三菱PLC触摸屏与变频器应用技术四
三菱plc、变频器和触摸屏通信技术的应用和研究
9
创新与实践
TECHNOLOGY AND MARKET Vol.27,No.2,2020
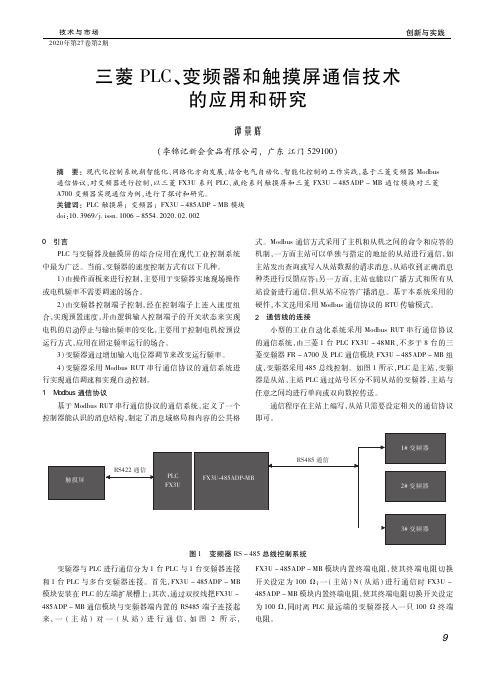
图 2 触摸屏、PLC通信方式控制变频器运行接线图
通信的设定 3.1 PLC通信设定
为实现 PLC和变频器之间的通信,通信双方需要有一个 “约定”,使得通 信 双 方 在 字 符 的 数 据 长 度、校 验 方 式、停 止 位 长和波特率等方 面 能 保 持 一 致,而 进 行 “约 定 ”的 过 程 就 是 通 信设置。三菱 FX3U -48MRPLC通信参数的设置在“H/W 类 型”选项中,选“RS-485”;在 “传 送 控 制 步 骤 ”选 项 中,选 (有
! 引言 PLC与变频器及触摸屏的综合应用在现代工业控制系统
中最为广泛。当前,变频器的速度控制方式有以下几种。 1)由操作面板来进行控制,主要用于变频器实地现场操作
或电机频率不需要调速的场合。 2)由变频器 控 制 端 子 控 制,经 在 控 制 端 子 上 连 入 速 度 组
合,实现预置速度,并由逻辑输入控制端子的开关状态来实现 电机的启动停止与输出频率的变化,主要用于控制电机按预设 运行方式,应用在固定频率运行的场合。
小型的工业自动化系统采用 ModbusRUT串行通信协议 的通信系统,由三菱 1台 PLCFX3U-48MR、不多于 8台的三 菱变频器 FR-A700及 PLC通信模块 FX3U-485ADP-MB组 成,变频器采用 485总线控制。如图 1所示,PLC是主站,变频 器是从站,主站 PLC通过站号区分不同从站的变频器,主站与 任意之间均进行单向或双向数控传送。
通信程序在主站上编写,从站只需要设定相关的通信协议 即可。
!"#$$
%&' ()*+
PLC、触摸屏和变频器综合应用技术:变频器多段速控制

0
1
1
1
P1007
用DIN1、DIN2、DIN3、DIN4四个输入端来选择15段频率。
DIN4 (P0704)
DIN3 (P0703)
DIN2 (P0702)
DIN1 (P0701)
运行频率
1
0
0
0
P1008
1
0
0
0
P1009
1
0
1
0
P1010
1
0
1
1
P1011
1
1
0
0
P1012
1
1
0
1
P1013
变频器多段速控制2
任务导入
利用MM440变频器实现电动机三段速频率运转。其中,DIN3端 口设为电动机起停控制,DIN1和DIN2端口设为三段速频率输入选择, 三段速度设置如下:
第一段:输出频率为15Hz,电动机转速为429r/min; 第二段:输出频率为35Hz,电动机转速为1001r/min; 第三段:输出频率为50Hz,电动机转速为1430r/min。
1)参数复位
参数号 P0010 P0970
参数描述 调试参数过滤器
设置 30 1
2)设置电动机参数 为了使电动机与变频器相匹配,需要设置电动机参数。
参数号 P0010 P0100 P0304 P0305 P0307 P0310 P0311 P3900
出厂值 0 0 230 3.25 0.75 50 0
设置值 1 0 380 0.2 0.04 50 1430 1
说明 快速调试 功率以KW表示,频率为50Hz 电动机额定电压(V) 电动机额定电流(A) 电动机额定功率(KW) 电动机额定频率(Hz) 电动机额定转速(r/min) 结束快速调试
三菱PLC,变频器和触摸屏通信技术运用分析
三菱PLC,变频器和触摸屏通信技术运用分析发布时间:2022-07-30T02:59:34.404Z 来源:《当代电力文化》2022年6期作者:杜庆民[导读] 本文对三菱PLC、变频器以及触摸屏之间的通信技术进行分析,杜庆民广东兴发铝业有限公司佛山三水分公司 528137摘要:本文对三菱PLC、变频器以及触摸屏之间的通信技术进行分析,最先对三者之间的通信协议进行分析,对其中的数据帧以及LRC校验方式进行阐述。
之后在系统配置以及接线问题方面实现对于三菱PLC,变频器以及触摸屏的通信设置研究,最终对通信设定进行分析,旨在有效控制三菱PLC,变频器以及触摸屏通信技术的参数,提升其通信效率。
关键词:三菱PLC;变频器;触摸屏引言:现今的通信技术逐渐朝着现代化技术化的方向发展,因此在实际的控制系统运行中,需要实现对于通信技术参数的有效控制。
其中三菱PLC变频器对于现代化控制系统中的应用效果比较好,其可以实现对于通信效率以及通信质量两方面的提升,因此需要相关人员对三菱PLC变频器,触摸屏的通信技术进行分析。
1.通信协议一般情况下,三菱PLC变频器,触摸屏通信技术中使用的通信协议是Modbus通信协议,这种通信协议中对于智能化仪器的管理与通信技术应用频率相对较高,而且在数据信息的发送以及接收方面表现较好,其可以通过主站与从站的数值实现对于数据的传输与回传。
1.1信息帧在该通信协议进行通信控制的过程中,其会使用到信息帧作为其通信过程中的重要指令承载方式。
在通信协议对通信进行控制时,其会使用十六进制的数字作为密码指令发送出去,进而实现对于通信的控制。
在信息帧的发送过程中,需要对十六进制的数字进行排列整理,将其中的数字形态进行调整。
而且在实际的通信过程中,为了保证其通信指令数据正确不发生错误,需要保证每次信息帧的数字信息发送时间间隔不能超过1秒。
在信息帧中包括多种组成部分,包括起始帧、停止码、校验码等,这其中每一部分代表的都是通信过程中的不同意义。
三菱Q系列PLC变频器触摸屏综合运用课题报告

PLC输出口分配
名称及功能
代号
点号
名称及功能
代号
点号
运行状态切换
SB0
X47
M1电机
KM2
Y60
M1电机启动
SB1
X40
M2电机
KM3
Y61
M2电机启动
SB2
X41
M3电机
KM4
Y62
M3电机启动
SB3
X42
M4电机
KM5
Y63
M45电机
KM6
Y64
M5电机启动
2.在低频率运行时要保证100%转矩,5Hz时。
3.触摸屏上显示电机运行曲线。
4.加减速时间控制可调。
5.触摸屏开机画面为学校的俯视图。
6.调电动机频率设定键要有权限。
7.主页显示设计者,信息(照片、电话、单位、邮箱)。
8.主页上显示万年历。(可调来源PLC)。
9.设备切换到自动运行,每天8:00~11:30,下午13:00~17:00,双休日不运行,一台电动机。
利用软元件M0、M20、M30、M50、M70、M150软元件来控制电机的运行与停止,然后在控制PLC的输出点Y60来控制接触器实现电机的控制。同时启动时间继电器来控制时间,实现自动循环功能。
图4-6频率设定
多种速度调速,其中Y60,Y61,Y62,Y63,Y64并在一起,是要只有五台电机启动的情况下才会有效果。D300存的是由触摸屏输入的频率,乘以100之后写到程序里面(写到程序里要乘100)。D310里的数据送给W105之后,只要正转Y1020得电,就能进行启动。而且可以随意输入频率。
Q系列PLC的基本组成包括电源模块、CPU模块、基板、I/O模块等。通过扩展基板与I/O模块可以增加I/O点数,通过扩展储存器卡可增加程序储存器容量,通过各种特殊功能模块可提高PLC的性能,扩大PLC的应用范围。
典型实训项目(四)——触摸屏与PLC、变频器的综合控制实验
典型实训项目(四)
触摸屏与PLC、变频器的综合控制实训
一.实训目的
1. 通过实训掌握触摸屏的编程、使用方法。
2. 通过实训掌握触摸屏与PLC、变频器的综合应用方法。
二.实训设备
触摸屏一台、24V稳压电源一台、PLC一台、变频器一台、电位器一只、三相异步电机一台。
三.实训内容和实训步骤
实训内容:
编写触摸屏程序,设置“启动/停止”按钮、“电机正反转”按钮,按下“启动/停止”按钮PLC输出0.0端吸合,控制变频器起动三相异步电机,松开则停止,按下“电机正反转”按钮PLC输出0.1端口吸合,控制变频器使电机反转。
实训连线
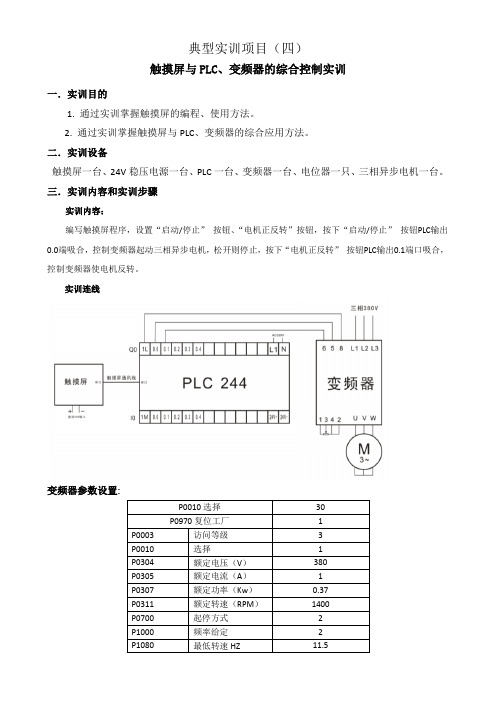
变频器参数设置:
实训步骤:
在电脑上编写触摸屏程序,按图所示连线(注意触摸屏正负别接错,红色为正黑色为负),触摸屏与PLC的连线用白色的触摸屏通讯线。
将程序通过USB2口下载到触摸屏里,按控制按钮,观察分析实训现象。
四.实训要求
1.了解触摸屏、PLC、变频器的工作原理。
2.编写触摸屏程序。
3.写实训报告。
(在报告中应写出程序设计的方法、步骤和实训观察结果)。
三菱触摸屏和变频器应用技术

>>
点击-添加标题
1 三菱PLC 3 变频器
2 触摸屏 4 应用案例:三菱PLC、触
摸屏和变频器的联合应用
三菱plc触点摸屏击和添变加频器标应题用技术
在现代化的工业控制系统中,三菱PLC(可编程逻辑 控制器)、触摸屏和变频器扮演着关键的角色
本文将详细介绍三菱PLC、触摸屏和变频器的应用 技术
标或文本进行操作
在工业控制系统中,触 摸屏通常用于监控和控 制系统状态
点击触摸添屏加标题
类型
根据使用环境的不同 ,触摸屏可以分为室 内和室外两类。室内 触摸屏主要用于控制 室内的设备,而室外 触摸屏则用于户外设 备的控制
点击触摸添屏加标题
连接方式
触摸屏可以通过多种 方式与PLC进行连接 ,例如串口、USB和 以太网。这些连接方 式使得用户可以轻松 地访问和控制PLC的 数据
3
变频器
点击变频添器加标题
变频器是一种用于控制交流电机速度 的设备。通过改变电源的频率,变频
器可以实现对电机速度的无级调节
点击变频添器加标题
类型
根据用途的不同,变频器可以分为通用和专用两类。通 用变频器适用于各种类型的电机,而专用变频器则针对 特定的应用进行优化点击变频添器加标题 Nhomakorabea控制方式
变频器可以通过多种方式进行控制,例如模 拟输入、数字输入和通信接口。其中,通信 接口允许变频器与PLC进行无缝集成,实现 远程控制和监控
总结:三菱PLC、触摸屏和变频 器的联合应用提高了水处理厂的 效率和可靠性。同时,这种联合 应用也为其他工业控制系统提供 了一个成功的范例
点击-添加标题
感谢您的观看
THANK YOU FOR WATCHING
三菱PLC实现对变频器的控制
字符数 1 2 3 4
➢上述数据格式中数据指的是PLC与变频器传输的数据 如频率和参数 。 ➢等待时间是规定变频器从收到PLC来的数据和传输应答数据之间的等 待时间。根据PLC的响应时间在0~150ms之间设定等待时间,最小设定 单位10ms。当变频器的Pr.123参数单元不设为9999时,则等待时间不由 通信数据设定,通信数据格式中无等待时间 少一个字符 。 ➢总和校验码是由被校验的ASCII数据的总和 二进制 的最低一个字节 8 位 表示的两个ASCII数字 十六进制 。
RST D21
FMOV K0 D500 K10 BMOV D500 D600 K10
发送前将 各存储单 元清零
MOV K4 Z1
RST D21 M10
D500~D509为接
FMOV K0 D500 K10 发 送 前 将
M11
BMOV D500 D600 K10
各存储单 元清零
收数据的地 址,D600~D609为
PLC与变频器的连接是利用网线连接的,即用网线的RJ45插头和变频器的PU 插座相接。
二、三菱FR-A500系列变频器 1、FR-A500变频器的端子接线图
2、FR-A500变频器的通信参数设置
➢为了正确地建立通信,必须设置变频器与通信有关的参数,如 站号、通信速率、停止位长/字长、奇偶校验等。
ASCII代码
H02 H03 H05 H06 H0A H0D H15
指令代码是由PLC发给变频器,指明程序要求 例如运行、监 视等 。通过相应的指令代码,变频器可进行各种方式的运行 和监视。
FR-A500指令代码说明
参数号
— — — —
名称
变频器状态监视/运行指令 频率监视 运行频率设定 RAM 通讯请求
PLC技术应用(三菱) 第2版教案14

项目十四 PLC与变频器、触摸屏的综合应用教案(理论)二、I/O分配表三、PLC的外部接线图四.触摸屏设置定义数据对象五.变频器参数设置小组讨论组内协作,完成任务画出梯形图思考并回答问题硬件连接前必须先进行I/O分配,写出分配表。
流程图,触摸屏数据对象I/0分配表及变频器的参数设置。
小组讨论协作完成一是画外部接线图项目十四 PLC与变频器、触摸屏的综合应用教案(实训)5. 培养学生实训操作的规范意识、节约意识,强化安全意识。
各组长按照器材列表准备实训器材,铜芯红色、蓝色软线各10米1、准确设置PLC参数;活动一:在教师引领、实训组长示范下,按任务规范要求,进行单项技能训练(2课时)任务1:确定I/O分配表,画出外部接线图(10分钟)任务2:完成PLC外部接线(20分钟)(1)按要求进行合理布局,将各元器件固定在电工盘上。
(2)安装元器件,根据布局方式,合理固定线槽。
(3)按照接线图在线槽内完成走线,线芯全部接入接线端子内,且连接牢靠。
任务3:编写梯形图程序(20分钟)任务4:触摸屏设置(20分钟)制作工程画面定义数据对象设备连接任务5:变频器设置(10分钟)任务6:调试运行(10分钟)先将电动机连线去掉,空载试车。
按下起动按钮(或触摸屏的起动按钮),运料小车满载前行,低速运转。
碰到行程开关SQ1,运料小车停车卸货,空载高速返回。
碰到行程开关SQ2,运料小车装货,并载货低速前行。
小车运动时,触摸屏上相应的指示灯亮。
按下停止按钮(或触摸屏的停止按钮),所有运动停止。
试验成功后,将电动机连接上,带载运行。
活动二:项目考核(40min/人) 2课时单项训练考核完成,分组进行技能考核,记录实训成绩,进行项目总结,完成任务工单十四。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.状态转移图
2.步进指令与单流程步进梯
1.状态转移图
(1)状态转移图编程的特点 使用经验法及基本指令编制的梯形图
和指令程序虽然能达到控制要求,但也存在一些问题。 (2)FX2N系列PLC的状态软元件分类 FX2N系列PLC共有1000个状 态软元件(或称状态寄存器),它们是状态转移图的基本构成因素 之一,也是PLC的重要软元件之一。 (3)状态转移图的设计步骤 状态转移图设计步骤可分为:任务分 解、理解每个状态功能、找出每个状态的转移条件及转移方向和
(2)画出PLC的外部接线示意图。 (3)画出状态转移图。 (4)编写梯形图和指令程序。
一、项目任务
二、项目分析
1.动作过程分析
2.输入与输出点分配 3. PLC接线示意图
1.动作过程分析
图4-11 传送带大、小工件分拣控制系统
2.输入与输出点分配
表4-4 送带大、小工件分拣PLC控制系统输入/输出(I/O)端口地址分配表
映控制系统的全部工艺流程,可读性很强,很容易理解,有利于 程序的结构化设计。 2)相对某一个具体的工序来说,控制任务实现了简化,给局部程 序的编制带来了方便。 3)只要弄清各工序成立的条件、工序转移的条件和转移的方向, 就可进行工作流程图的设计。
4.工作流程图
图4-3 小车的工作流程图
三、相关知识点
LC中。
6)将PLC运行模式的选择开关拨到RUN位置,使PLC进入运行方 式。 7)按下起动按钮,对程序进行调试运行,观察程序的运行情况。 8)记录程序调试的结果。
1.图4-10是某控制系统的状态转移图,请绘出其步进梯形图,并 写出指令。
图4-10 第1题图
2.设计一个控制3台电动机M1~M3顺序起动和停止的SFC程序。
一、项目任务
图4-1 运料小车运行过程示意图
二、项目分析
1.工作原理分析
2.输入与输出点分配 3. PLC接线示意图 4.工作流程图
1.工作原理分析
•如图41所示,小车处于原位时,压下后限位 开关,当合上起动按钮时,小车前进,当运行至 压下前限位开关后,打开漏斗门,延时8s后,漏 斗门关上小车向后运行,到后端时压下后限位开 关,打开小车底门(延时6s后),底门关上,完成 一次动作。
(1)当按下起动按钮SB2后,M1起动;M1运行2s后,M2也一起起
动;M2运行3s后,M3也一起起动。 (2)按下停止按钮SB1后,M3停止;M3停止2s后,M2停止;M2 停止3s后,M1停止。 (2)画出PLC的外部接线示意图。 (3)画出状态转移图。 (4)编写步进梯形图和指令程序。
3.有一商店名叫“飘渺坊”,要求设计一个PLC控制系统,用HL 1~HL3 3个灯分别点亮“飘渺坊”3个广告字装饰灯,并实现自 动闪烁。 (1)列出输入/输出端口地址分配表。
LC中。
6)将PLC运行模式的选择开关拨到RUN位置,使PLC进入运行方 式。 7)按下起动按钮,对程序进行调试运行,观察程序的运行情况。 8)记录程序调试的结果。
7)按下起动按钮,对程序进行调试运行,观察程序的运行情况。
4z18.TIF
8)记录程序调试的结果。
五、知识进阶
1.选择性分支汇合后的选择性分支的编程
2.步进梯形图和步进指令程序的编写
根据控制系统的状态转移图可画出相应的步进梯 形图和指令程序,如图418所示。
3.运行并调试程序
1)在断电状态下,连接好PC/PPI电缆。
2)将PLC运行模式选择开关拨到STOP位置,此时PLC处于停止状 态,可以进行程序编写。 3)在作为编程器的计算机上,运行SWOPC-FXGP/WIN-C或GX D eveloper编程软件。 4)将图4-18所示的梯形图程序输入到计算机中。 5)执行“PLC”→“传送”→“写出”命令,将程序文件下载到P
(1)步进指令(STL、RET)的指令用法和指令功能说明 步进梯形 指令(Step Ladder Instruction)即STL指令,简称步进指令,它是利 用内部软元件在顺控程序上面进行工序步进式控制的指令。
表4-3 步进指令
(2)单流程步进梯形图编程
图4-5 步进指令用法之一
(2)单流程步进梯形图编程
1.选择性分支与汇合状态转移图的特点
图4-13 选择性分支与汇合状态转移图
1.选择性分支与汇合状态转移图的特点
图4-14 选择性分支与汇合状态转移图的3个流程顺序
2.选择性分支与汇合状态转移图与步进梯形图的转换
图4-15 选择性分支梯形图
3.选择性分支与汇合状态转移图的指令编程方法
(1)分支状态的处理 分支状态的编程方法是先进行分支状态的驱
•小车的前进、后退由两个接触器控制电机的正 反转进行拖动,漏斗门和小车底门分别由两个电 磁铁控制。
2.输入与输出点分配
表4-1 运料小车自动往返PLC控制系统的I/O端口地址分配表
2.输入与输出点分配
图4-2 PLC接线示意图
3. PLC接线示意图
4.工作流程图
1)将复杂的任务或过程分解成若干个工序(或状态),能清晰地反
设置初始状态4个阶段。
(2)FX2N系列PLC的状态软元件分类
表4-2 F系列PLC的状态软元件分类及性能
(3)状态转移图的设计步骤
图4-4 运料小车自动往返控制的状态转移图
2.步进指令与单流程步进梯形图编程
(1)步进指令(STL、RET)的指令用法和指令功能说明 步进梯形
指令(Step Ladder Instruction)即STL指令,简称步进指令,它是利 用内部软元件在顺控程序上面进行工序步进式控制的指令。 (2)单流程步进梯形图编程
4.复杂转移条件的程序处理
图4-8 复杂转移条件的程序处理
四、项目实施
1.小车自动往返控制步进梯形图和指令程序设计
2.运行并调试程序
1.小车自动往返控制步进梯形图和指令程序设计
图4-9 步进梯形图和指令程序
2.运行并调试程序
1)在断电状态下,连接好PC/PPI电缆。
2)将PLC运行模式选择开关拨到STOP位置,此时PLC处于停止状 态,可以进行程序编写。 3)在作为编程器的计算机上,运行SWOPC-FXGP/WIN-C或GX D eveloper编程软件。 4)将图4-9所示的梯形图程序或指令程序输入到计算机中。 5)执行“PLC”→“传送”→“写出”命令,将程序文件下载到P
动处理,再依顺序进行转移处理。 (2)汇合状态的处理 汇合状态的编程方法是先进行汇合前状态的 驱动处理,再依顺序进行向汇合状态的转移处理。
四、项目实施
1.状态转移图的编制
2.步进梯形图和步进指令程序的编写 3.运行并调试程序 4.思考
1.状态转移图的编制
图4-17 大、小工件分拣控制系统状态转移图
四、项目实施
1.状态表
2.状态转移图 3.步进梯形图和指令程序设计 4.运行并调试程序
1.状态表
表4-6 人行横道与车道红绿灯PLC控制的状态表
1.状态表
表4-6 人行横道与车道红绿灯PLC控制的状态表
2.状态转移图
1)在系统开始运行时,通过M8002使初始状态S0动作,车道灯为
绿,人行横道灯为红。 2)按下按钮X0或X1,从状态S0并行转移到状态S20和S30,继续 保持车道灯为绿,人行横道灯为红。 3) S20用T0计时,使车道绿灯保持30s后,控制状态转移到S21, Y1得电,车道黄灯亮。 4) S21用T1计时,使车道黄灯保持10s后,控制状态转移到S22,
图4-6 步进指令用法之二
(2)单流程步进梯形图编程
图4-7 步进梯形图和指令程序的转换
3.特殊辅助继电器
•为有效地编写(SFC)图,需要采用数种特殊辅助继电器,较常用 的主要有: •M8000——RUN监视。PLC在运行过程中,需要一直接通的继电 器。可作为驱动程序的输入条件或作为PLC运行状态的显示来使 用。 •M8002——初始脉冲。在PLC由STOP→RUN时,仅在瞬间(1个扫 描周期)接通的继电器。用于程序的初始设定或初始状态的置位。 •M8040——禁止转移。驱动该继电器,则禁止在所有状态之间转 移。然而,即使在禁止转移状态下,由于状态内的程序仍然动作, 因此,输出线圈等不会自动断开。 •其他特殊辅助继电器及其功能请参照各外围设备的手册。
三、相关知识点
1.并行分支状态转移图及其特点
2.并行分支与汇合状态转移图与步进梯形图的转换 3.并行分支与汇合状态转移图的指令编程方法 4.分支、汇合的组合流程及虚拟状态
1.并行分支状态转移图及其特点
图4-26 并行分支状态转移图
1.并行分支状态转移图及其特点
图4-27 并行分支状态转移图的执行顺序
2.并行分支与汇合状态转移图与步进梯形图的转换
图4-28 并行分支梯形图
3.并行分支与汇合状态转移图的指令编程方法
① 分支状态的处理 分支状态的编程方法是先进行分支状态的
驱动处理,再依顺序进行转移处理。按分支状态的编程方法,首 先对S20进行驱动处理(0UT Y0),然后按S21、S31、S41的顺序进 行转移处理,指令程序如下: ② 汇合状态的处理 汇合状态的编程方法是先进行汇合前状态 的驱动处理,再依顺序进行向汇合状态的转移处理。按照汇合状 态的编程方法,依次将S21、S22、S23、S31、S32、S33、S41、
2.复杂选择性流程的编程
1.选择性分支汇合后的选择性分支的编程
图4-19 选择性分支汇合后的选择性分支的状态转移图、步进梯形图和指令程序
2.复杂选择性流程的编程
4Z20A.TIF
2.复杂选择性流程的编程
图4-20 复杂选择性流程的状态转移图、步进梯形图和指令程序
一、项目任务
图4-23 人行横道与公路车道红绿灯控制
Y0得电,车道红灯亮。