火焰切割机的电气设计论文
毕业设计论文-多功能大型数控火焰切割机设计【精品推荐】
本科毕业设计多功能大型数控火焰切割机设计摘要本课题对数控火焰切割机进行设计,根据需要该火焰切割机整体结构设计为大型龙门桥式结构。
该切割机主要用于工程机械制造。
首先,本文通过对火焰切割技术及数控火焰切割机在国内外的研究现状的分析,根据数控火焰切割机的技术指标对火焰切割机的总体结构进行了设计,其整体采用龙门桥式结构,对驱动装置进行分析并设计该驱动装置采用步进电动机,X,Y两个方向进给的开环控制系统。
其次对其横梁、传动件导轨及其他零部件进行设计与校核。
并通过对数控CNC系统进行分析进行软硬件部分及控制面板的设计。
确定其微机数控系统采用MCS-51 系列中的8051 单片机为控制微机。
对软件部分插补流程进行介绍。
最后,为了加工制造的方便还绘制了切割机的导轨传动图、数控火焰切割机控制组成框图、硬件组成框图、系统程序流程图、插补程序流程图、制面板图和火焰切割机的总装图。
关键词:单片机控制 , 数控焰切割机 , 龙门式 , 结构、微机设计IABSTRACTThis topic was carried out on the CNC flame cutting machine is designed, according to need the flame cutting machine overall structure design for large gantry bridge type structure. The cutting machine is mainly used in construction machinery manufacturing.First of all, this article through to the CNC flame cutting machine flame cutting technology and the domestic and foreign research present situation analysis, according to the numerical control flame cutting machine of the technical indicators to design the overall structure of the flame cutting machine, the overall structure of longmen bridge type, design analyze the driving gear and the driving device adopts stepper motor, the X, Y, two directions into to open loop control system. Secondly on the beams, columns, a guide rail and other transmission parts to carry on the design and checking. And through the analysis of nc CNC system for the design of hardware and software part and the control panel. Determine the microcomputer numerical control system adopts the 8051 single chip microcomputer MCS - 51 series microcomputer to control. Part of software interpolation process is introduced. Finally, to processing and manufacturing of convenient also mapped the cutter of guide rail transmission diagram, control composition block diagram of the CNC flame cutting machine, hardware block diagram, system program flow chart, interpolation panel diagram and program flow chart, system assembly diagram of the flame cutting machine.Keywords: single chip microcomputer control, CNC flame cutting machine, gantry type, structure, design of microcomputerII目录第1章绪论 (1)1.1 课题的意义和目的 (1)1.2 切割技术的种类及发展 (1)1.3 数控火焰切割简介 (1)1.3.1 火焰切割及数控火焰切割技术 (1)1.3.2 国内外数控火焰切割技术的发展 (2)1.3.3 数控火焰切割机的市场及发展 (3)第2章总体设计方案分析 (4)2.1 总体方案的确定 (4)2.2 设计参数 (5)2.3 总体控制构成 (5)2.4 机床整体结构设计 (6)2.5 简易数控火焰切割机整体示意图 (7)第3章机床主要部件设计与校核 (9)3.1 伺服系统 (9)3.1.1 伺服系统概述 (9)3.1.2 伺服系统的组成 (9)3.1.3 对伺服系统的基本要求 (9)3.1.4 伺服系统的分类 (10)3.2 步进电机的选取 (11)3.2.1 对于步进电动机的特点与设计要求 (11)3.2.2 步进电动机的选择 (12)3.2.3 X轴方向步进电机的校核 (14)3.2.4 y轴方向电机的选择和校核 (15)3.3 横梁 (16)3.3.1 横梁结构截面及尺寸设计 (16)3.3.2 横梁的校核 (17)3.4 传动件 (17)III3.4.1 传动装置类型的选用 (17)3.4.2 横向驱动齿轮的设计 (18)3.4.3 齿条的设计 (20)3.4.4 齿轮齿条的校核 (21)3.5 导轨的选型 (23)第4章微机数控系统设计 (25)4.1 CNC系统概述 (25)4.1.1 CNC系统简介 (25)4.1.2 CNC系统的组成 (25)4.1.3 CNC系统工作过程 (26)4.1.4 CNC 系统的主要功能 (27)4.1.5 CNC 系统的特点 (29)4.2 微机数控系统的硬件组成 (30)4.3 微机数控系统软件设计 (32)4.3.1 CNC系统的控制软件结构特点 (32)4.3.2 CNC系统的控制软件及其工作过程 (35)4.3.3 CNC系统软件的组成 (41)4.4 数控系统控制面板 (44)结论 (46)参考文献 (47)致谢 (48)附录1 设计图纸附录2IV第1章绪论1.1 课题的意义和目的火焰切割机是切割金属板材常用的设备,可以根据不同要求在板料上剪出不同的形状。
电火花线切割机床设计毕业论文
电火花线切割机床设计毕业论文一、概括当我们谈论电火花线切割机床的设计,我们其实是在探讨一种精密工艺的发展与创新。
这种机床在制造业中扮演着非常重要的角色,特别是在需要高精度切割的应用场景中。
本次毕业论文的目的,就是深入探索电火花线切割机床的设计原理与实践,理解其结构特点和操作方式,以推动其在现代制造业中的进一步发展。
论文首先从电火花线切割机床的基本原理开始,简单介绍了其工作原理和应用领域。
接着我们会深入探讨其设计的各个方面,包括机械结构、控制系统、切割工艺等。
设计的每一个环节都至关重要,它们共同决定了机床的性能和精度。
此外我们还将关注机床的实用性和创新性,试图通过设计优化,提高机床的效率和稳定性。
1. 研究背景和意义随着制造业的飞速发展,电火花线切割技术已成为现代工业生产中不可或缺的一部分。
这种技术广泛应用于汽车、航空、模具制造等领域,对高精度零部件的加工起着至关重要的作用。
然而随着市场需求的变化和技术进步的要求,现有的电火花线切割机床在某些方面已经不能满足现代工业的需求。
因此对电火花线切割机床的设计进行深入研究,具有重要的现实意义。
此外随着科技的快速发展,各行各业对产品质量的要求越来越高,这也对电火花线切割技术提出了更高的要求。
因此对电火花线切割机床的设计进行研究,有助于我们更好地满足市场需求,提高我国制造业的竞争力。
那么我们该如何进行设计研究呢?接下来我将为大家详细介绍。
2. 电火花线切割机床的发展现状和趋势随着制造业的飞速发展,电火花线切割机床作为重要的加工设备,一直在不断地进步和发展。
说起电火花线切割机床,我们不禁要关注它的现状以及未来的趋势。
目前电火花线切割机床已经广泛应用于各个领域,特别是在模具制造、航空航天、汽车制造等行业。
它的加工精度高、速度快,能够适应各种复杂形状工件的加工需求。
不过随着科技的进步,电火花线切割机床也在不断地进行技术革新。
我们知道现在的电火花线切割机床越来越智能化,自动化技术的应用使得机床的操作更为简便,加工精度也进一步提高。
机械毕业设计(论文)-火焰切割机设计【全套图纸三维】
内蒙古科技大学本科生毕业设计说明书(毕业论文)题目:火焰切割机学生姓名:学号:0604103423专业:机械设计制造及其自动化班级:机械06-4班指导教师:摘要:随着工业现代化的发展,设备自动化系统在工业工程中占有越来越重要的地位。
在钢铁冶金中,火焰切割机是最传统的热切割方法,不论是钢坯加工还是钢板加工,都有广泛应用。
本设计是基于对由德国GEGA公司生产,提供给包钢炼钢厂使用的大型小车式火焰切割机的研究、理解、和仿效而完成的。
其中包括了总体分析、机架设计、小车设计、电机选取等部分的设计、计算及校核。
关键字:火焰切割机、设计、校核、测量滚、同步运行、Abstract:目录摘要: (1)Abstract: (1)第一章绪论 (7)1.1 火焰切割 (7)1.1.1 工艺过程 (7)1.1.2 必要条件 (7)1.1.3 材质 (7)1.2 关于火焰切割机的术语级名词解释 (7)第二章火焰切割机具体说明 (9)2.1 火焰切割机总体描述 (9)2.1.1 火焰切割机作用 (9)2.1.2 火焰切割机同步运行 (9)2.1.3 火焰切割机设备说明 (9)2.2 火焰切割机技术说明 (9)2.2.1 火焰切割机设备结构 (9)2.2.1.1 火焰切割机框架结构 (10)2.2.1.2 火焰切割机的包括运行驱动装置在内的箱体 (11)2.2.1.3 火焰切割机切割枪小车——圆坯铸机 (13)2.2.1.4 火焰切割机切割枪小车——方坯铸机 (14)2.2.1.5 火焰切割机的夹紧 (14)2.2.1.6 火焰切割机限位开关装置 (15)2.2.1.7 火焰切割机的机器位置编码器 (15)2.2.1.8 火焰切割机的粒化 (15)2.2.1.9 测量辊 (16)2.2.2 火焰切割机的气体——工艺设备 (17)2.2.2.1 火焰切割机的气体控制盘(每台设备一个) (17)2.2.2.2 火焰切割机通往机器的介质供给 (18)2.2.2.3 火焰切割机机器上的介质供给 (18)2.2.2.4 火焰切割机装有SDS 36F 烧嘴的SB 500F 重型切割枪 (19)第三章总体方案设计 (20)3.1 火焰切割设备的特点 (20)3.2 切割设备方案 (20)3.2.1 火焰切割设备 (20)3.2.1.1 切割机的结构方案 (20)3.2.1.2 切割枪方案 (21)3.2.1.3 切割枪传动方案 (23)3.2.1.4 同步机构方案 (24)3.2.1.5 端面检测器方案 (27)3.2.1.6 自动定尺装置方案 (27)第四章火焰切割主要参数的确定 (28)4.1 气体压力(切割操作台前) (28)4.2 气体消耗量(按一个切割枪) (28)4.3 最小切割长度 (29)4.4技术数据 (30)4.4.1火焰切割机的详细说明 (30)4.4.1.1 尺寸 (30)4.4.1.2 速度 (30)4.4.1.3 铸坯尺寸 (31)4.5 火焰切割机小车夹紧力 (32)第五章立柱设计 (33)5.1机架设计准则: (33)5.2机架设计的一般要求: (34)5.3 立柱的设计 (35)5.3.1 立柱外形 (35)5.3.2 立柱截面形状 (35)5.3.3立柱热处理 (36)第六章电机的选择 (37)6.1 变速方式 (37)6.1.1无级变速 (37)6.1.2 有级变速 (38)6.2 步进电机启动有突跳启动和升速启动。
火焰切割在电气设备中的应用
火焰切割在电气设备中的应用火焰切割技术早在20世纪初期就被发明,最初应用于冶金和制造业。
然而,随着科技的发展,火焰切割技术的应用范围逐渐扩展,并逐渐应用于电气设备的制造之中。
其在电气设备中的应用,主要集中在切割、修理、维护和加工等方面。
本文将从火焰切割的基本原理、在电气设备中的应用以及未来的发展等方面进行探讨。
一、火焰切割基本原理火焰切割技术是一种通过高温火焰来切割各种材料的方法。
它的基本原理是将氧气和燃料(如乙炔、甲烷等)混合在一起,使其在放电起点处点燃,从而形成高温火焰,用来熔化加工材料。
在切割时,通过高压氧气将火焰喷射到需要加工的材料上,使其迅速热化溶化,最终达到切割的目的。
火焰切割的切割面属于热影响区,即因热量产生的热影响区,通常需要进一步抛光和清洗去除切割面上的氧化物。
二、火焰切割在电气设备中的应用1.切割:火焰切割技术可以应用于各种金属和合金的切割。
在电气设备中,常需要对铁、铜、铝等材料进行切割,以满足产品加工和生产需要。
火焰切割可以切割各种厚度和形状的工件,能够完成自动化和定制化的生产任务。
2.维护:火焰切割技术可以应用于电气设备的修理和维护。
例如,在变电站中,如果设备的金属外壳出现损坏,需要立即进行修复,以确保设备的正常运转。
火焰切割技术可以用来修复或更换损坏的部分,使设备能够恢复正常工作状态。
3.加工:火焰切割技术可以应用于电气设备的加工。
例如,在导线制造和线缆制造生产中,常需要对铜和铝等导体材料进行切割和加工。
火焰切割可以快速、高效地完成这些加工任务,减少生产成本和提高加工效率。
三、火焰切割技术未来的发展随着科技的不断发展,火焰切割技术在未来的发展方向上也将逐渐发生变化。
其中最为明显的变化是技术的自动化处理。
自动化的火焰切割技术可以使生产过程更加高效和节约成本。
它能够实现对工件的自动精准定位和切割,大幅降低人工干预的需要,从而提高生产效率和质量。
另外,近年来还出现了一些新型的火焰切割技术,如等离子切割和激光切割技术等。
基于PLC的火焰切割自动控制系统设计与研究
www�ele169�com | 73应用技术板材切割机在汽车制造、轨道交通、船舶制造、航空航天等工业领域中的应用十分广泛,根据切割机所使用的能源不同,板材切割机可以分为激光、火焰等不同类型。
其中,火焰切割机因经济成本低、操作和维护简便且切割效率较高等优点,在工业生产中应用比较频繁,根据切割机自动化需求,利用PLC 技术控制切割机系统的步进电机驱动器和气动原理图,且能通过设置步进电机的控制参数和运动规划路径,能有效改善传统板材火焰切割费时、费工和精度不够准确的弊端,确保定长金属板材的切割质量和效率,这对于提高工业生产规模、质量与精度具有积极的促进作用。
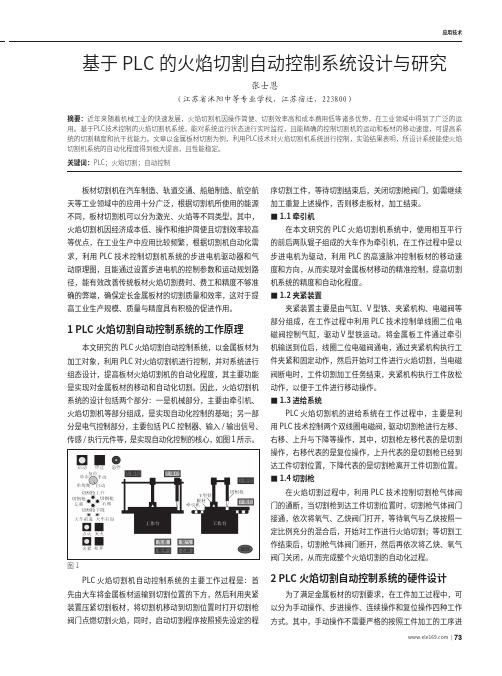
1 PLC 火焰切割自动控制系统的工作原理本文研究的PLC 火焰切割自动控制系统,以金属板材为加工对象,利用PLC 对火焰切割机进行控制,并对系统进行组态设计,提高板材火焰切割机的自动化程度,其主要功能是实现对金属板材的移动和自动化切割。
因此,火焰切割机系统的设计包括两个部分:一是机械部分,主要由牵引机、火焰切割机等部分组成,是实现自动化控制的基础;另一部分是电气控制部分,主要包括PLC 控制器、输入/输出信号、传感/执行元件等,是实现自动化控制的核心,如图1所示。
图1PLC 火焰切割机自动控制系统的主要工作过程是:首先由大车将金属板材运输到切割位置的下方,然后利用夹紧装置压紧切割板材,将切割机移动到切割位置时打开切割枪阀门点燃切割火焰,同时,启动切割程序按照预先设定的程序切割工件,等待切割结束后,关闭切割枪阀门,如需继续加工重复上述操作,否则移走板材,加工结束。
■1.1 牵引机在本文研究的PLC 火焰切割机系统中,使用相互平行的前后两队辊子组成的大车作为牵引机,在工作过程中是以步进电机为驱动,利用PLC 的高速脉冲控制板材的移动速度和方向,从而实现对金属板材移动的精准控制,提高切割机系统的精度和自动化程度。
■1.2 夹紧装置夹紧装置主要是由气缸、V 型铁、夹紧机构、电磁阀等部分组成,在工作过程中利用PLC 技术控制单线圈二位电磁阀控制气缸,驱动V 型铁运动。
基于PLC的铸坯火焰自动切割系统的设计_毕业设计说明书
本文通过研究铸坯火焰切割机的系统结构,将PLC控制技术应用于连铸火焰切割机,以解决连铸生产线上铸坯的定尺精度,切割质量等关键技术问题。
该系统的特点有:定尺测量系统工作可靠,切割机与铸坯同步运行平稳、可靠、无滞后现象,快速返回原点定位误差小,其应用了可编程控制器为控制单元的新型火焰切割机控制系统。
本课题选用的可编程控制器是西门子S7-200,并对软硬件进行了详细设计。
其中PLC是火焰切割机的控制单元,通过它采集火焰切割机上各类传感器信号、工作参数、及工作状态等信息来向控制系统发送操作命令。
实践证明,本文所设计的基于西门子PLC的铸坯火焰切割系统的软硬件是成功的,结构简单,性能良好,为今后开发类似系统奠定了良好基础。
关键词可编程控制器连铸火焰切割机定尺系统Title the Cast Slab Flame Cutting System based on Siemens PLC AbstractThe system structure of cast slab flame cutting machine is briefly introduced in this paper, and PLC control technology is applied to solve the scale accuracy on continuous casting production line, besides cutting quality control and other key technologies are analyzed. The features of the system are as follows: reliable measurement system of scale, saving time of billet subsection,steady and unlagged synchronous running between the flame cutting machine and casting blank, the accuracy of rapid return to the grass root and application of the programmable logic controller as control unit for a new type of flame cutting machine control system. Siemens S7-200 is chosen as the programmable logic controller in this paper and makes design of hardware and software. PLC is control unit of flame cutting machine, with which the operator send signals to the control system. In addition, it would also collect the signals of flame cutting machine’s and other types of switches, as well as the work status, etc..The practice has proved that the design of the cast slab flame cutting system based on Siemens PLC software and hardware flame to be a successful, with simple structure, good performance which lay a solid foundation for the future development of a similar system.Keywords Programmable logic controller Cast slab flame cutting machine Fixed scale system本科毕业设计说明书(论文)第Ⅰ页共Ⅰ页目录1 引言 (1)1.1 设计的目的、意义、以及应达到的技术要求 (1)1.2 国内外的发展状况及存在的问题 (2)1.3 设计时应注意的问题 (4)2 系统分析 (5)2.1 铸坯火焰自动切割系统总体结构分析 (5)2.2 电控系统分析 (7)3 低压电气选择 (8)3.1 磁阀的选型 (8)3.2 接触器的选型 (9)3.3 按钮的选型 (10)3.4 转换开关的选型 (11)3.3 接近开关的选型 (11)4 基于西门子PLC铸坯火焰自动切割系统硬件设计 (13)4.1 铸坯火焰切割系统PLC选择与设计 (13)4.2 红外定尺技术简介 (16)4.3 铸坯火焰自动切割系统PLC I/O接线图设计 (17)4.4 铸坯火焰自动切割系统电气原理图设计 (17)5 铸坯火焰自动切割系统软件设计 (19)5.1 铸坯火焰自动切割系统控制要求 (19)5.2 所用指令介绍 (19)5.3 铸坯火焰自动切割系统PLC I/O地址分配 (21)5.4 铸坯火焰自动切割系统控制流程图设计 (21)5.5 铸坯火焰自动切割系统PLC控制程序设计 (23)结束语 (32)致谢 (33)参考文献 (34)附录 (35)附录1 I/O硬件接线图 (35)附录2 西门子PLC CPU226 I/O分配表 (36)1 引言1.1 设计的目的、意义、以及应达到的技术要求1.1.1 设计的目的及意义随着科学技术的发展进步,钢铁连铸生产迅猛增长,国内大部分钢厂已实现全连铸工序。
PLC自动控制火焰切割机

[摘要]:利用欧姆龙CPM1A系列PLC控制螺旋焊管在生产过程中的切割,实现工业自动化。
螺旋焊管的生产过程中,其以螺旋线式前进的。
当电源接通,按下启动开关后,切管机便在PLC控制下进行跟踪切割。
接近开关发出定尺信号,通过电磁阀使随动轮与螺旋管接触,整体机构跟随螺旋管同步前进,PLC控制继电器发出点火信号,控制点火电路产生电火花点燃乙炔,产生预热火焰,点火完成。
同时启动KC5型跟踪电机使预热火焰跟踪钢管同步旋转来预热,预热完毕,吹氧阀打开将预热的熔化点吹开,开始切割,并停止跟踪。
切割完毕由轨道行程开关或手动停止按钮发出信号控制停止,关闭氧气阀,乙炔阀,气缸阀,然后跟踪返回,小车返回。
关键词:CAPMIA PLC,自动化,触发,整流,KC5跟踪电机。
[ABSTRACT]:The design is using Programmable Logic Controller(PLC) , which is one of CPM1A series made by the Omron company ,to control the spiral welded pipes' production.PLC controls the cutting machine to cut the spiral welded pipes automatically.During the production process of the spiral welded pipes , the pipe rotated itself and at the same time went along straight line ,and its movement trial was helical line. When the power is connected and the operator presses the start switch, the PLC will control the cutters and following motor to cut the pipes .The proximity switches detect the signal and then input them to the PLC, then the PLC sends out controlled signal.The following wheel will contact with the pipe under the magnetic valve's control ,the following wheel will follow the pipe rotating synchronously.The spark coil will ignite the ethyne under the signal sended out by the PLC. While the KC5(the following motor) started to track the rotated pipe synchronously,the flame will preheat the pipe. When the preheating is over and then the oxygen valve is opened under the control signal, then began to cut the pipe open, and at the same time stop tracking.Signal is made by the travel switch or stop button to stop, then close the oxygen control valve, the ethyne control valve and the pneumatic cylinder, and then the following motor returns, the vehicle back.Key words:CAPMIA PLC, automation, trigger and rectification, KC5 track motors.第1章绪论1. 1课题背景可编程控制器(Programmable Logic Controller)是计算机家族的一员,是为工业控制应用而设计制造的通用控制器。
便携式数控火焰切割机毕业设计(nxpowerlite)[管理资料]
![便携式数控火焰切割机毕业设计(nxpowerlite)[管理资料]](https://img.taocdn.com/s3/m/bd49bd8101f69e314232943b.png)
1 引言近年来,由于机械工业飞速发展的需求和国外先进技术的引进,我国切割技术无论在新工艺的开发方面,还是在新能源的利用方面都有了长足的发展。
自动化、半自动化切割技术的发展,使得切割技术可以代替部分机械加工,大大提高了工作效率,还可以提高金属材料的利用率。
它适用于造船工业,重型机械,化工设备,锅炉制造,机车车辆,石油化工等制造行业的高精度钢板热切割的新型自动化设备。
气体火焰切割是热切割中最早被采用和最常用的工艺方法,这种切割方法设备简单、操作方便灵活、投资费用少、切割质量好等特点。
尤其是能够切割各种含曲线形状的零件和大厚度工件等一系列特点使得它自进入工业领域以来一直作为工业生产中切割碳钢和低合金钢的基本方法而被广泛采用。
而数控火焰切割机在此基础上,增加了数控控制系统,是应用计算机数字程序控制的全自动化切割设备。
便携式数控火焰切割机则是在数控火焰切割机的基础上又更进一步的做了改进,使之经济适用性更强,范围更广【1】。
、现状及前景数控氧气切割法是20世纪初发明的。
由于它有独特的优点,例如设备简单、灵活方便、生产率高、切口质量好,特别是能够切割厚度大和形状复杂的零件,从而成为金属加工中一种非常重要的和有效的加工工艺方法,因此在工业上得了相当广泛的应用。
从20世纪70年代以来,数控氧气切割技术在我国得到了巨大发展。
从可以切割的金属材料范围来看,不但可以切割一般的碳素结构钢,用空气等其他离子装置及激光装置也可以很好地切割不锈钢、高合金钢、铜、铝、铜合金、钛和钛合金等。
在切割工艺方面上讲,除了可以进行一般的切断切割外,还形成了叠切割、水下切割、表面气刨、特厚钢材切割和精密切割等其他新的加工工艺,同时也可以用来切割各种形式的焊缝坡口。
在切割设备方面,为了提高火焰切割加工的精度和机械化自动化程度,进而提高切割产品的质量和板材的利用率,而先后创造了多种型式的切割设备,例如:手提式切割机、轻便式半自动切割机、坐标式自动切割机、半自动多向切割机、型钢切割机、多割炬门式切割机、数控火焰切割机及数控火焰等离子切割机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
火焰切割机的电气设计论文SIMATICS7-300是一种通用型PLC,能适合自动化工程中的各种应用场合,尤其是在生产制造工程中的应用。
模块化、无排风扇结构、易于实现分布式的配置、以及用户易于掌握等特点,使得S7-300在以下工业部门中实施各种控制任务时,成为一种既经济又切合实际的解决方案:l生产制造工程l汽车工业l通用机械制造l专用机械制造l各种类型的专用机床OEMl塑料加工l包装工业l食品和饮料工业l工艺过程工程(例如,供水、排水、建筑服务设施等)S7-300具有以下显著特点:l循环周期短、处理速度高l指令集功能强大、可用于空间有限的场合l模块化结构、适合密集安装l有不同档次的CPU、各种各样的功能模块和I/O模块可供选择l100%免维护l已检定合格的、可在恶劣气候条件下露天使用的模块类型S7-300是由各种模块部件所组成,各模块能以各种不同方式组合在一起。
这表明可将控制系统设计成完全符合应用的需要。
除了模块之外,用户其他所需要的就是一种DIN标准导轨。
各模块安装在导轨上,并用螺丝固定。
这种结构形式既可靠又电磁兼容。
背板总线集成在各模块上,通过将总线连接器插在模块机壳的背后,使背板总线联成一体。
最多8个模板可一起装在一个机架上(中央控制器/扩展单元)。
4.3PLC模块简介(1)CPU模块CPU模块主要由微处理器(CPU芯片)和存储器组成。
在PLC控制系统中,CPU模块相当于人的大脑和心脏,它不断地采集输入信号,执行用户程序,刷新系统的输出;存储器用来储存程序和数据。
S7-300/400将CPU模块简称为CPU。
(2)信号模块输入(INPUT)模块和输出(Output)模块简称为I/O模块,开关量输入、输出模块简称为DI模块和DO模块,模拟量输入、输出模块简称为AI模块和AO 模块,它们统称为信号模块。
信号模块是系统的眼、耳、手、脚,是联系外部现场设备和CPU模块的桥梁。
输入模块用来接收和采集输入信号,开关量输入模块用来接收从按钮、选择开关、数字拨码开关、限位开关、接近开关、光电开关、压力继电器等来的开关量输入信号;模拟量输入模块用来接收电位器、测速发电动机和各种变送器提供的连续变化的模拟量电流电压信号。
开关量输出模块用来控制接触器、电磁阀、电磁铁、指示灯、数字显示装置和报警装置等输出设备,模拟量输出模块用来控制电动调节阀、变频器等执行器。
CPU模块内部的工作电压一般是DC5V,而PLC的输入/输出信号电压一般较高,例如DC24V或AC220V。
从外部引入的尖峰电压和干扰噪声可能损坏CPU模块的元器件,或使PLC不能正常工作。
在信号模块中,用光耦合器、光敏晶闸管、小型继电器等器件来隔离PLC的内部电路和外部的输入、输出电路。
信号模块除了传递信号外,还有电平转换与隔离的作用。
(3)功能模块为了增强PLC的功能,扩大其应用领域,减轻CPU的负担,PLC厂家开发了各种各样的功能模块。
它们主要用于完成某些对实时性和存储容量要求很高的控制任务。
(4)接口模块CPU模块所在的机架称为中央机架,如果一个机架不能容纳全部模块,可以增设一个或多个扩展机架。
接口模块用来实现中央机架与扩展机架之间的通信,有的接口模块还可以为扩展机架供电。
(5)通信处理器通信处理器用语PLC之间、PLC与远程I/O之间、PLC与计算机和其他智能设备之间的通信,可以将PLC接入MPI、PROFIBUS-DP、AS-i和工业以太网,或者用于实现点对点通信等。
CPU模块集成有MPI通信接口,有的还集成了其他通信接口。
(6)电源模块PLC一般使用AC220V电源或DC24V电源,电源模块用于将输入电压转换为DC24V电压和背板总线上的DC5V电压,供其他模块使用。
(7)编程设备S7-300/400使用安装了编程软件STEP7的个人计算机作为编程设备,在计算机屏幕上直接生成和编辑各种文本程序或图形程序,可以实现不同编程语言之间的相互转换。
程序被编译后下载到PLC,也可以将PLC中的程序上传到计算机。
程序可以存盘或打印,通过网络,可以实现远程编程和传送。
编程软件还具有对网络和硬件组态、参数设置、监控和故障诊断等功能。
4.4电源模块的选择PS307电源模块(5A)具有以下显著特性:l输出电流5Al输出电压24VDC;防短路和开路保护l连接单相交流系统(输入电压120/230VAC,50/60HZ)l可靠的隔离特性,符合EN60950l可用作负载电源4.5数字量输入模块的选择表4-2数字量输入模块特性SM321;DI32×24VDC数字量输入模块具有以下显著特性:l32个输入点,带隔离,16点为一组l额定输入电压24VDCl适用于开关和2/3/4线BERO(接近开关)4.6数字量输出模块的选择表4-3数字量输出模块特性数字量输出模块SM322;DO32×24VDC/0.5A(6ES7322-1BL00-0AA0)具有以下显著特性:l32个输出点,带隔离,8点为一组l0.5A输出电流l24VDC额定负载电压l适用于电磁阀、直流接触器和指示灯4.7数字量输入输出模块的选择表4-4数字量输入输出模块特性数字量输入/输出模块SM323;DI8/DO8×24VDC/0.5A(6ES7323-1BH×1-0AA0)具有以下显著特性:l8个输入点,带隔离,8点为一组l8个输出点,带隔离,8点为一组l额定输入电压24VDCl额定负载电压24VDCl输入适用于开关和2/3/4线接近开关(BERO)l适用于电磁阀、直流接触器和指示灯4.8接口模块的选择表4-5接口模块的特性(1)接口模板IM360具有以下特性l用于S7-300机架0的接口l通过连接电缆368将数据从IM360传送到IM361lIM360与IM361之间的最大距离为10米。
(2)接口模板IM361具有以下特性l24VDC电源l用作S7-300机架1到机架3的接口l通过S7-300背板总线的最大电流输出为0.8Al通过368连接电缆将数据从IM360传送到IM361或从IM361传送到IM361 lIM360和IM361之间的最大长度为10米lIM361和IM361之间的最大长度为10米5低压电气元件的选择5.1选择原则电器元件选择的基本原则如下:(1)按对电器元件的功能要求确定电器元件的类型。
(2)确定电器元件承载能力的临界值及使用寿命。
根据电器控制的电压、电流及功率的大小确定电器元件的规格。
(3)确定电器元件预期的工作环境及供应情况,如防油、防尘、防水、防爆及货源情况。
(4)确定电器元件在应用中所要求的可靠性进行选择。
(5)确定电器元件的使用类型。
5.2按钮的选择按钮主要根据所需要的触点数、使用场合、颜色标注以及额定电压、额定电流进行选择。
按钮颜色及其含义。
国标GB5226-85《机床电气设备通用技术条件》对按钮的颜色做了如下规定。
(1)“停止”和急停按钮必须是红色。
当按下红色按钮时,必须使设备停止工作或断电。
(2)“启动”按钮的颜色是绿色。
(3)“启动”与“停止”交替动作的按钮必须是黑色、白色或灰色,不得用红色和绿色。
(4)点动按钮必须是黑色。
(5)复位按钮(如保护继电器的复位按钮)必须是蓝色。
当复位按钮还有停止的作用时,则必须是红色。
5.3限位开关的选择当生产机械运动速度不是太快时,通常选用一般用途的行程开关;而当生产机械行程通过的路径不宜装设直动式行程开关时,应选用凸轮轴转动式的行程开关;而在工作效率很高、对可靠性及精度要求也很高时,应选用接近开关。
接近开关又称无触点接近开关,是理想的电子开关量传感器。
当金属检测体接近开关的感应区域,开关就能无接触,无压力、无火花、迅速发出电气指令,准确反应出运动机构的位置和行程,即使用于一般的行程控制,其定位精度、操作频率、使用寿命、安装调整的方便性和对恶劣环境的适用能力,是一般机械式行程开关所不能相比的。
它广泛地应用于机床、冶金、化工、轻纺和印刷等行业。
在自动控制系统中可作为限位、计数、定位控制和自动保护环节。
接近开关具有使用寿命长、工作可靠、重复定位精度高、无机械磨损、无火花、无噪音、抗振能力强等特点。
行程开关分PNP和NPN两种PNP输出行程开关一般应用在PLC或计算机作为控制指令较多,NPN输出行程开关用于控制直流继电器较多,在实际应用中要根据控制电路的特性进行选择其输出形式。
现选择如下:夹紧臂张开位行程开关(原位、PNP二线制)切枪限位接近开关(终位、PNP二线制)小车行程开关(原位、前位、PNP二线制)5.4交流接触器的选择接触器分交流与直流两种。
应用最多的是交流接触器。
当线圈通电后,线圈中因有电流通过而产生磁场,静铁心在电磁力的作用下,克服弹簧的反作用力,将动铁心吸合,从而使动、静触头接触,主电路接通;而当线圈断电时,静铁心的电磁吸力消失,动铁心在弹簧的反作用力下复位,从而使动触头与静触头分离,切断主电路。
选择时主要考虑主触点的额定电压与额定电流、辅助电流触点的数量、吸引线圈的电压等级、使用类别、操作频率等。
选择交流接触器,其主触点的额定电流应等于或大于负载或电动机的额定电流。
式中—接触器的额定电压;—负载的额定线电压;—接触器的额定电流;—接触器主触点电流;—电动机功率;—电动机额定线电压;K—经验常数,K=1~1.4。
故选施耐德交流接触器LC1-D0910N5C9A220VN5—电压编号C—合资产品5.5继电器的选择继电器是一种利用各种物理量的变化,将电量或非电量信号转化为电磁力(有触头式)或使输出状态发生阶跃变化(无触头式),从而通过其触头或突变量促使在同一电路或另一电路中的其它器件或装置动作的一种控制元件。
根据转化的物理量的不同,可以构成各种各样的不同功能的继电器,以用于各种控制电路中进行信号传递、放大、转换、联锁等,从而控制主电路和辅助电路中的器件或设备按预定的动作程序进行工作,实现自动控制和保护的目的。
被转化或施加于继电器的电量或非电量称为检点器的激励量(输入量),当继电器被激励,从一个起始位置达到预定的工作位置,并完成电路的切换动作,称为继电器的工作特性,包括吸合、不吸合、保持与释放状态。
施加于继电器的激励量或高于它的吸合值或低于它的释放值,可以是电量如交流或直流电的电流、电压等,也可以是非电量如位置、时间、温度、速度、压力等。
当输入量变化到高于它的吸合值或低于它的释放值时,继电器动作,对于有触头式继电器其触头闭合或断开,对于无触头式继电器其输出发生阶跃变化,以此提供一定的逻辑变量。
继电器的用途很多,一般可以归纳如下:(1)输入与输出电路之间和隔离;(2)信号转换(从断开到接通);(3)增加输出电路(即切换几个负载或切换不同电源负载);(4)重复信号;(5)切换不同电压或电源负载;(6)保留输出信号;(7)闭锁电路;(8)提供遥控。