XY运动平台控制系统设计
一种新型的大行程XY柔性并联微定位平台
摘 要 :大 行程 高精 度 柔 性 并 联 微 定位 平 台 的需 求 与 日俱增 。 提 出 了一 种 新 颖 的 大 行 程 XY柔 性 并联 微 定 位 平 台 .它 具 有 镜 面 对
称 的结构和冗余约束 特性 ,镜像对称结构 能够很好地约束 了面内寄生转角和交叉轴耦 合,冗余约束在提 高系统刚度的同时还降
关键 词 :XY柔 性 并 联 微 定位 平 台 ;大 行 程 ;交 叉 轴解 耦 ;柔 度 矩 阵
中 图分 类 号 : TH 1 1 2 文 献 标 识 码 :A d o i :1 0 . 3 9 6 9 / j . i s s n . 2 0 9 5 0 4 1 1 . 2 0 1 3 . 0 4 . 0 0 3
低 了运 动 平 台 的质 量 。建 立 了柔 性 微 定位 平 台 的柔 度 矩 阵 模 型 ,用于 确 定 尺 寸 参 数 。 最 后 ,通 过 有 限 元模 型 分 析 ,并 与 理 论 模 型对 比 。结 果 显示 本 文 所 设 计 的 柔 性 并联 微 定 位 平 台具 有 如 下 特 点 ;2 0 T I l m× 2 0 am 的 大 运 动 行 程 , 两运 动 轴 之 间具 有 较 高 的 r 解 耦 度 ,很 好 地约 束 了面 内寄 生 转 角 ,其 值 小 于 1 7 . 7 6 g r a d 。
Vo1 .2 5 No . 4 Oc t . 2O 1 3
基于PLC的3D打印机控制系统设计

目录摘要 (1)英文摘要 (1)引言 (2)1.方案设计 (3)1.1 3D打印机简介 (3)1.2 系统任务要求 (3)1.3 系统设计思路 (4)2.硬件设计 (4)2.1 系统结构及工作原理 (4)2.2 元器件选型 (5)2.3系统原理图 (6)3 参数整定 (8)3.1 定位模块参数设置 (8)3.2 伺服系统内部参数设定 (9)3.3步进内部参数设定 (10)4 人机界面设计 (11)5 软件设计 (13)5.1系统流程图 (13)5.2控制程序设计 (14)6 联机调试 (17)总结与谢词 (19)参考文献 (20)附录1 3D打印机控制系统元件清单 (21)附录2 3D打印机PLC控制系统I/O分配表 (22)附录3 程序清单 (23)摘要:本文介绍的3D打印机的三轴和物料挤出控制是3D打印机的驱动控制,具有高精度和高响应特点,是实现3D打印的前提,采用PLC控制的3D打印机,可以实现打印实体物品的自动化和全程管理,采用伺服电机和步进电机作为驱动电机,可以实现工业级别的打印精度。
关键词:3D打印机 PLC 控制精度The design of the 3D printer control systembased on PLC(Information Engineering College of electrical automation technology Leng Xiong-Wei) ABSTRACT:3D printers and materials described in this article-axis control is driven out of control 3D printer, with high accuracy and high response characteristics, the premise is to achieve 3D printing, PLC-controlled 3D printer, you can print physical objects to achieve automation and full management, the use of servo motors and stepper motor as the drive motor can be achieved industrial grade printing accuracy.Key words:3D printer PLC Control Accuracy引言3D打印源自100多年前美国研究的照相雕塑和地貌成形技术,上世纪80年代已有雏形,其学名为“快速成型”。
corexy限位代码

corexy限位代码CoreXY是一种常见的运动结构,可以实现平行机械结构的高速和高精度运动。
在CoreXY机械结构中,两个驱动电机通过一组皮带和滑块交错地将运动传递给平台,以实现平滑和稳定的运动。
为了保证运动的准确性和可靠性,在CoreXY机械结构中需要添加限位开关。
本文将讨论CoreXY机械结构限位开关的状态监测与相应的代码编写。
对于CoreXY机械结构,我们可以设置两个限位开关,分别用于X轴和Y轴的限位监测。
限位开关通常采用常闭型,即在正常情况下闭合,当机械部件接触到开关时打开。
我们可以通过读取限位开关的状态来进行限位监测,一旦检测到限位开关的状态改变,即可以停止或改变运动方向。
代码中,我们可以采用轮询的方式来读取限位开关的状态。
轮询是一种简单但有效的技术,通过循环不断地读取开关状态来进行监测。
以下是一个简单的C语言代码片段来实现CoreXY 机械结构的限位监测:```c#define X_LIMIT_PIN 2#define Y_LIMIT_PIN 3void setup() {pinMode(X_LIMIT_PIN, INPUT_PULLUP); // 设置X轴限位开关引脚为输入pinMode(Y_LIMIT_PIN, INPUT_PULLUP); // 设置Y轴限位开关引脚为输入}void loop() {boolean x_limit_state = digitalRead(X_LIMIT_PIN); // 读取X 轴限位开关状态if (x_limit_state == LOW) { // 如果X轴限位开关触发// 停止X轴运动或改变运动方向}boolean y_limit_state = digitalRead(Y_LIMIT_PIN); // 读取Y 轴限位开关状态if (y_limit_state == LOW) { // 如果Y轴限位开关触发// 停止Y轴运动或改变运动方向}// 执行其他任务}```在上述代码中,我们首先通过调用`pinMode()`函数将两个限位开关引脚设置为输入模式。
基于Android和物联网的四轴运动平台控制系统设计与实现

基于Android和物联网的四轴运动平台控制系统设计与实现卢军;刘杰;胡凡【摘要】针对多工位工件自动装配系统,设计并实现了一种基于Android和物联网的四轴运动平台控制系统,完成了系统软硬件的设计开发与搭建.对四轴运动平台进行了三维建模,加工并搭建出样机.系统硬件主体搭建分三部分:Android智能控制终端、单片机中央控制器和电动机运动控制模块.软件开发包括Android手机APP 及单片机主控程序开发.系统采用成熟的C/S架构,智能手机作为客户端,通过WIFI 与服务器端即中央控制器实现通信和数据传输.主控程序中,设计并实现了自动控制及手动控制两种模式,采用S型加减速曲线,对电动机轴进行单一及联动控制,实现对四轴运动平台的控制.经实际测试,系统界面友好、操作灵活,且稳定可靠、实时性好.【期刊名称】《制造技术与机床》【年(卷),期】2016(000)002【总页数】5页(P64-68)【关键词】自动装配;Android;物联网;单片机;WIFI通信【作者】卢军;刘杰;胡凡【作者单位】陕西科技大学机电工程学院,陕西西安710021;陕西科技大学机电工程学院,陕西西安710021;陕西科技大学机电工程学院,陕西西安710021【正文语种】中文【中图分类】TP273;TP368近年来,工业智能化的发展步伐加快,2011年4月在德国举办的汉诺威工业博览会上,“工业4.0”的概念首次被提出,其宗旨是支持工业领域新一代革命性技术的研发与创新[1-2]。
将嵌入式系统生产技术与智能生产过程相结合,这在很大程度上提高了物联网技术的推进速度。
四轴运动平台,由于其快速、高效、重复定位精度高,广泛应用于家电、电子电气及智能仪器仪表等的工业自动化装配领域。
装配速度与精度是衡量四轴运动平台的一个重要标准,而这又进一步取决于电动机的运动速度与精度,因此研究与改进电动机控制系统对提高装配速度、精度以及生产效率有着工业实践意义[3-4]。
单轴电机运动控制实验
单轴电机运动控制实验实验报告1 实验目的理解运动控制系统加、减速控制的基本原理及其常见实现方式(T 曲线模式、S 曲线模式),理解电子齿轮的相关概念和应用范围,掌握实现单轴运动各种运动模式的方法和设置参数的含义。
2 基础知识2.1 加减速控制加、减速控制是运动控制系统插补器的重要组成部分,是运动控制系统开发的关键技术之一。
常见的加、减速控制方式有直线加减速(T 曲线加减速)、三角函数加减速、指数加减速、S 曲线加减速等。
其中,在运动控制器中应用最广泛的为直线加减速和S 曲线加减速算法。
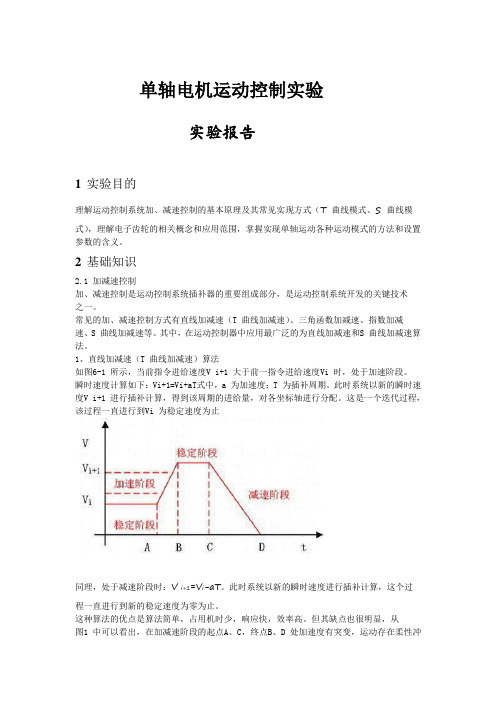
1、直线加减速(T 曲线加减速)算法如图6-1 所示,当前指令进给速度V i+1 大于前一指令进给速度Vi 时,处于加速阶段。
瞬时速度计算如下:Vi+1=Vi+aT式中,a 为加速度;T 为插补周期。
此时系统以新的瞬时速度V i+1 进行插补计算,得到该周期的进给量,对各坐标轴进行分配。
这是一个迭代过程,该过程一直进行到Vi 为稳定速度为止同理,处于减速阶段时:V i+1=V i-aT。
此时系统以新的瞬时速度进行插补计算,这个过程一直进行到新的稳定速度为零为止。
这种算法的优点是算法简单,占用机时少,响应快,效率高。
但其缺点也很明显,从图1 中可以看出,在加减速阶段的起点A、C,终点B、D 处加速度有突变,运动存在柔性冲击。
另外,速度的过渡不够平滑,运动精度低。
因此,这种加减速方法一般用于起停、进退刀等辅助运动中2、S 曲线加减速算法S 曲线加减速的称谓是由系统在加减速阶段的速度曲线形状呈S 形而得来的,采用降速与升速对称的曲线来实现升降速控制。
以下给出S 曲线加减速的插补递推公式,在此处设插补周期为T,则在第i 个插补周期结束时,位移为加速度为:速度为:上述递推公式中J 是分区适应的,即:插补时只需判断当前插补周期所在区间,即可按插补迭代公式计算出与速度规划适应的位移增量,从而实现其加减速。
S 型加减速在任何一点的加速度都是连续变化的,从而避免了柔性冲击,速度的平滑性很好,运动精度高。
机械专业毕业设计题目大全_(3600课题)
160法兰成型机的总体设计
161饭盒把手注射模具设计
162方便饭盒上盖设计
163仿真分析在冷冲模设计中的应用
164放大镜模具的设计与制造
165放音机机壳注射模设计
166肥皂盒模具的设计
167肥皂盒模具设计
168肥皂盒注塑模
169分度盘零件冲孔落料复合模设计
170封闭板成形模及冲压工艺设计
324油茶采摘机械手的机构设计
325游戏机按钮注塑模具设计
326张力盘落料、冲孔、拉深复合模
327支架零件冲压与冲模设计
328止动件冲压模设计
329枳壳自动切割机的设计
330轴承端盖模具的加工
331轴流式脱扬机传动部件设计2
332轴流式脱扬机工作部件设计1
333轴流式脱扬机工作部件设计3
334竹材旋切机
19基于单片机的数控车床XY工作台与控制系统设计
20螺旋离心泵的设计
21生产线皮带运输机控制系统设计
22绞肉机的设计
23钢环分离锥轮无级变速器
24水平螺旋输送机设计
25马铃薯去皮机设计
26番茄打浆机
27YM3150E型滚齿机的控制系统的PLC改造
28基于UG二次开发技术的麻花钻、扩孔钻、铰刀设计系统研究
312压铸作业设计
313牙签合盖注射模设计
314盐水注射机
315盐水注射机2
316液态金属冷却定向凝固设备设计
317液压教学实验台执行装置的结构设计
318液压升降台
319一级蜗轮蜗杆减速器
320仪器连接板注塑模设计
321樱桃番茄分级传输机构设计
322樱桃西红柿分拣机控制系统设计
323油泵调节垫片冲压模设计
UVW平台运动控制算法以及matlab仿真
UVW平台运动控制算法以及matlab仿真UVW平台运动控制算法以及matlab仿真最近公司同事因为对某视觉对位平台的运动控制算法有疑问,所以来请教我。
由于我也是第⼀次接触到UVW⾃动对位平台(也可以叫XXY⾃动对位平台),于是找了⼀些资料学习⼀下,⼤概了解了运动模式后,使⽤matlab模拟了此平台,并验证了UVW平台资料提供的运动控制算法的正确性。
⼀、UVW平台介绍1、这是⼀种可以实现以平⾯上任意⼀点为中⼼,进⾏旋转运动的装置,并可沿着任意的⽅向平移。
2、此平台和视觉CCD纠偏系统对接在⼀起,可以很快完成⾼精度的纠偏⼯作,重复定位精度⼀般可达±1µm;UVW平台和以前的xyθ平台相⽐,有以下⼏点不同:1、控制精度⾼于xyθ平台;2、UVW平台可以平⾯上任意⼀点为中⼼做旋转运动(包括⽆限远);⽽xyθ平台由于仅仅依靠⼀个电机的转动控制,所以旋转中⼼必须是固定在平台上某处(θ电机连接处),且必须随平台⼀同运动。
3、基于第⼆点的区别,显然UVW平台是需要⼀个绝对坐标系作为参考系,其旋转中⼼才有意义;⽽xyθ平台则必须是⼀个随平台动的坐标系作为参考系,这样控制计算⽅法便完全不⼀样了。
UVW平台⼯作模式如下图:⼆、计算⽅法计算⽅法由平台供应商提供,截图如下:仔细研究⼀下上述的公式,很容易发现,这只是简单的⼏何运算以及对⼆维坐标的求解问题。
简单说明⼀下视觉对位和运动控制思路:1、通过UVW平台供应商提供的说明书,找到机械参数,得到UVW三个轴的初始坐标(基于UVW平台原点坐标系);2、通过视觉标定⽅法,确定相机坐标系到UVW平台坐标系的转换矩阵;确定标志物模板基于UVW平台原点坐标系的坐标值(x_m, y_m);3、通过相机得到标志物模板位置和待纠偏标志物之间的x、y、θ偏移量(基于UVW平台原点坐标系);4、按照上图公式,输⼊三个轴初始坐标,设置旋转中⼼为(0,0),输⼊θ偏移量,可得到UVW三轴新的坐标值,以及待纠偏物体的新的坐标,以及三个电机对应的给进量A1、A2、A3;5、输⼊上⼀步求得的UVW三轴新的坐标值,另外通过上⼀步求得的待纠偏物体的新的坐标,计算得此时待纠偏物体到模板点位置的x2、y2偏移量;输⼊x2、y2偏移量,则可以得到三个电机对应的给进量B1、B2、B3;6、将5和6步获取的三个电机的给进量对应相加,分别得到对应电机给进量C1、C2、C3,并⽤此给进量驱动对应电机即可。
全自动引线键合机XY工作台装配工艺 41 张世民
全自动引线键合机XY工作台装配工艺摘要本文综述了键合机中XY工作台的相关知识和装配工艺,阐述了XY工作台的工作原理、应用范围、装备技巧及实际意义,通过XY工作台的简单介绍和过程分析,研究了XY的工作过程、封装方法及装配精度保证方法。
利用相关机械知识推导出了XY工作台的实现和对数控、机电一体化的实际意义,通过收集相关资料、查阅有关文献得到了XY工作台的蓝图。
讨论了XY 工作台装配中的难点、重点以及要点。
总之,通过对键合机的了解和在实习期间对XY工作台的亲身装配,认识到XY工作台在键合机乃至数控、机电一体化的领域的重要作用。
关键词:高精度,高速度,高稳定性目录第一章XY工作台简介 (1)第一节 XY运动平台控制系统介绍 (1)第二节 XY工作台的性能要求 (1)第三节 XY工作台的组成 (1)第二章XY工作台零部件的选用 (3)第一节导轨的选用 (3)第二节直线电机的选用 (3)第三节导轨油的选用 (5)第三章XY工作台的组装 (8)第一节 XY工作台 (8)第二节装配环境要求 (8)第三节测量仪器与工具准备 (8)第四节装配前的准备工作 (8)第五节XY工作台装配 (9)结论 (14)参考文献 (14)附录 (15)第一章XY工作台的简介一、XY运动平台控制系统介绍XY运动平台是许多数控加工设备和电子加工设备目前最为典型的机电一体化系统的基本部件。
如:数控车床的纵横进刀装置、数控铣床和数控钻床的XY 工作台、激光加工设备。
如图1.1所示为XY运动平台机械本体,它是由两个直线运动单元组成。
每个直线运动单元包括:工作台面、滚珠丝杠、导轨、轴承座、基座等部分,通过两个直线运动单元的组合,可以使工作台面产生两个自由度XY轴方向的平面运动。
二、XY工作台的性能要求由于工作台的使用的情况不同,因而对性能的要求也各异。
一般的静态和动态性能要求包括有如下一些内容。
1、在静态性能方面:(1)工作台的几何精度它包括XY工作台的导轨在水平面内的直线性、垂直平面内的直线性,X方向与Y方向的垂直度,X-Y方向的反向间隙和反向精度以及工作台面与运动平面间的不平行性。
基于PLC的自动点胶装置控制系统设计
《装备维修技术》2021年第7期基于PLC的自动点胶装置控制系统设计樊一博(辽宁装备制造职业技术学院,辽宁 沈阳 110000)摘 要:随着时代的发展和电子工业自动化的出现,如何才能实现点胶过程的高效化以及精确化已经成为时代关注的热点话题,基于PLC的自动点胶装置的出现就是为了解决这一问题。
关键词:自动点胶机;PLC;控制系统引言:本文从点胶机的特点以及运动控制系统的控制要求进行分析,并结合实际情况制定了运动控制系统的控制方案,并从点胶机的传动方式、执行元件以及硬件设施指出如何才能够切实提高自动点胶机的应用效率。
1 点胶机简介随着电子工业的发展以及自动化的普及,为了提高在制造工序中所占时间最长、工作条件最恶劣的涂胶效率,基于PLC的自动点胶装置已经广泛地应用到生产中,形成了所谓的点胶机,点胶机是伴随着汽车工业小密封工艺的出现而出现的,最初变速箱、发动机壳体等密封采用纸垫,随着对密封性能要求的提高以及密封工艺的改进,在密封结合面上直接涂胶代替纸垫。
此外,在工业生产中,很多地方都要用到点胶,比如常见的集成电路、印刷电路板、彩色液晶屏等,传统的点胶是要靠工人手动操作完成的,自动化点胶机的出现,能够从根本上提高点胶的效率,并保证了点胶的精准性。
【1】2 运动控制系统的控制要求基于PLC的自动点胶装置控制系统可以实现对于点胶机点位运动和运动轨迹的控制,点位运动的特点就是当代加工物品移动时,点胶机不对其进行加工,这是只需要完成以最快的速度从一点移动到另一点并确定待点胶位置的任务即可。
点胶机的点位控制主要包括胶枪的原点回归和快速移动两个内容,点胶机在进行点位运动的过程中,需要保证点胶位置的准确性。
而点胶机的轮廓运动则是对两个或两个以上的运动坐标的位移和速度同时进行连续相关控制,使胶枪和需要被点胶物体之间的相对运动符合点胶的要求。
3 运动控制系统控制方案确定运动控制系统将会直接决定点胶机的行动,在整个点胶过程中都占据着非常重要的位置,点胶机的每一个工作状态都是由运动控制系统所决定的,都由相应的路线来控制,会对产品的涂胶质量产生巨大的影响,点胶机的运动控制系统需要完成点胶机上下机位通信、传递控制参数、状态监控以及数据处理等任务。
X-Y精密定位平台的敏感函数逆前馈补偿控制
X-Y精密定位平台的敏感函数逆前馈补偿控制崔晶;王迪凡【摘要】针对音圈电机驱动的X-Y定位平台中稳态误差导致的系统定位精度较低的问题,提出了基于敏感函数逆的前馈补偿控制方法.首先,采用频域辨识方法建立了系统模型,基于终值定理推导出系统扰动和稳态误差的关系,并由此设计了敏感函数的逆模型来补偿扰动对稳态误差的影响,从而提高系统精密定位性能.最后,在搭建的音圈电机驱动X-Y定位平台上进行了不同运动行程的实验研究.实验结果表明:在行程为10μm,最大加速度为6 mm/s2的微定位运动条件下,补偿后的定位误差可由2 μm降低到0.2μm;在行程为10 mm,最大加速度为6 m/s2的宏定位运动条件下,定位误差可由2μm降低到0.4μm.实验结果验证了本方法的有效性,为后续高精密伺服系统的研制提供了重要参考和设计依据.【期刊名称】《光学精密工程》【年(卷),期】2015(023)004【总页数】7页(P1081-1087)【关键词】音圈电机;精密定位平台;敏感函数;前馈补偿【作者】崔晶;王迪凡【作者单位】北京工业大学机械工程与应用电子技术学院,北京100124;北京工业大学机械工程与应用电子技术学院,北京100124【正文语种】中文【中图分类】TH703;TP2731 引言随着自动控制技术和微型计算机的迅速发展,对各类自动控制系统的定位精度提出了越来越高的要求[1]。
特别是在精密加工、精密测量、微电子工程等领域,除了要求定位平台具备高定位精度和较大运动行程外,还要求其具有更高的快速响应能力[2]。
为提高运动平台的定位性能,有学者提出采用音圈电机直接驱动的方式来避免中间传动装置的影响,这是因为音圈电机平台具有无滞后、无齿槽效应、响应快、效率高、推力大、力特性稳定和控制方便等优点[3-5]。
同时,为进一步降低系统的运动惯量,平台设计通常采用X-Y 轴运动解耦机构[6]。
虽然通过直驱的方式消除了传动机构的间隙,提高了系统响应,但是平台对外界的扰动仍然非常敏感,由此带来的非线性扰动仍会严重影响极限工作条件下平台的定位精度和稳定时间。