橡胶成型工艺与设备
塑料橡胶压延成型工艺

小结:
材料最大松驰时间大,回复慢,收缩大;松驰 时间短,回复快,收缩小。 温度高,回复快,收缩小;温度低,回复慢, 收缩大。 转速慢,胶片在辊筒表面停留时间长,变形时 间长,回复充分,收缩小。
5.弹效应
高聚物实际上是一种粘弹体,兼 有粘性和弹性两种性质。 在压延过程中物料的形变如(图 4-22),包括弹性形变(AB段), 粘弹性形变(BC段)和粘性流动 (CD段)。 外力取消后物料进行回复,包括 弹性回复(DE段),粘弹性回复 (EF段),热弹性回复(FG段) 和永久变形(GH)段。
结论:
在中心钳住点O处具有最大的速度梯度,当 物料流过此处时,受到最大的剪切作用, 物料被拉伸、流动、辗延而成薄片。 当物料离开O点后,由于弹性恢复的作用而 使料片增厚,最后所得料片的厚度大于辊 间距。
5.2.4 物料在压延中的粘度效应
1.物料的粘度效应 物料的流动性与其粘度大小有关,在 压延中其粘度会随压延条件,如剪切 速率、温度等因素而变化。生产中要 使压延顺利进行要求物料有良好的流 动性,粘度越小,流动性越好。
2.辊筒的半径要足够大
Δh=h1-h2 ,当R1=R2=R时 Δh/2=R-O2C2=R(1-COS α) Δh/2=R(1-COS α) h1= Δh+e α 越大h1越大,但α 必须小于 β 。当辊距e一定时,辊半径R越 大,能进入辊间的供料最大厚度h1 就越大。 是否通过提高e来提高h1呢?
是压延机的主要部件它与物料直接接触并施压和加热, 制品的质量很大程度受辊筒控制。
对辊筒的要求
有足够的刚度和强度,辊筒的弯曲变形不超过允许值。 表面有足够的硬度,耐磨、耐腐蚀。 有较高的加工精度,保证尺寸精度和表面粗糙度。 辊筒的加热冷却装臵可通入蒸汽、过热水或冷却水来控 制辊筒表面温度。
橡胶热压工艺技术

橡胶热压工艺技术橡胶热压工艺技术是一种常用的橡胶制品加工方法,广泛应用于轮胎、橡胶管、橡胶板等产品的生产过程中。
通过热压工艺,可以将橡胶材料的分子链进行重组和交联,使其具有良好的物理和化学性能,提高产品的质量和性能。
橡胶热压工艺技术主要包括以下几个步骤:第一步是原料的准备,选择适合的橡胶材料,根据产品的要求确定材料的比例和配方。
一般情况下,橡胶材料需要和其他助剂如硫化剂、活性剂、防老剂等混合均匀,以提高制品的性能。
第二步是橡胶材料的制备,将混合好的橡胶酱进行加热和加工,使其变得柔软可塑,以便于后续的成型工艺。
这一步需要通过橡胶炼胶机或密炼机进行操作,将混合物在一定的温度和压力下进行搅拌和加热,使其成为可塑的物质。
第三步是橡胶制品的成型,将制备好的橡胶材料放入模具中,通过热压的方式进行成型。
这一步需要将模具加热到一定的温度,一般在150-200℃之间,同时施加一定的压力,一般在10-30MPa之间。
热压的时间和温度取决于产品的要求和橡胶材料的性质。
第四步是冷却和固化,待橡胶制品完成成型后,将其放入冷却设备中进行冷却和固化。
这一步是为了使橡胶材料在一定的温度下进行交联和固化,使其形成稳定的结构和形状。
最后一步是产品的后处理,将冷却固化后的橡胶制品从模具中取出,并进行必要的修整和包装。
这些后处理的步骤包括修剪、打磨、喷漆等,以提高产品的外观和质量。
橡胶热压工艺技术具有以下几个优点:首先,热压工艺可以提高橡胶制品的密度和硬度,使其具有更好的物理性能。
通过适当的温度和压力控制,可以使橡胶分子链进行重组和交联,增加制品的强度和耐磨性。
其次,热压工艺可以提高橡胶制品的成型精度和尺寸稳定性。
由于热压过程中橡胶材料处于高温和高压的状态,可以使其更好地充满模具,减少气孔和缺陷的产生,保证制品的整体质量和尺寸精度。
最后,热压工艺可以提高橡胶制品的生产效率和经济性。
相比于其他制造方法,热压工艺具有工艺简单、生产周期短、能耗低等优点,可大幅度降低制品的制造成本和劳动力投入。
橡胶生产六大工艺
橡胶生产六大工艺橡胶是一种广泛应用于工业和日常生活中的重要材料,其生产过程通常包括六大工艺。
本文将详细介绍这六大工艺,包括橡胶的采集、研磨、混炼、成型、硫化和加工。
第一大工艺是橡胶的采集。
橡胶主要来自于橡胶树的树液,树液在被采集后会流入集液器中。
采集橡胶树的树液需要注意采集时间和方式,以免对树液的质量和树木的健康造成不良影响。
第二大工艺是橡胶的研磨。
在研磨过程中,橡胶块被切碎成小颗粒,以便后续的混炼和成型工艺。
研磨的目的是使橡胶颗粒的尺寸和形状更加均匀,提高橡胶的可塑性和可加工性。
第三大工艺是橡胶的混炼。
混炼是将橡胶颗粒与其他添加剂(如增塑剂、硫化剂等)进行混合,以改善橡胶的性能。
混炼的过程中需要控制温度、时间和混炼机械的运行状态,确保橡胶与添加剂充分混合均匀。
第四大工艺是橡胶的成型。
成型是将混炼好的橡胶料通过挤出、压延、压制等方式制成所需的形状。
成型过程中需要根据产品的要求选择合适的成型设备和工艺参数,保证产品的尺寸和性能符合要求。
第五大工艺是橡胶的硫化。
硫化是橡胶加工中非常重要的一步,通过加热橡胶制品与硫化剂反应,使橡胶分子之间形成交联结构,提高橡胶的强度、耐磨性和耐老化性能。
硫化过程中需要控制硫化温度和时间,以及硫化剂的种类和用量,确保橡胶制品的质量。
最后一大工艺是橡胶的加工。
加工是指对硫化好的橡胶制品进行后续处理,包括修整边角、打磨表面、安装配件等。
加工的目的是使橡胶制品的外观更加美观,尺寸更加精确,以满足客户的需求。
通过以上六大工艺,橡胶从采集到最终成品的过程得以完整实现。
这些工艺相互衔接,每个环节都至关重要,对橡胶制品的质量和性能有着重要影响。
因此,在橡胶生产过程中,需要严格控制每个工艺的参数和操作方法,确保橡胶制品达到设计要求,并具有优良的性能和可靠的质量。
总结起来,橡胶生产的六大工艺包括采集、研磨、混炼、成型、硫化和加工。
这些工艺环环相扣,每个环节都不可或缺。
只有在每个工艺环节都严格把控,才能生产出优质的橡胶制品。
橡胶的工艺流程
橡胶的工艺流程(精品)2014-10-22橡胶技术网橡胶工艺流程开始1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。
机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。
化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
顺丁胶的门尼粘度较低,可不用塑炼。
氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。
氟橡胶挤出成型工艺流程

氟橡胶挤出成型工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!氟橡胶挤出成型工艺流程如下:1. 原材料准备- 氟橡胶颗粒:根据产品要求选择合适的氟橡胶牌号,如HF-1、HF-2、HF-4等。
橡胶加工工艺—橡胶压延工艺(高分子成型课件)
a,b-两辊压型(v1=v2); c-三辊压型(v1v2=v3); d-四辊压型(v2=v3=v4v1)
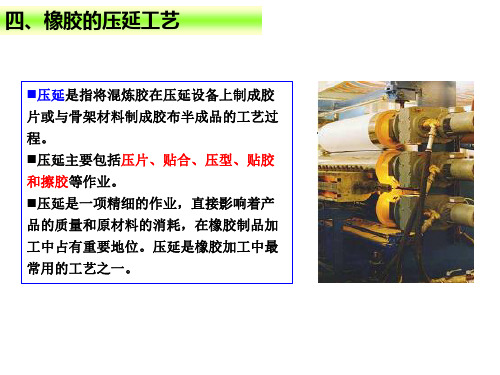
三、橡胶的压延工艺
(二)压延工艺方法 3 胶片贴合
胶片贴合:通过压延机将两层或多层薄胶片贴合在一起的工艺过程。
通常用于制造较厚、质量要求较高 的胶片和两种不同胶料组成的胶片、 夹布层胶片等。 贴合方法有二辊压延机贴合法、三 辊压延机贴合法、四辊压延机贴合法。 四辊压延机可一次同时完成两个新 鲜胶片的压延与贴合。贴合效率高、 质量好、精度高,但压延效应大。
三、橡胶的压延工艺
(二)压延工艺方法 1 压片
压片:利用压延机等速辊筒将胶料制成具有规定断面厚度和宽度的表面 光滑的胶片。胶片应表面光滑,无绉缩,内部密实,无孔穴、气泡或海绵; 断面厚度均匀,精度,各部分收缩变形一致。 设备:压片压延机一般为三辊或四辊压延机,但多采用三辊压延机
压片工艺分类: ①积胶压延法片材表 面光滑,密实,减少气泡,但会增大压 延效应,适于丁苯橡胶。②普通挤胶法 适于NR。
三、橡胶的压延工艺
(三)压延制品厚度的控制
1 沿辊筒轴线方向上厚度
三高两低现象
(1)辊筒的弹性弯曲变形(横压力) 辊筒弹性弯曲变形(横压力)使压延制品中间厚两边薄 克服方法: a 中高度补偿法 ; b 轴交叉法 ; c 预应力法 (2)辊筒表面温度 轴承润滑油带走部分热量,辊筒温度中间高两边低使压延制品两边 较中间厚。 克服方法: a 中间鼓风冷却; b 两边红外加热
厚擦法:T上>T下>T中; 薄擦法: T上>T中> T下
三、橡胶的压延工艺
(二)压延工艺方法 5 纺织物挂胶的工艺影响因素
(1)胶料的可塑度 为了保证胶料对布孔的充分渗透,胶料要有较高的可塑 度(比压片胶料大)。天然橡胶的贴胶可塑度为0.4-0.5、 擦胶可塑度为0.5-0.6较为合适。 (2)辊温 辊温控制比压片时高,以增大胶料的流动性及胶料与纺织 物间的附着力。但辊温过高易产生焦烧。
橡胶 成形 工艺 流程
橡胶成形工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!橡胶成形工艺流程:①原材料准备:收集生胶、配合剂(如硫磺、炭黑等)、纤维材料及金属材料,确保原料质量符合要求。
②塑炼:将生胶在开炼机或密炼机中加工,提高其塑性,便于后续混炼时与其他材料均匀混合。
③混炼:将塑炼后的生胶与配合剂混合,在混炼机中加热、剪切,形成均匀的混炼胶。
④成型前准备:根据产品形状,将混炼胶通过压延或挤出等方法制成相应形状的半成品。
⑤成型:将半成品放入模具中,通过压制成形、注射成型或传递成型等方法,在压力作用下填充模具腔体。
⑥硫化:在加热条件下,模具内的橡胶经历化学交联反应(硫化),由塑性转变为高弹性的固体状态。
⑦休整:硫化后取出产品,进行去毛边、修整外形等后处理,提升产品外观质量。
⑧检验:对成品进行尺寸、外观、性能等多方面检测,确保达到规格要求。
⑨包装入库:合格产品进行包装,并按要求入库或直接发往客户。
此流程概括了橡胶从原料到成品的整个成形过程,每一步骤对橡胶制品的质量至关重要。
橡胶的工艺流程

橡胶的工艺流程
《橡胶的工艺流程》
橡胶是一种重要的工业原料,广泛用于制作轮胎、密封件、工业胶水等产品。
其生产过程需要经过多道工艺流程,才能将天然橡胶或合成橡胶转化为最终的成品。
以下是橡胶的基本工艺流程:
1. 原料处理
橡胶生产的第一步是通过混炼机将原料橡胶与添加剂混合均匀。
添加剂包括硫化剂、填料、加工助剂等,能提高橡胶的强度、耐磨性和耐高温性能。
2. 压延和成型
混合好的橡胶会经过压延机进行挤压和压延,以使橡胶均匀地延展开来。
然后通过压延机模具进行成型,将橡胶制成所需的形状,如片状、条状或圆柱状。
3. 硫化
成型完成的橡胶制品需要经过硫化处理,以提高其耐磨性和耐老化性能。
硫化过程中,橡胶制品会被置于高温和高压下,与硫化剂发生反应,形成交联结构,使橡胶的分子结构更加稳定和坚固。
4. 后处理
硫化后的橡胶制品需要进行后处理工艺,包括修边、去毛刺、喷涂等处理,以使成品更加平整、美观和符合要求。
5. 质检和包装
最后,橡胶制品会经过严格的质检,检查其尺寸、外观和性能是否符合标准。
合格的产品将被包装,准备投入市场销售。
通过以上工艺流程,橡胶原料在经历混炼、压延、硫化和后处理等环节之后,最终被制成耐磨、耐老化的成品,应用于各种领域。
这些工艺流程对橡胶制品的质量和性能具有决定性的影响,同时也提高了橡胶制品的市场竞争力。