SWS-12-01-004设备编码规则
编码规则指导书12版本.docx

协盈鞋业公司ERP文档物料编码指导书文档作者:蔡天河创建日期:2013-10-21确认日期:2013-10-21当前版本:拷贝数量:1审批签字:版木说明11. 11. 15 更新成型物料编码规则植头编码由7位増加到8位,原两位流水号修改成三位流水号。
大底、屮底、跟、天皮、防水台编码由7位增加到8位,按新修改的植头编号。
拉链类原流水号改为色号,颜色编码改为寸数。
包装材料PE袋新增分段:流水号001-100为PE袋、101-200为天皮袋、201-300为蛇皮袋。
ERP中的资料编码是物料等资料的标识,是人和计算机使用所有其它数据元素的基础,为了进一步规范各种物料及其它ERP系统基础资料的编码工作,提高信息化管理水平,确保ERP系统的顺利实施,结合实际作业情况,特制定ERP系统的资料编码方案。
编码原则合理的物料编码工作应遵循以下几个主要原则:1简洁性:编码的冃的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,赋予编码太多的含义, 反而违反了编码最终目的。
2唯一性:所谓惟一性就是指,同一种物料不论出现在什么产品上,只能用同一个代码;而不同的物料,那怕有极微小的区别也不得用同一个代码。
3可扩充性:物料编码要考虑到未来新产品发展以及产品规格的变更而发生物料扩展或变动的情形。
4完整性:在物料编码时,所有的物料都应有物料编码可归,这样物料编码才能完整。
因此每当有新物料产生,即应赋予新的物料编码,并规定新的物料没有编码,采购部门不得从事采购,即使没物料编码的新物料采购回来,仓库部门或会计部门发现物料订购单缺少物料编码,应立即请采购部门补填物料编码,否则系统中无法入库、系统中无法付款。
这样才能确保物料编码的完整性。
5易记性:在不影响上述原则的前提下,资料编码应选择易于记忆的文字、符号或数字,或赋予暗示及联想性。
虽然此原则属于次要原则,但可方便系统使用者作业。
若上述原则(1-4原则)俱全,唯独缺乏此项原则的物料编码,不会影响整套系统的正常运作,仍不失为一套优秀的编码。
国家最新特种设备代码编号方法-2020

国家最新特种设备代码编号⽅法-2020特种设备代码编号⽅法----阿⼭⼀、编号⽅法依据来源依据特种设备安全技术规范《固定式压⼒容器安全技术监察规程》T S G21 – 2016附件D,以及质检总局办公厅关于实施《特种设备使⽤管理规则》中若⼲问题的通知(质检办特函【2017】1015号)。
⼆、编号的基本⽅法设备代码为设备的代号,必须具有唯⼀性,由设备基本代码、制造单位代号、制造单位代号、制造年份、制造顺序号组成,中间不空格。
三、编号的含义1.设备基本代码按照《特种设备⽬录中》品种的代码(4位阿拉伯数字)编写。
如第⼆类压⼒容器为“2150”。
2.制造单位代号由制造许可审批机关所在地的⾏政区域代码(2位阿拉伯数字)和制造单位制造许可证编号中的单位顺序号(3位阿拉伯数字)组成。
如⿊龙江某⼀压⼒容器制造单位,由原国家质检总局负责审批,其制造许可证编号为“TS2210890-2015”,其中国家质检总局⾏政区域代码⽤10表⽰,单位顺序号为890,则制造单位代号为“10890”;如由原⿊龙江质量技术监督局负责审批,其制造许可证编号为“TS2223010-2015”,其中⿊龙江⾏政区域代码⽤23表⽰,单位顺序号为10,则制造单位代码代号为“23010”。
3.制造年份产品制造的年份(4位阿拉伯数字),如2015年制造的则为“2015”。
4.制造顺序号制造单位⾃⾏编排的产品顺序号(5位阿拉伯数字)。
如2015年制造的某⼀品种的压⼒容器的产品制造顺序号为98,则编为“00098”。
如果制造顺序号超过99999,可⽤拼⾳字母代替。
如制造产品的某⼀品种的压⼒容器的产品制造顺序号为100000或者110000,则制造顺序号为A0000或B0000,依此类推。
以下附件为质检总局2014年114号公告内容,《⽬录》⾃2014年10⽉30⽇施⾏特种设备⽬录。
设备编码管理系统规程
设备编码管理规程文件生效日期:年月日1. 目的建立规范的设备分类编码标准,使设备分类编码有据可依,规范统一。
2.适用范围本规程适用于本公司内用于办公、生产、公共系统及检验相关设备的分类和编号。
3.责任设备工程部:负责组织本规程的起草、审核、修订、培训、执行及监督工作。
文件管理员:负责本文件的保存、归档、复制、分发、变更、回收及销毁QA室主管:负责本文件的审核工作。
生产技术部经理和质量管理部经理:负责本规程的审核工作。
生产副总和质量副总:负责本规程的批准工作。
设备工程部人员:负责本规程的执行。
QA人员:负责监督本规程的执行。
4. 内容4.1编码原则4.1.1 设备的分类是设备管理的基础工作。
统计、分析设备的构成情况和性能,可以更好地实行分级管理和重点维修。
4.1.2设备编码作为设备的唯一性,一经确定,不得更改。
一旦该设备报废、变卖和转出,该编号也随之作废。
4.1.3设备编码主要体现设备所在部门(车间)、车间的房间号、设备类型编号和同型号设备的序号。
4.1.4设备编码必须与设备一一对应。
设备编码由设备工程部统一编定,任何人不得擅自修改。
使用部门负责对本部门设备的标签进行核对、管理,发现标签脱落应及时通知设备工程部,以保证设备编号与设备的唯一对应。
4.2编号方式4.2.1设备编号是由四部分共十三位数字组成,第一部为设备使用部门(车间)代码,第二部分为设备所在车间的房间编号,第三部分为设备分类代码,第四部分为同类设备的数量。
其所带表的含义如下:4.2.1.1第一部分为设备使用部门(车间)代码,以两位阿拉伯数字表示,详见附件1:设备使用部门(车间)代码一览表。
4.2.1.2第二部分为车间房间编号,以三位阿拉伯数字表示。
(整个车间房间编号,不重复)详见车间房间编号图。
4.2.1.3第三部为设备分类代码,以六位阿拉伯数字表示。
详见附件2:医药工业设备分类编号表。
4.2.1.4第四部分为同类设备的数量,以两位阿拉伯数字表示,如01、02……依此累加不重复。
永华接头编号规则

永华接头编号规则1J-06-04/2OR表示两端即-06端及-04端均加O-RING。
固定内螺纹/活动内螺纹(扣压螺母)的表示方法为第一位数字为7,再在后面加S(注:S为SWIVEL的第一个字母)。
如7B-08S,7NU-08S。
外螺纹/活动内螺纹(套螺母)的表示方法为第一位数字为5,再在后面加S(注:S为SWIVEL的第一个字母)。
如5J-08-12S。
W端焊接管较短时,在代号后加S(注:S为SHORT的第一个字母)。
如3BW-08-20S。
对用于卡套式的直管,用W表示,并在后面加P。
如1BW-08-18P,表示第二端为直管,用于卡套式,不是用于焊接式。
焊接管的尺寸为英寸制时,在代号后加IN。
如5JW-08IN,3JW-12S/IN。
7 内六角外螺纹堵头在原代号中加N。
如4TN-08,4NN- 08,4BN-08,4ON-08等。
8 用CAPTIVE密封的接头型式,在代号后加WD。
如1B-08-12WD,表示第二端即-12端为CAPTIVE密封型式;1B-08-12/2WD,表示-08及-12两端均为CAPTIVE密封型式。
9 对J端加长的过渡接头,在代号后加L。
如1JO-08L。
10 对表接头在代号后加G。
如2TB-08G。
11 对转接头在代号后加OG。
如1JG9-08-10OG,AJOJ-08OG等。
12 对T端接头需加工60°内锥面的接头,在代号后加SP。
如1BT-08SP。
13 HYDROSCAN公司专用图纸在代号后加HS。
14 GEM公司专用图纸在代号后加GM。
15 24°带O-RING锥密封接头,如使用GB标准规格的O-RING,在代号后加GN。
二角弯过渡接头编号规则:在直通过渡接头编号后加“4”表示45?弯曲过渡接头,在直通过渡接头编号后加“9”表示90?弯曲过渡接头。
三三通过渡接头编号规则:第一个字母的含义如下所示,其余字母的含义同直通过渡接头中的第二或第三位字母。
电气设备编码规则
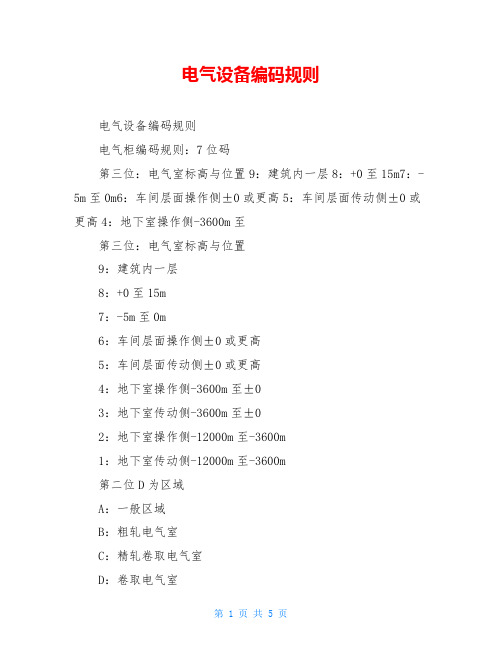
电气设备编码规则电气设备编码规则电气柜编码规则:7位码第三位:电气室标高与位置9:建筑内一层8:+0至15m7:-5m至0m6:车间层面操作侧±0或更高5:车间层面传动侧±0或更高4:地下室操作侧-3600m至第三位:电气室标高与位置9:建筑内一层8:+0至15m7:-5m至0m6:车间层面操作侧±0或更高5:车间层面传动侧±0或更高4:地下室操作侧-3600m至±03:地下室传动侧-3600m至±02:地下室操作侧-12000m至-3600m1:地下室传动侧-12000m至-3600m第二位D为区域A:一般区域B:粗轧电气室C:精轧卷取电气室D:卷取电气室H:加热炉区出口侧K:粗轧入口(除磷箱入口到E1)M:E1立辊N:R1P:粗轧后辊道至热卷箱Q:热卷箱R:飞剪机S:精轧机T:输出辊道U:层冷V:卷取机W:运输链第六位为柜子排号:英文字母A~Z第五位为电气室编号:阿拉伯数字第七位为柜子序列号:阿拉伯数字表示第四位:为设备种类C:补偿第七位为柜子序列号:阿拉伯数字表示第四位:为设备种类C:补偿E:柜子L:电抗器M:ET200站N:测量装置P:主控室R:本地控制屏T:变压器_:分电箱Y:接线盒第一位:+31热轧厂分电箱及ET200编码规则:5位码第五位为箱柜序列号:阿拉伯数字表示第四位:为设备种类C:补偿E:柜子L:电抗器M:ET200站第五位为箱柜序列号:阿拉伯数字表示第四位:为设备种类C:补偿E:柜子L:电抗器M:ET200站N:测量装置P:主控室R:本地控制屏T:变压器_:分电箱Y:接线盒第三位:电气室标高与位置9:建筑内一层8:+0至15m7:-5m至0m6:车间层面操作侧±0或更高5:车间层面传动侧±0或更高4:地下室操作侧-3600m至±03:地下室传动侧-3600m至±02:地下室操作侧-12000m至-3600m 1:地下室传动侧-12000m至-3600m 第二位D为区域A:一般区域B:粗轧电气室C:精轧卷取电气室D:卷取电气室H:加热炉区出口侧K:粗轧入口(除磷箱入口到E1)M:E1立辊N:R1P:粗轧后辊道至热卷箱Q:热卷箱R:飞剪机S:精轧机T:输出辊道U:层冷V:卷取机W:运输链第一位:+31热轧厂。
设备编号规则
文件编号
WI-MFG-008
版次
A/0
页次
1/3
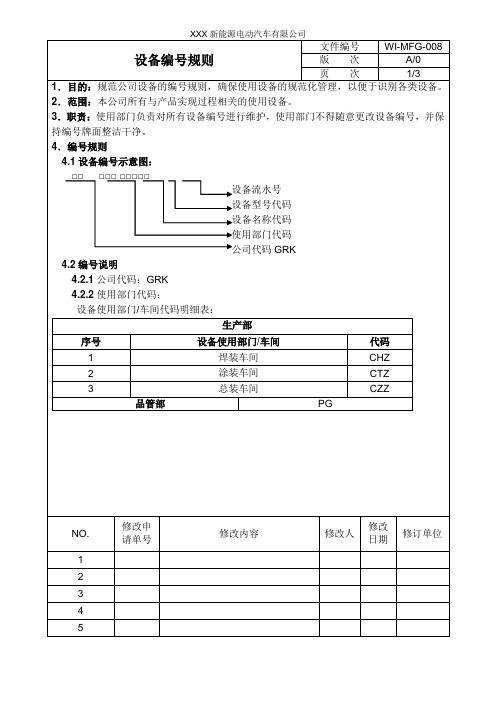
1.目的:规范公司设备的编号规则,确保使用设备的规范化管理,以便于识别各类设备。
2.范围:本公司所有与产品实现过程相关的使用设备。
3.职责:使用部门负责对所有设备编号进行维护,使用部门不得随意更改设备编号,并保持编号牌面整洁干净。
4.编号规则
冷媒回收加注机
08
仿形切割机
09
型材切割机
5.相关文件
无
6.附录
附表一生产部设备名称代码明细表
附表一:
生产部设备名称代码明细表
设备名称代号
焊装
涂装
总装
01
等离子切割机
喷烤漆房
底板双柱举升机
02
CO2焊机空气压缩机轮Fra bibliotek平衡机03
台式砂轮机
无动力溶解式干燥机
轮胎拆装机
04
台式多用钻床
多功能金属打码机
05
折弯机
车用吸尘器
06
钻铣床
高压清洗机
07
液压闸式剪板机
例如:客车部分的等离子切割机,1代表LGK80型,2代表LGK100型……
4.2.5流水号:
表示某型号设备数量的流水号,为两位阿拉伯数字,从01开始,依次往下类推。
注释:1.不同部门或不同车间的同种设备名称代码可以不相同;
2.新增设备时,按以上规则将设备名称代码、设备型号代码或流水号在已有基础上依次往下类推。
修改内容
修改人
修改日期
修订单位
1
2
3
4
5
4.2.3设备名称代码:
表示不同设备的代码,用两个阿拉伯数字表示,从01开始,依次往下类推。生产部设备名称代码见附表一。
XX机械制造公司编码规则(附图)
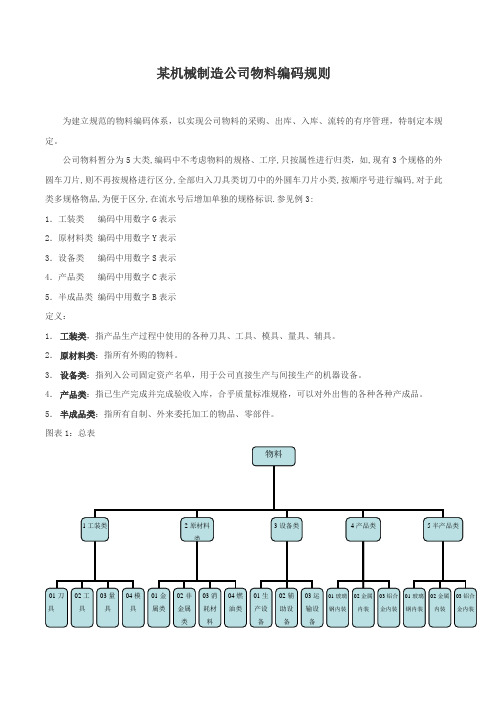
某机械制造公司物料编码规则为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:1.工装类编码中用数字G表示2.原材料类编码中用数字Y表示3.设备类编码中用数字S表示4.产品类编码中用数字C表示5.半成品类编码中用数字B表示定义:1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
图表1:总表⒈工装类编码图表2:工装类图表编码规则用5段10位数字来表示物品,具体为1.01.01.01.001其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001001的具体铣刀指圆柱型铣刀指工装类编码表(大分类代码G)代码名称说明01 刀具指设备用刀具,包括用于切削加工的刀具02 工具指用于辅助生产的各种常用工具和辅助工具03 量具加工装配中用于测量尺寸、形状、位置的器具与装置04 模具指有特定形状用于加工生产的特殊工具刀具经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:1.01.05.01.001-1.01.05.01.050例3:现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为:1.01.02.01.001-5 表示5毫米外园车刀片第一把1.01.02.01.002-5…………1.01.02.01.001-8 表示8毫米外园车刀片第一把1.01.02.01.002-8…………..1.01.02.01.01-10表示10毫米外园车刀片第一把1.01.02.01.012-10………工具量具模具原材料类编码图表3:原材料类图表编码规则:原材料类用4段8位数字表示,例:2.01.01.001第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.编码表(大分类代码Y)设备类编码图表2:设备类图表编码规则:设备类用5段9位数字表示,例:3.01.01.01.01第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001表示流水号为001的普通机床.编码表(大分类代码S)名称代码说明生产设备01 用于直接生产的机器设备辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)运输设备03 用于运输、装配的机器与车辆生产设备例4:现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:3.01.03.02.01而尚有数控铣床一台,则该铣床编码则为:3.01.03.03.01表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。
分析仪器编码规则

1目的为了分析仪器集中管理,已达到分析仪器管理规范化。
2 范围凡直接用于分析检测的仪器、设备(价值100元以上)。
3 定义分析仪器:公司内部用于分析检测原材料、半成品及成品外观性能的仪器设备。
4 权责4.1 品质管理部: 负责新增分析仪器的编码、编码标签的制作、张贴及更改。
4.2 使用部门:负责分析仪器编码的维护,使用部门不能随意更改机台编码,应保持编码标 签整洁干净完好。
5 内容5.1仪器编码规则5.1.1仪器放置部门中文缩写介绍5.1.2仪器分类编码介绍参考《国家大型科学仪器设备分类编码表》,分析室仪器的分类编码规则采用六位数字编码,一般按照大类、中类、小类,每类用两位阿拉伯数字,从“01”开始,顺序递增表示。
为使编码等长,达到六位数字,对于大类编码后面补充四个“0”,对于中类编码后面补充两个“0”。
为便于编码的扩展,对于各级“其他”类采用“99”进行编码。
BB CC EE1 2 31 ——仪器大类代码,如分析仪器,代码为 012 ——仪器中类代码,如色谱光谱仪器,代码为 01013 ——仪器小类代码,如气相色谱仪,代码为 010101分类标准与编码详述详见附件《仪器分类编码索引》5.1.3 同种仪器流水号编码介绍EE 表示功能相同的各个仪器的顺序号,如可调式移液器有2支,EE的编码为01、02。
5.1.4 流水号FF 表示所有分析仪器的顺序号,一个仪器对应一个流水号,按照编码先后排序,不可重复。
5.2 举例说明编码: PG-010401-02-11表示为放置在品质管理部的总溶解固体含量检测仪(简称TDS),它是第二台TDS,所以标注02号。
最后的11表示这台仪器在所有仪器中的第11号仪器,所以顺序号为11。
6 相关附件6.1 仪器分类编码索引7 参考资料7.1《国家大型科学仪器设备分类编码表》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2009年9月8日发布 2009年9月8日实施 第 1 页 共 9 页
内部资料 注意保密 特钢事业部专业管理标准
标准编号:SWS-12-01-004 第1版 签发:朱庆明 设备编码规则 1目的和适用范围 1.1设备编码是宝山钢铁股份有限事业部特钢事业部(以下简称:事业部)设备管理的基础。通过对设备进行相对规范的编号,使设备的计划、分类、检索、查询、统计等信息传递工作,更加方便、准确、高效。 1.2本设备编码体系是事业部设备维修综合信息管理系统的主代码。 1.3本规则仅适用于事业部的设备编码。 2设备编码的构成及定义: 设备编码由三部分构成: 第一部分 第二部分 第三部分
1 2 3 4 5 6 7 8 9 10 11 12 单项设备 分部设备 更换件 2.1单项设备(1~6位,简称六位码) 单项设备按设备的用途及安装地点,分为生产线设备和非生产线设备两大类。 2.1.1生产线设备:指直接参加生产或直接服务(辅助)生产过程的,且安装在生产线上的各种设备及设施。 2.1.1.1单体设备 具备动力、传动、工作机构三部分且构成为一个整体,又能独立完成某项既定工作任务的设备。或虽不全由上述三部分组成,但也可作为一个整体存在且能独立完成某项既定任务的设备装置。如行车、堆取料机、变压器、高压柜、塔、罐等。 2.1.1.2系统设备 第 2 页 共 9 页
若干个单体设备组合成一个整体,并在工艺生产中不能分开的联动生产设备。如电炉本体、连铸本体、轧机、加热炉炉体等。 2.1.1.3系统装置 若干个装置组合在一起,共同完成某项工作任务,且难以分离的联合装置。如高低压供电系统、控制中心、PLC、电炉本体仪表设备、水处理仪表设备等。 2.1.2非生产线设备:指不直接服务于生产过程的或不在生产线上的各种设备及设施。如:可流动或可便携的各类大型工器具、检测仪表、窗式、柜式空调,微机(不含计算机系统中的终端)、非生产用汽车、办公等设备。 2.2分部设备(7~9位,简称九位码) 单项设备中可按专业区分的成套、成台设备(装置、构件),它们只有组合在一起才能完成单项设备的部分功能。 2.3更换件(10~12位,简称十二码) 构成分部设备的组装件、零配件,它们在工作中必须是有损耗的,并需要准备更换备用件的。 2.3.1组装件:指可以成组、成套、成台更换的备件,如单体辊道、皮带托辊、减速机、联轴节、轮付、成对齿轮、轴承连座、电机、泵、风机、成套电器等。 2.3.2零配件:指单体更换的需备用的零件,如轴、齿轮等。 3设备编码的依据 设定设备编码的主要参考文件、资料以及有关规定。 3.1各生产厂、部详细设备清单。 3.2有关图纸和技术资料。 3.3事业部固定资产管理制度。 3.4事业部低值易耗品目录。 3.5国家及行业有关规定和制度。 4设备编码的功能要求: 根据事业部设备管理业务的需要,设备编码的功能必须满足管理业务的基本要求。 4.1固定资产管理(使用六位) 4.2设备图档管理(使用四位码、六位码及九位码) 4.3设备技术状态管理(使用九位码) 4.4设备维修计划管理(使用九位码) 第 3 页 共 9 页
4.5备件管理(使用十二位码) 5设备编码的规则 5.1六位码编码规则: 5.1.1生产线设备六位码编码规则 YY BB SS
设备所属单位或合同单元(2位) ------ 单项设备所在区域(段)(2位) ---------------------- 单项设备的顺序(2位) --------------------------------------------- 5.1.2 非生产线设备六位码编码规则。 DD X SSS
设备所属部门(2位) --------------------- 分类管理(1位) ----------------------------------------- 设备的顺序(3位) ------------------------------------------------------- 根据管理需要,部分生产线设备参照非生产线设备六位码编码规则,如安装在行车、电气室、操作室等位置的柜式、窗式空调等。 5.1.3六位码规则中YY、DD、BB、X的规定 5.1.3.1六位码中的1、2位YY的定义由设备部颁发,DD按照事业部统一颁发的一级部门代码、YY与DD的对应关系如下: YY 设备所属单位或合同单元 DD 设备所属部门
11 60t炼钢连铸单元 AE 炼钢厂 12 100t炼钢连铸单元 AE 炼钢厂 13 40t炼钢连铸单元 AE 炼钢厂
21 800初轧单元 AG 条钢厂 22 550热轧单元 AG 条钢厂 23 棒线材单元 AG 条钢厂 24 高合金棒材单元 AG 条钢厂 第 4 页 共 9 页
25 合金钢棒材单元 AG 条钢厂 31 感应炉单元 AC 特种冶金厂 32 自耗炉单元 AC 特种冶金厂 33 电渣炉单元 AC 特种冶金厂 34 超塑单元 AC 特种冶金厂
41 径快锻单元 AF 锻造厂 42 锻锤单元 AF 锻造厂
46 冷拔单元 AJ 银亮钢厂 47 银剥单元 AJ 银亮钢厂 48 拉丝单元 AJ 银亮钢厂
51 热挤压单元 AK 钢管厂 52 热穿孔单元 AK 钢管厂
56 热轧单元 AR 热轧厂 57 酸洗修磨单元 AR 热轧厂
61 冷轧单元 AS 冷轧厂 62 精密合金单元 AS 冷轧厂
71 供配电单元 BD 能源环保部 72 供水单元 BD 能源环保部 73 供气、汽单元 BD 能源环保部 74 能中单元 BD 能源环保部 第 5 页 共 9 页
81 制造管理部(检测中心) BA 制造管理部 82 制造管理部 BA 制造管理部 83 设备部 BB 设备部
CA 办公室 CC 人力资源部 CS 运营改善部 CF 经营财务部 EY 军工管理办公室 CJ 监察部 CH 安全保卫部 CQ 工程管理部 BX 营销部 HA 工会 HB 团委 5.1.3.2生产设备六位码中3、4位BB的规定 BB代表按生产工艺流程(工艺布置或平面布置)划分的区域(段)。所谓区域(段)是指在生产流程中可先完成一部分生产工艺功能的设备群,但在此区域内的单项设备不能超过99如超过99时则按以下原则划成二个区域进行编号,其顺序尽可能按流程进行。BB的设定规则如下: 序号 BB 代表设备范围
1 2 3 4 5 6 7 8 01~39 40 41~80 81~85 86~91 92 93 94
以机械设备(液压、润滑设备)为主体的区域 以计算机为主体的区域 以电气室设备为主体的区域 以水处理设备为主体的区域 以仪表设备为主体的区域 以通讯设备为主体的区域 各种构筑物(管道) 第 6 页 共 9 页
9 10 11 95~96 97~98 99
土木建筑、工业厂房 各生产厂、部的机修设备 需维护的大型工器具 其他设备 注:根据管理需要,检化验设备的BB位定义如下: 编码 代表设备区域 编码 代表设备区域 11 物理力学 22 化学冶炼 12 物理金相 23 化学特冶 13 物理常数 31 无损检测 21 化学化学 41 原材料检测 按设备代码规定,区域码固定为两位。在用满01~99的顺序码后,使用A0~A9,B0~B9,C0~C9……扩充两位顺序代码。 5.1.3.3非生产线设备六位码中第3位X的规定 X表示符号 代表意义 X表示符号 代表意义
A 非生产性构筑物 B 办公设备
C 非生产性房屋 E 电气设备
G 大型工器具 I 仪表设备
J 计算机设备 L 润滑设备
M 机械设备 P 液压设备
Q 非生产用车辆 T 通讯设备
K 空调设备 Z 其他设备
5.2分部设备(九位码)编码规则 分部设备采用九位码编号,即在六位码设备编号的基础上,对此项设备内所包含的可以分离的分部设备进行编号。 YY BB S S G SS
单项设备编号(6位) 设备专业分类号(1位) 分部设备的顺序号(2位) 第 7 页 共 9 页
5.2.1分部设备九位码中第7位G的规定: G表示符号 代表意义 G表示符号 代表意义
M 机械设备 P 液压设备
E 电气设备 L 润滑设备
W 水处理设备 A 构筑物
I 仪表设备 C 工业厂房
J 计算机设备 F 工业炉窑
H 计量 D 特种设备
S 生产设备 G 市政公用
T 通讯及工业电视 Z 其他设备
Q 车辆
5.3更换件(十二位码)编码规则: 凡构成各分部设备的更换件采用三位数编码,即第10~12位。编号的规则,可按检修拆装顺序连续编列,也可由使用者自行定义。 YY BB SS G SS SSS
分部设备编号(9位) 更换件顺序号(3位)
6说明 6.1单项设备如机械设备为主体,则原动机(电机、柴油机等)、控制盘、操作箱(盘、柜)、仪表、液压、润滑等为主机设备的一部分,视为该单项设备的分部设备,不作单体设备编号,按设备专业类另编入8、9位编号内。每台(套、组)单项设备、分部设备的数量均为“1”。 6.2电气设备:不能附属于机械设备的电气设备,及二个以上单项设备共用的电气盘(箱、柜)等需按单项设备编号。如供配电系统、能源中心、集中控制室及电气室的变压器、引入盘(柜)组等设备,以电气设备为单项设备进行编号。其中专用于主机的各种高压开关、控制盘、避雷器、冷却装置、高压柜等应列为单项设备的分部设备。 6.3仪表设备:对应于工艺单项设备所配置的各种计量检测控制回路群称为该工艺设备的单项仪表设备。组成单项仪表设备,且能独立