金属快速成型
快速成型技术

金属直接成形:
金属合金粉末的直接烧结。该方法基于SLS (激光选择性烧 结) 工艺。美国Austin大学在这方面进行了大量的研究,并 研制了成形高温材料的烧结设备。
用金属丝线,利用堆焊的方法成形金属零件。英国的 Nottingham 大学正在进行这方面的研究。
用激光切割金属板材,并用激光焊接的方法将各层截面连 接起来。
CT图像
点云
曲面
RP模型
41
基于快速成型的人工生物活性骨骼制造原理
42
生物材料快速成型机
43
网状弹力绷带和弹力网帽
升降颈托 (高分子)
44
(四)微型机械/零件制造的研究开发
采用激光熔化金属粉末材料直接制造金属零件是RP技 术向RM发展的必然趋势,也是世界各国研究开发的热点。 微型部件,薄壁金属零部件,通信产品零部件等难于用传统 方法加工,适合于光化学快速成型。
23
24
(一)产品开发过程中的设计评价和功能测试
25
26
27
检验发动机外壳和管接头的装配情况
28
奇瑞发动机进气管(石膏型铸造 )
29
发动机叶轮
风洞实验/寿命计算和热量计算 30
(二)快速制造模具及复杂金属零件(小批量)
蜡模
金刚砂模
31
制作周期:10天 32
坦克发动机部件
飞机发动机部件
微型光快速成型CAD/CAM技术研究,是我国国防科工 委青年基金项目的一部分。采用激光直接烧结微细金属粉末 技术可以制造三维微型机械。
利用微纳粉末金属材料进行微成型目前尚处于探索阶段。 目前已经成功制作出壁厚只有100μm左右的微小金属件。
45
桌面制造系统是RP领域产品开发的一个热点。RP设备系 统作为CAD系统三维图形输出的外设而被人们接受。而桌面系 统要求体积小,操作、维护简单,噪音、污染少,对环境无特 别要求,且成形速度快,但精度要求适当降低。美国Sanders Prototype 公司推出了廉价的桌面系统Model Maker。
八大金属材料成形工艺
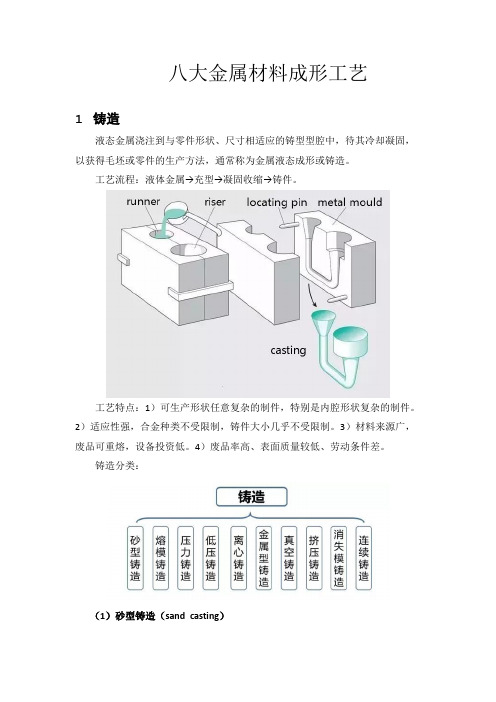
八大金属材料成形工艺1铸造液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造。
工艺流程:液体金属→充型→凝固收缩→铸件。
工艺特点:1)可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
2)适应性强,合金种类不受限制,铸件大小几乎不受限制。
3)材料来源广,废品可重熔,设备投资低。
4)废品率高、表面质量较低、劳动条件差。
铸造分类:(1)砂型铸造(sand casting)砂型铸造:在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
工艺流程:技术特点:1)适合于制成形状复杂,特别是具有复杂内腔的毛坯;2)适应性广,成本低;3)对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺。
应用:汽车的发动机气缸体、气缸盖、曲轴等铸件。
(2)熔模铸造(investmentcasting)熔模铸造:通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。
常称为“失蜡铸造”。
工艺流程:优点:1)尺寸精度和几何精度高;2)表面粗糙度高;3)能够铸造外型复杂的铸件,且铸造的合金不受限制。
缺点:工序繁杂,费用较高。
应用:适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
(3)压力铸造(die casting)压铸:是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。
工艺流程:优点:1)压铸时金属液体承受压力高,流速快2)产品质量好,尺寸稳定,互换性好;3)生产效率高,压铸模使用次数多;4)适合大批大量生产,经济效益好。
缺点:1)铸件容易产生细小的气孔和缩松。
2)压铸件塑性低,不宜在冲击载荷及有震动的情况下工作;3)高熔点合金压铸时,铸型寿命低,影响压铸生产的扩大。
试析国内熔融沉积快速成型技术的发展滞因及未来发展趋势

试析国内熔融沉积快速成型技术的发展滞因及未来发展趋势随着制造业的快速发展,熔融沉积快速成型技术在国内也得到了广泛的应用和发展。
这项技术以其快速、高效、灵活的特点,正在逐渐改变传统制造业的面貌,并对未来的制造业发展起着举足轻重的作用。
与此国内熔融沉积快速成型技术还存在一些发展滞因,需要通过深入分析找到解决之道,并展望未来发展的趋势。
让我们来了解一下熔融沉积快速成型技术。
熔融沉积快速成型技术是一种通过熔化金属或塑料等材料,并将其层层堆积,最终形成所需形状的制造工艺。
这种技术可以通过三维打印设备来实现,其工作原理是从三维CAD模型数据开始,经过切片处理,然后逐层堆积材料实现零件的成型。
由于熔融沉积快速成型技术具有生产周期短、生产成本低、可制造复杂形状等优势,因此得到了广泛的应用。
国内熔融沉积快速成型技术在发展过程中也面临了一些困难和问题。
技术研发力度不足是一大滞因。
国内相关技术的研究与开发相对滞后,还没有形成完整的研发产业链条,导致技术水平和创新能力相对较弱。
设备和材料方面的制约也是一个问题。
国内熔融沉积快速成型技术所需的设备和材料还没有形成完善的产业体系,导致设备性能和使用成本相对较高。
行业标准和规范的不完善、工艺技术的局限等问题也制约了国内熔融沉积快速成型技术的发展。
针对以上问题,可以从以下几个方面寻找解决之道。
要加大技术研发力度,加强研发机构和企业的合作,形成行业内的技术创新和人才培养体系,提高国内熔融沉积快速成型技术的核心竞争力。
需要加强政府支持和产业政策引导,为熔融沉积快速成型技术的发展提供有力支持。
加强行业标准化和规范化工作,推动行业内企业的技术交流与合作,提高熔融沉积快速成型技术的整体水平。
值得注意的是,尽管国内熔融沉积快速成型技术还存在一些滞因,但其未来发展前景依然非常广阔。
随着科技的不断进步和创新,熔融沉积快速成型技术的设备和材料将会不断得到提升,其性能和成本将得到更好地控制。
随着国内制造业的转型升级,对于高效、灵活、个性化生产需求的增加,熔融沉积快速成型技术将会得到更广泛的应用。
浅析金属粉末选择性激光烧结快速成型技术

和 T A4 i 1 合金的金属零件。美 国航 空材料公司 已 6 研 究开发 成 功 先 进 钛合 金构 件 的 激 光快 速 成 形 技
术 。 目前 ,中国科 学 院金 属 所 和 西 北 工 业 大 学
等单位正致力于高熔点金属的激光快速成形研究 , 南 京航空 航 天 大 学 也 在 这 方 面 进 行 了研 究 ,用 N 基 合金 混铜 粉 进 行 烧 结 成形 的试 验 ,成 功 地 制 i
到 原型件 ,然后 进行 后 续 处理 ,包 括 烧失 粘 结剂 、
维普资讯
20 №2总 第 14期 07 7
学术 综论
《 铝加 工》
浅析金属粉末选择性激光烧结快速成型技术 邵 娟 , Nhomakorabea文 国
芜湖 2 10 ; 40 0 南京 2  ̄1 1 6)
(.安徽机电职业技术 学院机械 系,安徽 1 2 .南京航 空航天大学机电学院。江苏
2 S S技 术 的金 属粉 末 烧 结方 法 L
2 1 金属 粉末和 粘结 剂混合烧 结 . 首 先将金 属粉末 和某种 粘结剂按 一定 比例混合 均 匀 ,用 激光束 对混 合粉末进 行选择 性扫 描 ,激光 的作 用使 混合粉 末 中的粘结 剂熔化并 将金属 粉末粘 结 在一起 ,形 成金属零 件 的坯体 。再 将金属 零件坯
整个工 艺装 置 由粉 末缸 和成型 缸组 成 ,工作 时
收 稿 日期 :2 0 0 6—1 9 2一l
的优点在于它所使用的成型材料十分广泛。从理论
上说 ,任何 加热后 能够形 成原 子 问粘结 的粉末 材料
都可 以作为 SS的成型材料。 目前 ,可成功进行 L SS L 成型加工的材料有石蜡 、高分子 、金属 、陶瓷
整体式无痕注塑模芯的快速成型工艺

A s a t T e pp rpo oe o m k nerlw l esi et n mol net b ai rt y i b t c: h a e rpsd t a eitga e ls n c o ud isr y rpd poo pn r d j i s t g
痕注 塑模 模 芯 的成 型 ,不存在 密封 问题 ,杜绝 了因密 封不 当产生 介质泄 露 ,且这 种整体式 模 芯的随形 水路 与型腔 表面距 离可 以更 近 ,因此热冷 介质便 可更 加充 分迅速 地与 型腔表 面进行 热 交 。
它可快 速地 成型 出机 构 复杂 ,尤其是有 较 多内部 曲面 的 中空零 件 J 目前 的 金属 粉末 激 光 烧 结 成 型 主要 。 是利 用选择 性激光 烧 结 ( L ) 工 艺 ,但 是 S S工艺 SS L 成型 的制件 存在着 易产 生断裂 、翘 曲变形 和致 密度差 等缺 点 。这 些缺 陷使得 金属粉 末快速 成型技 术无法应 用 于实 际工 业生 产 中 ,特别是 对于材 料机 械性能要求 较高 的模具 行业 。针对 这一 问题 ,我们提 出 了选择性
中图分类号: Q 2.6 T 336 2
文献标识码:A
文章编号: 05 57 21)0 — 02 0 10 — 70(00 1 05 — 4
Ra i r ttpn r cs rI tga e ls Ijcin Mo l n et pd P ooy igP o es o ne r l l es net ud I sr f W d o
.
S S工艺通 常基 于液相 烧结 机理 成 型 ,也 即 由液 L 相 黏结 未熔 固相颗粒 成型 ,其实 质是半 固态成 型 ,故 在 成型 材料 中含有未 经熔化 的颗 粒 ,这 在一定程 度上 会 影 响成 型 致 密 度 _ 。 电阻 焊 接 是 利 用 电 阻热 效 应 3 J 将 金属 粉末加 热到熔 化状态 ,其 金属颗 粒完全 处于熔
快速成型技术概述

和其他几种快速成型方法相比,该方一法也存在着许多缺点。主要有:
三、光固化成型工艺
四、叠层实体制造工艺
叠层实体制造工艺的基本原理
四、叠层实体制造工艺
2.叠层实体制造技术的特点 其主要特点如下: ( 1 )原型精度高。 ( 2 )制件能承受高达200℃ 的温度,有较高的硬度和较好的力学性能,可进行各种切削加工。 ( 3 )无须后固化处理。 ( 4 )无须设计和制作支撑结构。 ( 5 )废料易剥离。 ( 6 )可制作尺寸大的制件。 ( 7 )原材料价格便宜,原型制作成本低。
( 1 )能承受一定高温。 ( 2 )与成型材料不浸润,便于后处理。 ( 3 )具有水溶性或者酸溶性。 ( 4 )具有较低的熔融温度。 ( 5 )流动性要好。
五、熔融沉积快速成型工艺
选择性激光烧结工艺的基本原理
当一层截面烧结完后,工作台下降一个层的厚度,铺料辊又在上面铺上一层均匀密实的粉末,进行新一层截面的烧结,直至完成整个模型。
01
1940年,Perera提出相似的方法,即沿轮廓线切割硬纸板,然后堆叠,使这些纸板形成三维地貌图。
02
1964年,Zang进一步细化了该方法,建议用透明的纸板,每一块均带有详细的地貌形态标记。
03
1972年,Matsubara使用光固化材料,光线有选择地投射或扫射到这个板层,将规定的部分硬化,没有扫描或没有一硬化的部分被某种溶剂溶化。
04
五、熔融沉积快速成型工艺
五、熔融沉积快速成型工艺
2.熔融沉积工艺的特点 熔融沉积快速成型工艺之所以被广泛应用,是因为它具有其他成型方法所不具有的许多优点。具体如下: ( 1 )由于采用了热融挤压头的专利技术,使整个系统构造原理和操作简单,维护成本低,系统运行安全。 ( 2)成型速度快。 ( 3 )用蜡成型的零件原型,可以直接用于熔模铸造。 ( 4 )可以成型任意复杂程度的零件。 ( 5 )原材料在成型过程中无化学变化,制件的翘曲变形小。 ( 6 )原材料利用率高,且材料寿命长。 ( 7 )支撑去除简单,无需化学清洗,分离容易。
快速成型技术
b.设计的易达性
• 可以制造任意复杂形状的三维实体模型,快速成型技术不受零件几何 形状的限制,在计算机管理和控制下能够制造出常规加工技术无法实 现的复杂几何形状零件的建模,能充分体现设计细节,尺寸和形状精 度大为提高,零件不需要经一步加工。
c.快速性
• RP技术是一项快速直接地单件零件的技术。可以直接接受产品设计 (CAD)数据,快速制造出新产品的样件、模具或模型,大大缩短新 产品开发周期、降低成本、提高开发质量。
分层实体成型——LOM成ห้องสมุดไป่ตู้工艺
• LOM(Laminated Object Manufacturing)工艺或称为叠层实体 制造,其工艺原理是根据零件分层几 何信息切割箔材和纸等,将所获得的 层片粘接成三维实体。其工艺过程是: 首先铺上一层箔材,然后用CO,激 光在计算机控制下切出本层轮廓,非 零件部分全部切碎以便于去除。当本 层完成后,再铺上一层箔材,用滚子 碾压并加热,以固化黏结剂,使新铺 上的一层牢固地粘接在已成形体上, 再切割该层的轮廓,如此反复直到加 工完毕,最后去除切碎部分以得到完 整的零件。该工艺的特点是工作可靠, 模型支撑性好,成本低,效率高。缺 点是前、后处理费时费力,且不能制 造中空结构件。
选择性激光烧结成型——SLS成型工艺
SLS(Selective Laser Sintering)工艺,常 采用的材料有金属、陶瓷、ABS塑料等材 料的粉末作为成形材料。其工艺过程是: 先在工作台上铺上一层粉末,在计算机控 制下用激光束有选择地进行烧结(零件的 空心部分不烧结,仍为粉末材料),被烧 结部分便固化在一起构成零件的实心部分。 一层完成后再进行下一层,新一层与其上 一层被牢牢地烧结在一起。全部烧结完成 后,去除多余的粉末,便得到烧结成的零 件。该工艺的特点是材料适应面广,不仅 能制造塑料零件,还能制造陶瓷、金属、 蜡等材料的零件。造型精度高,原型强度 高,所以可用样件进行功能试验或装配模 拟。
新时期快速成型技术的研究及其在机械铸造中的应用

新时期快速成型技术的研究及其在机械铸造中的应用摘要:在目前的国际成型工艺中,快速成型技术已发展为一项专业的技术,成为了人们关注的焦点。
在传统的工艺中,机械铸造以其成本较低、制造灵活性较大的特点被广泛使用。
使用机械铸造可以获得形状较复杂和形状较大的铸件。
因此,结合快速成型和机械铸造能够保证产品生产的经济性和实用性。
关键词:快速成型;机械铸造;应用随着机械制造业的发展,铸造行业面临着新的快速制造问题。
例如:在进行生产单件、小批量零件的制造时要保证制造的柔性和生产成本的使用限度。
在传统的制造工艺中,由于受到技术的限制,很难满足现代化生产的要求,因此,在进行铸造的过程中必须要积极采用先进技术,保证在市场中的占有率和产品质量,提高整体的竞争力。
快速成型技术能够将原有的设计进行进一步的加工和形成实体,在不采用模具的情况下进行形状的塑造。
采用快速成型技术制造出的模型能够使用到产品设计验证和使用功能验证等方面,为产品的设计优化提供更多的参考依据。
保证产品的研制成功率,有效的缩短产品的研发周期,减少研发成本的投入。
一、快速成型技术的原理及方法快速成型技术是高科技研发的新成果,其核心技术在于采用计算机技术和材料技术进行产品生产和加工。
快速成型技术是在原有的机械加工的基础上进行的,利用CAD生成的零件几何信息,对三维数控成型系统进行控制,采用激光等零件形成方法进行零件的加工。
采用快速成型技术能够有效地缩短生产时间,降低模具的生产费用,提高产品的生产效率和质量。
快速成型技术是先进制造技术中的重要组成部分,在制造方法和制造工艺中有着重要的突破,并且在很大程度上提升了产品的质量和性能,加快了产品的生产速度,整体推动了制造工艺的发展。
快速成型的基本原理是依据三维零件是由二维平面沿着同一的坐标方向逐渐叠加而成的,因此在进行分析时,可将三维实体进行分离,在平面中进行信息的分析,综合采用粘连、熔结的方法进行材料的连接。
其采用的主要制造方式是在工件中加入新的材料,至零件成型。