基于故障树数控机床故障诊断系统
数控机床故障诊断与维修教案

数控机床故障诊断与维修完整版教案第一章:数控机床概述1.1 数控机床的定义与发展历程1.2 数控机床的组成及工作原理1.3 数控机床的分类及应用领域1.4 数控机床的优缺点分析第二章:数控机床故障诊断与维修基本原理2.1 故障诊断与维修的概念2.2 故障诊断与维修的方法2.3 故障诊断与维修的一般流程2.4 故障诊断与维修的注意事项第三章:数控机床故障诊断与维修常用工具与设备3.1 测量工具与设备3.2 维修工具与设备3.3 故障诊断与维修软件及其应用3.4 安全防护设备及措施第四章:数控机床常见故障类型与诊断方法4.1 硬件故障与软件故障4.2 机械故障与电气故障4.3 故障诊断方法:直观诊断法、参数诊断法、信号诊断法、故障树分析法4.4 故障诊断实例分析第五章:数控机床主要部件的维护与维修5.1 数控装置的维护与维修5.2 伺服系统的维护与维修5.3 刀库与刀具系统的维护与维修5.4 数控机床导轨与丝杠的维护与维修第六章:数控机床的电气控制系统6.1 数控机床电气控制系统概述6.2 CNC装置的结构与功能6.3 伺服驱动系统的工作原理与维护6.4 数控机床电气故障诊断与维修第七章:PLC编程与故障诊断7.1 PLC概述及其在数控机床中的应用7.2 PLC编程基础与实例7.3 PLC故障诊断与维修方法7.4 PLC与数控机床故障案例分析第八章:数控机床的液压与气动系统8.1 数控机床液压系统的基本原理与结构8.2 数控机床气动系统的基本原理与结构8.3 液压与气动系统的维护与维修8.4 液压与气动系统的故障诊断与案例分析第九章:数控机床的冷却与润滑系统9.1 数控机床冷却系统的作用与结构9.2 冷却系统的维护与维修9.3 数控机床润滑系统的作用与结构9.4 润滑系统的维护与维修第十章:数控机床故障诊断与维修的综合实践10.1 故障诊断与维修的实践流程10.2 常见数控机床故障案例分析与维修方法10.3 故障诊断与维修的实训项目10.4 故障诊断与维修的技能考核与评价第十一章:数控机床维修案例分析11.1 数控机床维修案例的收集与整理11.2 故障现象的描述与原因分析11.3 维修方案的设计与实施11.4 维修效果的评估与总结第十二章:数控机床维修技术发展趋势12.1 数控机床技术发展的现状与趋势12.2 数控机床维修技术的发展方向12.3 先进维修理念与技术的应用12.4 维修技术培训与人才培育第十三章:数控机床的安全操作与维护13.1 数控机床安全操作规程13.2 数控机床的日常维护与保养13.3 安全防护设备的正确使用与维护13.4 事故预防与应急处理第十四章:数控机床维修成本控制与效益分析14.1 维修成本的构成与控制策略14.2 维修成本效益分析的方法与指标14.3 维修成本控制实例分析14.4 提高维修效益的途径与措施第十五章:数控机床故障诊断与维修的实训与考核15.1 实训项目的设计与实施15.2 实训过程中的指导与评价15.3 故障诊断与维修技能的考核方法至此,整个教案“数控机床故障诊断与维修完整版教案”已完成。
基于故障树分析的液压系统故障诊断研究

s s m a l da n ssc n b c iv d s t f co y r s l . y t fu t ig o i a e a h e e a i a t r e u t e s s
Ke W o d : futte n lss h da l ytm ; futda n ss y r s a l rea ay i; y rui s s c e a l is o i
度 高 等优点 . 各行 各业 中的作 用 日显 重要 . 在 出现 在 若
故 障后不 及时 维修 . 就会造 成较 大 的经 济损 失 对 于液
压 系统 所发 生 的故 障及 时作 出准确 判 断 .查 明故 障部 位 . 出故 障原 因 和排 除方 法 . 以大 大减少 维 修 的盲 找 可
a d a e n t e fu tt e f rt u l s o t g a d d a n ss n b s d o h a l r o e o r be h o i n i g o i. n T i to s s l n n u t e p a t a n p l d t h y r u i h sr eh d i i e a d i t i v , l mp i r ci la d a p i o t e h d a l c e c
制 了系 统 的故 障 树 , 依 据 故 障 树进 行 故 障 排 查 和诊 断 。此 方 法 简 便 、 观 、 再 直 实用 , 用 于 液压 系统 故 障 诊 断 中能 够 取 得 令 人 满 意 的效 应
数控机床典型故障诊断与维修
数控机床典型故障诊断与维修一、数控机床常见故障及其原因1. 通讯故障通讯故障是数控机床中比较常见的故障之一。
通讯故障的主要原因包括通讯电缆连接不良、通讯软件设置错误、通讯卡故障等。
这些原因导致的通讯故障会导致数控机床无法正常与上位机进行通讯,从而影响数控机床的工作效率。
2. 电气故障电气故障是数控机床常见的故障之一,主要原因包括电气元件老化、电气接线错误、电气元件损坏等。
电气故障会影响数控机床的正常电气供电,导致数控机床无法正常工作。
3. 传感器故障数控机床中的传感器故障也比较常见,主要原因包括传感器损坏、传感器灵敏度调整不当、传感器连接错误等。
传感器故障会导致数控机床无法准确感知工件位置或运动状态,从而影响数控机床的加工精度。
4. 润滑系统故障润滑系统故障是数控机床常见的故障之一,主要原因包括润滑油不足、润滑系统堵塞、润滑泵故障等。
润滑系统故障会导致数控机床在运行过程中出现摩擦增大、温升过高等问题,影响数控机床的工作效率和使用寿命。
5. 机械传动系统故障二、数控机床故障诊断方法硬件故障诊断是数控机床故障诊断的重要内容之一。
硬件故障诊断主要通过检查、测量、比对数控机床的各个硬件部件来发现故障原因。
比如通过检查通讯电缆连接状态、检测传感器输出信号、测量电气元件的电压电流等方法来诊断数控机床的硬件故障。
3. 综合故障诊断综合故障诊断是数控机床故障诊断的综合性方法,主要通过对数控机床的硬件、软件以及工艺加工情况进行综合分析,找出故障的根本原因。
综合故障诊断需要运用多种故障诊断方法,结合数控机床的实际工作情况进行综合分析,以确保找出故障的准确原因。
硬件故障维修是数控机床故障维修的重要内容之一。
硬件故障维修主要通过更换损坏的硬件部件、重新连接电气接线、调整机械传动系统等方法来修复数控机床的硬件故障。
数控机床故障诊断与维修是数控机床维护管理工作的重要内容,对于保证数控机床的正常工作、提高数控机床的使用寿命具有重要意义。
数控车床常见报警类故障诊断-文档
数控车床常见报警类故障诊断一、FANUC 0i系列数控系统的功能特点与系统配置本文研究载体为数控车床,配备FANUC Series 0i Mate TC 数控系统,该系统均属于FANUC数控系统0i Mate系列。
这是一款在21i一体型基础上开发的,具有高性价比且超薄的一体型CNC系统。
主运动驱动系统采用变频器驱动调速控制,最多可以控制1个主轴电机,进给伺服驱动可连接βi S伺服电机。
伺服接口采用FANUC 串行伺服总线FSSB控制技术,机床操作面板为系统标准配置。
该系列用于车床的FANUC Series 0i Mate TC为2轴2联动;用于铣床、加工中心的FANUC Series 0i Mate MC 为3轴3联动。
二、FANUC Series 0i Mate TC数控系统控制主板特点1、从CP1输入24V直流电源3、JA40为模拟主轴驱动器(一般为变频器)连接接口,JA7A 为主轴独立检测装置编码器的反馈信号接口。
4、采用光缆FSSB总线技术通过COP10A接口与进给伺服放大器连接,完成对进给坐标轴的控制。
5、JD1A作为与I/O模块通讯的接口。
6、JA3连接手摇脉冲发生器。
三、配置FANUC 0i系列数控系统的数控车床常见报警类故障诊断分析机床故障产生以后,会以无显示报警和有显示报警两种形式给用户。
比如:由于机械传动部件的磨损引起的加工精度故障,故障现象是加工零件的精度超差,但是机床无任何显示报警形式产生。
再比如:CK6132A型FANUC系统数控车床,Z轴靠近卡盘方向移动时产生超程报警“OVER TRAVEL。
-X”。
此时Z轴不动作,但同时系统在显示屏上显示系统报警号给用户。
具体案例分析如下:1、由于机床自身故障导致的数控车床常见系统报警号故障诊断分析案例一:故障现象:配置FAUNC系统数控车床,按下系统开机启动按钮,系统进入正常界面,但是显示屏显示报警代码:“BAT”。
故障原因分析:根据理论分析,该故障是系统后备存储器电池电压过低导致。
FTA故障树分析

FTA故障树分析故障树分析(FTA)是一种系统性的、结构性的故障分析方法,通过分析系统中的可能性故障和相互之间的关系,确定导致系统故障的主要原因。
FTA是一种量化的方法,可以帮助工程师找出潜在的故障模式,预测系统的可靠性,从而采取预防措施,保证系统运行的稳定性和可靠性。
下面将对FTA的基本原理、步骤和应用进行详细介绍。
FTA的基本原理是基于逻辑关系的思想,通过建立一个树状结构图来描述系统中可能出现的故障和各种原因之间的逻辑关系。
故障树的根节点是系统的故障,树的其他节点是导致系统故障的基本事件或子系统故障。
每个节点之间通过逻辑门(如与门、或门、非门等)连接起来,表示它们之间的逻辑关系。
通过逻辑运算,可以计算出导致系统故障的可能性。
FTA的步骤主要包括:1.确定系统边界:首先要确定系统的边界,明确需要进行故障分析的系统范围。
2.确定系统故障:确定系统中可能出现的故障,这些故障可以是设备故障、人为错误、设计缺陷等。
3.确定基本事件:针对每种故障,确定导致这种故障的基本事件,也就是这种故障发生的最小单位。
4.建立故障树:根据基本事件之间的逻辑关系,建立故障树,将所有的基本事件和故障之间通过逻辑门相连接。
5.分析故障树:通过对故障树的逻辑运算和评估,计算出导致系统故障的可能性。
6.识别潜在故障模式:通过对故障树的分析,找出导致系统故障的主要原因,识别潜在的故障模式。
7.制定预防措施:根据故障树的分析结果,制定相应的预防措施,避免系统故障的发生。
FTA的应用范围非常广泛,可以应用于各种行业和领域的系统分析和故障预测中。
以下是FTA的一些应用场景:1.工业生产:在工业生产中,FTA可以用于分析生产系统中可能出现的故障,预测生产设备的可靠性,帮助企业提前发现潜在的故障隐患,确保生产线的正常运行。
2.航空航天:在航空航天领域,FTA可以用于分析飞机系统的故障原因,预测飞机的可靠性,提高航空器的安全性和可靠性。
3.核电站:在核电站领域,FTA可以用于分析核电站系统中可能出现的故障,评估核电站的安全性和可靠性,确保核电站的运行安全。
基于模糊故障树的汽车故障诊断系统研究

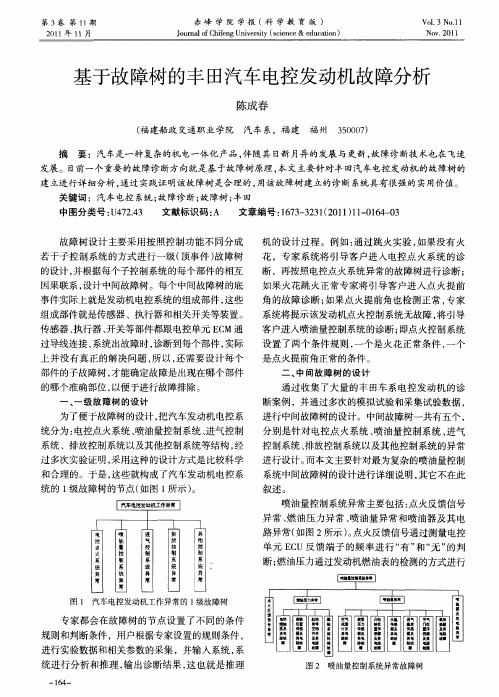
汽车已成为现代社会出行必不可少的工具之 一,然而在汽车使用过程中常常因为各种原因导致 各类机械故障和电气系统故障的发生。传统的故障 诊断技术依靠维修工人的工作经验和技术,通过观 察、嗅味道和利用简单的仪器检查等方法判断汽车 的故障[1],而工人经验不足时常常导致故障诊断错 误,不能快速定位故障部位,耽误维修时间,降低了 市场竞争力,因此用科学的方法进行故障诊断显得 极其重要[2]。
汽车结构涉及机械、电子、控制多个领域,导致 汽车发生故障的原因繁多而且不易确定,模糊故障 树分析法是故障诊断的一种工具,可有效提高汽车 故障诊断的准确率,因此建立基于迷糊故障树的汽 车故障诊断系统具有重要意义。
1 汽车故障类型与原因
汽车故障诊断一般是维修工作人员依靠丰富的
收稿日期: 2018-08-15 基金项目:“湖南省教育科学‘十三五’规划 2017 年度课题( 课题编号: XJK17BZY025) 阶段性研究成果。 作者简介: 朱先明( 1979-) ,男,汉,湖南株洲人,本科,讲师,研究方向: 汽车运用与维修。
第7期
朱先明. 基于模糊故障树的汽车故障诊逐一检查与分析,在排查时若 能将可能导致汽车故障的原因进行分类总结将大大 提高排查的工作效率。汽车发动机、底盘以及电气 系统是导致汽车故障最主要的原因,下面从以下三 个方面进行分析。 1. 1 汽车发动车故障类型与原因分析
Zhu Xianming ( Hunan Automotive Engineering Vocational College,Zhuzhou Hunan 412001,China)
Abstract: The types of automotive faults and the causes of faults was classified and summarized to establish a knowledge base for fault diagnosis. The method to establish fuzzy fault trees and the common symbols in it were studied and the mechanical faults was taken as an example to illustrate the establishment process of the fuzzy faults. The use of logical symbols made the hierarchical relationship between fuzzy fault trees clear. The fault diagnosis system based on fuzzy fault tree was designed to improve the accuracy of fault diagnosis and guarantee conditions for the worker to quickly locate the fault, which has improved the life of the car. Keywords: automotive fault; fuzzy fault tree; logic symbol; diagnosis system
基于故障树的丰田汽车电控发动机故障分析
电磁感应式 曲轴和凸轮轴位置传感器 的故障 主要包括有 :传感器故障、电路故障和 E U损坏 C ( 如图 3 所示 )传感器故障主要通过电阻检测方式 。 进行数据 比对 ; 电路故障主要通过线路电阻检测 的
方式进行大小判断 ; C E U损坏 主要 通过插头检查
置 传感 器一 致 。
1 电阻式 . 变
所示 ) 。燃油泵损坏主要通过实验的方式进行泵油 量判断; 继电器及其电路故障主要通过继 电器检测 和线路 电阻检测 的方式进行判断 ;C E U损坏 主要 通过插头检查和故障码结合的方式进行 。
可变 电阻式节气门位置传感器 的故障主要包 括有 : 传感器故障 、 电路故障和 E U损坏 ( 图 7 C 如
2 尔 效应式 . 霍
霍尔效应式节气 门位置传感器的故障主要包 括有 : 传感器故 障、 电路故障和 E U损坏( C 如图 8
( ) 四 节气 门和 加 速踏 板 位 置传 感 器故 障树 设
计
图 8 霍尔效应式节气门和加速踏板位置传感器故 障树
丰田车系电控发动机有的采用常规节气 门和 电控节气 门两种方式进行控制节气 门开度 , 采用 电
A 一端 子 v 线 束 断 路 ;一端 子 V A 线 束 断 路 ;一端 子 c B T C
所示 ) 。传感器故障主要通过 电阻测量 的方式进行 数据 比对 ; 电路故障主要通过线路 电阻检测的方式 进行 大小判断 ; C E U损坏 主要通过插头检查和故 障码结合的方式进行。
图 9 电 动燃 油 泵 及 其 电路 的故 障树
囱 圈闺
A 一燃 油泵不 转 ; 一泵 油量不 足 ; 一端 子 F 线 束 断路 ; 一 B C c D
基于故障树的测控设备发射装置专家系统设计

率 放大 、 信 号滤 波等 , 主要 由上 变 频 器 、 高 功 放 等设 备
组成, 其 结 构 图如 图 1 所示 .
基 带 射 频输
早
图 3 高 功 放构 成 原 理 图
号
图 1 发射装置构成原理 图
末级放大器组采用功率合成技术以实现射频信号
上变 频 器完成 上 行 信 号 的 频 率变 换 , 主要 由变 频
文 献标 志 码 : A D0I : 1 0 . 3 9 6 9 / J . i s s n . 1 6 7 1 —6 9 0 6 . 2 0 1 3 . 0 4 . 0 0 8 中 图 分 类 号 : TG1 4 2 。 1
担负 着重 要 的测控 通信 任务 的某 型设 备是 我 国航 天测控 网的骨 干设 备 之 一 L 】 ] . 作 为核 心 部 件 的发 射装 置, 其 组成 原 理极其 复 杂 , 故 障率 高 , 故 障点 多 , 给一 线
2 建 立 故 障树
2 . 1 故 障 树 的 基 本 原 理
故 障树分 析 法 ] ( F a u l t Tr e e An a l y s i s ) 是 安 全
系统 工程 的主要 方 法之 一 , 由该 方法 可 以得 到分 析 对
象 的故 障模 式及 其传 递 途 径 , 从 而获 得 较 高 的故 障 诊 断精 度 , 为故 障诊断 的智 能化提 供知识 和规则 , 在 故障
基 于 故 障树 的测 控 设 备 发 射 装 置 专 家 系统 设 计
许 刚 ,张 斌 ,姚 文 鹏 ,高 圆
( 1 . 西 安 卫 星 测 控 中心 ,西 安 7 1 0 0 4 3 ; 2 . 西 安 交 通 大 学 材 料 科 学 与工 程 学 院 ,西安 7 1 0 0 4 9 )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于故障树的数控机床故障诊断系统
摘要:数控机床的故障诊断不及时不准确,会给制造企业带来巨大的经济损失,因此,数控机床的故障诊断与维护一直是制造业研究的热点之一。
本文在分析数控机床特点的基础上,运用故障树分析法建立数控机床主要部位的故障树模型,依据此模型开发了一套基于故障树的故障诊断系统,该系统具有诊断速度快、诊断结果准确率高的特点,有效实现了数控机床故障的智能分析诊断。
关键词:故障树数控机床故障诊断
中图分类号:tp315 文献标识码:a 文章编号:1674-098x(2012)06(c)-0068-02
1 引言
随着工厂自动化程度的提高,数控机床已经成生产线上的关键设备,如果出现故障但维修不及时,往往会波及到整个生产过程,长时间停机将会造成巨大的经济损失[1]。
然而不管生产设备的可靠性有多高,其发生故障是不可避免的,因此提前进行诊断以及在发生故障后能及时进行维修,对于企业来说是非常有意义的。
数控机床是由主机、数控装置、驱动装置、辅助装置等多个子系统构成的复杂机电系统,其故障产生的原因往往比较复杂[2]。
由于数据机床的故障既有机械故障,又有电气故障,还有液压故障,故障种类多,故障级别也不同,因此,有必要采用故障树分析法对数控机床故障进行分析,按层级建立故障树,并以此作为专家系统的知识获取,能有效建立基于规则的故障诊断系统。
2 故障树的建立和分析
2.1 故障树分析法
故障树分析法采用逻辑方法,形象的进行故障分析,具有简单明了、思路清晰、逻辑性强等特点。
可做定性分析、定量分析。
体现了系统工程方法研究安全问题的系统性、准确性和预测性,是安全系统工程主要的分析方法。
将系统级的故障现象(顶事件)与最基本的故障原因(底事件)之间的内在关系表示成树形的网络图,逐层之间由数字逻辑关系构成。
它通常把系统的故障状态称为顶事件,通过树状结构搜索,然后找出系统故障和导致系统故障的诸多原因之间的逻辑关系。
并将这些逻辑关系用逻辑符号表示出来,由上而下逐层分解,直到不能分解为止,推导出各故障和各单元故障之间的
逻辑关系,利用这些逻辑关系最终找出对应的底层故障原因[3]。
以下是故障树的建立步骤。
1)顶事件的确定。
对于数控机床来说就是表现出来的故障现象。
2)分析顶事件,即对故障现象进行分析。
通过对数控机床的故障现象进行分析,寻找引起故障现象发生的直接的和必要的原因。
将故障现象作为输出事件,将所有直接原因作为输入事件,并根据这
些事件的逻辑关系用适当的逻辑门表示。
3)分析每一个与顶事件(故障现象)直接相联系的输入事件。
如果该事件还能进一步分解,则将其作为下一级的输出事件,如同步骤2)中对顶事件那样进行处理。
4)使用逆向思维。
已知输出事件,利用逻辑关系找出有问题的输
入事件,一棵倒置的故障树就这样形成了。
2.2 故障树的建立
数控机床是由plc电气控制、伺服、机械传动、液压静压、冷却、排屑、刀具等综合在一起的机电设备,其中包括床身机械、齿条齿轮丝杠传动、润滑静压冷却、电气控制、伺服模块、伺服电机及制动、测量系统、计算机控制及其他[4]。
把系统功能进行层次分解,通过表示数控系统中各个子模块之间关系的方法,将系统的功能用它的下级子系统的功能来表示,而其子模块的功能又用它本身的各功能模块的功能表示。
系统功能的这种层次分解,也就是系统故障分析过程中的模拟,功能分解的结果就是一棵故障树。
这个故障树共有四层:第0层顶事件,即系统故障;第1层中间事件是可能引起系统故障的各个子系统故障;第2层中间事件为可能引起子系统故障的各个功能模块故障;而第3层即底事件,是引起系统故障的最终不可分割的功能子模块故障。
图1所示为数控机床的伺服系统故障树(部分)。
3 数控机床故障诊断专家库
数控机床的专家知识库是依据数控机床的故障树建立的,专家系统是将人类专家的知识、经验输入到计算机中,使计算机能够“思考”和“推理”,从而解决问题的人工智能方法[5]。
一个专家系统由知识获取系统、知识库、推理机、解释器、输入输出系统组成。
故障树和专家系统知识库的联系在于:故障树的顶事件对用于专家系统要分析解决的任务,故障树的每个最小割集就是该系统的故
障原因,对应于专家系统要推理的最终结果,故障树由上到下的逻辑关系对用于专家系统的推理过程,故障树的树枝对应于专家系统中知识库中的规则,其树枝数对应于规则的规则数,知识库的获取来源于故障树。
专家系统用知识进行推理和判断,一般采用产生式规则模型,其基本形式为:if(条件)then(操作或结论),知识库的建立过程也就是将故障树中的知识转化为专家系统中规则的过程。
3.1 知识获取系统
知识的获取是专家系统的基础,对于故障诊断系统来说,发现故障并通过一定的手段进行解决,这就是知识,这些知识来源于操作人员、技术人员,再经过专家的提炼抽取,最终形成计算机系统能处理的知识。
知识获取是一个迭代的过程,通过多次迭代,实现知识库的建立,真正能够满足数控机床的故障诊断。
3.2 知识库设计
专家系统的工作过程是获得知识并加以应用的过程。
处理知识的首要问题就是如何表示知识的问题。
对于真正的专家来说,知识就是经验,是无形的,但是要形成计算机专业家系统,就必须用规范的语言将知识描述出来,这就需要对知识进行编码,也就是知识的符号化过程。
需要把知识编码成为一种合适的数据结构,可以在计算机系统中存储并处理。
数控机床故障诊断专家系统知识库,主要采用框架表示法,知识库中的每条知识又是采用规则来表示。
(1)规则表示法。
规则表示法将指定原因信息与某些故障相关联.对新信息或需要执行的故障过程做出断言。
规则表示的知识中,一般都引入阈值和权值。
其中阈值用来表示应该肯定还是否定的限度,权值表示同一规则中不同条件的重要程度,如果条件的置信度
大于阀值,则该条件表示一条肯定事实,否则该条件表示一条否定
事实。
而“权值”是反映其功能关键程度、故障概率和检测代价的参数,权值越大说明该条件越重要,在推理过程中更应作为优先考
虑的对象。
(2)框架表示法。
针对本文用故障树来分析数控机床故障,虽然其内容不同,但都可分成顶事件、中间事件和底事件,都有故障树节点,存在一些共同属性。
因此我们可以把这些共同属性分离出来,建成一个上层框架,再把各类事件独有的属性分别构成下层框架,并可
在下层框架间隔设立一个专用的中间层,反映上、下层之间的关系,指出其上层框架,以建立上下框架间联系,下层框架还可以继承其
上层的属性和值,既减少知识冗余和保持知识一致性,又节约了时
间和空间。
3.3 推理机设计
推理就是对数据机床故障进行识别,其过程就是将数据库中的事实与知识库中的规则进行匹配的过程。
推理机是故障诊断专家系统的核心。
该系统就是根据操作人员所感知到的故障现象,并将特征输入到系统中,利用知识库中的知识,并按照一定的推理策略逐步
求解问题。
故障诊断专家系统知识库的设计中,将故障树知识转化
成基于规则的专家系统知识。
本系统采用基于规则的推理,采用正向推理为主、反向推理相结合的混合推理模式。
其推理流程为:先初始化系统,根据编号初步确定故障树中各节点事件的优先级;然后根据系统中提供的故障模式,系统从规则库中选择规则对两者进行模式匹配,匹配成功则进行故障树下一节点的故障诊断,直到进行到底事件也就是叶节点;最后给出诊断结果。
3.4 解释器设计
解释器是对推理结果的解释,通常推理结果只是简单的描述,对于用户来说,还需要将结果转换成可以理解的语言。
3.5 输入输出系统
输入输出系统是数控机床故障诊断系统与用户间交互的平台,通过这个平台,操作人员可以进行故障知识的积累,也可以进行故障的诊断操作(如图1)。
4 系统实现
本系统基于.net平台,应用wpf技术进行开发,充分利用关系数据库,实现统一的数据存储。
在关系数据方面,该系统采用sqlserver 数据库,实现知识库数据以及推理规则的存储,保证了数据的安全性和系统的稳定性。
由于该系统采用.net平台开发,使用模块化的组织方式,整个系统具有良好的交互性、可用性和可扩展性,有利于系统的维护和升级。
应用故障树技术进行数控机床的故障诊断,极大地提高的故障诊
断效率,故障诊断系统主界面如图3所示。
5 结语
本文在深入分析了数控机床典型故障后,结合当前先进的故障诊断技术,将故障树分析法和专家系统应用于数控机床的故障诊断。
用层次分析法构建了数控机床的故障诊断模型,建立了专家系统的知识库和推理机,应用wpf技术完成了数据机床故障诊断专家系统的开发。
此系统方便用户对故障进行快速的诊断判别和维修。
参考文献
[1] 姜秀华.制造系统数控机床故障处理技术研究[j].制造业自动化,2011,33(12):30-32.
[2] 叶伯生,黄增双,李斌.故障树分析法在数控机床故障诊断系统中的应用[j].机械设计与制造,2006,(8):135-138.
[3] 孙永盛,朱保国,韩军.基于故障树的康明斯发动机故障诊断专家系统[j].机电产品开发与创新,2011,24(5):21-23.
[4] 贾育秦,张志刚,翟大鹏.基于故障树的数控机床故障诊断系统研究[j].太原科技大学学报,2009,30(5):401-404.
[5]黎奇志,胡国平.基于故障树和模糊推理的故障诊断研究[j].微计算机信息,2011,27(8):186-188.。