各种螺丝打头搓牙尺寸公差
常用螺纹尺寸及公差汇总表
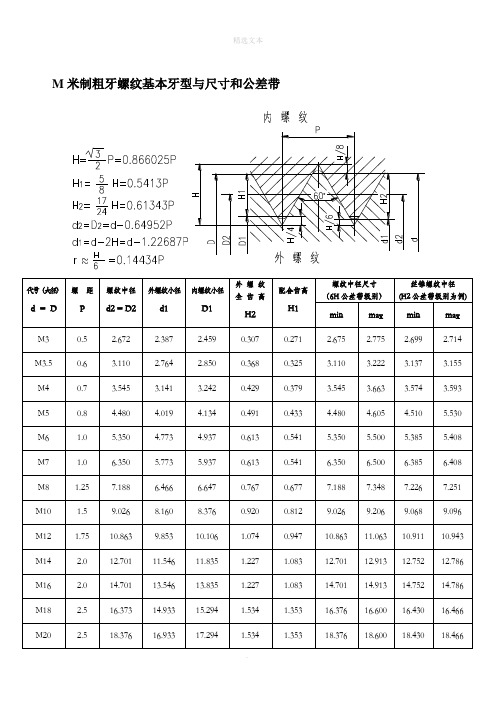
常用螺纹尺寸及公差汇总表公制螺纹基本直径内螺纹公差等级小径6H 7H 6g中径公差小径公差中径公0,差小径公差中径公差8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 14.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 16.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 18.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 20.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 22.376 0,+0.200 0,+0.300 0,+0.250 0,+0.375 -0.032,-0.182美制NPSM螺纹(美国标准ANSI B1.20.1机械连接用直管螺纹60度)NPT布锥管螺纹55度英锥管螺纹55度英锥管螺纹本大小本R1/8*28 9.728 9.147 8.566 4 4.9 3.1 6.5 R1/4*19 13.157 12.301 11.445 6 7.3 4.7 9.7美制螺纹可拆式芯子与套筒连接螺纹新西兰B09内螺纹NPTF+密封管螺纹备注:1.表中外螺纹的完整螺纹长度包括不超过一个螺距长度的倒角2.表中内螺纹的完整螺纹长度不包括在中径线和倒角交线外的锥口孔。
1.5螺纹牙距公差

1.5螺纹牙距公差
螺纹牙距公差是指在螺纹中相邻两螺纹牙型上对应牙尖之间的距离,又称为螺距误差。
牙距公差是影响螺纹互换性的重要参数之一,也是控制螺纹加工精度的关键要素。
在公制螺纹中,公制牙与英制牙的转换公式为:每吋螺纹数n=254/牙
距P,牙距P=254/每吋螺纹数n。
牙距公差的计算需要结合牙型角度、螺纹直径、牙型高度等因素,同时还需考虑基面上的直径、螺纹长度、有效螺纹长度、圆锥内螺纹基面轴向位移的极限偏差等信息。
根据螺纹的不同种类和用途,螺纹牙距公差可以分为普通螺纹牙距公差和细牙螺纹牙距公差。
普通螺纹牙距公差的标准,如公制螺纹、美制螺纹、英制管螺纹、梯形螺纹和方形螺纹,通常由国家或行业标准规定。
例如,国标GB/T197-2003是一本关于螺纹尺寸公差的重要参考书籍。
不同的公制螺纹牙距公差标准对牙距公差的等级和数值进行了具体规定。
细牙螺纹牙距公差是指在特定的细牙螺纹中,相邻两牙尖之间的距离的变化量。
这种变化可以用牙距的微小变化表示。
在车制螺纹时,牙距公差还需要考虑工件材料及刀具所决定的转速,机器结构所决定的转速,以及下刀点与退刀点的计算。
牙距公差的测量通常需要使用专用的牙距卡规或数显卡尺等工具。
在实际应用中,牙距公差是一项需要严格控制的参数,因为它直接关系到螺纹的互换性和强度等性能。
螺丝外径公差标准

螺丝外径公差标准一、螺丝种类螺丝种类繁多,本标准主要针对常见的小径螺丝,如一字槽螺钉、十字槽螺钉、内六角螺钉等。
根据不同的应用场合和性能要求,可以选择不同类型的螺丝以满足使用需求。
二、材料及热处理螺丝材料应具有较好的加工性能、力学性能和耐腐蚀性能。
常用材料包括碳钢、合金钢、不锈钢等。
热处理工艺包括淬火、回火、渗碳等,可提高螺丝的硬度和耐磨性,延长使用寿命。
三、螺丝直径定义螺丝直径是指螺纹顶点直径,即螺纹顶部最高点的直径。
在选择和使用螺丝时,应考虑螺纹直径的影响。
四、公差范围螺丝外径公差是衡量螺丝质量的重要指标之一。
根据不同的应用场合和性能要求,需要选择合适的公差范围。
常用的公差带为h8、h10、h11等。
五、检验方法为确保螺丝质量,应采用合适的检验方法进行检测。
常用的检验方法包括外观检测、尺寸检测、力学性能检测等。
应按照相关标准进行检验,确保符合要求。
六、紧固扭矩在安装和紧固螺丝时,应使用合适的扭矩工具以保证紧固扭矩的准确性。
合适的扭矩可确保螺丝连接的可靠性,避免过紧或过松导致的问题。
七、疲劳性能螺丝在交变应力作用下,其疲劳性能对连接的可靠性有很大影响。
应选择具有较好疲劳性能的螺丝,以确保连接的稳定性。
八、环境因素考虑在选择和使用螺丝时,应考虑环境因素的影响。
例如腐蚀介质、温度、湿度等环境因素可能对螺丝的性能产生不利影响。
为确保连接的可靠性,应选择适应特定环境条件的螺丝材料和表面处理方法。
九、设计因素考虑在机械设计中,选择和使用螺丝时需要考虑以下设计因素:1. 螺纹形式:根据使用要求和加工工艺的不同,可选择不同的螺纹形式,如一字槽、十字槽、内六角等。
2. 头型:螺丝的头型也是设计时需要考虑的因素之一,包括平头、球面头、沉头等。
头型的选择主要取决于连接件的形状和结构。
3. 长度:螺丝的长度应根据连接件的具体情况进行选择,同时需要考虑预留足够的拧紧长度。
4. 精度:对于一些高精度要求的机械结构,需要选择具有较高精度的螺丝,以确保连接的稳定性。
(整理)国标螺丝尺寸

<一>﹑公制机械牙粗牙规格螺丝尺寸标准(牙型角:60˚)标称尺寸 Designation螺距Pith外径Dia.of Circle有效直径Dia.of Triangle最大 Max 最小 Min 公差 Tolerance 最大 Max 最小 Min公差 Toleranc eM2.0 0.40 1.981 1.886 0.095 1.721 1.654 0.067 M2.5 0.45 2.480 2.380 0.100 2.188 2.117 0.071 M3.0 0.50 2.980 2.874 0.106 2.655 2.580 0.075 M3.5 0.60 3.479 3.354 0.125 3.089 3.004 0.085 M4.0 0.70 3.978 3.838 0.140 3.523 3.433 0.090 M4.5 0.75 4.478 4.338 0.140 3.991 3.901 0.090 M5.0 0.80 4.976 4.826 0.150 4.456 4.361 0.095 M6.0 1.00 5.974 5.794 0.180 5.324 5.212 0.112 M8.0 1.25 7.972 7.760 0.212 7.160 7.042 0.118 M10 1.50 9.968 9.732 0.236 8.994 8.862 0.132 M12 1.75 11.966 11.701 0.265 10.829 10.679 0.150 M14 2.00 13.962 13.682 0.280 12.663 12.503 0.160 M162.00 15.96215.6820.280 14.66314.503 0.160<三>三角自攻螺丝长度系列及标准公差 1﹑长度系列尺寸(mm )优先系列:4﹑5﹑6﹑8﹑10﹑12﹑15﹑18﹑22﹑25﹑30﹑36﹑42﹑50﹑60﹑80﹑100等 允选系列:20﹑28﹑32﹑40﹑45﹑55﹑70﹑90等 2﹑螺丝长度公差表 ( mm)M2.0长度Length <2mm2〜3mm >3mm公差Tolerance +0〜-0.15 +0〜-0.2 +0〜-0.3M2.5长度Length <4mm4〜10mm 10〜20mm >20mm公差Tolerance +0〜-0.3 +0〜-0.4 +0〜-0.6 +0〜-0.8M3.0﹑M3.5 M4.0﹑M4.5长度Length <20mm20〜40mm >40mm公差Tolerance +0〜-0.6 +0〜-0.8 +0〜-1.0M5以上长度Length <10mm>10mm公差Tolerance +0〜-0.8 +0〜-1.0四﹑公制机械牙粗牙规格螺丝主要机械性能参数标准(5.8级以上)标称尺寸Designation 螺距 Pith 破坏扭力 抗张力表面渗碳热处理规格 >N. m >Kg 表面硬度 心部硬度 硬化层深度 M2.0 0.40 0.4 120 460-600 250-380 0.04-0.10 M2.5 0.45 0.6 180 460-600 250-380 0.04-0.10 M3.0 0.50 0.9 270 460-600 250-380 0.04-0.10 M3.5 0.60 1.5 360 460-600 250-380 0.05-0.18 M4.0 0.70 2.5 480 560-650 250-380 0.05-0.18 M4.5 0.75 3.5 600 560-650 250-400 0.1-0.25 M5.0 0.80 5 750 560-650 250-400 0.1-0.25 M6.0 1.00 8.5 1100 560-650 250-400 0.15-0.30 M8.0 1.25 20 2000 560-650 250-400 0.15-0.30 M10 1.50 40 3100 560-650 250-400 0.15-0.30 M12 1.75 65 4400 560-650 250-400 0.15-0.30 M14 2.00 100 6000 560-650 250-400 0.15-0.32 M162.00 1608200560-650250-400 0.15-0.32五﹑公制机械牙粗牙规格螺丝头型及槽形选择 <一>﹑公制机械牙粗牙规格螺丝头型种类1﹑盘头 P 2﹑伞头 T 3﹑平顶沉头 F4﹑六角头 H 5﹑内六角圆柱头 6﹑扁头B 或圆头R <二>﹑公制机械牙粗牙规格螺丝头型选择1﹑优先选用盘头P :有用到扁头B 及圆头R 时需考虑用盘头替代,被锁付零件孔相对较小﹑材质较硬时均可考虑用盘头螺钉。
螺纹尺寸和公差
丝锥图标与符号说明:螺纹类型:螺孔型式M——米制粗牙普通螺纹T1通孔——≤1.2d MF——米制细牙普通螺纹T2通孔——≤2dUNC——统一粗牙螺纹B1不通孔——≤1.2d UNF——统一细牙螺纹B2不通孔——≤1.8d G(BSP)——非螺纹密封的管螺纹B3不通孔——≤2.2d W(BSW)——惠氏螺纹NPT——60°牙形角圆锥管螺纹 d 为螺纹大径RP——用螺纹密封的圆柱管螺纹RC(BSPT)——用螺纹密封的圆柱管螺纹EC——安装钢丝螺套用内螺纹螺纹齿形角:丝锥类别:60°55°N——加工普通结构钢、软的灰铸铁中等硬度的有色金属H——加工特别硬的、硬而韧的材料W——加工特别软与韧的材料丝锥结构种类:丝锥切削锥长度:直槽丝锥X——(5~6 P)螺尖丝锥Y——(4~5 P)螺旋槽丝锥Z ——(2~3 P)跳牙丝锥A型带冷却孔丝锥(用于不通孔)丝锥柄部采用的标准:B型带冷却孔丝锥(用于通孔)GB4267挤压丝锥DIN10-1带油槽挤压丝锥钻攻复合丝锥丝锥螺纹公差带等级:丝锥采用的标准:H1——适合加工米制内螺纹4H 5H公差中国国家标准带级别的螺纹中国机械行业标准JB H2——适合加工米制内螺纹5G 6H公差国际标准ISO 带级别的螺纹德国标准带级别的螺纹H3——适合加工米制内螺纹6G 7H 7G 丝锥材料:带级别的螺纹HSS——普通高速钢1——适合加工统一螺纹内螺纹1B公差HSS-E——高性能高速钢级别的螺纹HSS-PM——粉末冶金高速钢2——适合加工统一螺纹内螺纹2B公差Hm——硬质合金级别的螺纹丝锥刃倾角、螺旋角:W2——适合加工惠氏内螺纹中等级公差螺尖丝锥的刃倾角λ1——12°λ2——18°级别的螺纹螺旋槽丝锥的螺旋角β1——20°β2——30°W3——适合加工惠氏内螺纹普通级公差β3——40°级别的螺纹感谢您的支持与配合,我们会努力把内容做得更好!。
螺丝基础知识
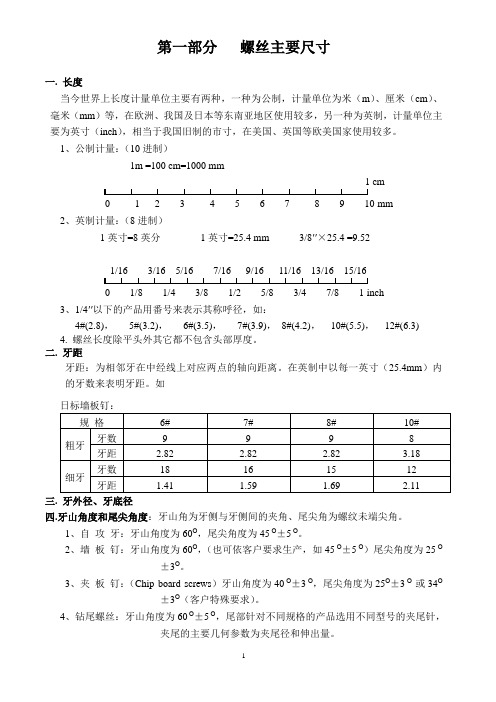
第一部分螺丝主要尺寸一. 长度当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧洲、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)1英寸=8英分1英寸=25.4 mm 3/8''×25.4 =9.520 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4''以下的产品用番号来表示其称呼径,如:4#(2.8),5#(3.2),6#(3.5),7#(3.9),8#(4.2),10#(5.5),12#(6.3)4. 螺丝长度除平头外其它都不包含头部厚度。
二. 牙距牙距:为相邻牙在中经线上对应两点的轴向距离。
在英制中以每一英寸(25.4mm)内的牙数来表明牙距。
如日标墙板钉:三. 牙外径、牙底径四.牙山角度和尾尖角度:牙山角为牙侧与牙侧间的夹角、尾尖角为螺纹未端尖角。
1、自攻牙:牙山角度为60O,尾尖角度为45 O±5 O。
2、墙板钉:牙山角度为60O,(也可依客户要求生产,如45 O±5 O)尾尖角度为25 O±3O。
3、夹板钉:(Chip board screws)牙山角度为40 O±3 O,尾尖角度为25O±3 O 或34O±3O(客户特殊要求)。
4、钻尾螺丝:牙山角度为60 O±5 O,尾部针对不同规格的产品选用不同型号的夹尾针,夹尾的主要几何参数为夹尾径和伸出量。
五. 头部槽号第二部分材料碳钢。
我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
1、低碳钢C%≤0.25% 国内通常称为A3钢。
螺纹公差标准
螺纹公差标准螺纹是一种常见的机械连接方式,广泛应用于各种机械设备和零部件中。
螺纹的公差标准对于螺纹的加工、检测和使用具有重要的意义。
本文将对螺纹公差标准进行详细介绍,以便读者更好地了解和运用螺纹公差标准。
螺纹公差标准是指螺纹尺寸和形位公差的标准。
螺纹的尺寸公差包括基本尺寸、公差等级和公差值等内容。
在螺纹的加工和检测中,尺寸公差的控制是非常重要的,它直接影响着螺纹的装配和使用性能。
形位公差则包括轴向、径向和倾斜等公差,它对螺纹的配合和传递精度起着决定性的作用。
螺纹的公差标准主要包括国际标准、国家标准和行业标准等。
国际标准主要由ISO(国际标准化组织)制定,如ISO 965、ISO 1502等标准,它们被广泛应用于国际贸易和工程技术领域。
国家标准则由各个国家的标准化组织或机构制定,如中国的GB/T标准等。
行业标准则是针对特定行业或特定产品而制定的标准,它们通常由行业协会或组织发布。
螺纹公差标准的重要性不言而喻。
首先,它是螺纹加工和检测的依据。
在螺纹加工中,操作人员必须严格按照公差标准进行加工,以保证螺纹的质量和精度。
在螺纹检测中,公差标准则是检测人员判定螺纹合格与否的标准。
其次,螺纹公差标准也是螺纹配合和使用的基础。
螺纹的公差决定了螺纹的配合性能,不同的公差等级对于螺纹的使用寿命和可靠性都有着重要影响。
最后,螺纹公差标准也是国际贸易和产品交流的桥梁。
在国际贸易中,各国企业和产品都必须符合国际通用的公差标准,以便实现产品的互换和通用。
在实际工程中,螺纹公差标准的应用也是非常重要的。
首先,对于螺纹的设计和选择,必须考虑到公差标准的要求,以便确保螺纹的可靠性和可制造性。
其次,在螺纹的加工和检测中,操作人员必须严格按照公差标准进行操作,以免出现质量问题。
最后,在产品的使用和维护中,也必须按照公差标准进行螺纹的安装和拆卸,以免造成损坏或故障。
总之,螺纹公差标准是螺纹加工、检测和使用的重要依据,它对于螺纹的质量和性能具有决定性的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打頭尺寸: 自攻鋼牙(AB、B、BT 牙)系列規格:
打頭最小直徑最大
打頭最小直徑最大
打頭最小直徑最大M10打頭最小Φ8.90直徑最大Φ8.93
正常0.1~0.6
注:1.打頭身徑長度=螺絲身徑長度-1mm加表中對應數系數,生產中可根據實際情況選擇系數,但不能超過此 控制範圍.
粗制機牙外螺紋:打頭開單長度規格表:0.8-0.90.6-0.7
M5M6M8Φ4.35Φ5.25Φ7.0M12Φ10.85Φ10.880.2~0.40.0~0.21≦Φ<2.0牙徑6.0≦Φ<8.03.0≦Φ<3.20.2~0.50.2~0.52.0≦Φ<2.32.3≦Φ<2.60.3~0.70.1~0.70.3~0.610.0≦Φ<12.00.2~0.50.1~0.50.1~0.3規格M6Φ5.0Φ5.02規格0.1~0.4M8Φ6.75Φ6.770.2~0.50.2~0.60.2~0.40.0~0.20.2~0.5M1.0M1.40.1~0.30.1~0.50.1~0.4M2.3短於20長於20M3.5Φ3.02長於20B 牙T 牙 鋸 腳快 牙A、AB尖咀牙M機牙長於20短於20Φ2.25Φ2.11Φ2.18Φ2.15M3Φ2.6Φ2.63Φ2.08Φ3.55M4Φ3.45Φ3.48Φ3.28Φ2.45Φ2.83Φ2.28M2.6Φ3.05Φ2.28M2.5短於201.44Φ1.68M1.7M21.43Φ1.65Φ1.86Φ2.15規格M1.7M1.8M2.0Φ1.4Φ1.43Φ1.83Φ2.12Φ1.45牙長0.91.22Φ4.38Φ5.28
規格
長於20短於20M2.6Φ3.52M3.5M4M4.5Φ2.8Φ3.250.3~0.60.1~0.62.8≦Φ<3.0M3Φ1.42Φ1.62Φ2.25Φ2.42M2.8M2.30.2~0.50.1~0.40.1~0.60.1~0.50.1~0.50.3~0.60.1~0.60.2~0.50.1~0.50.1~0.50.1~0.40.1~0.33.5≦Φ<4.04.0≦Φ<5.00.2~0.50.1~0.50.2~0.40.0~0.20.2~0.60.2~0.40.1~0.40.2~0.40.1~0.40.1~0.30.3~0.70.3~0.70.3~0.70.3~0.70.1~0.50.2~0.6M5Φ4Φ4.03M4.50.1~0.50.2~0.40.1~0.40.1~0.31.20Φ7.08Φ1.65長於200.8Φ3.92Φ3.95短於200.3~0.60.1~0.60.1~0.5
制表人:王于恒共7页 第1页2. 對于非標准螺絲或精密螺絲,其打頭長度均要先試搓牙長度來確定打頭長度.3.21.13.51.34.31.24.51.24.01.54.71.35.01.34.01.54.91.45.21.44.51.75.31.55.71.54.51.75.51.65.91.65.52.06.31.96.91.96.02.37.32.28.12.27.02.68.32.59.42.5
8.02.99.32.810.62.8
9.03.310.33.111.83.1
10.53.912.43.714.03.714.05.216.44.817.84.8
3.41.403.41.03.21.24.01.604.01.2 90°3.51.3
4.41.804.41.3 92°4.01.54.61.854.61.354.01.55.02.005.01.454.51.7
5.22.105.21.54.51.76.02.456.01.755.52.07.02.807.02.06.02.3
8.03.208.02.37.02.6
9.03.559.02.558.03.010.04.0010.02.89.03.4
12.04.8012.03.410.54.016.06.2016.04.414.05.4注:上表頭徑上偏差為0.
-0.50-0.6090˚-92˚-0.30頭 徑-0.5090˚-92˚-0.2-0.4090˚-92˚-0.400.15-0.40-0.800.150.2-0.5-0.6-0.70-0.8090˚-92˚-0.40-0.70-0.80-0.6090˚-92˚6.08.05.0-0.50-0.603.03.54.04.5
1.72.02.2-0.402.32.52.66.08.03.504.04.55.0牙徑頭 徑半 圓 頭 ( R )頭型半 圓 頭 ( O )頭 厚頭 厚.角 度頭 厚.角 度頭 徑平 頭 (K.F)-0.40-0-0.50-0+0.22.00.12.2+0.152.5-0.60-0.40-0.500.1大扁頭(T).平頭2.6頭 徑頭 徑頭 厚頭 厚2.3牙徑1.70.2盆 頭 ( P )-0.700.20頭 徑頭 厚高扁頭(B)崗山頭(本廠稱)頭型0.23.0-0.40.1
-0.80
-0.80-0.60-0.500.15-0.60-0.70-0.70-0.800.30
-0.70制表人:王于恒共7页 第2页 鋼牙長度公差標准:( JIS B 1122-1996) 機牙長度公差標准:( JIS B 111-1996)
螺絲加工硬度標準:(JIS B 1055-1995) 芯部硬度HV低碳合金鋼HRC22~32與表面硬度基本低碳合金鋼HRC28~37一致中碳鋼/合金鋼HRC32~39合金鋼HRC39~44注:1.若客戶有硬度特殊要求,則以客戶要求為准.2.以上硬度參照JIS標准及考慮了精密螺絲的使用性能,在硬度上有適當改動.牙徑25MM及以下25MM以上32040以上4≦L牙長L(mm)4
450600-1200200
520
0-100-1-100-0.4-0.500-0.80-0.4-0.6-0.6-0.600TYPE B牙TYPE BT牙TYPE C牙AAB牙 型長度尺寸長度公差M2.6≦Φ0.81.016-36MM36以上強度10.9級強度12.9級-0.8-0.8000-0.3
M2.6
16MM及以下
制表人:王于恒共7页 第3页 JIS三角鋼牙系列及高低牙. 三角雙絲快牙P型 (鋼牙)
注:打頭長度按(一.2.0 ) 快牙標準. 扭力參照(一.6.0 ) B 牙標準. 材料打頭直徑公差為 + 0.4 -0 材料直徑允許公差 + 0.01, - 0.02
三角機絲鋼牙(S型)
約等于注: 打頭長度按(一.2.0)快牙長度標準材料打頭后直徑公差為+ 0.04mm - 0 材料直徑允許公差 + 0.01, - 0.02
注:打頭長度按鋼牙(B型)長度作參考;主模按材料直徑允許 + 0.02 - 0;扭力按B牙標準.
4.981.403.483.981.82規格3.083.584.135.13M3.0M3.5M4.05.996.162.342.65M6.0Φ5.35Δ5.255.931.681.885.104.844.173.875.781624最 大1.722.041.40收尾長度Φ4.00.15M4.018Φ2.60 +0.03 -0Φ3.50.10M3.5Φ3.00.10M3.028Φ1.95 +0.03 -0Φ2.6±0.06M2.6牙徑(有效D值)公差0.1M3.6318規格螺距牙/英寸打頭材料主模規格Φ2.85Δ2.82Φ4.0Φ5.0Φ3.2Φ3.63搓牙基本尺寸Φ3.50.050.060.10.1Φ2.64Δ4.00Δ2.62Φ4.02搓 牙最 大0.0528Φ1.90Δ1.90Δ1.62Φ2Φ1.62M1.7外徑(有效D值)收尾直徑最 小最 大最 小外徑(外接圓 C值)最 小1.881.581.441.961.661.601.281.67M2.6規格打頭材料主模規格24Φ2.16Φ1.50Δ1.48Φ2.3Φ2.6Δ3.45Δ4.37Φ2.28Φ2.64Φ3.05Φ3.47M3.0Φ2.00Δ1.982.260.150.1Φ3.0Δ2.25Δ2.60Δ3.02Φ3.282.633.072.052.442.833.272.953.443.93M2M2.3Δ2.82Δ3.25Δ2.41Δ2.16Φ2.421816Φ2.8520M5.0M3.23214M3.5M4.020 高低牙打頭線徑和搓牙外徑:牙數/英寸打頭后光身徑搓牙外徑1.401.402.002.501.801.500.11.20Φ1.68Δ1.651.962.242.262.482.562.18Φ2.16 +0.03 -0Φ2.80 +0.03 -05.192.873.36M5.03.00Φ4.502.572.98
M2.64.923.85M2.0M2.3
制表人:王于恒共7页 第4页ANSI系列機牙:(ASME B1.1 :2002)美規粗牙打頭和搓牙外徑標准:
打頭最小直徑最大 牙最小徑最大
打頭最小直徑最大 牙最小徑最大
美規細牙打頭和搓牙外徑標准:
打頭最小直徑最大 牙最小徑最大
打頭最小直徑最大 牙最小徑最大
接上表:規格0#-80#1-64#2-56Φ3.63Φ4.22Φ6.90Φ8.35Φ9.83Φ1.56Φ1.87Φ2.15Φ2.43Φ2.73Φ3.02#6-40#8-36#10-32#12-281/4-285/16-245.461/4-20Φ2.91Φ5.43#3-48Φ1.27Φ1.58Φ4.70Φ4.725.28Φ1.24Φ1.56Φ1.83Φ2.11Φ2.35Φ2.70Φ3.56Φ4.05Φ2.93Φ3.58Φ4.07Φ5.45Φ1.85Φ2.13Φ2.37Φ2.724.142.703.033.344.001.431.742.072.394.626.121.511.832.162.492.823.153.48Φ9.864.80Φ11.396.32規格5/16-183/8-167/16-141/2-1311.0712.667.699.2510.8212.39Φ6.92Φ8.40Φ3.65規格#1-72#2-64#3-56#4-48#5-447.99.49Φ1.61Φ1.89Φ2.18Φ2.46Φ2.75Φ3.06Φ4.25Φ4.82Φ5.67Φ7.18Φ4.80Φ5.65Φ7.163.043.364.004.661.752.082.402.726.327.905.306.167.731.832.162.492.823.15規格3/8-247/16-201/2-204.805.463.484.14
Φ8.74Φ10.18Φ11.76Φ8.77Φ10.20Φ11.829.3210.8812.479.4911.0712.66
#4-40#5-40#10-24#12-24#6-32#8-32Φ11.32