浅谈控制焊接变形的措施
浅谈控制钢结构焊接变形

( N 0 将型钢的两翼板顶住 , D 5) 进一步减少了焊接的
变形 量 。
由于钢框架较高 , 相应的平 台层面变多 , 无疑增
多 了立柱 的节 点 量 。在节 点 焊 接 的 过 程 中 , 用 2 选
名焊工对一根立柱对称焊接 , 或者由一名焊工使用
跳焊的方式 , 这样 的控制措 施也减少 了焊接的变形
控制焊接应力和焊接变形技术水平 。
参考文献 :
[ ] JJ1 20 , 1 G8 — 02建筑钢结构焊接技术规程 [ ] S. [] 王 国凡 . 结构 焊接 制 造 [ . 京 : 2 钢 M]北 化学 工业 出版
社 ,0 4 20.
13 5
ቤተ መጻሕፍቲ ባይዱ
小, 可以通过减少截面积 , 进一步减少结构 的焊接变
形量。 2 13 焊接 节 点的位 置应 处 于构 件截 面的对 称 处 ..
5 对于大型结构宜采取分部组装焊接、 ) 分别矫
正变形后再进行总装焊接或连接。
结构中性轴焊接节点的位置应尽可能在构件截
3 实 际应用
兰州石化催化汽油加氢装置建设期 间, 钢结构 吨位达到 2 0t其 中最高的钢结构达到 3 m, 就 50 , 3 这
2 2 控 制焊 接变 形 的工艺 措施 .
1采用合理的焊接顺序控制变形 ) () I 对于对接接头、 形接头和十字接头坡 口焊 T 接, 在工件放置允许或易于翻身 的情况下 , 宜采用双 面坡 口对称顺 序 焊接 ; 于有对 称 截面 的构件 , 采 对 宜 用 对称 于构 件 中和轴 的顺序 焊 接 。 () 2 对双面非对称坡 口焊接 , 焊接顺序应 为先 焊深坡 口侧部分焊缝、 后浅坡 口侧 、 最后深坡 口侧焊
塔机焊接防焊接变形措施

塔机焊接防焊接变形措施有以下几种:
-减小焊缝截面积:在得到完整、无超标缺陷焊缝的前提下,尽可能采取用较小的坡口尺寸。
-采用热输入较小的焊接方法:如CO₂气体保护焊。
-厚板焊接尽可能采用多层焊代替单层焊。
-在满足设计要求的情况下,纵向加强肋和横向加强肋的焊接可采用间断焊接法。
-双面均可焊接操作时,要采用双面对称坡口,并在多层焊时采用与构件中和轴对称的焊接顺序。
- T形接头板厚较大时采用开坡口角对接焊缝。
-采用焊前反变形方法控制焊后的角变形。
-采用刚性夹具固定法控制焊后变形。
实际操作中,需要根据具体情况选择合适的措施,以达到最好的防变形效果。
如果需要更详细的信息,建议咨询专业的焊接工程师或技术人员。
浅谈平板闸门焊接变形的控制

用火焰和机械校正的方法消除焊接变形。 闸门整体拼 装 、 焊接 会产 生弯 曲变形、 收缩
变形 、 曲变 形等 , 扭 整体 拼装 时要严格 控制拼装
间隙 , 制定合理 的焊 接工艺 和焊接顺序。 并
3 闸门制造过程控制
为 了更好地控制门叶的焊接变形 , 闸门制 在 作过程 中要从 下料 、 口制备 、 坡 梁系小拼装、 梁系
熔池 , 随后 冷 却凝 固成 固态 金 属 。由于焊 接 加 热, 融合线 以外 的母 材产 生膨胀 , 接着冷却 , 池 熔
金属和熔合线附近母 材产 生收缩 , 因加热 、 冷却
这种热变化在局部范 围急速地进行 , 膨胀 和收缩
方法 、 顺序 、 反变形等可 以减小部分变形 , 焊后采
校正、 门叶整体 拼装 、 焊接 工艺 和焊接顺序 等方
而其他类型 的变形属 于整 体变 形 。钢 闸门焊接 过程 中通常既有局部变形又有整体变形 。 闸门的焊接变形主要与闸门的结构形式 、 焊 缝分布、 板材 厚度 、 焊接 接头 形式 、 拼装 间 隙、 焊 接顺序及焊前 闸门的约束 条件 等有关 。
2 2 平 板 闸 门焊 接 变形 分 析 .
面进行 焊接变形控制 。 31 滑动闸门制造工艺 . 滑 动闸门制造工艺流程 图见图 1 。
32 下 料 、 口制 备 . 坡
板材下料采用数控切割机和半 自动切割机 ,
梁 系 的腹 板 、 板 及 面板 坡 口加 工 采 用 1m刨 边 翼 2
2 1 第 5期 00年
新疆水利 XNIN WAE R s1 E IJ G A T R E0 c s
‘ 。3 ‘ 7
浅谈焊接变形与变形控制

续发展 建筑 、 能环 保建筑 , 其为我们 提供一种 先进 的生 活 态系 统抱 着关心 和尊重 的态度去处 理长期发展 中存在 的矛盾 节 使
方式。() 2 绿色建筑需要大众化设计 。 当代之所 以提出绿色建筑 和 问题 。 在建筑设计 中树立绿色理念 , 多方面 出发 , 从 运用各种 概念是为 了更好的使人类 和 自然环境长期共存发展下去 。 这 设计方 法, 但 达到绿 色建筑设计标 准 , 继而实 现可持续 发展 的 目
建筑物地 下空间加大。 由于有厚实 的土层和植 被, 使地 下建筑 乏可供参考的经验。
受地面温度变化 的影响很小 , 般情况下土层三米 以下深处 的 一 温度 是几乎不 受外界影 响的 , 是一 种减少 能耗、 约能源最 经 节 用可 以有效促进建筑节能 。
五 、 色建 筑 的评 价 标 准 绿
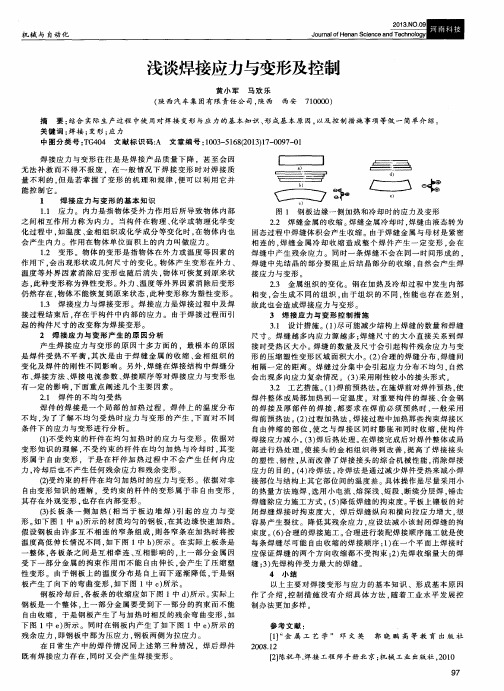
【 要】 摘 介绍了焊接变形的产生机理, 分析影响焊接变形的主要因素和概括变形种类, 研究探寻控制变形的一些方法。文章
内容对一些焊接 结构设计 和控 制变形操作具有一 定的参考作用 。
【 关键词】 焊接 ; 焊接变形; 焊接应 力; 变形控制
焊 不 焊接是机械加工 中非常重要的一个工艺环节 , 但是金属 结 冷缩 的程度不均 , 件各部 分相 互连 接而又相 互制约 , 能 自 使焊件本 身产 生应 力不均匀 , 导致焊件 的变 构件在焊接过程经 常会 出现一些难 以预料 的结构变 形, 严重 影 由的伸长和缩 短 ,
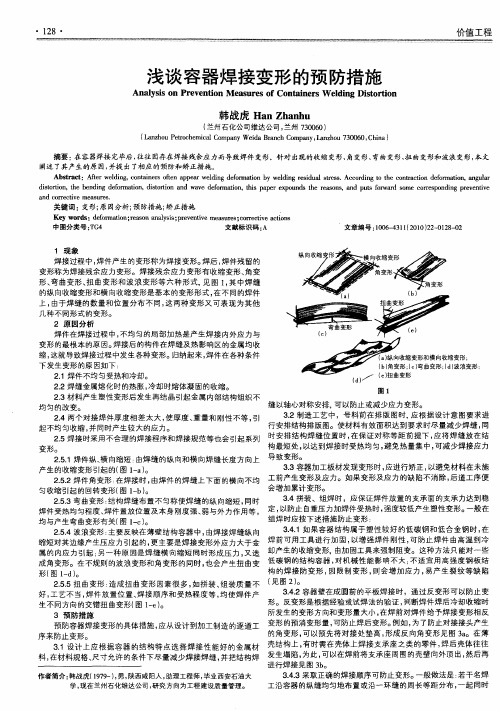
浅谈容器焊接变形的预防措施
关 键词 : 变形; 因分析 ; 防措施 ; 原 预 矫正 措施
Ke r y wo ds:d fr ain;e s n a ay i; r v n ieme s r s c re tv cins eo m to r ao n lss p e e tv au e ; o c ea to i
摘 要 : 容器焊接 完 毕后 , 往 因存在 焊接 残余应 力 而导致 焊件 变形 。针 对 出现的 收缩 变形 、 变形 、 在 往 角 弯曲 变形 、 曲变形 和波 浪变形 , 文 扭 本 阐述 了其产 生的原 因, 并提 出 了相应 的预 防和矫 正措 施 。
Absr c : A trwed n ,c nanesotn a p a lig deo main b li g rsd l te s Ac o dn o t e c nr cin d fr ain,a g lr t a t fe li g o ti r fe p e rwedn fr to y wed n e iua sr s . c r ig t h o ta to eo m to n ua
ds r o ,te b n i g d fr ain i ot n a d w v eo main t i p p r e p u d h e s n , n us fr ad s me c re p n ig p e e t e i o t n h e d n eo t ,ds ri n a e d fr t , hs a e x o n s te r a o s a d p t o w r o o rs o d n r v ni t i m o t o o v
均 匀 的改 变 。 24两 个 对 接 焊 件 厚 度 相 差 太 大 , 厚 度 、 量 和 刚性 不 等 , . 使 重 引
浅谈焊接应力与变形及控制
尺 寸 。 焊 缝 越 多 内应 力 源 越 多 ; 焊 缝 尺 寸 的大 小 直 接 关 系 到 焊 接 时 受 热 区 大小 。焊缝 的数 量 及 尺 寸 会 引 起 构 件残 余 应 力 与 变 形 的压 缩 塑 性 变 形 区域 面 积 大 小 。( 2 ) 合 理 的焊 缝 分 布 , 焊 缝 间
1 焊 接 应 力 与 变 形 的 基 本 知 识
[二]
a)
兰 三 三 兰 三三
t= = == == = == = ,
b )
l , ・ - ^ ・ ’ ・ _ 兰暑 ^ _ ^ - ・ … _ _ ・ ^ ^ - 一
d )
仁
。
1 . 1 应 力 。 内 力 是 指 物 体 受 外 力 作 用 后 所 导 致 物 体 内部 之 间 相 互 作 用 力 称 为 内力 。 当构 件 在 物 理 、 化 学 或 物 理 化 学 变 化过程 中, 如温度 、 金 相 组 织 或 化 学 成分 等 变 化 时 , 在 物 体 内 也 会 产 生 内力 。作 用 在 物 体 单 位 面积 上 的 内力 叫做 应 力 。 1 . 2 变形 。 物 体 的 变 形 是 指 物 体 在 外 力 或 温 度 等 因 素 的 作用下 , 会 出现形状或几何尺寸的变化 。 物体 产 生 变形 在外 力 、 温 度 等 外 界 因 素 消 除 后 变 形 也 随后 消失 , 物 体 可恢 复 到 原来 状 态. 此种变形称为弹性变形。 外 力、 温 度 等 外 界 因素 消 除 后 变 形 仍然存在 , 物体不能恢复到原来状态 , 此种变形称为塑性变形 。 1 . 3 焊接 应力 与 焊 接 变 形 。 焊 接 应 力 是 焊 接 过 程 中及 焊 接过程结束后 . 存 在 于 构 件 中 内 部 的 应 力 。 由 于 焊 接 过 程 而 引 起 的构 件 尺 寸 的 改变 称 为 焊 接 变 形 。
浅谈中梁焊接变形与挠度控制
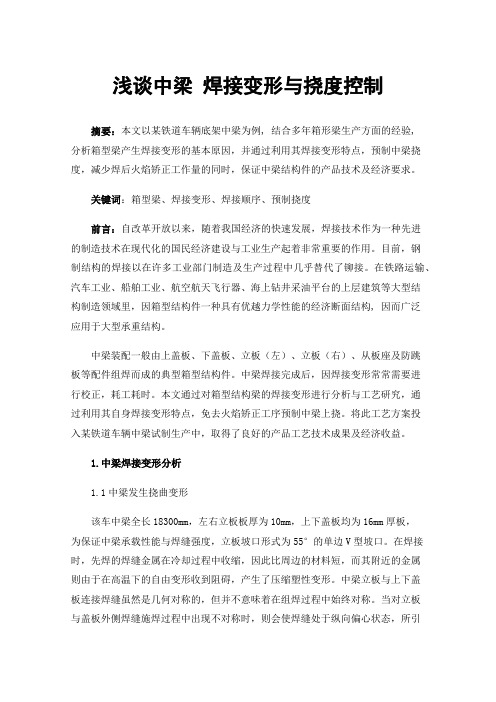
浅谈中梁焊接变形与挠度控制摘要:本文以某铁道车辆底架中梁为例, 结合多年箱形梁生产方面的经验,分析箱型梁产生焊接变形的基本原因,并通过利用其焊接变形特点,预制中梁挠度,减少焊后火焰矫正工作量的同时,保证中梁结构件的产品技术及经济要求。
关键词:箱型梁、焊接变形、焊接顺序、预制挠度前言:自改革开放以来,随着我国经济的快速发展,焊接技术作为一种先进的制造技术在现代化的国民经济建设与工业生产起着非常重要的作用。
目前,钢制结构的焊接以在许多工业部门制造及生产过程中几乎替代了铆接。
在铁路运输、汽车工业、船舶工业、航空航天飞行器、海上钻井采油平台的上层建筑等大型结构制造领域里,因箱型结构件一种具有优越力学性能的经济断面结构, 因而广泛应用于大型承重结构。
中梁装配一般由上盖板、下盖板、立板(左)、立板(右)、从板座及防跳板等配件组焊而成的典型箱型结构件。
中梁焊接完成后,因焊接变形常常需要进行校正,耗工耗时。
本文通过对箱型结构梁的焊接变形进行分析与工艺研究,通过利用其自身焊接变形特点,免去火焰矫正工序预制中梁上挠。
将此工艺方案投入某铁道车辆中梁试制生产中,取得了良好的产品工艺技术成果及经济收益。
1.中梁焊接变形分析1.1中梁发生挠曲变形该车中梁全长18300mm,左右立板板厚为10mm,上下盖板均为16mm厚板,为保证中梁承载性能与焊缝强度,立板坡口形式为55°的单边V型坡口。
在焊接时,先焊的焊缝金属在冷却过程中收缩,因此比周边的材料短,而其附近的金属则由于在高温下的自由变形收到阻碍,产生了压缩塑性变形。
中梁立板与上下盖板连接焊缝虽然是几何对称的,但并不意味着在组焊过程中始终对称。
当对立板与盖板外侧焊缝施焊过程中出现不对称时,则会使焊缝处于纵向偏心状态,所引起的收缩力时偏心的。
因此,收缩力不但使构件缩短,同时造成构件的弯曲。
在弯矩的作用下,构件终端横截面发生转角和挠度。
在焊缝长度方向的个点并非同时加热,因此在热源附近的技术受热膨胀,但将受到周围温度较低的金属的约束而承受压力应,这样就会在板宽方向产生压缩塑性变形,并使其厚度增加,发生横向收缩变形,引起中梁旁弯量超限。
钢结构环境焊接变形及防治措施分析

钢结构环境焊接变形及防治措施分析摘要:焊接在结构制作中很重要,目前焊接已成为钢结构制作的主要连接方式,构件与构件之间的某些部位通过焊接的方式进行连接,因此产生的焊接变形对结构质量有一定的影响。
如何防止焊接变形愈来愈成为钢结构制作的关键。
就一些结构制作工程施工中存在的焊接变形问题进行分析与研究,指出防止焊接变形在结构制作中的重要作用。
关键词:钢结构焊接构件制作变形1 焊接引起的钢构件变形焊接顺序生产实践表明焊接过程中,焊接变形的产生给结构制作带来很大的困难,它不仅可以改变结构的外观形状、几何尺寸,而且有时会降低结构的承载能力,使结构体系处于不稳定状态,引发事故,例如图1所示的丁字梁的制作,在焊后会出现如图所示方向向下的挠曲变形;如图2所示,加强筋和板的焊接会引起横向收缩使构件长度缩短。
构件因焊接而产生变形达不到使用要求,为矫正这些变形,常要花费大量工时来矫正较复杂的变形,其矫正工作量有时比焊接工作量要大得多,有的残余变形大到经矫正后也无法达到使用要求或残余变形根本无法矫正,这时产品只能报废。
由此可见,钢结构焊接变形的产生往往给构件的质量带来严重威胁,应该引起钢结构制作工程技术人员的足够重视,在工程实践中环境是影响钢结构变形的主要因素,所以我们要充分运用焊接变形的规律消除和最大程度减小构件因焊接而产生的残余变形,保证工程质量。
2 环境对焊接变形的影响焊接变形问题在施工过程中显得如此重要,在钢结构焊接中影响变形最主要的因素是环境。
影响钢结构焊接质量的理化环境因素主要是指空气的温度、湿度和风力,其次是指焊件坡口区域的清洁程度。
其中温度的影响效果最直接、后果最严重,也最难控制;湿度次之;风力可在局部小环境内得到控制;坡口区域的清洁程度容易保证。
这些环境因素在焊接质量的形成过程中所起的作用不同程度上间接的影响着结构或者构件的变形。
(1)空气温度直接影响焊接热循环过程、焊接熔池冶金化学反应程度、焊缝和热影响区金相组织转变、合金元素和应力的分布,最终影响焊接接头的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈控制焊接变形的措施
发表时间:2012-07-17T14:50:05.340Z 来源:《赤子》2012年第10期供稿作者:温树强朱国峰潘启新[导读] 在焊接过程中由于急剧的非平衡加热及冷却,结构将不可避免地产生不可忽视的焊接残余变形。
温树强朱国峰潘启新(黑龙江牡丹江 157000)
摘要:焊接产生变形的原因基本是受材料、结构和工艺的影响,针对这些原因在焊接设计和焊接工艺采取有效的措施加以控制,以提高焊接质量。
关键词:焊接;变形;措施
前言
在焊接过程中由于急剧的非平衡加热及冷却,结构将不可避免地产生不可忽视的焊接残余变形。
焊接残余变形是影响结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素。
钢材的焊接通常采用熔化焊方法,是在接头处局部加热,使被焊接材料与添加的焊接材料熔化成液体金属,形成熔池,随后冷却凝固成固态金属,使原来分开的钢材连接成整体。
由于焊接加热,融合线以外的母材产生膨胀,接着冷却,熔池金属和熔合线附近母材产生收缩,因加热、冷却这种热变化在局部范围急速地进行,膨胀和收缩变形均受到拘束而产生塑性变形。
这样,在焊接完成并冷却至常温后该塑性变形残留下来。
1 焊接发生变形的原因
焊接变形可以分为在焊接热过程中发生的瞬态热变形和在室温条件下的残余变形。
影响焊接变形的因素很多,但归纳起来主要有材料、结构和工艺三个方面。
1.1 材料因素的影响。
材料对于焊接变形的影响不仅和焊接材料有关,而且和母材也有关系,材料的热物理性能参数和力学性能参数都对焊接变形的产生过程有重要的影响。
其中热物理性能参数的影响主要体现在热传导系数上,一般热传导系数越小,温度梯度越大,焊接变形越显著。
力学性能对焊接变形的影响比较复杂,热膨胀系数的影响最为明显,随着热膨胀系数的增加焊接变形相应增加。
同时材料在高温区的屈服极限和弹性模量及其随温度的变化率也起着十分重要的作用,一般情况下,随着弹性模量的增大,焊接变形随之减少而较高的屈服极限会引起较高的残余应力,焊接结构存储的变形能量也会因此而增大,从而可能促使脆性断裂,此外,由于塑性应变较小且塑性区范围不大,因而焊接变形得以减少。
1.2 结构因素的影响。
焊接结构的设计对焊接变形的影响最关键,也是最复杂的因素。
其总体原则是随拘束度的增加,焊接残余应力增加,而焊接变形则相应减少。
结构在焊接变形过程中,工件本身的拘束度是不断变化着的,因此自身为变拘束结构,同时还受到外加拘束的影响。
一般情况下复杂结构自身的拘束作用在焊接过程中占据主导地位,而结构本身在焊接过程中的拘束度变化情况随结构复杂程度的增加而增加,在设计焊接结构时,常需要采用筋板或加强板来提高结构的稳定性和刚性,这样做不但增加了装配和焊接工作量,而且在某些区域,如筋板、加强板等,拘束度发生较大的变化,给焊接变形分析与控制带来了一定的难度。
因此,在结构设计时针对结构板的厚度及筋板或加强筋的位置数量等进行优化,对减小焊接变形有着十分重要的作用。
1.3 焊接工艺因素的影响。
焊接工艺对焊接变形的影响方面很多,例如焊接方法、焊接输入电流电压量、构件的定位或固定方法、焊接顺序、焊接胎架及夹具的应用等。
在各种工艺因素中,焊接顺序对焊接变形的影响较为显著,一般情况下,改变焊接顺序可以改变残余应力的分布及应力状态,减少焊接变形。
多层焊以及焊接工艺参数也对焊接变形有十分重要的影响。
焊接工作者在长期研究中,总结出一些经验,利用特殊的工艺规范和措施,达到减少焊接残余应力和变形,改善残余应力分布状态的目的。
2 设计控制焊接变形的措施
2.1 合理地选择焊接的尺寸和形式。
焊接尺寸直接关系到焊接工作量和焊接变形的大小。
焊缝尺寸大,不但焊接量大,而且焊接变形也大,因此,在保证结构的承载能力的条件下,设计时应尽量采用较小的焊缝尺寸。
对于受力较大的丁字接头和十字接头,在保证相同的强度条件下,采用开坡口的焊缝可比一般角焊缝减少焊缝金属,对减小变形有利。
2.2 尽可能减少不必要的焊缝。
在设计焊接结构时,合理地选择筋板的形状,适当地安排筋板的位置,力求焊缝数量少,避免不必要的焊缝,从而减小焊接变形。
2.3 合理地安排焊缝位置。
在设计焊接结构时,安排焊缝尽可能对称于截面中性轴,或者使焊缝接近中性轴,这对于减少梁、柱等类型结构的挠曲变形有良好的效果。
3 焊接工艺的控制措施
焊接工艺控制措施是指在焊接构件生产制造过程中所采用的一系列措施,将其分为焊前预防措施、焊接过程中的控制措施和焊后矫正措施。
3.1 焊前预防措施。
焊前预防主要包括预防变形、预拉伸法和刚性固定组装法。
预变性法或称反变形法是根据预测的焊接变形大小和方向,在待焊工件装配时造成与焊接残余变形大小相当、方向相反的预变形量(反变形量),焊后焊接残余变形抵消了预变形量,使构件恢复到设计要求的几何形状和尺寸。
预拉伸法多用于薄板平面构件,焊接时在薄板有预张力或有预先热膨胀量的情况下进行的。
焊后,去除预拉伸或加热,薄板恢复初始状态,可有效地降低焊接残余应力,控制焊接变形。
预热的作用在于减小温度梯度,不同的预热温度在降低残余应力的作用方面有一定的差别,预热温度在300~400℃时,在钢中残余应力水平降低了30%~50%,当预热温度为200℃时,残余应力水平降低了10%~20%。
刚性固定组装法是采用夹具或刚性胎具将被焊构件尽可能地固定,可有效地控制待焊构件的角变形与弯曲变形等。
3.2 焊接过程控制措施。
焊接过程控制主要方法有采用合理的焊接方法和焊接规范参数,选择合理的焊接顺序以及采用随焊两侧加热、随焊碾压、随焊跟踪激冷等措施。
选择线能量较低的焊接方法以及合理地控制焊接规范参数可以有效地防止焊接变形。
采用随焊两侧加热、随焊碾压、随焊跟踪激冷等措施可以降低残余应力和减小焊接变形。
采用随焊两侧加热,横向应变、纵向应变和最大剪切应变的分布更加均匀,变化更加平缓,起到减小焊接残余应力和变形的作用。
随焊碾压法由于设备复杂、使用不便等原因,在生产应用中受到一定的限制,但该方法在提高焊接变形等方面具有理想的效果。
随焊激冷法能够显著地降低残余应力和减少焊接变形。
焊接顺序对焊接残余应力和变形的产生影响较大,在采用不同的焊接顺序时,可以改变残余应力的分布规律,但对残余应力整体幅值的降低作用不大,同时该方法对于控制焊接变形有较大的作用,尤其在多道焊中,作用更加明显。
3.3 焊后矫正措施。
当构件焊接后,只能通过矫正措施来减小或消除已发生的残余变形。
焊后矫正措施主要分为加热矫正法和机械矫正法。
加热矫正法又分为整体加热和局部加热。
整体热矫正是指将整体构件加热至锻造温度以上再进行矫正的方法,可用以消除较大的形状偏差。
但是焊后整体加热容易引起冶金方面的副作用,限制了该方法的进一步推广及应用。
局部热矫正多采用火焰对焊接构件局部加热,在高温处,材料的热膨胀受到构件本身刚性制约,产生局部压缩塑性变形,冷却后收缩,抵消了焊后部位的伸长变形,达到矫正目的,火焰加热法采用一般的气焊焊炬,不需要专门的设备,方法简便灵活,因此在生产上广为应用。
此外,还有利用机械力或冲击能等进行焊接变形矫正,包括静力加压矫直法、焊缝滚压法、锤击法等。
结束语:综合分析上述产生焊接变形的原因与减小焊接变形的措施,基本了解焊接变形的原因及变形的种类,针对焊接变形的原因和控制措施从焊接工艺等方面进行改进,有效防止减少焊接变形所带来的危害。