数控深孔钻床工作原理及参数
BTA内排钻
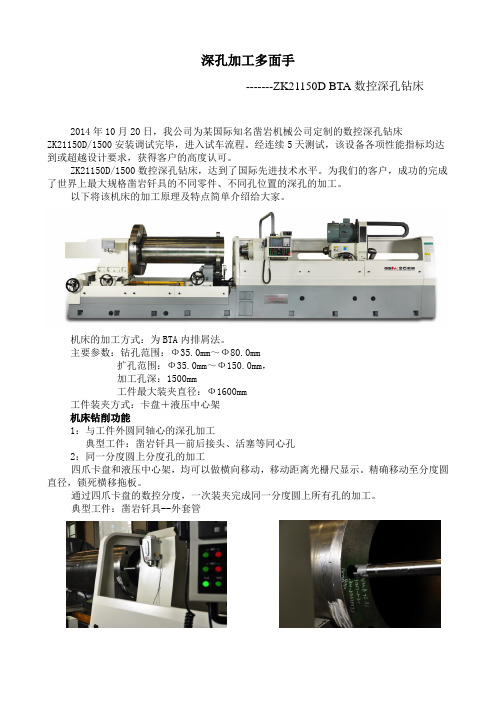
深孔加工多面手-------ZK21150D BTA数控深孔钻床2014年10月20日,我公司为某国际知名凿岩机械公司定制的数控深孔钻床ZK21150D/1500安装调试完毕,进入试车流程。
经连续5天测试,该设备各项性能指标均达到或超越设计要求,获得客户的高度认可。
ZK21150D/1500数控深孔钻床,达到了国际先进技术水平。
为我们的客户,成功的完成了世界上最大规格凿岩钎具的不同零件、不同孔位置的深孔的加工。
以下将该机床的加工原理及特点简单介绍给大家。
机床的加工方式:为BTA内排屑法。
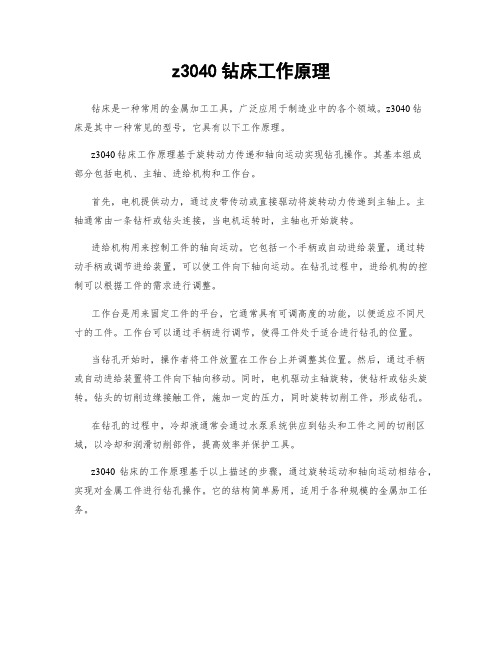
主要参数:钻孔范围:Ф35.0mm~Ф80.0mm扩孔范围:Ф35.0mm~Ф150.0mm,加工孔深:1500mm工件最大装夹直径:Ф1600mm工件装夹方式:卡盘+液压中心架机床钻削功能1:与工件外圆同轴心的深孔加工典型工件:凿岩钎具—前后接头、活塞等同心孔2:同一分度圆上分度孔的加工四爪卡盘和液压中心架,均可以做横向移动,移动距离光栅尺显示。
精确移动至分度圆直径,锁死横移拖板。
通过四爪卡盘的数控分度,一次装夹完成同一分度圆上所有孔的加工。
典型工件:凿岩钎具--外套管3:斜孔的加工工件装夹一侧的床身,可以绕着机床中部的回转轴偏转角度,实现偏心孔的加工。
偏转角度数显显示,精度高,操作简便。
凿岩钎具--钎头(斜孔的加工)数控深孔钻床ZK21150D/1500,因其装夹方式的多样性,加工孔径范围的广泛性,深孔加工精度的可靠性,机床操作的便捷性等均达到国际先进水平。
一定会在凿岩钎具行业、矿山机械行业、煤矿机械行中得到广泛应用。
z3040钻床工作原理
z3040钻床工作原理
钻床是一种常用的金属加工工具,广泛应用于制造业中的各个领域。
z3040钻
床是其中一种常见的型号,它具有以下工作原理。
z3040钻床工作原理基于旋转动力传递和轴向运动实现钻孔操作。
其基本组成
部分包括电机、主轴、进给机构和工作台。
首先,电机提供动力,通过皮带传动或直接驱动将旋转动力传递到主轴上。
主
轴通常由一条钻杆或钻头连接,当电机运转时,主轴也开始旋转。
进给机构用来控制工件的轴向运动。
它包括一个手柄或自动进给装置,通过转
动手柄或调节进给装置,可以使工件向下轴向运动。
在钻孔过程中,进给机构的控制可以根据工件的需求进行调整。
工作台是用来固定工件的平台,它通常具有可调高度的功能,以便适应不同尺
寸的工件。
工作台可以通过手柄进行调节,使得工件处于适合进行钻孔的位置。
当钻孔开始时,操作者将工件放置在工作台上并调整其位置。
然后,通过手柄
或自动进给装置将工件向下轴向移动。
同时,电机驱动主轴旋转,使钻杆或钻头旋转。
钻头的切削边缘接触工件,施加一定的压力,同时旋转切削工件,形成钻孔。
在钻孔的过程中,冷却液通常会通过水泵系统供应到钻头和工件之间的切削区域,以冷却和润滑切削部件,提高效率并保护工具。
z3040钻床的工作原理基于以上描述的步骤,通过旋转运动和轴向运动相结合,实现对金属工件进行钻孔操作。
它的结构简单易用,适用于各种规模的金属加工任务。
深孔钻床主要技术参数_深孔钻床加工厂家

深孔钻床主要技术参数_深孔钻床加工厂家现如今我们的生活条件越来越好,使用的高科技也越来越多了,科技的不断开展,带动了各行各业的提高,在机械方面,深孔钻床的使用就相当普遍。
在深孔钻床深孔加工时,深孔钻床是不可少的机械产品,那么深孔钻机床的加工有什么特点呢?你知道深孔钻床主要技术参数以及深孔钻床生产厂家吗,如果你想购买使用深孔钻床这些都是要了解的,快来看看吧~#详情查看#【深孔钻床:技术参数】#详情查看#【深孔钻床:生产厂家】【深孔钻床主要技术参数】深孔钻床工作范围钻孔直径范围——————Φ40~Φ80mm镗孔直径范围——————Φ40~Φ350mm镗孔大深度————1-16m(每一米一种规格)卡盘夹持直径范围————Φ100~Φ400mm深孔钻床主轴部分主轴中心高———————450mm床头箱主轴孔径——————Φ75床头箱主轴前端锥孔————Φ851:20床头箱主轴转速范围————42~670r/min;12级深孔钻床进给部分进给速度范围———————5-300mm/min;无级托板快速移动速度——————2m/min深孔钻床电机部分主电机功率————————30kW液压泵电机功率——————1.5kW快速移动电机功率——————3kW进给电机功率————————4.7kW冷却泵电机功率———————5.5kW×4深孔钻床其他部分导轨宽度——————————650mm冷却系统额定压力——————2.5MPa冷却系统流量————100、200、300、400L/min 液压系统额定工作压力——————6.3MPa授油器承受大轴向力——————68kN授油器对工件的大顶紧力————20kN深孔钻床钻杆箱部分(选配)钻杆箱前端锥孔——————Φ100钻杆箱主轴前端锥孔————Φ1201:20钻杆箱主轴转速范围————82~490r/min;6级钻杆箱电机功率——————30KW【深孔钻床加工厂家_走进三嘉机器】我们可为用户提供如下产品:深孔加工机床:加工孔径范围3mm--1600mm。
数控钻床设备参数

数控钻床设备参数一、主要技术参数
1.主轴电机功率:7.5KW
2.主轴转速:50-3000R/min
3.工作台尺寸:800mm×400mm
4.行程:X轴400mm、Y轴250mm、Z轴350mm
5.刀架:BT30
6.偏心力:4.5KN
7.最大加工尺寸:400mm×250mm×350mm
8.机器重量:3300Kg
9.坐标系统:厘米制
10.控制系统:Siemens 802S系统、FANUC系统二、液压系统参数
1.压力范围:0-0.7Mpa
2.压力调节范围:0-0.35Mpa
3.最大流量:180L/min
4.转速调节范围:0-60RPM
5.液压油温度范围:5-60℃
6.过滤器精度:25um
7.压力表:0-1.6MPa
8.液压油品牌:国标液压油
三、结构及维护参数
1.结构:全密封梯形结构,采用合金钢制,防锈,防水,防锈蚀2.润滑:自动润滑,可提高机械性能和使用寿命
3.维护:定期更换机械自动润滑油,机床每3月维护一次
四、安全防护功能
1.自动紧急停机:当机械发生故障,可以快速将机械停止
2.机台坐标自动回零:可以将机床坐标设定为原始位置,避免故障3.锁死装置:可以锁死机床,防止机床运行
4.报警系统:当机床发生故障时,会自动发出警报。
深孔钻镗床的工作原理

深孔钻镗床的工作原理
深孔钻镗床是一种重型机床,它用于深孔钻镗加工广泛用于重型机械的内部特殊零件的加工,具有精度高、工作效率高、耗电量小等特点。
它的工作原理是通过导轨上的主轴安装一组旋转钻头和一个把手,在引导轨上安装一个阀门,准备一定的可调螺旋桨。
用户使用把手调节阀门和可调螺旋桨,控制旋转钻头的转动角度及工作时间,从而实现深孔钻镗加工作业。
由于工作中可以钻镗精密孔,深孔钻镗床更是更宽广的应用未来。
例如,它可以用于加工重型化工设备,核工业设备以及重要国防产品等装置,满足加工过程中的更高精度要求。
深孔钻镗加工需要准确的设备和测量,主要的参数包括精度、偏转角、直径等,这些参数的准确性会直接影响深孔钻镗的质量。
因此,针对客户对钻镗精度的要求,我们要有必要的设备来测量深孔钻镗加工之后的产品,通过检测确保无误,确保产品质量。
深孔钻镗床的工作原理是依靠它能够准确控制工装的旋转角度和加工时间实现的,并且和用户控制的参数有关。
它通常在一个完整的加工流程中工作,具体的加工涉及工装的选择大小、刀片水平的升降、加工的方向选择、工件材料的选择,等等。
因此,进行深孔钻镗加工时,我们需要考虑到这些参数,以确保最终产品的质量。
数控机床钻孔加工参数的设置与调整
数控机床钻孔加工参数的设置与调整数控机床是一种高效、精确的钻孔加工设备,广泛应用于制造业各个领域。
在使用数控机床进行钻孔加工时,设置和调整加工参数是确保工件加工质量和效率的重要环节。
本文将详细介绍数控机床钻孔加工参数的设置和调整方法,以帮助读者更好地掌握这个技术。
首先,钻孔加工的参数设置主要包括切削速度、进给速度和切削深度。
切削速度是钻头在工件上切削的速度,它的选择应根据待加工材料的硬度和切削工具的材质来确定。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料可以选择较高的切削速度。
进给速度是钻头在工件上前进的速度,它的选择应考虑到切削刃与工件之间的切屑脱落情况和切削效率。
切削深度是指钻孔在工件中的深度,它的选择应根据工件要求和钻孔刀具的直径来确定。
切削深度过大可能导致切削力增大、加工质量下降,而过小则会导致切削效率低下。
其次,钻孔加工参数的调整可以通过试加工或根据经验进行。
试加工是最直接的调整方法,可以先选择一组初始加工参数进行加工,然后通过观察加工结果来调整参数。
观察的指标可以包括加工表面光洁度、孔径尺寸偏差以及切削刃的磨损情况。
如果加工表面粗糙度大、孔径尺寸偏差过大或切削刃磨损较快,则可以适当降低切削速度和进给速度。
反之,如果加工表面光洁度好、孔径尺寸偏差小或切削刃磨损较慢,则可以适当提高切削速度和进给速度。
此外,根据经验也可以进行参数的调整。
在相似工件的加工过程中,根据之前的经验可以选择合适的加工参数进行加工。
最后,需要注意的是在进行参数设置和调整时,要根据具体情况进行综合考虑。
例如,在加工不同材料的工件时,加工参数的选择会有所不同。
除了考虑硬度之外,还要考虑到材料的粘附性、塑性等特性。
同时,还需要根据机床的性能、切削刃的磨损情况以及冷却液的使用情况来选择合适的加工参数。
此外,还应根据工件的形状、尺寸和加工工艺等因素进行综合考虑,以确保加工质量和效率。
综上所述,数控机床钻孔加工参数的设置和调整是确保加工质量和效率的重要环节。
深孔钻原理
深孔钻原理深孔钻是一种用于加工深孔的切削工具,它的原理是通过刀具中心进给和旋转,将刀具放入工件中心,形成一个可以加工深孔的孔道。
深孔钻具有高效、精密、稳定等优点,广泛应用于航空航天、汽车制造、模具制造等领域。
深孔钻的原理主要包括刀具进给、切削刃和冷却液等方面。
首先,刀具进给是指将刀具逐渐放入工件中心的过程。
这一过程需要通过主轴和进给系统来实现,确保刀具可以平稳地进入工件,同时保持一定的切削速度。
刀具进给的控制可以通过数控系统来完成,提高加工精度和效率。
切削刃是深孔钻的核心部分,它负责将金属材料切削成所需的形状和尺寸。
切削刃通常由硬质合金制成,具有较高的硬度和耐磨性。
在加工过程中,切削刃通过旋转和进给的方式,将工件中的金属材料切削掉,并形成孔道。
切削刃的结构和形状会影响到加工效果,因此需要根据具体需求选择合适的切削刃。
冷却液的使用也是深孔钻原理中的重要一环。
由于深孔钻在加工过程中会产生大量的热量,如果不及时散热,可能会导致切削刃的损坏、工件表面质量下降甚至工具断裂。
因此,冷却液的作用就是通过冷却和润滑的方式,降低切削区域的温度,减少切削热量的积累。
冷却液还可以清洗切削区域的切屑和金属屑,保持切削刃的清洁,提高加工质量。
深孔钻在实际应用中需要注意一些技术要点。
首先是刀具的选择和刃磨。
根据具体的加工要求和工件材料,选择合适的刀具和切削参数,以确保加工效率和质量。
同时,定期对刀具进行刃磨和保养,延长其使用寿命。
其次是冷却液的选用和供给。
根据加工材料和切削条件,选择合适的冷却液,并保证冷却液的供给充分,以保证加工的稳定性和质量。
最后是加工过程的监控和控制。
通过实时监测切削力、温度、振动等参数,及时调整加工参数,确保加工过程的稳定性和可控性。
深孔钻是一种高效、精密、稳定的加工工具,其原理是通过刀具进给和旋转,在工件中心形成一个可以加工深孔的孔道。
深孔钻的加工过程需要注意刀具进给、切削刃和冷却液等方面的技术要点,以确保加工效率和质量。
卧式数控深孔钻简介

济南硕超数控设备有限公司SZ40/2型卧式双主轴数控深孔钻床济南硕超数控生产的SZ40/2型卧式双主轴数控深孔钻床主要用于石油、化工、制药、热电站、核电站等行业所使用的管壳式换热器管板上孔的加工,最大可加工直径φ4000mm的工件,最大钻孔深度800mm。
本机床效率高,精度好,钻孔表面粗糙度可达Ra6.3~Ra3.2,孔径精度达IT9~IT10,孔的直线度0.1mm/100mm。
--机床结构特点:SZ40/2型卧式双主轴数控深孔钻床主要有纵向滑台、立柱垂直滑台、双主轴进给滑台、工作台及弯板、液压系统、冷却系统、自动润滑系统、电气系统、排屑器等组成。
1、本机床属卧式深孔钻床,机床的主要基础件床身、立柱、工作台及弯板等都是优质铸铁件,经时效处理,精度稳定,抗震性好。
床身上面装有纵向滑台,用来承载立柱作纵向(X向)移动;立柱上装有垂直滑台,承载主轴进给滑台等作垂直(Y向)移动;主轴进给滑台带动主轴作进给(Z向)运动。
2、机床的X、Y、Z三个轴均采用进口的直线滚柱导轨副导向,具有极高的承载能力和优越的动态响应性能,无间隙,运动精度高。
三个轴的驱动均采用有预载的滚珠丝杠副带动,由伺服电机进行驱动(Z轴通过高精度行星减速机减速)。
X、Y轴配有光栅尺,闭环控制,可以极大地提高机床的定位精度和可靠性。
3、本机床的工作台与床身是分离的,使装夹的工件不会受床身振动的影响。
4、卧式深孔钻床具有两个主轴,可以同时工作,效率比单主轴机床提高了近一倍。
双主轴间距可以调节,以适应不同的孔距要求。
本机床可以使用BTA钻,亦可使用枪钻,这样钻小孔可用枪钻,钻大孔可用BTA钻,极大的提高了可钻削的孔径范围,可钻φ7~φ45mm 的孔。
5、本机床配备平板链式自动排屑器,钻头钻出的铁屑经由排屑通道送到链式排屑器中,排屑全部自动完成。
6、本机床配备自动润滑系统,可以定期对导轨、丝杠等需润滑的部件进行最充分的润滑,有效地保证了机床的稳定运行,提高了各部件的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控深孔钻床简称深孔镗床,我司产品为卧式深孔镗床,加工工艺采用钻、镗、削一体加工,主用于金属内孔加工,孔径加工范围:40mm-500mm,工件粗糙度可达0.4-0.8μm,大孔径深孔加工专用机床,适用行业:机床主轴孔加工、机械液压油缸生产加工、汽缸圆柱形通孔、盲孔及阶梯孔加工。
【深孔钻镗床图例】
数控深孔钻床工作原理:不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。
T2225 T2235型深孔镗床是加工圆柱形零件的专用机床,它可以镗削通孔阶梯孔,在镗削方式上为推镗,在排悄方式上采用向前排屑,在生产中适用于大批生产,也适于单件小批生产。
数控深孔钻床工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。
该机床是专门加工圆柱形深孔工件的设备,如加工各种机械液压油缸、气缸圆柱形通孔、盲孔及阶梯孔。
机床可以承担镗削,还可以进行滚压加工。
机床床身刚性强,精度保持性好。
主轴转速范围广,进给系统由交流伺服电机驱动,能适应各种深孔加工工艺的需要。
授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
该机床为系列产品,还可以按照客户需要提供各种变形产品。
【深孔钻镗床图例】
主要技术参数
工作范围
镗孔直径范围——————Φ40~Φ250mm
镗孔最大深度————1-16m(每一米一种规格)
卡盘夹持直径范围————Φ60~Φ300mm
主轴部分
主轴中心高———————350mm
床头箱前端锥孔——————Φ75
床头箱主轴前端锥孔————Φ85 1:20
床头箱主轴转速范围————42~670r/min ;12级
进给部分
进给速度范围———————5-500mm/min;无级托板快速移动速度——————2m/min
电机部分
主电机功率————————30kW
液压泵电机功率——————1.5kW
快速移动电机功率——————3 kW
进给电机功率————————4.7kW
冷却泵电机功率———————7.5kW
其他部分
导轨宽度——————————650mm
冷却系统额定压力——————0.36 MPa
冷却系统流量————————300L/min
液压系统额定工作压力——————6.3MPa
授油器承受最大轴向力——————68kN
授油器对工件的最大顶紧力————20 kN
镗杆箱部分(选配)
镗杆箱前端锥孔——————Φ100
镗杆箱主轴前端锥孔————Φ120 1:20
镗杆箱主轴转速范围————82~490r/min ;6级
镗杆箱电机功率——————30KW
德州三嘉机器制造有限公司位于山东省德州市经济开发区,是集开发、设计、制造、销售普通深孔加工机床(深孔钻床、深孔钻镗床、深孔镗床),以及数控深孔加工机床(数控深孔钻床、数控深孔钻镗床、数控深孔强力珩磨机)于一体的专业厂家。