁。
镁喷入铁水后发生如下反应:Mg+[S]=MgS(S)镁在铁水的温度下与硫有极强的亲和力,特别是在低温下镁脱硫效率极高,脱硫过程可预测,硫含量可控制在0.001%的精度。
这是其他脱硫剂所不能比拟的。
金属镁活性很高,极易氧化,是易燃易爆品,镁粒必须经表面钝化处理后才能安全地运输、储存和使用。
铁水用不同方法脱硫效果的比较
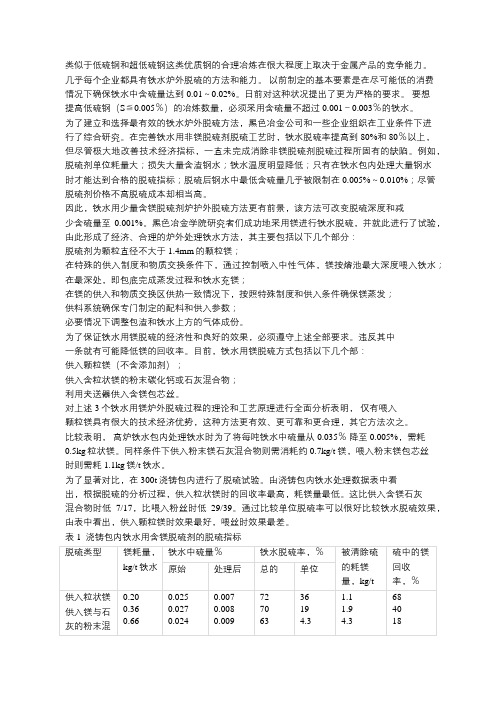
类似于低硫钢和超低硫钢这类优质钢的合理冶炼在很大程度上取决于金属产品的竞争能力。
几乎每个企业都具有铁水炉外脱硫的方法和能力。
以前制定的基本要素是在尽可能低的消费情况下确保铁水中含硫量达到 0.01~0.02%。
日前对这种状况提出了更为严格的要求。
要想提高低硫钢(S≦0.005%)的冶炼数量,必须采用含硫量不超过0.001-0.003%的铁水。
为了建立和选择最有效的铁水炉外脱硫方法,黑色冶金公司和一些企业组织在工业条件下进行了综合研究。
在完善铁水用非镁脱硫剂脱硫工艺时,铁水脱硫率提高到80%和80%以上,但尽管极大地改善技术经济指标,一直未完成消除非镁脱硫剂脱硫过程所固有的缺陷。
例如,脱硫剂单位耗量大;损失大量含渣钢水;铁水温度明显降低;只有在铁水包内处理大量钢水时才能达到合格的脱硫指标;脱硫后钢水中最低含硫量几乎被限制在0.005%~0.010%;尽管脱硫剂价格不高脱硫成本却相当高。
因此,铁水用少量含镁脱硫剂炉护外脱硫方法更有前景,该方法可改变脱硫深度和减少含硫量至0.001%。
黑色冶金学院研究者们成功地采用镁进行铁水脱硫,并就此进行了试验,由此形成了经济、合理的炉外处理铁水方法,其主要包括以下几个部分:脱硫剂为颗粒直径不大于1.4mm的颗粒镁;在特殊的供入制度和物质交换条件下,通过控制喷入中性气体,镁按熔池最大深度喂入铁水;在最深处,即包底完成蒸发过程和铁水充镁;在镁的供入和物质交换区供热一致情况下,按照特殊制度和供入条件确保镁蒸发;供料系统确保专门制定的配料和供入参数;必要情况下调整包渣和铁水上方的气体成份。
为了保证铁水用镁脱硫的经济性和良好的效果,必须遵守上述全部要求。
违反其中一条就有可能降低镁的回收率。
目前,铁水用镁脱硫方式包括以下几个部:供入颗粒镁(不含添加剂);供入含粒状镁的粉末碳化钙或石灰混合物;利用夹送器供入含镁包芯丝。
对上述3个铁水用镁炉外脱硫过程的理论和工艺原理进行全面分析表明,仅有喂入颗粒镁具有很大的技术经济优势,这种方法更有效、更可靠和更合理,其它方法次之。
铁水脱硫剂

铁水脱硫剂铁水脱硫剂(desulphurizer for hot metal)能与铁水中的硫生成不溶解或低溶解于铁的硫化物,从而降低铁水硫含量的物料。
种类铁水脱硫剂分为石灰系、碳化钙系、苏打系、镁系等4类。
其他一些物质,如稀土元素铈,它与硫有较强的亲和力,但比镁的脱硫能力低,成本高,因此不宜用来处理大量铁水;食盐和碳酸锰矿混合物也可脱硫,但脱硫时挥发出大量褐色烟状盐蒸气和氯气,严重污染环境,故未能广泛应用。
石灰系是来源广泛、价格低廉的有效脱硫剂。
包括石灰,石灰石以及以石灰为主要组分的混合物。
石灰的主要化学成分是CaO,优质石灰的CaO含量可高于95%。
铁水脱硫所用石灰一般为粉状,称为石灰粉剂。
至20世纪80年代末,尚无该粉剂成分、粒度分布和性能的统一技术标准,但从冶金反应和输送角度考虑,一般采用的石灰粉剂CaO>85%,S<0.15%,H2O<0.5%;其他杂质如SiO2、Fe2O3、MgO等尽量低,以提高有效CaO 含量。
石灰粉含水量是个重要参数。
含水高的石灰粉易粘在输送管壁或堵塞喷粉罐的喉口,影响输送或脱硫处理的正常进行。
作为铁水脱硫用的石灰粉要求粒级0.3~1.0mm的约占80%。
以上粒度分布也可根据具体情况适当调整。
石灰颗粒过细会影响输送性能,增加喷吹法脱硫时的损耗。
颗粒太大则会降低脱硫速度。
在使用中希望石灰粉的活性高。
由于石灰粉有非常强的吸水性,因此它的加工和贮存都需注意防潮,使用前还需烘烤。
为提高石灰粉的脱硫效果,往往在其中加入一些助熔剂如萤石、冰晶石等或和其他脱硫剂配成石灰系脱硫粉剂。
若在石灰粉中加入一定量(如石灰粉的2%左右)的强还原性元素如铝、镁等,脱硫速度和脱硫率都有明显的提高。
这种由两种或两种以上的物料组成的脱硫剂称为复合脱硫剂(或合成渣)。
石灰石的主要化学成分为CaCO3,在声p CO2=0.1MPa时的分解温度约为896℃,分解产物为CaO和CO2,因此可代替石灰作脱硫剂。
氧化铁脱硫
氧化铁脱硫剂基本简介:氧化铁脱硫剂是一种以活性氧化铁(Fe2O3)的水合物为主要脱硫成份的一种脱硫剂。
常温下,氧化铁(Fe2O3)分为α—水合物和γ水合物,两种水合物都具有脱硫作用。
非水合物的氧化铁常温下不具有脱硫作用。
氧化铁脱硫剂分类如下:根据原料不同大致分为以下几种:一、采用纯的水合氧化铁加上成型剂及造孔剂而成的脱硫剂。
此种氧化铁脱硫剂所采用的是纯的水合氧化铁,而纯的水合氧化铁的生产工艺极其复杂和繁琐,因此,此法生产的脱硫剂水合氧化铁含量高,成本也较高,目前全国使用此方法生产脱硫剂的厂家并不多。
(如湖北化学研究所的T703、翔豫化工的XYF-2型、宇新活性炭厂的宇新2号就是采用此法生产的。
)二、采用硫酸亚铁与碱性物质加上成型剂及造孔剂而制成的脱硫剂。
此种方法生产的脱硫剂由于原材料价格低廉,目前运用此法生产脱硫剂的厂家较多,但是水合氧化铁的含量较低。
三、采用天然铁矿为原料而制成的脱硫剂。
此种方法生产的脱硫剂,由于受原材料产地限制,目前在山西的厂家以此法生产的较多。
根据形状不同可分为:粉状和圆柱状。
氧化铁脱硫剂的用途特点如下:氧化铁脱硫剂因其硫容大、价格低、可在常温下空气再生等特点在近几年迅速推广,更主要的原因是可以在无氧条件下脱硫气源中的H2S(活性炭无氧条件下不脱硫),经过近几年的改进,使氧化铁的耐水强度、脱硫精度得到了很大的提高,适应了大多数工业的脱硫工程。
氧化铁脱硫剂主要应用在高硫化氢的气源环境下、无氧或氧含量低的环境中。
如沼气、煤气、水煤气、焦化气的硫化氢脱除。
恒宇牌氧化铁脱硫剂产品介绍:FBF—新型常温【氧化铁脱硫剂】是以氧化铁为主要活性组分,添加多种不同促进剂加工成型的褐黄色柱状高效常温【脱硫剂】。
【氧化铁脱硫剂】具有容量大净化度高、强度高、遇水不泥化、使用上具有设备简单、操作方便、易再生等特点即使在无氧无氨等苛刻条件下也能高精度脱除硫化氢。
同时对有机硫、氧、氰也有一定的脱除效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁水脱硫剂种类铁水脱硫剂(desulphurizer for hot metal) :能与铁水中的硫生成不溶解或低溶解于铁的硫化物,从而降低铁水硫含量的物料。
种类。
铁水脱硫剂分为石灰系、碳化钙系、苏打系、镁系等4类。
其他一些物质,如稀土元素铈,它与硫有较强的亲和力,但比镁的脱硫能力低,成本高,因此不宜用来处理大量铁水;食盐和碳酸锰矿混合物也可脱硫,但脱硫时挥发出大量褐色烟状盐蒸气和氯气,严重污染环境,故未能广泛应用。
石灰系。
是来源广泛、价格低廉的有效脱硫剂。
包括石灰,石灰石以及以石灰为主要组分的混合物。
石灰的主要化学成分是CaO,优质石灰的CaO含量可高于95%。
铁水脱硫所用石灰一般为粉状,称为石灰粉剂。
至20世纪80年代末,尚无该粉剂成分、粒度分布和性能的统一技术标准,但从冶金反应和输送角度考虑,一般采用的石灰粉剂CaO>85%,S<0.15%,H2O<0.5%;其他杂质如SiO2 、Fe2O3 、MgO等尽量低,以提高有效CaO含量。
石灰粉含水量是个重要参数。
含水高的石灰粉易粘在输送管壁或堵塞喷粉罐的喉口,影响输送或脱硫处理的正常进行。
作为铁水脱硫用的石灰粉要求粒级0.3~1.0mm的约占80%。
以上粒度分布也可根据具体情况适当调整。
石灰颗粒过细会影响输送性能,增加喷吹法脱硫时的损耗。
颗粒太大则会降低脱硫速度。
在使用中希望石灰粉的活性高。
由于石灰粉有非常强的吸水性,因此它的加工和贮存都需注意防潮,使用前还需烘烤。
为提高石灰粉的脱硫效果,往往在其中加入一些助熔剂如萤石、冰晶石等或和其他脱硫剂配成石灰系脱硫粉剂。
若在石灰粉中加入一定量(如石灰粉的2%左右)的强还原性元素如铝、镁等,脱硫速度和脱硫率都有明显的提高。
这种由两种或两种以上的物料组成的脱硫剂称为复合脱硫剂(或合成渣)。
石灰石的主要化学成分为CaCO3,在声pCO2=0.1MPa时的分解温度约为896℃,分解产物为CaO和CO2,因此可代替石灰作脱硫剂。
由于热分解时石灰石的崩裂,加入铁水的石灰石颗粒形成很多细小而活性大的石灰颗粒,具有很好的脱硫能力;同时,放出的CO2起到搅拌熔池的作用,改善传质条件,加快脱硫速度。
但CO2为弱氧化性气体,故石灰石用作脱硫剂时一般都配有一定量的炭素,以保证脱硫时的还原气氛。
石灰石分解是强烈吸热反应,因此很少单独使用。
用石灰或石灰基(系)粉剂进行铁水脱硫,效果与加入的脱硫剂量与脱硫方法、铁水硫含量以及铁水温度等因素有关。
如在120t铁水包中用空气喷吹含80%~85%CaO的石灰粉,吨铁石灰耗量为7.8kg,平均脱硫率为42%~50%,处理后铁水含硫量为0.02%~0.03%;用天然气在165~200t:铁水罐中喷吹石灰粉的消耗量为7.5~10kg/t、硫从0.05%~0.07%降到0.02%;回转炉内石灰粉消耗量为10~20kg/t时,脱硫率可达90%以上;KR法用90%CaO,10%萤石粉可得到92%以上的脱硫率,处理后铁水含硫量≤0.002%,脱硫剂消耗量为8.5kg/t。
用石灰粉脱硫,处理前后铁水温降约为25~50℃。
石灰或石灰系(基)粉剂脱硫剂虽有消耗量较高、处理过程中温降较大的缺点,但因它的价格低廉,达到同样的脱硫效果,其所需成本仅为苏打的约1/5(按1990年中国市场价格计算),因此在中国得到广泛的应用。
80年代后期,日本也逐渐用它代替碳化钙和苏打系脱硫剂进行铁水脱硫。
碳化钙系高效脱硫剂。
其脱硫能力和速度都高于石灰和苏打系,适用于快速处理大量铁水,且能获得极低含硫量的生铁,是早期的铁水预处理用脱硫剂之一,包括碳化钙和氰氨化钙以及以碳化钙为主要组分的碳化钙系混合物。
碳化钙又称做电石,化学式为CaC2。
工业碳化钙是在电炉中生产的。
用于脱硫的CaC2为粉状,极易和潮湿空气作用生成乙炔,有爆炸危险。
为使用安全起见,需充分干燥,密封贮存。
CaC2的消耗量与脱硫方法有关。
生产表明:用空气喷吹时,铁水硫含量从0.05%降至0.02%,每吨铁水需CaC24.5kg;用氮气或天然气喷吹,消耗量可降至1.6kg/t;采用机械搅拌法,CaC2消耗量为2~5kg/t,铁水硫含量可降到0.002%,脱硫率高于90%(此消耗量约为石灰的1/2)。
用碳化钙脱硫,烟尘少,温降小(约8~20℃)这也优于石灰和苏打。
但是CaC2的利用率仅50%,而价格却分别为苏打、石灰的几倍甚至几十倍,因此提高利用率是降低CaC2脱硫成本的重要途径。
将它与CaCO3,Ca(OH)2及硬硼钙石(2CaO•3B2O3•5H2O)等混合使用,或加入氰氨化钙,均可起到改善脱硫效果、降低消耗的作用。
氰氨化钙也称氨基石灰,化学式为CaCN2,是碳化钙和氮气在1100℃下加热得到的工业产品。
使用这种脱硫剂比碳化钙安全,并可提高它的利用率。
一种称为CaD的铁水脱硫剂就是60%碳化钙和40%氰氨化钙的细磨加工混合物,耗量可比碳化钙、石灰石与炭混合成的脱硫剂减少13%。
也可将CaCN2和CaCO3联合使用。
采用70%CaCN2 、30%CaCO3混合喷吹脱硫,在加入量为13~25kg /t铁水时,可得到含硫量0.002%~0.003%的铁水,脱硫率90%。
苏打系。
脱硫能力比石灰强,50~60年代得到普遍应用。
包括苏打以及以苏打为主要组分的苏打系混合物。
苏打的化学式为Na2CO3,是工业碳酸钠,含Na2CO3高于90%。
一些含Na2CO3高的天然碱也可归于此类。
例如中国内蒙古的天然碱,含Na2CO380%左右,去除水分后,Na2CO3含量可达90%,它们用作脱硫剂时,不需经过特殊处理,只需烘干即可使用。
苏打作脱硫剂,早在20世纪30年代就有详细报道。
它的脱硫产物在低氧位时为Na2S,高氧位时为Na2SO4 。
用铁水质量1%的苏打可使含硫为0.131%的铁水硫含量586降至0.035%,脱硫率达73%。
用机械搅拌法脱硫时,苏打加入量为6~8kg/t,脱硫率可达90%。
苏打脱硫的铁损因脱硫方法而异,如1250℃用喷吹法脱硫时约需8~12kg/t。
Na2CO3的沸点为1387℃,有试验证明,它在1400℃,pCO =0.1MPa的条件下不分解而蒸发,随着温度升高,Na2CO3蒸发加剧。
如苏打加入量为8kg/t时,1250℃的蒸发量为8%,1350℃增至35%。
若在Ar气条件下,部分分解,但大部分仍是蒸发。
因此在铁水温度下用苏打脱硫,烟尘量很大。
升高温度和降低铁水硅含量都会引起烟尘量的增加,降低了Na2CO3的利用率,造成环境污染,大量烟尘带走的显热使铁水的温降达30~50℃。
在苏打中加入石灰粉、石灰石或水泥等的苏打基脱硫剂可减少环境污染,改善脱硫效果,提高Na2CO3的利用率。
脱硫时加入的苏打会迅速与铁水包衬反应,生成含硅酸钠的苏打渣。
为防止这种渣对混铁炉和炼钢设备耐火材料的侵蚀以及因它而造成的回硫,应仔细将它与铁水分离并除去。
但由于该渣熔点低,且黏度小,很难扒干净。
可在渣上加入适量石灰粉使渣稠化,以利于渣铁分离。
苏打是重要的工业原料,大量使用不仅供货困难,且成本也高,加之上述的缺点,使它的应用受到限制,并逐渐被石灰系(基)脱硫剂所代替。
镁系。
是常用的铁水脱硫剂中最有效的脱硫剂之一。
可将处理前的铁水含硫量允许值从0.03%增至0.07%。
它和硫反应迅速,适于大量处理铁水。
包括镁、镁合金及镁和其他物料的混合物。
常压下镁的熔点为651℃,沸点1120℃。
在铁水处理温度下,加入铁水的金属镁首先变成蒸气,并与金属中的硫作用生成MgS。
1400℃下,镁蒸气平衡压力等于0.80MPa。
铁水中如此高压力的镁蒸气使铁水产生激烈的湍流,有利于脱硫反应的进行,但同时也带来喷溅。
一些工厂试验指出,选择合理的镁加入量可使脱硫反应平稳地进行。
比如在60t铁水包中用液态镁脱硫,若镁加入量为0.15~0.20kg/t,反应平稳,脱硫率可达90%,超过此量,则会引起铁水喷溅。
镁极易氧化,运输和保存都需注意密封。
为保证输送,贮存、操作时的安全和提高镁利用率,可将镁制成钝化镁粒和镁焦。
钝化镁粒是在球状的镁粒表面覆盖一层占镁量5%~15%的碱金属或碱土金属的盐类。
粒状镁可以是粗镁、镁合金和含镁物质。
均匀覆盖的镁粒具有很好的流动性,便于风送。
镁粒(含Mg85%~93%)脱硫在欧洲应用较多,用喷吹法脱硫,消耗量为0.6~0.7kg/t,脱硫率达90%。
镁焦的制作是将预热过的焦炭投入已熔化的镁液中,使焦炭的孔隙中浸透镁,其含镁量可达40%~45%。
用镁焦脱硫,吨铁水用量0.63~1.35kg,脱硫率60%左右。
镁焦脱硫在前苏联的钢厂中应用比较普遍。
北美使用较多的是石灰一镁的混合粉剂,其中含Mg约30%~50%。
实践认为,在喷粉脱硫中,这种混合剂比镁焦,Mg--Al合金和钝化镁粒的利用率高,将镁粉和白云石粉混合或将镁充填到多孔金属壳中压制成疏松圆片脱硫剂,也可避免镁蒸发导致的激烈反应。
镁脱硫为放热反应,所放出的热量可以补偿使镁熔化、蒸发以及加热到铁水温度所需的热量,所以用镁脱硫的温降较小,不超过20~30℃。
脱硫产物MgS 的熔点为2000℃,不易被等还原,但能部分溶解在渣中造成回硫,采用扒渣设备能显著提高其脱硫效率。
镁的价格大大高于其他脱硫剂,但从脱硫剂消耗及铁损等方面综合考虑,单位铁水的脱硫成本并不一定比石灰高,而且具有处理时温降小,烟尘量和渣量少以及可以得到极低硫含量(如0.003%左右)的铁水等优点,在一些电力工业发达,镁资源丰富的国家,如北美、西欧诸国和前苏联应用较多。
据报导,1986年,占世界镁产量60%以上的北美、铁水脱硫用镁每年消耗量为1.5万t;产量占31%的欧洲,消耗量则为4000t。
北美、西欧用镁脱硫的铁水占37%。
展望。
科学技术的进步对铁水质量提出了更高的要求,实行分割精炼是钢铁冶炼的发展趋势,因此铁水脱硫在今后的钢铁生产工艺中将占有十分重要的位置,采用与开发多功能复合脱硫剂(兼有脱硫,脱磷及脱除其他有害元素),提高脱硫剂的利用率和脱硫效率,是铁水脱硫剂的方向。
已有的铁水脱硫剂各有优缺点,不同的国家将根据本国资源状况发展自己的脱硫剂系列,预计在亚洲,石灰系粉剂将会得到进一步开发。
随着热补偿技术的发展,CaCO3 作为脱硫剂的基料也会有较好的前景。
在电力工业发达,镁资源丰富的欧洲和北美,镁系脱硫剂将会得到进一步应用。