塑料复合薄膜超声波焊接工艺研究
塑料超声波扫描焊接技术
张胜玉·塑料超声波扫描焊接技术2020年 第46卷·41·作者简介:张胜玉(1970-),男,高级工程师,工学学士,已发表论文10余篇,其中《塑料激光焊接》在第三届华中地区科学技术推广大会荣获二等奖,《搅动摩擦焊原理及应用》被中国高科技产业化研究会评为一等奖。
主要从事塑料及复合材料焊接,焊接新技术、新工艺。
收稿日期:2019-08-230 前言超声波扫描焊接(ultrasonic scan welding )也是一种通过超声波能量熔化塑料工件的装配方法。
超声波扫描焊接是连续、高速地超声波焊接在固定超声波焊头或旋转焊头与砧座下方传送的平直工件的方法。
无论是大型的还是小型的热塑性塑料工件都可以超声波扫描焊接。
1 超声波扫描焊接原理超声波扫描焊接的基本原理是平直工件在焊头下传送并被超声波扫描,通过超声振动熔化塑料以固结工件。
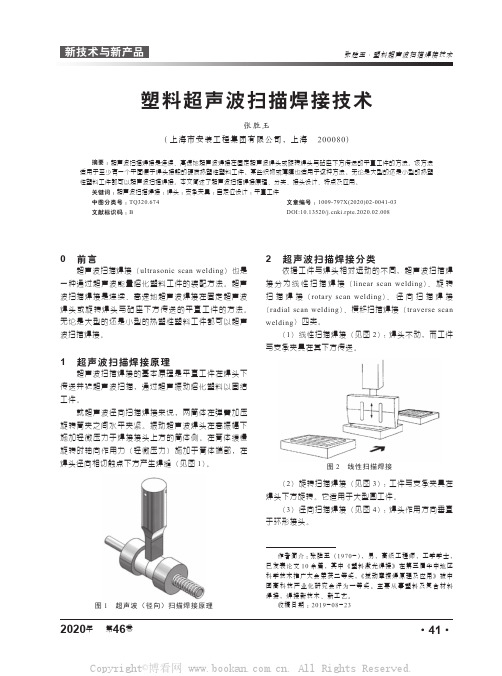
就超声波径向扫描焊接来说,两筒体在弹簧加压旋转筒夹之间水平夹紧。
振动超声波焊头在高振幅下施加轻微压力于焊接接头上方的筒体侧。
在筒体缓慢旋转时轴向作用力(轻微压力)施加于筒体端部,在焊头径向相切触点下方产生焊缝(见图1)。
图1 超声波(径向)扫描焊接原理2 超声波扫描焊接分类依据工件与焊头相对运动的不同,超声波扫描焊接分为线性扫描焊接(linear scan welding )、旋转扫描焊接(rotary scan welding )、径向扫描焊接(radial scan welding )、横移扫描焊接(traverse scan welding )四类。
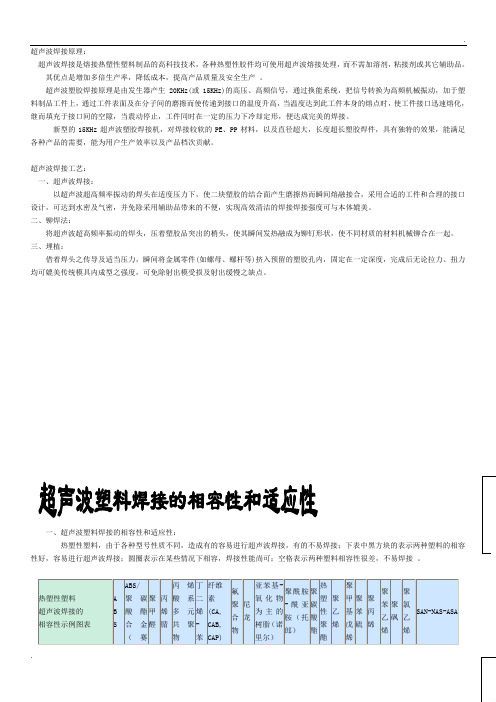
(1)线性扫描焊接(见图2):焊头不动,而工件与支承夹具在其下方传送。
图2 线性扫描焊接(2)旋转扫描焊接(见图3):工件与支承夹具在焊头下方旋转。
它适用于大型圆工件。
(3)径向扫描焊接(见图4):焊头作用方向垂直于环形接头。
塑料超声波扫描焊接技术张胜玉(上海市安装工程集团有限公司,上海 200080)摘要:超声波扫描焊接是连续、高速地超声波焊接在固定超声波焊头或旋转焊头与砧座下方传送的平直工件的方法。
超声波焊接原理和应用
超声波焊接原理:超声波焊接是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂,粘接剂或其它辅助品。
其优点是增加多倍生产率,降低成本,提高产品质量及安全生产 。
超声波塑胶焊接原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
新型的15KHz 超声波塑胶焊接机,对焊接较软的PE 、PP 材料,以及直径超大,长度超长塑胶焊件,具有独特的效果,能满足各种产品的需要,能为用户生产效率以及产品档次贡献。
超声波焊接工艺: 一、超声波焊接:以超声波超高频率振动的焊头在适度压力下,使二块塑胶的结合面产生磨擦热而瞬间熔融接合,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品带来的不便,实现高效清洁的焊接焊接强度可与本体媲美。
二、铆焊法:将超声波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植:借着焊头之传导及适当压力,瞬间将金属零件(如螺母、螺杆等)挤入预留的塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
一、超声波塑料焊接的相容性和适应性:热塑性塑料,由于各种型号性质不同,造成有的容易进行超声波焊接,有的不易焊接;下表中黑方块的表示两种塑料的相容性好,容易进行超声波焊接;圆圈表示在某些情况下相容,焊接性能尚可;空格表示两种塑料相容性很差,不易焊接 。
热塑性塑料 超声波焊接的 相容性示例图表A B S ABS/聚碳 酸酯 合金 (赛聚 甲 醛 丙 烯 腈 丙烯酸系多元共聚物丁 二 烯-苯 纤维素(CA, CAB, CAP) 氟聚 合 物 尼 龙 亚苯基-氧化物为主的树脂(诺里尔) 聚酰胺-酰亚胺(托郎) 聚碳酸酯热塑 性 聚 酯聚乙烯聚 甲 基 戊 烯聚 苯 硫 聚 丙 烯 聚苯 乙 烯聚 砜 聚氯 乙 烯SAN-NAS-ASA注意:表中所列仅供参考,因为熟知的变化可导致结果略有差异.。
塑料焊接(超声波 摩擦焊)
聚 聚苯 PET 聚乙 聚氯 聚甲 丙 乙烯 +PC 烯 乙烯 尼龙 醛 烯
PBT
14
材料因素
二、材料融化的温度: 塑料的融化温度越高、所需的焊接能量越大 不同软化温度的材料会影响其结合性能,两种材料软化温度相差小于22度。 三、刚度: 材料的刚度 零件的刚度 四、材料吸水性 材料吸湿性会显著影响焊接性能。 五、脱模剂、润滑剂 六、材料改性添加剂 增塑剂、冲击改性剂、阻燃剂、发泡剂、填料 七、表面处理 喷漆、电镀、皮纹 八、回料 不能大于10%,如焊接要求较高,禁止添加回料
34
影响震动焊接因素
三、材料改性添加剂 增塑剂、冲击改性剂、阻燃剂、发泡剂、填料
100P – 没有填充的聚甲醛 300AS – 碳纤维填充聚甲醛 35 35
影响震动焊接因素
四、脱模剂、润滑剂 、喷漆、电镀、皮纹 五、回料:如焊接要求较高,禁止添加回料 六、焊接深度对强度影响不大
Effect of MeltdBiblioteka wn15结构设计因素
为了得到稳定的高性能的焊接: 焊接筋初始接触面尽量小 被零件有合理的定位 焊头接触面要合理 零件结构有利于超声波的传播
16
焊接设计
1、直接结合 有效、快速 能量消耗少 对零件尺寸精度要求低 溢料较少 焊接强度取决于横向结合面积
17
焊接设计
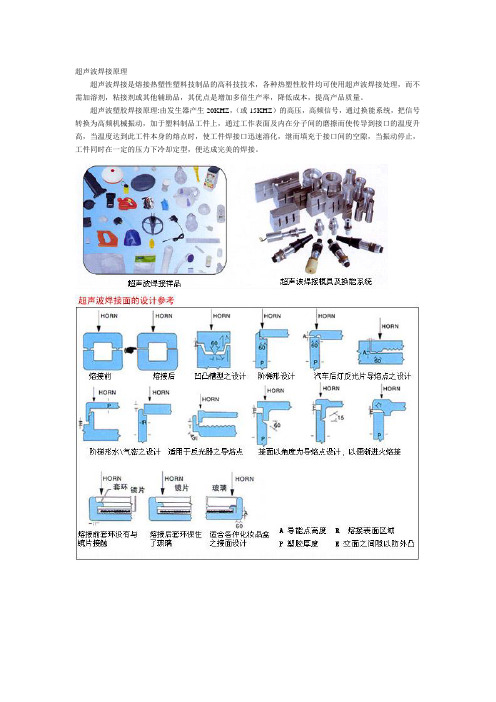
设计时的注意事项: 焊接筋为正三角形或等边三角形,前段角度一般无定型材料为 90°,半晶体材料为60 ° ,视具体情况可在60~90变化。焊接量 的高度方向尺寸与设定角度有关,一般在以0.5mm左右。 挡料边的一般为1/3壁厚,焊接完成后应有0.25到0.6m的间隙。 产品设置防止融化引起的飞边外露的沟槽。沟槽必须大于焊接 时被软化的三角形凸起部分的体积。此时,三角形的凸起的高度 为沟槽深度+焊接深度。
超声波塑料焊接的原理和理论2
超声波焊接原理超声波焊接是熔接热塑性塑料技制品的高科技技术,各种热塑性胶件均可使用超声波焊接处理,而不需加溶剂,粘接剂或其他辅助品,其优点是增加多倍生产率,降低成本,提高产品质量。
超声波塑胶焊接原理:由发生器产生20KHZ,(或15KHZ)的高压,高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工作表面及内在分子间的磨擦而使传导到接口的温度升高,当温度达到此工件本身的熔点时,使工件焊接口迅速溶化,继而填充于接口间的空隙,当振动停止,工件同时在一定的压力下冷却定型,便达成完美的焊接。
高周波塑料焊接机适用范围:鞋类、商标、贴纸、雨衣、雨伞、皮包、手提袋、文具、铭牌、吹气玩具、水床、坐垫、遮际板、车门板、特殊硬壳真空包装。
用途:纯PVC或含PVC30%以上之任何软硬皮及真皮或布类之特殊用途均可加工。
特性:★火花抑制器—当火花产生时,本机装有特殊电子回路能自动切断高周波抑制火花,使对电极和物料的损害降到最低,同时警告灯亦发亮示警。
★避免电波干扰装置—置有周波频率稳定器和高周波漏磁压制器,此装置能免除电波的漏出以免干扰别的电子装置,像电视、收音机等。
★安全保护装置—当电流超过限制值时,过负荷电流继电器自动保护震荡器和整流器,同时可以避免由不当操作引起的频率漂移。
★强力式机头—经过特殊的装配踏板加压的能力,最大压力达400KGS,其强度足以应付任何情况。
★容易调整的同调器—输出功率可藉调谐器依电极的大小和物料厚度调节,除外另备有各种控制装置及特殊电子线路,能大大地降低必要之熔接时间,提高机器之生产量。
超声波清洗原理主要利用超声波空化冲击效应,由超声波发生器发生高频高压振荡信号,经换能器变换为机械振动传入到清洗节介质中去。
以连续不断方式产生辐射状真线传播的超声波束,超声波束在介质中前进时会产生成千上万的负压小气泡,这些气泡在一定的压力下在清洗物体表面形成一连串密集的爆炸,不断冲击被清洗物体表面,包括穿透到被清洗物的另一侧表面,以及所有侵入介质中的内腔、盲孔、狭缝,将清洗物表面附着的污垢剥落,达到完美的清洗效果。
超声波焊接塑料原理
超声波焊接塑料原理一、引言超声波焊接是一种常见的塑料焊接方法,利用超声波的热效应将塑料件加热至熔融状态并进行焊接。
本文将介绍超声波焊接塑料的原理及其应用。
二、超声波焊接原理超声波焊接是利用超声波振动在塑料接合部分产生热能,从而使塑料材料熔融并形成焊接接头的一种焊接方法。
超声波通过超声波振动头传导到塑料接合部分,使塑料分子发生摩擦振动,产生热能。
当热能达到一定程度时,塑料材料开始熔融,通过施加一定的焊接压力,使熔融的塑料材料在接触面上形成焊接接头,待冷却后形成牢固的焊接接头。
三、超声波焊接设备超声波焊接设备主要包括超声波发生器、超声波振动头和焊接模具。
超声波发生器负责产生高频的超声波信号,传递给超声波振动头。
超声波振动头将超声波能量转化为机械振动,并将其传导到塑料接合部分。
焊接模具则起到固定和定位塑料件的作用,保证焊接的准确性和稳定性。
四、超声波焊接的优点1. 快速高效:超声波焊接的焊接速度快,一般只需要几秒钟就可以完成焊接过程。
2. 无需添加其他材料:超声波焊接不需要添加任何胶水、溶剂等辅助材料,避免了对环境的污染。
3. 焊接强度高:超声波焊接的焊接接头强度高,能够满足大部分工程应用的需求。
4. 焊接质量稳定:超声波焊接过程中,焊接接头的质量稳定可靠,不易出现质量问题。
五、超声波焊接的应用超声波焊接广泛应用于塑料制品的生产加工领域。
例如,汽车零部件的制造、电子设备的组装、医疗器械的生产等都需要使用超声波焊接技术。
超声波焊接在这些领域中,能够实现高效、稳定、环保的焊接过程,提高生产效率和产品质量。
六、超声波焊接的注意事项1. 焊接参数的选择:超声波焊接需要根据不同的塑料材料选择适当的焊接参数,包括振幅、压力、时间等。
2. 焊接界面的准备:焊接接合部分需要进行表面处理,保证焊接界面的清洁和平整,以提高焊接质量。
3. 焊接模具的设计:焊接模具的设计应考虑到塑料件的形状、大小等因素,以确保焊接过程的准确性和稳定性。
超声波焊接塑胶件的设计
超声波焊接塑胶件的设计超聲波焊接塑膠件的設計塑膠件的設計代注塑方式能有效提供比較完美的焊接用塑膠件。
光我們決定用超聲波焊接技術完成熔合時,塑膠件的結構設計必須首先考慮如下幾點:1 焊縫的大小(即要考慮所需強度)2 是否需要水密、氣密3 是否需要完美的外觀4 避免塑膠熔化或合成物的溢出5 是否適合焊頭加工要求焊接品質可能通過下述幾方面的控制來獲得:1 材質2 塑膠件的結構3 焊接線的位置和設計4 焊接面的大小5 上下表面的位置和鬆緊度6 焊頭與塑膠件的妝觸面7 順暢的焊接路徑8 底模的支持為了獲得完美的、可重複的熔焊方式,必須遵循三個主要設計方向:1 最初接觸的兩個表面必須小,以便將所需能量集中,並儘量減少所需要的總能量(即焊接時間)來完成熔接。
2 找到適合的固定和對齊的方法,如塑膠件的接插孔、臺階或企口之類。
3 圍繞著連接介面的焊接面必須是統一而且相聯繫互緊密接觸的。
如果可能的話,接觸面儘量在同一個平面上,這樣可使能量轉換時保持一致。
下面就對塑膠件設計中的要點進行分類舉例說明:整體塑膠件的結構1.1塑膠件的結構塑膠件必須有一定的剛性及足夠的壁厚,太薄的壁厚有一定的危險性,超聲波焊接時是需要加壓的,一般氣壓為2-6kgf/cm2 。
所以塑膠件必須保證在加壓情況下基本不變形。
1.2罐狀或箱形塑膠等,在其接觸焊頭的表面會引起共振而形成一些集中的能量聚集點,從而產生燒傷、穿孔的情況(如圖1所示),在設計時可以罐狀頂部做如下考慮○1 加厚塑膠件○2 增加加強筋○3 焊頭中間位置避空1.3尖角如果一個注塑出來的零件出現應力非常集中的情況,比如尖角位元,在超聲波的作用下會產生折裂、融化。
這種情況可考慮在尖角位加R角。
如圖2所示。
1.4塑膠件的附屬物注塑件內部或外部表面附帶的突出或細小件會因超聲波振動產生影響而斷裂或脫落,例如固定梢等(如圖3所示)。
通過以下設計可盡可能減小或消除這種問題:○1 在附屬物與主體相交的地方加一個大的R角,或加加強筋。
超声波塑料焊接
新颖的塑料加工技术超声波塑料焊接当代社会,塑料的各种制品,已渗透到人们日常生活的各个领域,同时也被广泛应用到航空、船舶、汽车、玩具、电子等行业。
然而,由于注塑工艺等因素的限制,在相当一部分形状复杂的塑料制品不能一次注塑成型,这就需要粘接,而沿用多年的塑料粘接和热合工艺又相当落后,不仅效率低,且粘接剂还有一定的毒性,引起环境污染和劳动保护等问题。
传统的这种工艺已不能适用现代塑料工业的发展需要,于是一种新颖的塑料加工技术一一超声波塑料焊接以其高效、优质、美观、节能等优越性脱颖而出。
超声波塑料焊接机在焊接塑料制品时,即不要填加任何粘接剂、填料或溶剂,也不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率高等优点。
因此,超声波焊接技术越来越广泛地获得应用。
一、超声波塑料焊接机的工作原理。
当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。
又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。
当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。
超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。
这三个量相互用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能达大。
这个最佳压力是焊接部分的边长与边缘每1mm的最佳压力之积。
二、超声波塑料焊接的方法1 、熔接法超声波振动随焊头将超声波传导至焊件,由于两焊件处声阻大,因此产生局部高温,使焊件交界面熔化。
在一定压力下,使两焊件达到美观、快速、坚固的熔接效果。
2 、埋插法螺母或其它金属欲插入塑料工件。
织物和薄膜超声波焊接技术
作者简介:张胜玉(1970-),男,高级工程师,工学学士,已发表论文10余篇,其中《塑料激光焊接》在第三届华中地区科学技术推广大会荣获二等奖,《搅动摩擦焊原理及应用》被中国高科技产业化研究会评为一等奖。
主要从事塑料及复合材料焊接,焊接新技术、新工艺。
收稿日期:2019-07-080 前言超声波可以有效地应用于黏合和切割织物和薄膜。
超声波焊接在纺织、服装、包装、医疗、非织造业的织物和薄膜中都能找到若干应用。
1 织物和薄膜超声波焊接原理如图1所示,在超声波焊接(黏合)过程中,两层或多层材料穿过振动焊头和滚筒或砧座之间的间隙得以装配在一起。
滚筒通常是由淬火钢制成并包含机加工成的凸起图案。
超声波焊接的基本原理是超声振动焊头的高频机械运动以及焊头和滚筒之间的挤压力在焊头接触材料处产生摩擦热而出现材料黏合。
由于黏合仅发生在焊头/材料接触处,使被黏合材料具有较高程度的柔软度、透气性和吸水性。
这些性能对医疗业和洁净室环境中使用的病号服、无菌服装、尿布和其他应用至关重要。
图1 织物和薄膜超声波焊接原理图2 织物和薄膜超声波焊接分类这里术语“焊接(welding )”指的是各种黏合和热合(bonding and sealing ),如点黏结(point bonding )或连续热合(continuous sealing )。
超声波焊接(ultrasonic welding )通常包括超声黏合(ultrasonic bonding )/超声热合(ultrasonic sealing )甚至超声切割(ultrasonic slitting/cutting ,这时切割与热合同时进行)。
有三种超声波热合/切割方法:连续模式(continuous mode )、下落模式(plunge mode )和横移模式(traversing mode )。
所用的方法取决于应用要求和有关的材料制造过程。
在连续方法中(见图2),材料在固定超声波焊头和有图案的旋转砧座(通常在服装和纺织应用中)之间移动以热合或者同时切割与热合超长物件。
超声波焊接塑料件的设计
超声波焊接塑料件的设计超声波焊接是一种常见的塑料焊接方法,它利用高频率的声波振动将塑料件的表面加热并压合,从而达到焊接的效果。
相比于传统的热熔焊接方法,超声波焊接具有快速、高效、环保、经济等优点,因此得到了广泛的应用。
在超声波焊接塑料件时,为了保证焊接效果,需要对塑料件的设计进行一定的考虑。
下面将探讨超声波焊接塑料件设计的一些要素。
1、材料选择超声波焊接适用于大部分塑料材料,例如ABS、PP、PE、PC等。
在选择材料时需要考虑到材料熔点、熔体流动性、工艺操作温度等因素。
同时也需要考虑到塑料件的用途和环境因素等。
不同的材料可能会呈现不同的熔化状态,选择合适的材料有助于提高焊接效果。
2、结构设计超声波焊接的结构设计需要考虑到焊接面积、夹紧方式、固定件的形态等因素。
同时还需要考虑到焊接面的平整度,避免因平整度不良导致焊接质量下降。
以及线缆的合理布局等因素。
3、设计焊接区域超声波焊接时需要将塑料件的焊接区域考虑在内,这通常要求在设计时将两个零件上的边缘设计成接触面。
在设计过程时也要注意一些特殊的形状,例如圆形、锥形、椭圆形等比较特殊的零件设计。
4、加强件的设计在一些合并的塑料件上设计加强件,能够帮助增强焊点的强度,提升焊接的质量。
例如在汽车零部件、家电等领域,经常使用加强件来增强焊点的结构强度。
5、生产工艺考虑在设计时还需要考虑到生产工艺方面,例如机器设备的限制、操作人员工艺水平等因素。
这需要对焊接过程进行一定的分析,为生产提供方便实用的方案。
总之,超声波焊接塑料件设计需要综合考虑塑料材料、加强件、结构、焊接区域等方面。
设计优秀的塑料件有助于提高超声波焊接的质量和效率。
超声波在焊接应用中的研究与发展
超声波在焊接应用中的研究与发展超声波技术是一种通过高频振动传递能量的方法,近年来在工业领域得到了广泛的应用。
其中,在焊接领域,超声波技术具有独特的优势,并得到了不断的研究和发展。
首先,超声波在焊接中的应用可以实现高效快速的焊接。
传统的焊接方法需要加热材料以达到熔化的温度,而超声波焊接是一种冷焊接技术,可以在较短的时间内实现材料的焊接,从而提高生产效率。
同时,超声波焊接可以在焊接过程中不增加额外的热源,从而减少了能源的消耗,降低了生产成本。
其次,超声波焊接技术具有高强度的焊接效果。
由于超声波的高频振动可以产生较大的机械应力,因此能够在焊接接头处实现更好的结合。
超声波焊接不仅可以焊接金属材料,还可以焊接塑料、玻璃等非金属材料,因此具有广泛的应用前景。
此外,超声波焊接还可以实现焊接接头的无气孔化,从而提高焊接接头的质量。
超声波焊接技术的发展离不开材料科学的支持。
材料科学的研究为超声波焊接提供了更多的选择。
例如,在金属焊接中,研究者通过改变焊接材料的成分和结构,进一步提高了焊接接头的强度和可靠性。
在塑料焊接方面,研究者通过探索不同材料的焊接参数和工艺条件,实现了对不同塑料材料的焊接。
这些研究为超声波焊接技术的应用提供了更多的可能性和发展方向。
同时,随着先进制造技术的发展,超声波焊接技术也不断得到改进和创新。
例如,研究者通过使用激光辅助焊接、磁力辅助焊接等新技术,进一步提高了焊接接头的质量和强度。
此外,超声波焊接技术与机器人技术的结合,实现了焊接过程的自动化和智能化,提高了生产效率和质量控制能力。
总之,超声波在焊接应用中的研究与发展已经取得了显著的进展。
超声波能够实现高效快速的焊接,具有高强度的焊接效果,同时能够应用于不同材料的焊接。
此外,通过材料科学的研究和与其他先进制造技术的结合,超声波焊接技术不断得到改进和创新。
相信随着科技的进步,超声波焊接技术在未来将会有更广阔的应用前景,为工业生产带来更多的便利和效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料复合薄膜超声波焊接工艺研究(航天材料及工艺研究所,北京 100076)文摘:塑料超声波焊接技术是经济、环保、高效的连接技术。
本文对12μmPET/30μmPE和12μmPET/30μmCPP两种复合薄膜进行超声波焊接工艺研究,发现焊接振幅、焊接时间、焊接压力等都影响焊接接头的热合强度。
聚乙烯基复合薄膜焊接接头的热合强度明显高于聚丙烯基复合薄膜。
关键词:复合薄膜,超声波焊接,工艺,PET/CPP,PET/PE1.前言塑料超声波焊接技术是借助超声波使塑料件接触面的分子快速融合在一起的一种加热连接方法。
它有时间短、表面无损坏、非焊接区域不发热、无需前处理、操作简单等优点,已经广泛地应用于航空航天、仪器仪表、食品包装、电子工业等领域。
塑料超声波焊接工艺参数与焊接设备的频率和焊接材料的形状有关,且对焊接质量有显著的影响。
绝大多数文献[1~3]报道的研究工作都是基于20KHz的超声波焊接设备和塑料及其复合材料的片材、板材而完成的,发现焊接质量与焊接振幅、焊接时间、焊接压力等工艺参数有关。
但针对塑料薄膜的超声波焊接研究的报道很少,吴德光[4]对包装塑料聚酯(12μm PETP)/低密度聚乙烯(100μm LDPE)膜、PETP(12μm)/AL(12μm)/LDPE(75μm)膜,Alejandro等[5]对厚度为0.254~1.016mm热塑性聚氨酯(TPU)薄膜等进行了超声波焊接的探索性研究,薄膜厚度在100μm以上,焊接设备频率为20KHz,但他们都没有系统地研究塑料薄膜的焊接质量与工艺参数的关系。
本文利用40KHz超声波设备对总厚度小于50μm的聚酯(12μm PET)/聚丙烯(30μm CPP)和聚酯(12μm PET)/聚乙烯(30μm PE)复合薄膜进行焊接工艺研究,得到了焊接振幅、焊接时间、焊接压力等工艺参数对焊接接头热合强度的影响规律。
2.实验2.1试样准备首先通过干式复合法制备12μmPET/30μmPE、12μmPET/30μmCPP双层复合薄膜,沿复合薄膜的纵向取样,如图1。
上下两片试样应采取简单的平面搭接形式,使用胶带将它们固定在一起,避免试样在焊接过程中产生滑动,焊接线保证上、下两片焊接试样与焊缝完全平行。
图1 塑料薄膜超声波焊接试样图2.2设备本文选用美国必能信公司生产的2000f型塑料超声波焊接设备。
超声波工作频率为40KHz,焊接时间为0.001s~10s,焊接压力为63N~600N,焊接振幅为0μm~10μm。
在本文的焊接实验中,保压时间均为0.5s,保压压力均为70N。
2.3性能测试焊接接头热合强度测试参考塑料薄膜包装袋热合强度试验方法(QB/T2358-98)。
在中国科学院长春科新实验仪器研究所生产的WD-40025型电子万能试验机上进行。
3结果与讨论3.1焊接振幅对焊接接头热合强度的影响振幅是塑料超声波焊接中首要选择的工艺参数。
本文针对12μmPET/30μmCPP、12μmPET/30μmPE复合薄膜进行超声波焊接,焊接振幅对焊接接头热合强度的影响规律如图2。
从图2中可以看出:1)聚酯/聚丙烯复合薄膜焊接接头的热合强度开始随着焊接振幅增加而增加,当焊接振幅达到5μm后,接头的热合强度基本保持不变,直到焊接振幅超过7μm后,接头的热合强度迅速下降。
2)聚酯/聚乙烯复合薄膜焊接接头的热合强度在2μm~10μm振幅范围内基本不变,振幅变化对接头热合强度的影响不明显。
超声波焊接过程中,由摩擦振动机理和应力应变的储能及转换机理可知:部分机械能要转化成使塑料熔融的热能,如公式(1)[2]2''2 0EQωε=(1)Q—单位时间内平均消耗能量;ω—频率;ε0—应变振幅;E′′—塑料损耗模量。
从公式(1)可知,单位时间内平均消耗的能量与振幅的平方成正比,转化能量的多少直接影响塑料焊接界面温度的高低,因此振幅增加有利于能量扩散,当振幅达到一定值后提供的热能才能使高分子熔融,振幅就存在一个下限值;当振幅超过某一上限值,转化的热能就增多,过多的热能可能使高分子分解氧化,产生飞边气泡等,降低了焊接接头质量。
因此对于聚丙烯基复合薄膜而言,焊接振幅存在下限值和上限值。
超声波焊接中能量的扩散不仅与振幅有关,还与材料的损耗模量有很大关系。
不同材料的损耗模量也不相同。
由于聚乙烯的损耗模量远远大于聚丙烯的损耗模量,在40KHz超声波工作频率下聚乙烯的损耗模量比聚丙烯损耗模量大0.2GPa[1],焊接中聚乙烯基复合薄膜机械能的转化能力远远大于聚丙烯,由于设备振幅的变化范围较小,为0μm~10μm,因此振幅变化对聚乙烯基复合薄膜的影响作用相对较弱。
3.2焊接时间对焊接接头热合强度的影响焊接时间是一个对焊接质量有重要影响的工艺参数。
本文针对12μmPET/30μmCPP、12μmPET/30μmPE复合薄膜进行超声波焊接,焊接时间对焊接接头热合强度的影响规律如图3。
从图3中可以看出,1)两种复合薄膜焊接接头热合强度随时间的变化规律是相同的,随着焊接时间的增加,焊接接头的热合强度呈现先增大后减小的变化趋势;2)聚酯/聚乙烯复合薄膜先于聚酯/聚丙烯复合薄膜达到最大焊接接头热合强度值。
因为在超声波焊接过程中,焊接界面产生的温度与焊接时间成正比,焊接时间增加,在复合薄膜内层两接触界面产生的温度就升高,温度越高,界面熔化的塑料就越多,上下表面在压力作用下相互结合的就越充分,熔融区域的分子链之间缠结就更加充分,宏观表现为焊接接头的热合强度升高;但是太长的焊接时间会降低焊接接头的热合强度。
一方面,过度的热量使得焊接热影响区的面积变大和边缘热应力集中更加明显,焊接边缘容易断裂;另一方面,由于薄膜的厚度仅为几十微米,过度的热量在纵向传递过程中,容易影响复合薄膜本身的性质,使原本取向的外层薄膜材料变的无序。
复合薄膜中聚乙烯比聚丙烯的熔点低,损耗模量大,在较短时间内能够在焊接界面产生使其熔化所需能量,所需焊接时间就短。
1015202530354000.51 1.52 2.53 3.54接头热合强度/(N /15m m )图2 接头热合强度与振幅的关系 图3 接头热合强度与焊接时间的关系3.3焊接压力对焊接接头热合强度的影响在焊接工艺参数中,焊接压力也是影响焊接质量的关键因素之一。
本文针对12μmPET/30μmCPP 、12μmPET/30μmPE 复合薄膜进行超声波焊接,焊接压力对焊接接头热合强度的影响规律如图4。
20222426283032343638407095120145170195220245270焊接压力/N 接头热合强度/(N /15m m )图4 接头热合强度与焊接压力的关系从图4中可以看出:对于两种复合薄膜而言,都存在一个最佳的焊接压力值。
焊接接头的热合强度开始随着焊接压力的增大而迅速增加,当超过150N 后,接头的热合强度随着焊接压力的增大而迅速降低。
因为较低的焊接压力不能使接触面紧密结合,存在大面积的空气区域,在一定时间的超声波作用下,大部分超声波振动损失在空气中,界面摩擦升温很不充分,形成的熔合区域很不均匀,接头的热合强度不高。
当焊接压力达到一定值后,可以认为界面结合的很紧密,界面温2023262932353801234567891011接头热合强度/(N /15m m )度迅速升高。
压力有利于高分子链的扩散,焊接接头区域形成致密结构,在一定范围内热合强度也升高。
但是焊接压力过高,熔融高分子挤出流动加快,高分子链沿焊接表面横向排列,边缘热应力集中加剧,引起焊接边缘脆性断裂。
此外,焊接压力增加,金属焊头边缘容易对薄膜造成损伤,导致热合强度突然降低。
4.结论1)在适宜的焊接振幅范围内(5μm~7μm)聚酯/聚丙烯复合薄膜的焊接接头热合强度高,当复合薄膜选用损耗模量较大的聚乙烯作为内层材料时,焊接振幅对焊接接头热合强度的影响作用减小。
2)随着焊接时间的延长,两种复合薄膜焊接接头的热合强度呈现先增加后减小的变化趋势,当复合薄膜达到最大的焊接接头热合强度时,低熔点的聚乙烯基复合薄膜所需时间比聚丙烯基复合薄膜短。
3)当焊接压力约为150N时,两种复合薄膜的焊接接头热合强度均达到最大值。
4)聚酯/聚乙烯复合薄膜焊接接头热合强度高于聚酯/聚丙烯复合薄膜的热合强度。
参考文献:[1]Avraham B et al.Ultrasonic Welding of Thermoplastics in theNear-Field.Poly.Eng.Sci,1989,29(23):1689[2]Avraham B et al.Ultrasonic Welding of Thermoplastics in theFar-Field.Poly.Eng.Sci,1989,29(23):1699[3]Erol Sancaktar,Eric Waleker.Effects of Calcium Carbonate, Talc, Mica and Glass-Fiber Fillers on the Ultrasonic Weld Strengh of Polypropylene.Jounral of Applied Polymer Science,2004,94(4):1986.[4]吴德光,论包装塑料膜的焊合与质量,云南农业大学学报,1996,11(1):39.[5]Alejandro A et al, An optimization study of the ultrasonic welding of thin film polymers, Proceeding of ASME Design Engineering Technical Conference,2004,1:75Study on processing of ultrasonically welded laminated filmsGaoyang Zhao Yunfeng(Aerospace Research Institute of Materials and Processing Technology, Beijing 100076) Abstract: Ultrasonic plastic welding is a kind of economic and effective bonding technology. The paper studies ultrasonically welding processing of 12μmPET/30μmPE and 12μmPET/30μmCPP laminated films. Welding time, welding pressure and amplitude affect welding quality of the films. Joint strength of PET/PE films is higher than that of PET/CPP films.Keywords: laminated films, ultrasonic welding, processing, PET/CPP, PET/PE。