ANPT NPTF 螺纹规使用方法
NPTF螺纹规正确使用方法

螺纹规作用:L1规是检验螺纹基面尺寸。
L3(L2)规是检验螺纹有效长度。
光规(Crest)是检验螺纹大径锥度。
螺纹规组成:L1规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距),它们三者之间的关系是:(T=2个螺距) Max(最大)区域, B(基准)区域,Min(最小)区域, L2规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距)。
光规(Crest)由Mn和Mnt,B和BT,Mx和Mxt六个台阶组成。
检验判定方法:首先,量规及零件的螺纹必须清洁、无毛刺。
参考点在零件的端面。
端面倒角深度必须超过螺纹的小径(底径)。
1,用L1规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格;L1使用后,会有三种情形出现:不到基准面在1圈内;与基准面平;超过基准面在1圈内。
对于螺纹规具体位置可借助游标卡尺进行测量,根据测量的实际数值来划分属于那个位置。
三者之间的具体区域划分如下: Max(最大)+(-)2/3T(螺距), B(基准)±1/3T(螺距), Min(最小)+(-)2/3T(螺距)。
2,L1判定合格后,用L2规检验。
L2规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格;L2规的位置为L1规检验时位置的±1/2T(螺距),即根据L1规检验时的位置,来确定L2规是否在±1/2T(螺距)内。
即L1规在最大(Max)位置时,L2规(环规)在最大至+1/2T内为合格,L2规(塞规)在最大至-1/2T内为合格 L1规在B基准位置时,L2规(环规与塞规)在B基准的±1/2T内为合格 L1规在最小(Min)位置时,L2规(环规)在最小至-1/2T内为合格,L2规(塞规)在最小至+1/2T内为合格3,L1&L2判定合格后再用Crest规(锥度规),锥度规放入螺纹内不可以有摆动。
螺纹环规使用方法

之老阳三干创作螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规用于丈量外螺纹尺寸的正确性,通端为一件,止端为一件.止端环规锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规.两个光面环规的内螺纹中径分别依照标准螺纹中径的最年夜极限尺寸和最小极限尺寸制造的,精度非常高.规格品种与经常使用外螺纹(螺丝)规格品种一样多.螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规螺纹量规通规模拟被测螺纹的最年夜实体牙型,检验被测螺纹的作用中径是否超越其最年夜实体牙型的中径,并同时检验底径实际尺寸是否超越其最年夜实体尺寸.螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超越两个螺距),就标明被测螺纹的作用中径没有超越其最年夜实体牙型的中径,且单一中径没有超越其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则分歧格.螺纹中径说白了,就是螺纹的公称直径,即一般所说的螺纹“M**”里的*代表的数值,它是一个介于年夜径(外螺纹为牙顶的直径,内螺纹为牙底直径)和小径(同年夜径含义相反)之间的一个直径. 最年夜实体牙型,顾名思义,就是螺纹的牙型(别告诉我你连“牙型”是什么都不知道哦~)制造出来能到达的最年夜实体,即实际加工制造出来的比理论设计时,在误差范围能且在体积上能到达的最年夜值的状态.光滑环规轴类零件(外螺纹)的最年夜实体尺寸体现在直径上,就是轴直径年夜于设计尺寸;孔累零件(内螺纹)的最年夜实体尺寸体现在直径上,就是孔的直径小于设计尺寸.。
螺纹量规使用标准程序

1、选择螺纹规
公称直径
M:公制螺纹
2:螺距 6H:公差带等级
3/14
测量用 途:
分度值:
内、外螺纹 阐释说明
选择测量范围及公差带等级 与被测件相一致
2、测量前一定要将螺纹规和被检螺纹 清洁干净,特别注意螺纹环规和被检内 螺纹的清洁,决不允许有毛刺、铁销或 其它污物存在
3、 将螺纹规和被测螺纹的轴心对齐 后旋转螺纹规进入(螺纹规如呈倾斜状 态,拧入螺纹规,则被测螺纹和螺纹规 都要受到损伤。)拧进螺纹规时用手进 行,不要用工具强行拧入。
4、判断结果 ① 通端能够顺畅通过,无阻力; ② 止端应在2扣内止住。
注:检测螺纹通孔时,螺纹规必须通过 螺纹孔2-3扣。
编制:张丽峰
T:通端
Z:止端
被测工件
通端 审核:
止端
否则会给检验结果带来误 差,还会严重磨损螺纹规。
减小螺纹规和被测螺纹的 磨损
满足①、②为合格
批准:
abcd
4/14
编制:张丽峰
审核:
批准:
abcd
5/14
③检查并清除量规工作面和被检孔,轴表面(特别是内孔孔口)上的毛刺,锈迹和铁屑末及其他污物.
编制:张丽峰
审核:
批准:
abcd
6/14
编制:张丽峰
审核:
批准:
abcd
7/14
编制:张丽峰
审核:
批准:
abcd
8/14
编制:张丽峰
审核:
批准:
abcd
9/14
编制:张丽峰
审核:
批准:
abcd
10/14
编制:张丽峰
审核:
批准:
npt螺纹环规
NPT螺纹环规1. 简介NPT螺纹环规是一种用于测量和检验管道螺纹的工具。
NPT是National Pipe Thread(国家管道螺纹)的缩写,这种螺纹常用于美国和加拿大的管道连接。
NPT螺纹环规可以帮助确定管道螺纹的尺寸、形状和质量,确保管道连接紧密且无泄漏。
2. 结构和原理NPT螺纹环规通常由两个部分组成:测量部分和标准部分。
2.1 测量部分测量部分是用于测量管道螺纹参数的关键部件。
它通常由一组可移动的刀片组成,每个刀片上刻有不同尺寸的刻度。
通过调整刀片位置,可以确定管道螺纹的内径、外径以及牙距等参数。
2.2 标准部分标准部分是与测量部分配合使用的参考工具。
它通常由一个固定尺寸的环状孔组成,这个孔与所需测量的管道螺纹相匹配。
通过将测量部分插入标准部分的孔中,可以验证测量结果的准确性。
3. 使用方法使用NPT螺纹环规进行测量和检验需要以下步骤:3.1 准备工作首先,确保NPT螺纹环规和待测管道螺纹都处于清洁状态。
任何污垢或残留物都可能影响测量结果的准确性。
3.2 测量内径将NPT螺纹环规的刀片调整为适合测量内径的位置。
然后,将测量部分插入待测管道螺纹中,确保刀片完全贴合管道螺纹的内壁。
读取刀片上对应尺寸的刻度,即可得到管道螺纹的内径。
3.3 测量外径将NPT螺纹环规的刀片调整为适合测量外径的位置。
然后,将测量部分插入待测管道螺纹中,确保刀片完全贴合管道螺纹的外壁。
读取刀片上对应尺寸的刻度,即可得到管道螺纹的外径。
3.4 测量牙距将NPT螺纹环规的刀片调整为适合测量牙距的位置。
然后,将测量部分插入待测管道螺纹中,确保刀片与管道螺纹的牙顶完全贴合。
读取刀片上对应尺寸的刻度,即可得到管道螺纹的牙距。
3.5 验证结果将测量部分插入标准部分的孔中,确保刀片完全贴合孔壁。
如果刀片与孔壁之间有任何间隙或过紧,说明测量结果可能存在误差。
通过调整刀片位置或更换合适尺寸的刀片,可以提高测量结果的准确性。
4. 注意事项在使用NPT螺纹环规进行测量和检验时,需要注意以下事项:1.确保NPT螺纹环规和待测管道螺纹都处于清洁状态,以避免任何污垢或残留物对测量结果造成影响。
塞规、环规使用说明之令狐文艳创作

检测NPT 螺纹环规、塞规使用方法及注意
事项
令狐文艳
1.使用方法
检测NPT 内外螺纹一般只用三基面螺纹环规、塞规。
见下图1
图1
测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
下 基面
上基面
基准面
环规三基面
此时被测螺纹体高于下基面则被测螺纹体螺纹偏小,已超出标准范
将螺纹环规旋进待测外螺
纹,待测外螺纹体与基准面
平行螺纹为标准。
此时被测螺纹体底于上
基面则被测螺纹体螺纹
偏大,不在标准范围
2.
注意事项
非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
使用前的注意事项
请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项
上基面
基准面
基准面
将螺纹塞规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标
此时被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准范
此时被测螺纹体底于上基面则被测螺纹体螺纹偏小,不在标准范围
以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项
保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检
无论使用情况如何,都应定期进行检查。
螺纹塞规的使用方法
《螺纹塞规的使用方法》
嘿,朋友们!今天咱来聊聊螺纹塞规这玩意儿。
螺纹塞规,那可是在机械领域里相当重要的小工具。
先说说这螺纹塞规是啥吧。
简单来说,它就像是个“螺纹小法官”,专门用来判断螺纹尺寸是否合格。
使用螺纹塞规的时候,第一步,你得把它拿在手里,感觉一下它的质感。
嘿,这小玩意儿拿在手里还挺有分量的呢!就像拿着一把小宝剑,准备去挑战那些不听话的螺纹。
接着,把螺纹塞规轻轻地插入要检测的螺纹孔里。
这时候可得小心点,别像个毛手毛脚的大老粗,不然很容易把螺纹给弄坏了。
要像个温柔的小护士,轻轻地把它送进去。
如果能很顺畅地插进去,那就说明这个螺纹尺寸基本合格。
要是插不进去或者插得很费劲,那可就有问题了。
在插的过程中,你还可以左右稍微转动一下螺纹塞规,感受一下它和螺纹之间的配合。
要是感觉松松垮垮的,那也不行,说明尺寸偏大了。
要是转都转不动,那肯定是尺寸小了。
我自己在使用螺纹塞规的时候,就感觉像是在玩一个小游戏。
每次成功地检测出一个合格的螺纹,就有一种小小的成就感。
要是发现不合格的,就赶紧想办法调整,就像在解决一个小难题。
总之,使用螺纹塞规要细心、耐心,可不能马虎。
把这个小工具用好,就能让我们的机械产品更加完美。
就像一个优秀的工匠,用好自己的工具,才能打造出精美的作品。
好了,今天关于螺纹塞规的使用方法就说到这里。
希望大家都能成为螺纹检测的小能手,让我们的机械世界更加美好!。
npt和nptf标准

NPT和NPTF是两种美国标准的锥管螺纹,它们之间存在一些主要差异。
NPT即National (American) Pipe Thread,属于60度锥管螺纹,它有一般密封圆柱管螺纹和一般密封圆锥管螺纹两种。
在NPT中,螺纹牙高不一样,内外螺纹均为圆锥形,而且有右旋和左旋两种旋向。
NPTF是干密封式美国标准管螺纹,其基本牙型与NPT相同,但螺纹牙高不一样,外螺纹的基准平面的理论位置与小端(参考平面)相距一个基准距离(L1)。
此外,NPTF只有右旋一种旋向。
总的来说,NPT和NPTF标准都源于美国,且都是锥形螺纹,但两者在牙型、牙高以及旋向等方面存在一些不同。
螺纹塞规操作规程
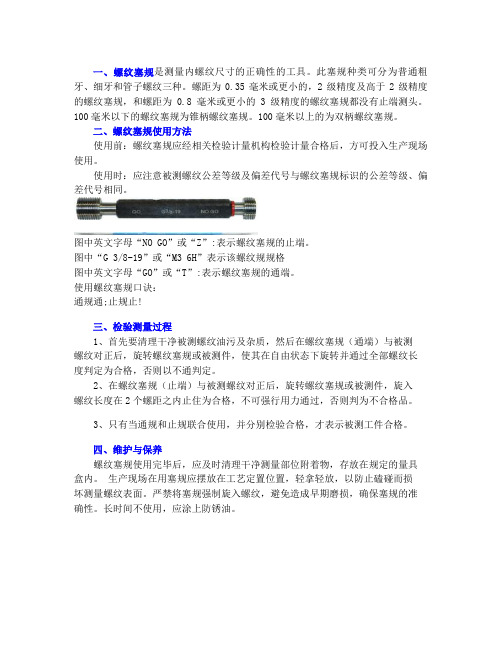
一、螺纹塞规是测量内螺纹尺寸的正确性的工具。
此塞规种类可分为普通粗牙、细牙和管子螺纹三种。
螺距为0.35毫米或更小的,2级精度及高于2级精度的螺纹塞规,和螺距为0.8毫米或更小的3级精度的螺纹塞规都没有止端测头。
100毫米以下的螺纹塞规为锥柄螺纹塞规。
100毫米以上的为双柄螺纹塞规。
二、螺纹塞规使用方法
使用前:螺纹塞规应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与螺纹塞规标识的公差等级、偏差代号相同。
图中英文字母“NO GO”或“Z”:表示螺纹塞规的止端。
图中“G 3/8-19”或“M3 6H”表示该螺纹规规格
图中英文字母“GO”或“T”:表示螺纹塞规的通端。
使用螺纹塞规口诀:
通规通;止规止!
三、检验测量过程
1、首先要清理干净被测螺纹油污及杂质,然后在螺纹塞规(通端)与被测
螺纹对正后,旋转螺纹塞规或被测件,使其在自由状态下旋转并通过全部螺纹长度判定为合格,否则以不通判定。
2、在螺纹塞规(止端)与被测螺纹对正后,旋转螺纹塞规或被测件,旋入
螺纹长度在2个螺距之内止住为合格,不可强行用力通过,否则判为不合格品。
3、只有当通规和止规联合使用,并分别检验合格,才表示被测工件合格。
四、维护与保养
螺纹塞规使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用塞规应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损
坏测量螺纹表面。
严禁将塞规强制旋入螺纹,避免造成早期磨损,确保塞规的准确性。
长时间不使用,应涂上防锈油。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 1 of 7
Title标题: ANPT NPTF 螺纹规使用方法
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 2 of 7
Title标题: ANPT NPTF 螺纹规使用方法1.目的
规范ANPT和NPTF螺纹规的使用方法。
2.适用范围
适用与所有ANPT和NPTF螺纹的检测过程。
3.定义:
3.1螺纹有效长度(图1):
L1: 手动旋合长度;
L2 :外螺纹用扳手旋合长度
L3:内螺纹用扳手旋合长度
图 1
3.2 ANPT 和 NPTF 螺纹塞规(见下图):
L1规:检查圆锥内螺纹在L1范围内的作用中径和底径;
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 3 of 7
Title标题: ANPT NPTF 螺纹规使用方法L3规:检查圆锥内螺纹在 L3范围内的作用中径;
6台阶牙顶光滑圆锥塞规:检查圆锥内螺纹在(L1+L3)范围内的锥孔直径。
3.3 ANPT 和 NPTF 螺纹环规(见下图):
L1规:检查圆锥外螺纹在L1范围内的作用中径和底径;
L2 规:检查圆锥外螺纹在(L2 - L1)范围内的作用中径;
6台阶牙顶光滑圆锥环规:检查圆锥外螺纹在L2范围内的圆锥直径。
3.4 P:螺距
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 4 of 7
Title标题: ANPT NPTF 螺纹规使用方法
4.程序
4.1量规及零件的螺纹必须清洁、无毛刺。
参考点在零件的端面。
4.2用L1规旋入,螺纹端面与应处在螺纹规任意2个台阶之间,或与螺纹规基准平面相距一个
螺距(±1P)以内,判定为合格;否则为不合格。
4.3用L2环规或L3规塞规旋入,螺纹端面与应处在螺纹规任意2个台阶之间,或与螺纹规基
准平面相距一个螺距(±1P)以内,并且以L1规的测量位置为基准, L2环规或L3规塞规测量的位置与L1规的测量位置差异量应相距半个螺距(±0.5P)内,判定合格;否则为不合格。
4.4用L1规确定螺纹工件的尺寸范围(图2),与L1螺纹规基准值相距三分之一个螺距(±
1/3P)范围是基本尺寸段 B;与L1螺纹规基准值比较大于三分之一个螺距(+1/3P)到大于一个螺距(+1P)范围是大尺寸段 MX;与L1螺纹规基准值比较小于三分之一个螺距(-1/3P)到小于一个螺距(-1P)位范围是小尺寸段 MN;
图2
4.5如果L1规和L2规(L3规)判定合格后,再使用6台阶锥度规,锥度规放入螺纹内不可以有
摆动,无摆动为合格,否则为不合格。
4.6如果无摆动合格后,依照L1规深度先判定螺纹工件尺寸段范围是:小尺寸段,基本尺寸段
或大尺寸段,再用6台阶圆锥光滑规判定工件螺纹牙的削平高度是否符合要求,列如:L1
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 5 of 7
Title标题: ANPT NPTF 螺纹规使用方法
规判定基本尺寸段B,6台阶圆锥光滑规尺寸应该在B到BT的范围内,符合的判定为合格;
否则判定为不合格。
4.7图例(图3):
第一行:L1规测量内螺纹比螺纹规基准深约一个螺距(1P),L3规的深度应该以L1规测
量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在MX – MXT范围内;
第二行:L1规测量内螺纹与螺纹规基准齐平,L3规的深度应该以L1规测量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在B – BT范围内;
第三行:L1规测量内螺纹与螺纹规基准浅约一个螺距(1P),L3规的深度应该以L1规测
量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在MN – MNT范围内。
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码: 6 of 7
Title标题: ANPT NPTF 螺纹规使用方法
图3
Author编写:施琦
Review审批:梁春香
Date日期:2012.10.12
作业指导书编号
II-007
Reference参考:Reversion版本: 00 Page
页码:7 of 7
Title标题: ANPT NPTF 螺纹规使用方法
5参考文件
QCER #065。