小型棒材生产线起停式倍尺飞剪的电气控制
合集下载
棒材连轧生产线电气控制

改进措施
• 硬件升级:更换高性能硬件设备,提高系统性能 • 软件优化:修改与优化程序,提高系统运行效率 • 系统集成:优化系统集成,提高系统稳定性与可靠性
电气控制系统的技术创新与升级
技术创新
• 引入新技术、新工艺,提高生产效率与产品质量 • 采用人工智能、大数据等技术,实现故障诊断与处理智能化 • 利用物联网、云计算等技术,实现远程监控与诊断
电气控制系统的技术发展
自动化技
术:采用
01
先进的自 动化控制
系统,提
高生产效
率与产品Leabharlann 检测质技量术:采用高精
度传感器
03
与检测设
备,实时
监测生产
线运行状
态
通信技术:
采用工业
以太网、 现场总线
02
等通信技
术,实现
数据传输
人与工通智信能
技术:引
入人工智
04
能算法,
实现故障
诊断与处
理智能化
03
棒材连轧生产线电气控制系统的设计与实施
棒材连轧生产线的产品特点与要求
产品特点
• 规格多样:可根据客户需求生产不同规格的钢材 • 高精度:通过精轧机轧制,产品尺寸精度高 • 高表面质量:采用先进的轧制工艺,产品表面光滑无瑕 疵
产品要求
• 严格的尺寸公差控制:保证产品质量 • 均匀的化学成分:提高产品性能 • 优良的力学性能:满足各种应用场景的需求
电气控制系统的日常维护与保养
日常维护
• 定期检查设备运行状态,发现问题及时处理 • 定期进行设备保养,提高设备使用寿命与性能 • 定期备份系统数据,防止数据丢失
保养内容
• 设备的清洁与润滑 • 设备的检查与更换 • 设备的调试与优化
棒材飞剪的自动剪切控制
剪 控 制 的 最 外 环 .飞 剪 系统 输 出 响应 特 性 具 有 非 常好 的 快速
性、 准确性 和稳 定性特征 。对传 动 系统做 复杂 的 高速和 高精 度控 制时, 普通 P L C很 难 满足要 求 , 而 西 门子 T 4 0 0模 板 能 够很 好 完
切位 , 一 直 连 续 匀速 运 行 , 直至碎段命令停 止后 , 飞 剪 制 动 后
变 换 为励 磁 电流 分 量 和 转 矩 电流 分 量 。这 两 个 分 量 类 似 直 流
单, 对轧件 的截断 面直径要 求为 1 0 ~ 3 0 mm, 对 轧 件 速 度 的 要
求为小于 2 0 m / s , 剪 切 误 差较 大 , 其 电 气控 制 较 为 简 单 。 曲柄 式 结构较 复杂 , 对轧件 的截断 面直径要 求为 3 0 7 0 am. r 对 轧 件 速度的要 求为小于 9 r r d s 。 剪切 误 差 较 小 , 其 电 气控 制 较 复 杂 。 因此 , 在 棒 材 生 产 线 的各 段 轧 制 的 不 同 实际 情 况 , 可 选 用不 同 方式的飞剪。 一般 情 况 通 过轧 件 截 断 面 和 轧件 速 度 情 况 选择 . 粗 轧 一般 选 用 曲柄 式 飞 剪 , 到精 轧 选 用回 转 式 飞剪 。
不仅 在 棒 材 轧钢 线 作 为 生产 设备 , 同 时也 是 非 常重 要 的安 全 保 护 设备 , 因此 , 飞剪 是棒 材 生产 线 中非常 重要 的设备 之 一 。
4 0 0工 艺模 板 实 现 。 事故 扩 大化 , 以确保 生产 线设 备及 人 员的安 全 。由此 可 见 , 飞 剪 T ( 1 ) 电 气 传 动 控 制 系 统
棒材 飞剪 的 自动剪切控制
小型棒材生产线起停式倍尺飞剪的电气控制
不适应 ,为此 ,我们采用尾部优化方法 。首先 ,计
算钢尾到达 RJ2时的轧材长度 L:
L = ( TV轧 +L1 + C1 )
(5)
式中 , T为钢尾从 RJ2 至 RJ3 的时间 ,这个时间可
通过 PLC测出 ; V轧 为成品轧机的线速度 ; C1 为钢 尾到 RJ2时 A4的现行计数值 。
计算出 L 后 ,便可得知继续按正常倍尺剪切
所剩的尾部长度时 ,如果尾部长度小于上冷床的
最短长 度 , 就 将 尾 部 前 一 段 的 长 度 设 置 更 改 为
L倍尺 - L定尺 (定尺长度 )或 L倍尺 - 2L定尺 ,也就是将 1 倍或 2倍定尺长度移给尾部 ,很好地解决了尾部
过短的问题 。其中 ,定尺长度可在触摸屏或上位
机上输入 。
4 结束语
剪立即制动 。当剪刃速度减至零时 ,将速度给定
切换到反爬速度 ,反爬速度给定的大小与剪刃至 起始位的距离成正比 ,如式 (4) :
V反爬 = KS
(4)
式中 , V反爬为反爬速度给定 ; K为常数 ( K越大 , 反
爬速度越快 ) ; S 为剪刃现行位与起始位的距离 。
从式 ( 4 ) 可以看出 ,剪刃距起始位的距离越
Vol 32 No 5
Sep 2008
小型棒材生产线起停式倍尺飞剪的电气控制
隆 凭
(中冶集团北京冶金设备研究设计总院 自动化所 ,北京 100029)
摘要 :论述了小型棒材生产线上起停式高速倍尺飞剪的电气控制 ,作者采用 Siemens 6RA70装置 、S72300 PLC及 智能模块 ,针对倍尺飞剪高速 、可靠 、精确的特点 ,在控制上采用了一系列行之有效的方法 ,使得飞剪运行可靠 、 精度高 、智能性好 。倍尺长度误差控制在 ±40 mm 以内 ,满足了不同工艺条件的要求 。几年来 ,已应用于国内多 家大型钢铁企业 ,收到了良好效果 ,满足了用户需求 。 关键词 :棒材 ;起停式飞剪 ;剪刃定位 ; PLC扫描周期 中图分类号 : TG334. 9 文献标志码 : B 文章编号 : 100027059 (2008) 0520063203
涟钢棒材倍尺飞剪自动控制系统
2 3 倍 尺飞 剪的 工作 原理 . 3 1 倍 尺长度 的控 制 .
图 2 飞 剪 控 制 系统 框 图
3 倍尺长度的控制及飞剪位置的控制
近年来 , 尺 飞 剪 在 国 内外 已被 广 泛 应 倍 用, 传统 的做 法是 用 P C去控 制倍 尺 飞 剪 的 L
剪切 , 原理 是 : 机在 得 到上 游方 向热 金属 其 剪 检 测器 的 轧件 头 部 信 号 时 , 预 定 剪 切 长 度 按 要 求 , 一定 的计 算 , 延 时 启 动 飞剪 , 始 经 并 起 位置 由轴 向定 位 系统 确 定 , 可 调 节 并
( 在飞剪前 面装 有 夹送 辊 , 于 喂 料 , 原 便 后取 消 ) 剪切大规 格 产 品时 采用 曲柄式 剪 头 , , 剪
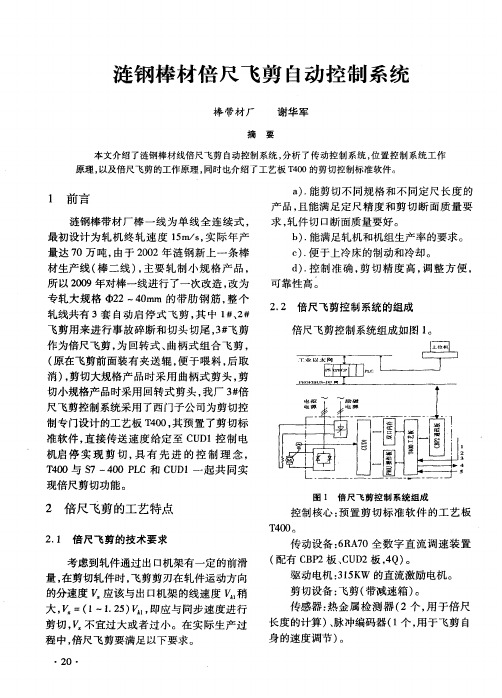
倍 尺飞剪 控制 系统 组成 如 图 l 。
切小 规格产 品时采用 回转式 剪 头 , 我厂 3 倍 #
尺飞剪 控制 系统采用门设计 的工艺板 T 0 , 预置 了剪 切 标 40其 准 软件 , 接 传送 速 度 给定 至 C D 直 U 1控 制 电 机启停 实 现剪 切 , 有 先 进 的控 制 理 念, 具 T0 4o与 s 4 0P C和 C D1一起 共 同 实 7— 0 L U
求, 轧件切 口断 面质量 要好 。
b. ) 能满足 轧机 和机 组生 产率 的要求 。 c . 于上冷床 的制动 和冷却 。 )便 d . 制准确 , 切精度高 , 整方便, )控 剪 调 可靠性 高 。
2 2 倍 尺飞 剪控 制系统 的组成 .
飞剪用 来进 行 事故 碎 断和 切 头切尾 ,# 3 飞剪 作 为倍尺 飞剪 , 回转 式 、 为 曲柄 式组 合 飞 剪 ,
、 、
固定 的 2次关 系 , 切完后 由再 生制 动减 速 剪
图 2 飞 剪 控 制 系统 框 图
3 倍尺长度的控制及飞剪位置的控制
近年来 , 尺 飞 剪 在 国 内外 已被 广 泛 应 倍 用, 传统 的做 法是 用 P C去控 制倍 尺 飞 剪 的 L
剪切 , 原理 是 : 机在 得 到上 游方 向热 金属 其 剪 检 测器 的 轧件 头 部 信 号 时 , 预 定 剪 切 长 度 按 要 求 , 一定 的计 算 , 延 时 启 动 飞剪 , 始 经 并 起 位置 由轴 向定 位 系统 确 定 , 可 调 节 并
( 在飞剪前 面装 有 夹送 辊 , 于 喂 料 , 原 便 后取 消 ) 剪切大规 格 产 品时 采用 曲柄式 剪 头 , , 剪
倍 尺飞剪 控制 系统 组成 如 图 l 。
切小 规格产 品时采用 回转式 剪 头 , 我厂 3 倍 #
尺飞剪 控制 系统采用门设计 的工艺板 T 0 , 预置 了剪 切 标 40其 准 软件 , 接 传送 速 度 给定 至 C D 直 U 1控 制 电 机启停 实 现剪 切 , 有 先 进 的控 制 理 念, 具 T0 4o与 s 4 0P C和 C D1一起 共 同 实 7— 0 L U
求, 轧件切 口断 面质量 要好 。
b. ) 能满足 轧机 和机 组生 产率 的要求 。 c . 于上冷床 的制动 和冷却 。 )便 d . 制准确 , 切精度高 , 整方便, )控 剪 调 可靠性 高 。
2 2 倍 尺飞 剪控 制系统 的组成 .
飞剪用 来进 行 事故 碎 断和 切 头切尾 ,# 3 飞剪 作 为倍尺 飞剪 , 回转 式 、 为 曲柄 式组 合 飞 剪 ,
、 、
固定 的 2次关 系 , 切完后 由再 生制 动减 速 剪
Φ300mm棒材机组倍尺飞剪自动控制系统
 ̄3 0 0 mm 棒材机组倍尺飞剪 自动控制 系统
马社 芳
摘要 关键词 介绍 q30 m棒 材机组4 X - 剪 自动控 制系统组成和主要设备,  ̄0 m  ̄ . - E 棒材倍尺控制原理 , 尺飞剪软件系统 倍 轧钢 棒材机组 倍尺 剪 P C 控制 L
B
预精轧 轧机
中 图分 类 号 F 3 3 G 3. l 2
网 l q3 0 50 mm捧 材 机组 j 艺 流 程 ( J : 局部 ) 二 、 要 设备 控 制 主 1 尺 剪控 制 . 倍 () 1飞剪 作 原 理 剪 离 合器 一 制 动器 结 构 , 际是 一 实
P O F c P系 列触 摸 屏 ,I R — aeG P C通 过 T PI 上 f 、 I C/ P和 机 HM 通
在特殊场合 , 容易处理 )设备正 运仃时/报警 , 旦电机速度 : { 一
突然 减 速 . 现 F 0 障 报 警 即 3故
处理 : 修改 6 A 0访 问权 限 . P 1 R7 将 5 值改 为 4 , 0 获得 参 数值的访『仅 。 增加 P 5 口 】 19参数值( l9的参数是 F动换 部 P5 : I 分的电枢转换 值 ) 一@增加 P 6 参数值 ( l0的参数是附加 10 P6
的无 转 矩 时 间 间隔 , 般 廊 片 于 四象 限运 行 . 于整 流 器 电 怄给 一 j 对 大 电感 供 电的 情 况 , 参 数 值 大 于 0 该 尤 重 要 )
置 为 01P 6 ., l0没 置 为 0O , 障 排定值的 20 5 %:④4 ,并联 的
行无异 常 , 町永久屏蔽 F 0报警 , 运行 异常 , 则 3 若 则再 次更改
U 8 , 至 最 佳状 态 。 50 肓
马社 芳
摘要 关键词 介绍 q30 m棒 材机组4 X - 剪 自动控 制系统组成和主要设备,  ̄0 m  ̄ . - E 棒材倍尺控制原理 , 尺飞剪软件系统 倍 轧钢 棒材机组 倍尺 剪 P C 控制 L
B
预精轧 轧机
中 图分 类 号 F 3 3 G 3. l 2
网 l q3 0 50 mm捧 材 机组 j 艺 流 程 ( J : 局部 ) 二 、 要 设备 控 制 主 1 尺 剪控 制 . 倍 () 1飞剪 作 原 理 剪 离 合器 一 制 动器 结 构 , 际是 一 实
P O F c P系 列触 摸 屏 ,I R — aeG P C通 过 T PI 上 f 、 I C/ P和 机 HM 通
在特殊场合 , 容易处理 )设备正 运仃时/报警 , 旦电机速度 : { 一
突然 减 速 . 现 F 0 障 报 警 即 3故
处理 : 修改 6 A 0访 问权 限 . P 1 R7 将 5 值改 为 4 , 0 获得 参 数值的访『仅 。 增加 P 5 口 】 19参数值( l9的参数是 F动换 部 P5 : I 分的电枢转换 值 ) 一@增加 P 6 参数值 ( l0的参数是附加 10 P6
的无 转 矩 时 间 间隔 , 般 廊 片 于 四象 限运 行 . 于整 流 器 电 怄给 一 j 对 大 电感 供 电的 情 况 , 参 数 值 大 于 0 该 尤 重 要 )
置 为 01P 6 ., l0没 置 为 0O , 障 排定值的 20 5 %:④4 ,并联 的
行无异 常 , 町永久屏蔽 F 0报警 , 运行 异常 , 则 3 若 则再 次更改
U 8 , 至 最 佳状 态 。 50 肓
Φ300mm棒材机组倍尺飞剪自动控制系统
Φ300mm棒材机组倍尺飞剪自动控制系统
马社芳
【期刊名称】《设备管理与维修》
【年(卷),期】2008(000)012
【摘要】介绍Φ300mm棒材机组倍尺飞剪自动控制系统组成和主要设备,棒材倍尺控制原理,倍尺飞剪软件系统.
【总页数】3页(P30-31,47)
【作者】马社芳
【作者单位】安阳钢铁集团股份有限公司第一轧钢厂一车间河南安阳市,455004【正文语种】中文
【中图分类】FC333.2
【相关文献】
1.φ300mm棒材机组启停式飞剪改进 [J], 马社芳;王恪;杨丽娟
2.涟钢棒材倍尺飞剪自动控制系统 [J], 谢华军
3.高速棒材倍尺飞剪工艺技术改进 [J], 李罗扣; 刘强; 李文平; 丁建军
4.高速棒材倍尺飞剪工艺技术改进 [J], 苏鹏
5.棒材倍尺飞剪剪切稳定性改进措施 [J], 刘士杰
因版权原因,仅展示原文概要,查看原文内容请购买。
棒材连轧生产线电气控制

台
1
西门子
9)
脉冲放大年夜板
ZLZJ-006/MCF0
块
1
10)
整流装配散热器
1800A 弗成逆
台
1
11)
可控硅
1800A
块
6
西电
12)
辅材
套
1
3.1
1500KW进线柜
1500KW直流电机操纵柜
台
3
每套包含以下主材:
1)
进线配电柜
1000*1000*2200
台
1
2)
ME开关
ME-2505
台
1
人平易近
2
三菱
4)
接触器
S-V50
台
6
三菱
5)
热继电器
TH-N20KP 29A
台
3
三菱
6)
西门子PLC
214-1BD23-0XB0
台
1
西门子
7)
西门子PLC
223-1PL22-0XA0
台
1
西门子
8)
变阻器
配15KW电机
台
3
9)
辅材
套
1
2
推钢机箱
台
1
3
出钢机配电柜
台
1
每套包含以下主材:
1)
配电柜
1000*800*2000
1000*2200*1000
台
1
2)
PLC导轨
6ES7 390-1AF30-0AA0
条
1
西门子
3)
PLC电源
6ES7 307-1KA00-0AA0
块
1
1
西门子
9)
脉冲放大年夜板
ZLZJ-006/MCF0
块
1
10)
整流装配散热器
1800A 弗成逆
台
1
11)
可控硅
1800A
块
6
西电
12)
辅材
套
1
3.1
1500KW进线柜
1500KW直流电机操纵柜
台
3
每套包含以下主材:
1)
进线配电柜
1000*1000*2200
台
1
2)
ME开关
ME-2505
台
1
人平易近
2
三菱
4)
接触器
S-V50
台
6
三菱
5)
热继电器
TH-N20KP 29A
台
3
三菱
6)
西门子PLC
214-1BD23-0XB0
台
1
西门子
7)
西门子PLC
223-1PL22-0XA0
台
1
西门子
8)
变阻器
配15KW电机
台
3
9)
辅材
套
1
2
推钢机箱
台
1
3
出钢机配电柜
台
1
每套包含以下主材:
1)
配电柜
1000*800*2000
1000*2200*1000
台
1
2)
PLC导轨
6ES7 390-1AF30-0AA0
条
1
西门子
3)
PLC电源
6ES7 307-1KA00-0AA0
块
1
棒材线倍尺飞剪改造

c e s s e d i n t h e P LC.T h e c o n t r o l s o t f wa r e o f mu l t i — l e n g t h s f l y i n g s h e a r i s i mp r o v e d a n d t h e a c c u r a c y o f n ml t i — l e n g t h s i s i n — c r e a s e d f r o m ±0 . 8 3 % t o± 0 . 1 1 %.
RE N Ho n g — q i LV Gu o — we  ̄ S HI J i n — s h u i
( 1 . S h a n d o n g Lu h S t e e l CO. , L TD, We  ̄ f a n g 2 7 2 6 2 4 , Ch i n a ; 2 . S h a n d o n g L i ng d o n g E n e r g y S e r v i c e Co mp a n y Li mi t e d , We  ̄ f a n g
HM I 及
PLC 控 制 系 统
棒材线倍 尺飞剪改造
任洪琪 ’ , 吕国伟 , 石进 水 。
( 1 . 山 东鲁 丽 钢 铁 有 限 公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 2 . 山东领 动节 能服务 有 限公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 3 . 山 东 交通 职 业 学 院 . 山 东 潍坊 2 7 2 6 2 4 ) 摘 要 : 鲁 丽 铜 铁 有 限 公 司 螺 纹 铜 生 产 线 自投 产 后 , 倍 尺 飞 剪 因 采 用较 低 的 配 置 , 剪 切精 度 达 不到设 计要 求 , 给 生 产 造 成 了很 大 浪 费 。 针 对 此 问题 , 在 冷床 前增加 一 台热金属 检 测仪 , 并利 用软 件在 P L C 中对 此 热 捡 信 号 进 行 处 理 , 改 进倍 尺 飞剪 的控制 程序 . 飞 剪 的 倍 尺 精 度 由原 来 的± 0 . 8 3 %提 高到 ± 0 . 1 1 % 关键 词 : 棒材 线 : 倍 尺 飞剪 : P L C
RE N Ho n g — q i LV Gu o — we  ̄ S HI J i n — s h u i
( 1 . S h a n d o n g Lu h S t e e l CO. , L TD, We  ̄ f a n g 2 7 2 6 2 4 , Ch i n a ; 2 . S h a n d o n g L i ng d o n g E n e r g y S e r v i c e Co mp a n y Li mi t e d , We  ̄ f a n g
HM I 及
PLC 控 制 系 统
棒材线倍 尺飞剪改造
任洪琪 ’ , 吕国伟 , 石进 水 。
( 1 . 山 东鲁 丽 钢 铁 有 限 公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 2 . 山东领 动节 能服务 有 限公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 3 . 山 东 交通 职 业 学 院 . 山 东 潍坊 2 7 2 6 2 4 ) 摘 要 : 鲁 丽 铜 铁 有 限 公 司 螺 纹 铜 生 产 线 自投 产 后 , 倍 尺 飞 剪 因 采 用较 低 的 配 置 , 剪 切精 度 达 不到设 计要 求 , 给 生 产 造 成 了很 大 浪 费 。 针 对 此 问题 , 在 冷床 前增加 一 台热金属 检 测仪 , 并利 用软 件在 P L C 中对 此 热 捡 信 号 进 行 处 理 , 改 进倍 尺 飞剪 的控制 程序 . 飞 剪 的 倍 尺 精 度 由原 来 的± 0 . 8 3 %提 高到 ± 0 . 1 1 % 关键 词 : 棒材 线 : 倍 尺 飞剪 : P L C
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷床
剪)广一
I
I.......一
围2精轧区布置
Fig 2 Finishing mill distribution
当A4计数值达到预置值时,PLC产生中断信
号给6RA70,飞剪立即启动,其速度给定为成品轧
机线速度乘以飞剪速度超前系数,其中,成品轧机
线速度由A5实时测算,飞剪速度超前系数由用户
根据需要在触摸屏上或上位机设定。当飞剪完成
Electric control of start-stop flying shears in small bar production line
LONG Ping
(Automatic Institute of Beijing Central Research&Design Institute for Metallurgical Equipment of MCC Group,Beijing 100029,China)
钢铁集团公司、宁夏恒力集团、宣化钢铁集团公司 等近10个厂家可靠运行,达到了国内先进水平。 1设计思想
起停式飞剪在不剪切时是静止的,当发出剪 切信号后剪刃从起始点开始加速运行,要求在剪 刃运行角度250。内加速到剪切速度(最高19 m/ S),剪切完成后,立即制动,要求在250。内制动至 零速,然后准确反爬至起始点。其中剪切信号是 否能准确无误地发出和剪刃的定位精度是否能满 足要求,是飞剪能否可靠工作和倍尺精度控制的 关键。
该飞剪采用Siemens 6RA70全数字装置作为 飞剪电机电气传动控制系统,它具备的强大功能
收稿日期:2008-03.03;修改稿收到日期:2008-06-20 作者简介:隆凭(1954-),女,重庆人,教授级高级工程师,主要从事冶金设备自动控制方面的研究设计工作。
万方数据
冶金自动化
第32卷
和数字系统的精确性完全能胜任飞剪频繁、快速 的起、制动的苛刻要求。采用¥7-300 PLC智能模 块和对各种干扰因素考虑完备的软件控制飞剪的 剪切和剪刃的定位,保证了飞剪动作的可靠性和 倍尺精度。采用Siemens TPl70B彩色触摸屏或上 位机作为人机对话设备,并通过Profibus-DP网相 连,其硬件配置如图1所示。为了保证飞剪速度 给定的精确性和可靠性,由PLC测算的速度信号 及PLC发出的运行、停止命令通过DP网送至 6RA70系统,6RA70系统的工作状态也通过DP网 送至PLC。在操作台上,触摸屏或上位机实现了 人机对话,操作者根据工艺要求,输入倍尺长度、 修正系数、成品轧机辊径、飞剪速度超前系数等参 数,并可随时修改。同时,飞剪的工作状态、故障 信号等也在触摸屏或上位机上显示,极大方便了 操作。
我院的起停式飞剪控制有几个特点: (1)倍尺精度高。由于轧线速度很高,控制时 间上有任何微小差异,都会影响倍尺精度。例如: 轧线速度为16 m/s,PLC的扫描周期会造成80 mm 的误差,DP网的传输时间会造成>200 mm的误 差。因此,在剪切信号的发出、剪刃定位等与倍尺 精度有关的关键信号上,采用了高速计数器中断、 高速计数器直接输出与DP网传输并存方式,避免 了由于PLC扫描周期影响和DP网传输时间长造 成的长度误差,提高了倍尺精度。 (2)防止定位干扰。本体接近开关信号是飞 剪定位的关键点,当这个信号发出后,开始测算剪 刃位置,如果有干扰信号误动作,飞剪定位就会出 现误差,严重时还可能出现连剪。为此,我们采用 了如下方法:当PLC发出飞剪启动信号时,打开本 体接近开关信号通道,接近开关信号便可进入 PLC,当PLC接到接近开关信号后,立即关闭这个 通道,将干扰信号阻挡于门外,有效地解决了干扰 问题。 (3)测长计数累加。在设计中,我们没有采用 剪切一次,高速计数器清零一次的方法。这是由 于清零信号晚于剪切信号,必须在倍尺设定时把 这段长度减去,而当轧机速度变化时,这段长度是 变化的。为此,我们采用了不断累加的方法,即: 首先将首段长度作为预置值,首段长度为式(3)计 算出的L预置,剪切一次后,将己倍尺+Lsjt作为预置
体码盘与之相连。数P圈
可根据式(2)计算:
尸周=P剪i剪
(2)
式中,P剪为飞剪本体码盘脉冲数;i剪为飞剪减速
比。
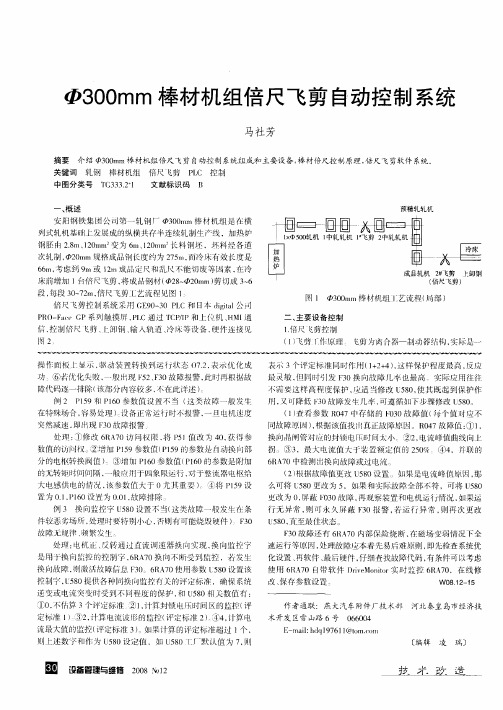
典型的棒材全连轧精轧区布置见图2。倍尺
飞剪的工作原理如下:当轧件头部到达热金属检
测器RJ3时,立即启动高速计数器A4,这时将式
值,剪切二次后,将2£倍尺+b置作为预置值,以此
类推。采用这种方法以后,有效地解决了这个问 题。
(4)实现尾部优化。尾部长短不一的问题一
直是困扰生产线的问题。尤其是在坯料不规矩的
生产厂,矛盾更为突出。坯料不规矩使最终轧材
的长度差别很大,尾部不是太短上不了冷床,就是
太长跑出冷床。按部就班地按不变的倍尺剪切已
剪切后,本体接近开关动作,A6立即启动,测算现
在剪刃的位置。当剪刃到达制动点时,PLC产生
中断,将速度给定从剪切速度切换到制动速度,飞
剪立即制动。当剪刃速度减至零时,将速度给定
切换到反爬速度,反爬速度给定的大小与剪刃至
起始位的距离成正比,如式(4):
%爬=KS
(4)
式中,y反耙为反爬速度给定;K为常数(K越大,反
Abstract:Electric control of start·stop flying shears in small bar production line is discussed.Siemens 6RA70 device,¥7-300 PLC and intelligent modules were adopted.A series of effective control methods were applied to achieve reliable running,hish precision and good intelligence of dividing flying shears. Dividing length eITOr can be controlled within,40 mm.It can meet the need of different process con- ditions.In recent years,these technologies have been applied in many large iron and steel enterprises,
到了国内先进水平,也拓宽了市场份额。然而,我 们还要不断创新、完善,争取用更少的硬件实现更 高的控制精度。
[编辑:沈黎颖]
(上接第57页) 直接测量夹渣是可能的,它比热成像方法的成本 低。但还须进行进一步的试验,以期获得更高的
测量精度,包括最佳波长的选择、各种钢种的适应 性、有无误报等。到完全实用化后,还须配置成套 装置,包括自动控制系统(如报警、控制挡渣板 等)。
第32卷第5期 2008年9月
·经验交流·
冶金自动化
Metallurgical Industry Automation
Vol 32 No 5 Sep 2008
小型棒材生产线起停式倍尺飞剪的电气控制
隆凭
(中冶集团北京冶金设备研究设计总院自动化所,北京100029)
摘要:论述了小型棒材生产线上起停式高速倍尺飞剪的电气控制,作者采用Siemens 6RA70装置、s7-300 PLC及 智能模块,针对倍尺飞剪高速、可靠、精确的特点,在控制上采用了一系列行之有效的方法,使得飞剪运行可靠、 精度高、智能性好。倍尺长度误差控制在±40mm以内,满足了不同工艺条件的要求。几年来,已应用于国内多 家大型钢铁企业,收到了良好效果,满足了用户需求。 关键词:棒材;起停式飞剪;剪刃定位;PLC扫描周期 中图分类号:TG334.9文献标志码:B文章编号:1000-7059(2008)05-0063-03
度,就可以计算相应的脉冲数。一旦A4计数脉冲
到达该值,就发出剪切信号。
高速计数器A5用来测算轧件的线速度,成品
轧机的码盘与之相连。采用系统定时中断的方
法,测量每个单位时间进入A5的脉冲数,由于脉
冲当量已知,因此便可实时测量轧件的线速度,以
便飞剪随时跟踪这个速度。
高速计数器A6用来测算剪刃的位置,飞剪本
A1
A2
A4
A5
A6
A7
A8
A9 A10
CPU315IFM350IFM3: FM350ISM321ISM32lISM322ISM32
.2DP
TP-170B]幽燃瓣
图1硬件配置
Fig 1 Hardware configuration
Al一电源;A2一CPU;A4一A6一高速计数器模块;A7, A8—数字量输入模块;A9,A10一数字量输出模块
and good results are abtained. Key words:bar;start-stop flying shears;locating of blade;SCan period of PLC
O 引言 倍尺飞剪是小型棒材生产线的关键性设备,
它直接影响生产率和成材率。10多年前,电气传 动系统为传统的模拟系统,要想控制剪切速度为 20 m/s左右的起停式飞剪,几乎是不可能的。随 着技术的日新月异,直流全数字系统遍及世界,为 控制高速飞剪打下了坚实的基础。在这个基础 上,通过利用PLC的强大功能,不断深入研究、创 新和实践,中冶集团北京冶金设备研究设计总院 起停式倍尺飞剪的剪切速度已达到19 m/s,工作 准确无误,倍尺精度达到±40 mm,并最大限度地 满足了用户的各种工艺要求。几年来,已在莱芜 钢铁集团公司、冷水江钢厂、乌兰浩特钢厂、日照
爬速度越快);5为剪刃现行位与起始位的距离。
从式(4)可以看出,剪刃距起始位的距离越
万方数据
第5期
隆凭:小型棒材生产线起停式倍尺飞剪的电气撑制
65
近,速度给定越小,反爬速度越慢。当剪刃速度达 到最大速度的1%时,保持这个速度,当剪刃到达 起始位时,PLC再次产生中断,封锁6RA70,使剪 刃准确停在起始位。 3特点