数控龙门镗铣床技术参数xk2030-2500x6000
技术协议(台湾新代数控系统)

卖方:买方:本技术合同包含一下内容:一、机床简介二、机床主要结构特点及性能三、机床的主要技术参数四、机床润滑系统五、机床安装与调试说明六、机床主要部件构成七、机床重要外购件清单八、机床设计制造标准九、机床检验标准十、随机文件:十一、售后服务卖方:买方签名:签名:日期:日期:XKQ2012-2500经济型数控龙门铣床技术性能描述机床外形图片仅供参考,请以实物为准!一.机床简介XKQ20系列经济型数控龙门铣床是我厂的成熟产品。
该类型机床采用成熟的制造工艺,机床性能良好,结构可靠,操作简单,维修方便,广泛应用于机械行业加工行业的中型、重型黑色、有色金属的平面,斜面和凹槽的铣削加工以及浅孔的锪削、钻削等多种加工功能,可安装各种标准的刀盘,切削扭矩大,切削量深。
二.机床主要结构特点和性能XKQ20系列经济型数控龙门铣床为动梁龙门框架式结构。
机床床身,工作台,立柱,横梁,箱体等均采用树脂砂造型的高强度铸铁铸造而成。
本机床使用solidworks三维软件设计,机床主要构件通过有限元分析,优化布筋结构,合理分布质量,并经过两次回火,消除应力,以控制机床变形。
机床本体材料为HT250,主导轨硬度HB≥170。
机床主导轨前后均配有移动式防护罩,立柱配有风琴式防护罩。
◆床身——工作台床身为高强度的铸铁铸造,两侧分别连接左右立柱,上面再由连接梁连接,形成一个具有高刚性的龙门结构,床身导轨由一平一V 导轨组成。
工作台为矩形双层铸件,强度高,刚性好,上面有供固定工件或夹具用的T形槽,两边装有全封闭的导轨防护罩,对导轨有良好的保护,工作台纵向运动由伺服电机经过行星减速器减速,再经联轴器至滚珠丝杆副,从而带动工作台运动。
本结构设计合理,刚性好,低速无爬行,可在任意进给速度范围内平稳运动。
工作台纵向移动称之为X轴。
◆横梁——立柱——铣头横梁位于两立柱正面,沿立柱导轨作上下升降直线运动,横梁升降运动由左右立柱顶端的同步蜗轮箱带动左右两根等导程梯形丝杆实现。
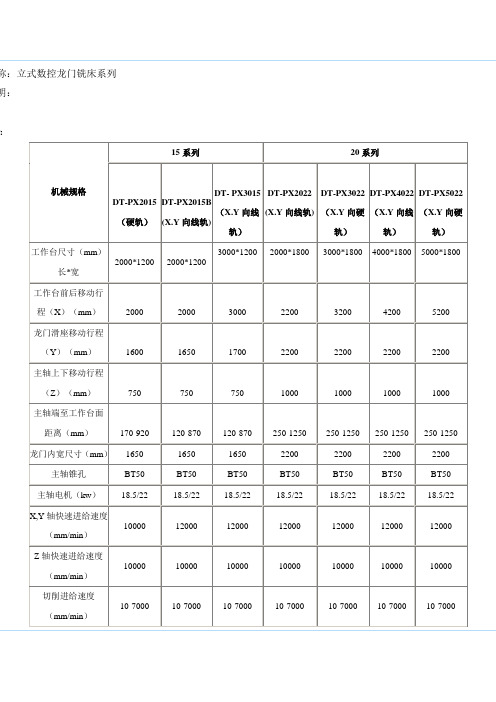
数控龙门铣床加工中心技术参数
线性导轨;
不锈钢导轨防护、Y向帘式防护;
产Z向液压平衡站;
集中自动润滑系统;
M65数控系统,三菱交流伺服系统。
置:
闭防护罩;
速器;
式铣头,
第四轴;
循环恒温系统;
排屑系统;
液系统;
热交换器;
断电系统;
稳压器;
UC,西门子数控系统。
参数以三菱系统为标准,其它系统的具体参数以合同为主。
司对产品规格,设计特性均不断研究改进,上述参数若有更改,恕不另行通知.。
DT-P
9999999
面议
1.树脂砂铸件;
2.台湾产滚珠丝杆及精密锁紧螺母;
3.台湾产增压缸;
4.台湾产油漆;
5. 台湾产带轴及皮带;
6.进口轴承;
7.台湾产主轴;
8.进口联轴器
9.进口线性导轨;
10.X向不锈钢导轨防护、Y向帘式防护;
11.台湾产Z向液压平衡站;
12.中央集中自动润滑系统;
13.三菱M65数控系统,三菱交流伺服系统。
选择配置:
1.全封闭防护罩;
2.ZF减速器;
3.齿轮式铣头,
4.加装第四轴;
5. 主轴循环恒温系统;
6.自动排屑系统;
7.切削液系统;
8.电柜热交换器;
9.自动断电系统;
10.电源稳压器;
11.FANUC,西门子数控系统。
数控龙门铣床技术规格及要求

机床描述
液压、 液压、润滑部分
本设备液压系统的主要零部件(如液压泵、电 磁阀、减压阀、压力继电器等)使用德国力士 乐原装产品。 液压系统配有恒温油箱和自动循环冷却装置。 液压系统设计油面液位报警、油温报警、回流 堵塞报警、最低工作压力报警等安全监控装置 。 有完善的润滑系统,各运动轴可实现定时、定 量全自动润滑和点动强制润滑,并可进行检测 与报警。
中庸机敏
诚实守信
机床描述
机械部分
滑枕(Z轴)结构采用包容式贴塑滑动导轨副,耐磨且 保证切削的稳定性,Z轴驱动采用交流伺服电机驱动滚 珠丝杆旋转,实现滑枕垂直运动。配备液压平衡系统 ,确保Z轴移动平稳。 主轴采用交流伺服主轴电机实现无级调速。主轴采用 内循环油液冷却,避免主轴热变形。主轴可自动拉刀 ,就近配备松拉刀按钮。主轴可自动定向,定向方式 准确可靠。
中庸机敏
诚实守信
机床描述
本设备结构设计合理,有足够的强度、刚 度以及良好的稳定性,并且其构件具有良 好的耐磨性和较小的热变形,精度稳定可 靠;本设备在环境温度0~45℃,相对湿度 ≤95%条件下,能正常连续工作24小时,且 精度稳定。
中庸机敏
诚实守信
机床描述
所选用的机械、液压、电气、电子元件是优质的 、成熟的、可靠的系列产品。 有可靠的安全保护、报警、保险措施,以防止误 操作或意外事故致使机器受损或人身伤亡。 零件和仪表及全部图纸资料的度量单位全部采用 国际单位SI标准;所有仪表、零部件的设计、制 造及所用材料应符合ISO和IEC标准或其他同等标 准。 技术先进,操作直观简便,易于维护和维修。
数控龙门铣床
江西奈尔斯西蒙斯赫根赛特中机有限公司
中庸机敏
诚实守信
设备用途
设备用途: 设备用途: 主要用于各种大、中等尺寸和大、中等重量的 铸件、板件、盘类件、壳类件、模具等多品种 零件的加工,工件一次装夹后可自动高效、高 精度的连续完成铣、钻、镗、铰、攻丝等多种 工序大批量、高效、高精度加工。集机、电、 液、数控于一体的高自动化、高精度、高效率 的通用机床。。 适用于航空、造船、重型机械、机车、发电、 机床、轻工、纺织、印刷、模具等制造行业。
X20系列龙门铣床主要技术说明

X20系列龙门铣床主要技术说明一、机床外形图(略)二、主要技术参数(见附表)三、技术设计说明1.机床设计性能特点①.横梁及立铣头带有全自动机械压紧,液压放松功能。
自动化程度较高。
②.铣头设有内置飞轮,切削比较平稳。
③.立铣头在横梁上的移动、侧铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便。
④.工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损。
⑤.工作台采用蜗杆蜗条传动,运动较平稳(6M以下采用丝杆传动)。
⑥.工作台蜗杆蜗条采用独立油槽浸油润滑,工作台导轨采用独立油箱专用润滑泵润滑(可保证导轨润滑油的清洁度),铣头采用独立柱塞泵润滑,横梁立柱导轨及横梁立柱丝杆采用手动泵润滑,整机具有良好的减磨润滑性能。
⑦.床身及横梁导轨采用了超音频淬火热处理,耐磨性能大大提高。
⑧.主要铸件均采用了粗加工前时效处理和粗加工后时效处理(二次时效),可大大降低铸造热应力变形,保证精度的稳定性。
⑨.可据用户要求安装数显或将变频调速改为伺服调速并安装电子手轮,可安装行程300或500的镗铣头。
可按用户要求按装1~4个不带回转或带回转±45°的铣头。
2.铣头铣头是本机床的核心部件之一,本铣头的设计具有如下特点:①设置了内置飞轮,增强了切削平均性。
②设置了套筒防掉装置,套筒进刀均匀。
③铣头传动齿轮都采用20CrMnTi并进行了渗碳淬火磨齿处理。
④具有独立的润滑泵对齿轮进行润滑。
铣头分7.5KW以下铣头及12KW以上铣头两种,其中7.5KW铣头具有6级速度,12KW以上铣头具有12级速度。
标准配置中X2012及以下均为7.5KW铣头,X2016及以上均为12KW或17KW铣头。
3.进给机构进给机构分工作台进给机构及立铣头进给机构和侧铣头进给机构。
①工作台进给机构:X2020/8M以下的工作台进给机构设置在床身尾部,并分别用快慢速电机带动工作台作快慢速运动,工作台的慢速通过变频调速可获得连续无级速度,快慢速通过电磁离合器切换。
轻型龙门铣床XKQ2010×30设计

Abstract
Begins from the research CNC planer type milling machine, to profit from the domestic and foreign advanced experiences, designed one to use in the sheet material and various workpiece the numerical control CNC planer type milling machine, has satisfied the production and the design request.
(3)轮廓控制数控机床
这种机床的控制装置能够同时对两个或两个以上坐标轴进行连续控制。加工时不仅要控制起点和终点,还要控制整个过程中每点的速度和位置。
1.3.3按控制方式分类
(1).开环控制数控机床
在开环控制中,机床没有检测反馈装置,如图1-1,数控装置发出信号的流程是单向的,所以不存在系统稳定性问题,故机床加工精度不高,其精度主要取决于伺服系统的性能。
(4)计算机群控
它也称为直接数控系统,是一台大型通用计算机直接控制一群数控机床的系统。
1.3.2按运动方式分类
(1)点位控制数控机床
这类机床的数控装置只能控制机床移动部件从一个位置(点)精确的移动到另一个位置(点),在移动过程中不进行任何切削加工。
(2)点位直线控制数控机床
这类机床工作时,不仅要控制两相关点之间的位置,还要控制两相关点之间的移动速度和路线。
1.2 数控技术的应用与发展
随着社会生产和科学技术的发展,机械加工产品的形状和结构不断改进,对加工质量的要求越来越高。由于产品更新换代的速度加快,目前在一般机械加工中单件、小批量生产的产品约占70%-80%。为了保证产品的质量,提高生产效率和降低成本,要求机床不仅具有较好的通用性和灵活性,而且加工过程要尽可能实现自动化。数控技术就是在这种条件下发展起来的,适用于精度高、零件形状复杂的单价及小批量生产,以数字形式实现控制的一门技术。
数控龙门镗铣床技术参数xk2030 2500x6000
数控龙门镗铣床简介型号:XK2030规格:2500×6000 名称:数控龙门镗铣床江苏九星机床制造有限公司一、机床的概述及用途本机床主要用于大型、重型黑色金属和有色金属零件的各种平面的加工。
机床具有良好的刚性,可保持各项精度具有良好的稳定性,适用于各类零件粗、精和高速铣削;机床具有加工效率高,操作方便,性能可靠、自动化程度高等特点,可广泛用于中继、冶金、矿山、电力和造船等各行业的零件加工。
二、机床结构及部件机床为工作台移动、横梁固定式龙门铣床。
在机床横梁上配置一个方滑枕铣头(400x400mm)。
机床由下列主要部件组成:(1)床身(2)工作台(3)立柱(4)横梁(5)方滑枕镗铣头(6)溜板(7)工作台进给箱(8)铣头进给箱(9)主驱动齿轮箱(10)润滑系统(11)液压系统(12)数控系统(13)机床电器柜(14)悬挂按钮站(15)传动系统三、机床布局与结构特点1、机床的布局:机床采用龙门定梁框架结构,其左右与立柱上部连接,下部与床身连接,从而形成一个具有高刚性的封闭龙门框架,其结构紧凑,造型美观,操作简单。
主传动为X轴,采用台湾产的滚珠丝杠和淬火硬质直线导轨,Y轴采用高刚性重载滚珠直线导轨和滚珠丝杠传动。
镗头升降为Z轴,采用滚珠丝杠传动。
丝杠轴承采用NSK轴承,丝杠采用台湾上银高精度滚珠丝杆,保证高精度传动以及适应大扭矩重切削。
机床结构特点1)床身为机床的基础部件,分段连接成整体,因合理的铸造结构,具有足够的支撑刚性,床身导轨为直线导轨与工作台配合,保证工作台往复运动的直线精度,导轨的润滑采用强制稀油自动润滑形式,能使导轨得到流量充足的润滑油,从而保证基础件导轨的精度寿命和低速运动的性能。
2)床身导轨的防护采用多层往复移动式防护罩,可使床身导轨不受切削和其它杂物的损伤,而且可保持床身润滑油的清洁,从而提高机床的工作效率和使用寿命。
3)工作台为矩形铸件,是安装共建的基础部件,台面上开有固定共建或夹具的“T”型槽,工作台两导轨间安装有滚珠丝杆及螺母;工作台进给是由伺服电机及减速齿轮箱驱动工作台来实现。
刨台式数控镗铣床技术参数表【免费下载】

1 设备名称:Φ130数控刨台式镗床2 设备数量:3台3 机床的技术要求3.1机床主轴主要技术参数主轴直径:Φ130mm铣轴直径:Φ221.44mm主轴锥孔:ISO 50主轴转速:10~1500r/min(无级)*主轴电机功率:≥35KW(连续)*主轴最大恒扭拒:≥1800N.m滑枕截面:≥380mm×400mm3.2旋转工作台主要技术要求工作台面积:≥1600 mm×1800 mm工作台旋转分度:360°任意自动分度4×90°时保证有可靠定位旋转工作台均匀承重:≥8000 kg3.3坐标轴行程要求3.3.1机床坐标轴行程Y轴:≥1500mm (主轴箱垂直行程)V轴:≥1500mm (立柱纵向行程)Z轴:≥700mm (主轴行程)W轴:≥700mm (滑枕行程)Z、W轴行程允许迭加:总行程≥1400mm3.3.2旋转工作台坐标轴行程X轴:≥2000mm (工作台横向行程)B轴:360°(旋转工作台绕中心旋转)3.4坐标轴运动速度3.4.1机床坐标轴运动速度快速进给:V轴:≥6000mm/minY轴:≥6000mm/minZ轴:≥3000mm/minW轴:≥3000mm/min切削进给:V轴:1~4000mm/minY轴:1~4000mm/minZ轴:1~3000mm/minW轴:1~3000mm/min3.4.2旋转工作台坐标轴运动速度X轴:≥3000mm/minB轴:≥1rpm切削进给:X轴:1~3000mm/minB轴:0.01~1rpm3.5精度按JB/T 4373-1999《卧式铣镗床检验条件精度检验第4部分:带移动立柱的刨台式机床》标准执行。
*3.5.1机床精度镗轴的径向跳动:靠近主轴端≤0.01 mm距离300mm处≤0.02 mm镗轴的轴向窜动:≤0.015 mm定位精度:V轴:≤0.025mm/1000mmY轴:≤0.025mm/1000mmZ轴:≤0.025mm/1000mmW轴:≤0.025mm/1000mm重复定位精度:V轴: ≤0.02mmY轴: ≤0.02mmZ轴: ≤0.02mmW轴: ≤0.02mm3.5.2旋转工作台精度工作台绕B轴旋转时,工作台面的端面跳动:≤0.02mm/Φ1000mm,增加0.01mm/每增加Φ1000mm。
数控钻床设备参数

数控钻床设备参数一、主要技术参数
1.主轴电机功率:7.5KW
2.主轴转速:50-3000R/min
3.工作台尺寸:800mm×400mm
4.行程:X轴400mm、Y轴250mm、Z轴350mm
5.刀架:BT30
6.偏心力:4.5KN
7.最大加工尺寸:400mm×250mm×350mm
8.机器重量:3300Kg
9.坐标系统:厘米制
10.控制系统:Siemens 802S系统、FANUC系统二、液压系统参数
1.压力范围:0-0.7Mpa
2.压力调节范围:0-0.35Mpa
3.最大流量:180L/min
4.转速调节范围:0-60RPM
5.液压油温度范围:5-60℃
6.过滤器精度:25um
7.压力表:0-1.6MPa
8.液压油品牌:国标液压油
三、结构及维护参数
1.结构:全密封梯形结构,采用合金钢制,防锈,防水,防锈蚀2.润滑:自动润滑,可提高机械性能和使用寿命
3.维护:定期更换机械自动润滑油,机床每3月维护一次
四、安全防护功能
1.自动紧急停机:当机械发生故障,可以快速将机械停止
2.机台坐标自动回零:可以将机床坐标设定为原始位置,避免故障3.锁死装置:可以锁死机床,防止机床运行
4.报警系统:当机床发生故障时,会自动发出警报。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控龙门镗铣床
简
介
型号:XK2030
规格:2500×6000 名称:数控龙门镗铣床
江苏九星机床制造有限公司
一、机床的概述及用途
本机床主要用于大型、重型黑色金属和有色金属零件的各种平面的加工。
机床具有良好的刚性,可保持各项精度具有良好的稳定性,适用于各类零件粗、精和高速铣削;机床具有加工效率高,操作方便,性能可靠、自动化程度高等特点,可广泛用于中继、冶金、矿山、电力和造船等各行业的零件加工。
二、机床结构及部件
机床为工作台移动、横梁固定式龙门铣床。
在机床横梁上配置一个方滑枕铣头(400x400mm)。
机床由下列主要部件组成:
(1)床身
(2)工作台
(3)立柱
(4)横梁
(5)方滑枕镗铣头
(6)溜板
(7)工作台进给箱
(8)铣头进给箱
(9)主驱动齿轮箱
(10)润滑系统
(11)液压系统
(12)数控系统
(13)机床电器柜
(14)悬挂按钮站
(15)传动系统
三、机床布局与结构特点
1、机床的布局:
机床采用龙门定梁框架结构,其左右与立柱上部连接,下部与床身连接,从而形成一个具有高刚性的封闭龙门框架,其结构紧凑,造型美观,操作简单。
主传动为X轴,采用台湾产的滚珠丝杠和淬火硬质直线
导轨,Y轴采用高刚性重载滚珠直线导轨和滚珠丝杠传动。
镗头升降为Z轴,采用滚珠丝杠传动。
丝杠轴承采用NSK轴承,丝杠采用台湾上银高精度滚珠丝杆,保证高精度传动以及适应大扭矩重切削。
机床结构特点
1)床身为机床的基础部件,分段连接成整体,因合理的铸造结构,具有足够的支撑刚性,床身导轨为直线导轨与工作台配合,保证工作台往复运动的直线精度,导轨的润滑采用强制稀油自动润滑形式,能使导轨得到流量充足的润滑油,从而保证基础件导轨的精度寿命和低速运动的性能。
2)床身导轨的防护采用多层往复移动式防护罩,可使床身导轨不受切削和其它杂物的损伤,而且可保持床身润滑油的清洁,从而提高机床的工作效率和使用寿命。
3)工作台为矩形铸件,是安装共建的基础部件,台面上开有固定共建或夹具的“T”型槽,工作台两导轨间安装有滚珠丝杆及螺母;工作台进给是由伺服电机及减速齿轮箱驱动工作台来实现。
保证工作台运行的平稳性,以及低速工作时无爬行现象。
工作台快速移动由数字系统来实现。
5)铣头溜板安装在横梁导轨上,立铣头配有滑台,传动由滚珠丝杠,数字控制。
6)主轴箱采用两档自动变速行星齿轮箱,传动刚性好且噪音极低。
最高转速能达到4000rpm,主轴采用方滑枕式结构,维护保养非常方便。
7)工作台进给箱的润滑方式为自动稀油润滑,垂铣头的箱内采用自动循环稀油润滑。
8)机床电气控制采用国内知名品牌、系统采用三菱数控。
9)X/Y/Z轴丝杠采用无齿隙同步带传动(X轴采用2.5:1;Y,Z轴采用2:1),输出扭矩大,移动速度快,三轴丝杠均采用预紧并采用高精度角接触球轴承支撑,保证了丝杠的运行稳定。
10)操纵面板采用下举式或悬挂式,提高了可操作性能四.主要技术参数
五机床制造与验收标准
机床制造与验收执行的主要标准有:
金属切削机床通用技术条件GB9061-88
金属切削机床检验通则第一部分无负荷
或精加工条件机床的几何精度GB/T17421.1-1998
龙门铣床精度GB19362.1-2003
龙门铣床技术条件JB/T3029-93
金属切削机床安全防护通用技术条件GB15760-1995 机械安全机械电气设备
第一部分通用技术条件GB/T5226.1-2002
六.机床的安全防护
本机床设计和制造严格按国家“金属切削机床安全防护通用技术条件”等国家标准进行,机床的机械、电气、液压等系统均设有安全防护装置,各运动方向都有极限限位,悬挂按钮站设有总停按钮,外部电缆不允许外露等,以确保操作者的安全。
七.机床使用环境
机床对环境温度要求:温度-5℃-45℃,相对湿度≤90%。
对供电系统要求:三相交流电380(±10%)V,单项220(±10%)V,照明36V,电源频率50HZ。
八.龙门铣床主配件及产地
铸件南通
铣头常州
轴承日本NSK
丝杆台湾上银
线轨台湾上银
护罩(不锈钢)河北泰昊机床附件制造有限公司
系统三菱
电机三菱交流私服电机
电器浙江正泰电器
同步带贝蒂同步带
主轴减速箱德国ZF
手持单元三菱
私服单元三菱
油冷机上海
电柜冷却装置沈阳
九、随机资料
1、机械使用说明书一份
2、电气原理图一份
3、整机精度检验报告一份
4、合格证一份
5、装箱单一份
6、地基图一份
十、验收
1、预验收:设备制造完成后通知用户到供方场地预验收。
2、终验收:设备在用户场地安装、调试后进行终验收。
十一、安装、调试
1、需方按供方提供的地基图,做好地基。
2、供方负责装车、安装、调试。
3、需方负责运输费用、卸货、提供吊装设备工具及必要的消耗品,安装调试人员的食宿由需方提供方便。
需方配合供方设备安装就位。
十二、质量保证承诺:
1、自设备调试之日起,正确合理使用一年保修。
2、出厂的产品达到优质、可靠,做到在厂内消除早期故障。
3、公司设售后服务部门专门负责面向全国用户,进行安装、调试和售后服务业务。
4、产品在用户使用过程中,发现质量问题,在接到用户通知后,24小时内做出答复,如需派出服务人员72小时内到达,并做到故障不排除维修人员不撤离现场。
5、保修期满后,实行终身有偿提供维修备件和技术支持。
6、用户可派操作人员到供方场地学习,供方免费为需方提供技术培训和食宿。
十三。
精度
X定位精度:0.015/1000mm、0.06mm/全长
Y定位精度:0.015/1000mm、0.04mm/全长
Z定位精度:0.015/1000mm、0.03mm/全长
十四.报价
1.此机床报价286万,含税含运费,含安装调试
2.生产周期165天
江苏九星机床制造有限公司
2011年7月26日。