国内多连杆压力机多连杆传动技术研究概况
我国数控机床产业发展现状分析

我国数控机床产业发展现状分析作者:赵俐来源:《中国科技纵横》2012年第23期摘要:本文对我国数控机床产业的发展现状、产业的发展特点进行了归纳与总结,并对产业区域分布情况和代表性企业的发展情况进行了描述和分析。
关键词:数控机床产业发展特点分析1、我国数控机床产业发展优势分析1.1 中国已成为世界机床第一大产销国近年来我国每年推出高端数控机床新品种数百个,数控机年产量平均递增高达30%左右。
五轴联动数控机床、复合机床等高档机床已经逐步实现国产化。
中小型数控机床用激光器产量居全球第一位,大型工业激光器产量居亚洲第一位。
国产数控软件已经占国内总销量的70%左右。
同时,我国还涌现出了一批数控机床产业基地。
依托这些基地,一批本土数控机床加工企业初步实现了跨越式发展。
沈阳机床、大连机床连续多年处于世界机床企业排名前列,并逐步提高。
另外,在近几年里,沈阳机床、北一机床等国内多家大型机床企业参与国际并购,对机床强国的多家机床生产企业实现收购或控股,这对提高国产数控机床技术水平,提升中国数控机床企业的国际影响力产生了积极的影响。
1.2 数控技术实现重大突破中国数控技术近20多年来经历了引进、消化吸收、自主开发和产业化等阶段,产品技术水平有了较大提升,尤其是数控系统,近年来取得了重大突破,涌现出华中数控、大连光洋、广州数控等企业,形成了一系列高端产品,填补了国内的空白,使国产数控机床的技术水平实现了飞跃式发展。
例如华中数控以通用工业微机为硬件平台、以DOS、Windows为开放式软件平台的技术路线,从而避开了制约中国数控系统发展硬件制造可靠性的瓶颈,技术上取得重大突破。
现在该公司具有自主知识产权的中高端数控系统采用基于PC 的新一代开放式体系结构,具有6 轴联动、全闭环控制、高速高精度加工和网络通讯等功能,并已成功配置在桂林机床股份公司的5 轴联动数控龙门铣床上,这一重大技术突破迫使国外放松了对中国5 轴联动数控系统的限制。
机械专业实习报告2000字(精选3篇)
机械专业实习报告2000字(精选3篇)机械专业2000字篇11、本次生产实习是大四专业课学习的一个要组成部分,其目的在于通过实习使我们获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的要渠道,培养我们吃苦耐劳的精神,也是我们接触社会、了解产业状况、了解国情的一个要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理的基本方法和技能;体验企业工作的内容和方法。
这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。
本次实习我们主要去三家企业,中国汽集团、机床集团和精工机械厂,在公司中采取了听讲座、到车间观摩学习等各种各样的形式学习机械制造,对机械制造有一个整体的认识。
2、实习单位简介中国汽集团简介:中国汽集团前身是原汽车制造总厂。
原汽车制造总厂始建于1935年,主要生产汽车零部件。
该厂于1956年开始自主研发设计制造汽车,步入汽车制造企业。
1960年4月试制出了中国第一辆型汽车-黄河牌jn150型8吨型汽车,结束了中国不能生产型汽车的历史。
总部坐落于山东省xx市,是国内主要的型载汽车生产基地,也是我国型汽车工业的摇篮,以开发和制造中国第一辆型汽车(黄河jn150)、成功引进斯太尔型汽车生产项目和与沃尔沃合资生产项目、自主研发howo产品是目前中国型汽车产销量最大的企业而闻名。
中国汽集团前身是原汽车制造总厂。
原汽车制造总厂始建于1935年,主要生产汽车零部件。
该厂于1956年开始自主研发设计制造汽车,步入汽车制造企业。
1960年4月试制出了中国第一辆型汽车-黄河牌jn150型8吨型汽车,结束了中国不能生产型汽车的历史。
技术创新和专利技术成果不断涌现。
中国汽集团在产品开发创新上下功夫,提高产品的科技含量、创新水平和竞争能力,充分利用自身技术优势,广泛吸纳世界卡先进技术,坚持自主设计、自主开发,努力创新,全力打造自己的产品优势,20xx年开发出飞龙系列,20xx 年成功开发出了斯太尔王系列、20xx年成功开发出黄河王子系列、20xx年成功开发出howo-7系列、黄河少帅和斯太尔ш等系列整车产品,20xx年成功开发出howo-8系列、斯太尔豪骏系列、金王子系列、黄河将军系列,在整车开发的同时开发了具有世界水平的单级驱动桥、缓速器及卡盘式制动器等要总成,并在特种车、专用车、客车等方面不断实现新的突破,现拥有各类车型1200多个,成为国内驱动形式最全和吨位品种最多的型汽车生产企业。
冲压行业的自动化现状与趋势(论文)+王晓佳

冲压行业的自动化现状与趋势作者:王晓佳(华南理工大学机械与汽车工程学院机械类创新班,广东省广州市510006)摘要:冲压行业自动化使得产品质量更高,产量更多,工作环境更优等,这一系列的好处促进了人们对冲压行业自动化的研究.冲压行业的自动化现状与发展的趋势也倍受关注.关键词:冲压自动化机床生产线现状趋势中图分类号:1前言随着现代科学技术和计算机技术的高速发展,冲压行业领域也迅速发展.自上个世纪90年代以来,冲压自动化设备与技术不断发展更新,给冲压行业的发展注如新的活力,极大地促进了工业发展.2冲压装备自动化系统2.1概念冲压装备自动化主要是指材料供给、废料的排出、模具更换、冲床的调整与运转、冲压过程异常状况的监视等作业过程自动化,将这些技术应用到冲压生产流水线的相应环节从而实现冲压生产过程的自动化.2.2装备系统2.2.1拆剁装置拆垛装置位于冲压生产线的最前面,由拆垛机、清洗涂油机(可选模块)、片料定位装置等三大模块构成,因此,可把连续拆垛工艺要求展开处理,并且有可靠性高、生产效率高等突出优点.其中,拆垛机由堆垛交换车与磁力分层机构、拆垛机器人、双料检测单元构成;清洗涂油机由清洗模块与涂油模块(可涂拉延油或复合拉延脂)构成;片料定位装置由滚动传送料道、片料定位工作台和片料二次检测单元构成.拆垛机将垛料正确地分离成每一张片料,并连续拆垛,经双料检测后,由清洗涂油机清洗涂油后或直接传送至片料定位工作台定位,实现连续拆垛工艺流程.2.2.2上下料机器人上下料机器人水平轴运动驱动复合平行连杆式椭圆形机构,垂直轴运动驱动直线提升机构,水平轴、垂直轴运动由伺服电机通过同步齿型带和滚珠丝杠驱动拖板来完成,可实现由直线、圆弧构成的运动轨迹,以适应结构复杂的模具.采用复合平行连杆结构,这样既可保持未端姿态,又可增大刚度.在垂直轴运动驱动上配有气动平衡系统,以提高垂直轴运动的平稳性.覆盖件端持器具有很好的调整性及快换接口.图1 薄片工件的上料机构1、3—气缸2—滑座4—挡板5—料道6—上料杆 7—上料杆支座8—弹簧夹头(3)上料杆支座7右移,取出工件之后,气缸3立即动作将挡板4 关闭;(4)气缺缸1带动滑座2 后退复位;(5)上料杆支座7再次左移,将工件插入弹簧夹头8;(6)上料杆支座7右移回到初始位置.2.2.3传送装置传送装置又分为穿梭传送装置和翻转传送装置.穿梭传送装置物流方向的高速穿梭传送位移、低速侧向位移、低速斜角位移都由交流伺服驱动,因而,可把汽车覆盖件传送至任意一位置和角度,以满足其冲压工艺要求.其中,侧向位移运动分配在穿梭传送位移运动的下层,且倾斜角位移运动由交流伺服驱动蜗轮蜗杆机构实现,即可发挥蜗轮蜗杆机构反向自锁的特性,阻止抓取覆盖件的力逆向传动,又可实现大减速比传动,大大地减小高速穿梭传送的质量,降低电机功率,是本穿梭传送装置的突出优点.覆盖件端托架具有很好的调整性及快速接口.翻转传送装置是由两套穿梭传送装置的倾斜角位移驱动蜗轮轴水平旋转至与物流方向垂直后,配置气动央具构成的.两套梭传送装置的高速穿梭传送位移、低速侧向位移、低速倾斜角移都对应由交流伺服驱动同步模块控制,因此,翻转传送的穿梭位移,翻转角度、侧向位移及两套穿梭传送装置的气动夹具间距调整都可编程与示教,翻转空间大,可把覆盖件翻转传送至任意一位置和角度,以满足其冲压工艺要求,这是本翻转转送装置的突出优点.气动夹具具有很好的调整性及快换接口.2.3监控系统2.3.1控制系统结构以上述成套设备构成的自动化生产单元,控制系统结构框图如图2所示.冲压生产环境恶劣,振动、干扰情况严重,因此采用012作为系统控制器,完成系统的逻辑控制、单台设备的动作顺序控制、不同设备间的协调控制等.为与压力机高速生产节拍配合,机器人需要以较高的工作节拍工作,频繁加速、减速、启动、制动,由于交流伺服电机惯量小,加减速性能好,过载能力高,所以机器人的水平运动采用交流伺服电机驱动,垂直运动行程较短,采用气缸驱动;自动提升分层装置的提升机构由步进电机驱动;二次定位对中工作台、工件翻转装置的所有动作均采用气动驱动.图2 控制系统结构框图2.3.2监控系统实现的功能- 冲压线自动化的一般功能Ø 1包括拆垛小车的运行管理、线尾皮带机运行管理.由于线尾皮带机采用了变频调速,因此皮带机的速度按工艺要求进行调整.即在MP370上输入所需要的速度后,S7 PLC 就可以通过Profibus 将所设定的参数发送给变频器,变频器就可以驱动电机按最新的设定值进行运转.从而实现了针对不同尺寸的零件调整皮带机速度的功能.Ø 2信号指示灯的管理,分别管理线首操作台指示灯和单元指示灯.通过不同的指示灯的显示,可以很方便的知道生产线所处的状态,线首操作台指示灯分为6个状态,状态指示见表1:表1Ø 3生产参数管理,在生产线首的第一个显示屏上能够显示当前生产零件的批次号, 每班生产零件数量, 生产的小时节拍, 冲压线的瞬时节拍, 以及更换批次时间.位于冲压线线尾的第二个显示屏仅显示当班生产的零件数量.两个显示屏都连接在PROFIBUS 总线上,因此可以很方便的实现数据的更新,见图3压机和机器人之间的信号的交换和处理.图3 冲压线线尾的第二个显示屏部件 标签名称 状态/动作功能闪烁冲压线初始条件Ok(单元1到6已经OK ,等待 DCY) 保持亮冲压线自动运行(DCY)闪烁正在请求清空 保持亮冲压线已经清空闪烁冲压线安全门打开或没有重新锁定 保持亮导致生产线停止的故障 闪烁请求批次更换 保持亮 正在更换批次中 保持亮 冲压线处于质检停止中 保持亮 地下室废料线已停止运行-冲压线自动化的新增功能(较先进)Ø 1工艺参数的存储和自动换模功能所有生产零件的工艺参数均存放在MP370的配方当中,维修人员可以将配方保存在电脑中,另外也可以将配方组直接存储在CF卡上.这样当更换一个新的MP370后就可以直接将配方数据导入而不需要再次输入工艺参数了.当需要全线自动换模时,通过MP370页面上功能,在MP370内的零件表中选择需要生产的零件号,发送全线换模命令,生产线即开始自动换模.机器人的参数、压机的工艺参数全部自动调整和更换.图4是在HMI上的换模页面图4是在HMI上的换模页面Ø 2整线的管理功能包括单元的请求进入、循环结束停止、质量检查停止和冲压线排空等各种情况的处理Ø 3冲压连线的故障和报警的管理功能在冲压车间L6线(图5)项目中使用SIEMENS的PDAIG软件,提高了STEP 7标准软件采用LAD/STL/FBD语言在处理诊断功能方面的能力,这个诊断处理功能能够监视生产过程,察觉使用过程中的出现故障并提供相应的故障的ID和相关联的值发送到相连接的HMI操作面板上,通过在HMI上的诊断页面,就可以查看相应的发生故障的程序段和了解故障发生的原因.图5 冲压车间L6线-冲压线自动化的特殊功能以冲压车间L6线为例,在项目中使用了网络诊断功能,它是采用了SIEMENS公司诊断型中继器(Diagnostics Repeater)来实现的.诊断型中继器除拥有普通中继器的网段扩展功能外,还具有PROFIBUS网络监控功能,当PROFIBUS网络物理介质出错时,它可快速定位故障发生的地点及故障性质,包括:PROFIBUS中A线或B线断路/与屏蔽层间的短路、终端电阻缺失或无效的级联深度、网段节点过多或距离超出通信范围等.在STEP 7程序中调用FB125及其背景数据块DB125可以诊断系统中站点和模块的错误,FB125/DB125须由OB1/OB82/OB86进行调用.FB125在OB1/OB82/OB86中调用程序如下:CALL "DETAIL_DP_DIAG" , "DETAIL_DIAG_DB" // 调用FB125/DB125DP_MASTERSYSTEM := // DP主站的个数EXTERNAL_DP_INTERFACE:= // CPU集成的DP接口MANUAL_MODE := // 手动/自动模式选择SINGLE_STEP_SLAVE := // 转到下一个出错的DP从站SINGLE_STEP_ERROR := // 转到正在显示的DP从站的下一个错误RESET := // 系统初始化SINGLE_DIAG := // 读DP从站的诊断SINGLE_DIAG_ADR := // 设置单独诊断的从站地址ALL_DP_SLAVES_OK := // 系统中从站运行正常否SUM_SLAVES_DIAG := // 出错的从站的数目SLAVE_ADR := // 出错的从站的地址SLAVE_STATE := // 从站状态SLAVE_IDENT_NO := // 与SLAVE_ADR想关联ERROR_NO := // 与SLAVE_ADR对应的错误故障信息ERROR_TYPE := // 故障类别MODULE_NO := // 与SLAVE_ADR相对应的模块编号MODULE_STATE := // 与SLAVE_ADR相对应的模块状态CHANNEL_NO := // 与SLAVE_ADR相对应的模块的通道编号CHANNEL_TYPE := // 与SLAVE_ADR相对应的通道类型CHANNEL_ERROR_CODE := // 与SLAVE_ADR相对应的通道的错误信息码CHANNEL_ERROR_INFO_1 := , ; // 与SLAVE_ADR相对应的通道的错误类型1CHANNEL_ERROR_INFO_2 := // 与SLAVE_ADR相对应的通道的错误类型2DIAG_COUNTER := // 显示的DP从站的总数DIAG_OVERFLOW := // 诊断DP从站的总数大于32个,需执行RESETBUSY := // FB125正在诊断DP系统网络错误在MP370上的显示是标准页面,这些页面可从PROTOOL标准库中进行拷贝应用.站点状态显示页面见图6图6 站点状态显示页面2.4安全保护系统另外为保证生产的安全,防止因硬件故障或软件失误而造成机器人、压力机之间碰撞、干涉等事故的发生,控制系统中分别设计了一套硬件安全保护系统和一套软件安全保护系统.安全保护系统在系统程序运行时,监视由控制系统设立在压力机模具下方的干涉区域,按照运动规划及控制逻辑,系统正常运行时,在任一时刻,只有压力机滑块、上料机器人或下料机器人三者之一可以在干涉区域范围内,如果三者中任二者进入干涉区域,则会出现干涉或碰撞,此时安全系统发出安全监控报警信号,系统紧急停止3 冲压装备自动化的现状与发展趋势下面从压力机、自动送料系统和机器人搬运系统三个模块阐述冲压装备自动化的现状与发展趋势.3.1压力机现状与发展趋势3.1.1传统大型冲压生产线传统机械压力机在合模时冲击速度过高、公称力不能及时达到而不能冲压深拉延件的缺陷,90年代后期我国新建大型冲压生产线的拉深压力机开始采用多连杆技术,其主要优点是:(1)滑块拉延过程中速度慢且均匀,空行程运行速度快,生产效率高;(2)拉延深度大,最大深度可达320mm,而传统压力机只有70mm左右;(3)用较小的偏心距实现较大的滑块行程,更便于上下料操作;(4)拉延过程冲击力小,有利于提高模具使用寿命和零件成形质量.3.1.2单机联线自动化冲压线全线长度60m左右,具有冲压质量稳定可靠、生产安全性高和柔性好的特点.由于上下工位压力机的间距大,工件传输效率较低,生产节拍一般为6~9min-1,占用资金较少,在我国,经过过近年来的新建和传统冲压线联线自动化改造,大约10%的现存冲压生产线属于这种类型[3].近十年来,国外著名压力机供应商在全自动关键技术上又取得很大进展并得到成熟应用,例如全自动换模系统、拉伸垫数字控制技术和功能完善的触摸屏监控技术等,使单机联线生产效率逐年提升.全自动换模系统只需要操作人员在触摸屏上设置好模具号,模具更换的全过程由压力机自动完成,整个过程最多需要5min.全自动换模系统的主要功能包括:(1)平衡器与气垫压力自动调整功能;(2)装模高度、气垫行程自动调整功能,定位调整精度达0.1mm;(3)模具自动夹紧、放松功能;(4)高速移动工作台自动开进开出功能.目前,国内的济南二机床集团在上述关键技术上也有所突破,代表了国内压力机的技术领先地位[4].3.1.3大型多工位压力机大型多工位压力机是目前世界上最先进、最高效的板材冲压设备,它代表了目前车身覆盖件冲压成形的最高水平和发展方向.大型多工位压力机一般由拆垛机、大型压力机、自动送料系统和码垛系统等组成.其生产节拍可达16~25min-1,具有生产效率高,制件质量高的特点,特别适合汽车大批量冲压生产.国外多在我国,由于大型多工位压力机结构复杂,造价昂贵,占用资金非常大,并且柔性不及单机联线自动化线,目前能够用于大型覆盖件冲压的多工位压力机还是空白.3.1.4其他压力机目前国外还有一些压力机正处在研究和应用的前沿领域,比如伺服压力机和高速压力机等.以日本小松为代表的厂商已经制作出市场化的伺服压力机产品,其与常规压力机相比的优势为:(1)滑块行程按需调整,完全消除无效行程,生产效率超高;(2)运行过程实时调整滑块状态,精确到微米级,抑止产品毛刺出现,精度超高;(3)运行噪声大幅降低,过程振动也大幅减少,模具寿命提高,噪声超低;(4)可以设定滑块速度曲线和下死点停留等工艺需要的特殊工作模式,柔性超高;(5)无离合器,驱动部件较少,润滑油与电力损耗少,节能效果超强.高速压力机主要满足精密小型电子零件的冲压需求.日本电产京利、山田、爱西施等厂商的产品已经在生产中得到广泛应用,冲压节拍一般在800~1500min-1,目前冲压节拍为4000min-1的超高速压力机已经被开发出来.3.2 自动送料系统现状与发展趋势随着工业发展对冲压生产效率、精度、安全等方面提出的更高需求,冲压手工送料已逐步被自动化送料系统所取代,这也是实现多工位冲压的根本要求.3.2.1机械手自动化送料系统对于单机联线自动化冲压线,采用机械手送料系统是实现联线自动化的一种可行方案.其主要由数控上料手、取料机械手和穿梭小车组成,相邻两台压力机间的输送单元主要包括以下机构:(1)一个取料机械手配备对应工件的真空吸盘式端拾器,将工件从上位压力机中取出并放置在穿梭小车上;(2)一个穿梭小车沿着压力机间的固定轨道,将工件输送到下位压力机的上料手位置;(3)一个上料机械手配备对应工件的真空吸盘式端拾器,将工件从穿梭小车取出并放置到下位压力机中.上述自动化送料系统结构复杂,维修工作量大.德国米勒万家顿公司在最新一代用于摆杆式多工位压力机上的摆动横杆式输送机(Swingarm-Transfer)的基础上开发出快速横杆式输送系统(SpeedBAR).如图7所示,这种输送系统结构简单,输送效率高,可以实现模具和端拾器在单机联线自动化冲压线与多工位压力机之间的互换.国内已有主机厂采用这一自动送料系统,为国内冲压生产技术与欧美汽车工业接轨奠定了基础.图7 米勒万家顿SpeedBAR送料系统3.2.2多工位压力机自动送料系统多工位送料系统是一个类似移动臂的装置,主要作用是把冲压件从一个工位移到另一个工位.多工位送料移动杆沿着模区移动,它们是主要结构件,移动冲压件的端拾器就安装在这些结构件上.在汽车冲压车间,根据送料的传动方式,多工位送料系统主要有:机械送料、电子送料和组合式送料[9,10].根据工件的输送方式不同,多工位压力机送料系统又可分为:三座标式和真空吸盘式.近年来,随着多工位压力机“同时出多件”的工艺需求,真空吸盘式自动送料系统得到更多应用[11].例如:日本小松公司的新型多工位压力机较多采用真空吸盘式送料系统;德国舒乐公司广泛采用的横杆式“CrossBAR”也属于这种方式(如图8所示).图2 舒乐多工位压力机CrossBAR送料系统3.3机器人搬运系统现状与发展趋势由于单机联线自动化在侧围等大型覆盖件冲压生产中的独特优势,其与多工位压力机共存发展的局面将长期存在.其中,六轴机器人技术日趋完善,成本越来越低,使用也越来越普及,其高度柔性越来越显示出其优越性.更多冲压线开始配备机器人自动化搬运系统.在机器人自动化系统中,作为自动化输送系统的主要部分,机器人主要完成板料拆垛、各压机间的自动上下料、板件传送翻转等工作,以取代繁重、危险的人工操作.机器人通过控制系统保持与压机的随动和连锁,完成机器人的运动控制、气动与真空系统监控及安全防护等.机器人的末端安装有端拾器,用于执行抓取板件的功能.由于板件为薄壁件,适合采用真空吸附的工作原理抓取,真空吸盘布置在高强度合金或碳纤维材料制成的端拾器支架上,吸盘数量及其布置方式依据具体的板件而定.气路控制系统带有真空度检测传感器,通过检测吸盘内真空度判断板件是否吸附到位、搬运过程中板件是否掉落等.端拾器的结构与板件外形有关,因此不同的板件与不同的工位均需要配置不同的端拾器.近年来,为了克服六轴机器人搬运过程中板件的抖动以及进一步提高生产效率,机器人搬运系统开发出了旋转七轴和端拾器自动更换技术[12].旋转七轴技术是在机器人第六周轴上加装一个伺服控制旋转臂,实现工件在上下工位压力机间搬运过程中的平移,避免了以往工件因1800旋转而产生的抖动与脱落,便于机器人搬运过程的提速(如图8所示).图8 旋转七轴技术端拾器自动更换技术是在全自动换模过程中,机器人控制系统根据操作人员输入的模具号实现:(1)原端拾器在旋转台上的自动定置和接头自动放松;(2)旋转台1800转动,原端拾器转出工作区域,新端拾器转入工作区域;(3)机器人与新端拾器接头自动夹紧,迅速回到工作原点待命.整个过程在全自动换模过程中完成,从而大大缩短了非生产工时,提高了整线的生产效率.4总结与展望伴随着电子技术的发展,联机、联线、联网等技术得到了充分应用,冲压自动化技术得到长足发展,总结如下:工作环境更优冲压自动化系统将朝着功能更强大,安全性能更高,操作更灵活,工人的劳动强度更低,设备运行时的故障率更低,工作环境更优,劳动生产效率和自动化管理水平更高的方向发展.参考文献:1 赵瑜.董存贤.王玉山冲压生产线柔性自动化系统应用 -机器人RCBOT 2000(08)2 冲压自动化系统(机器人) -济南二机床集团有限公司3 西门子自动化产品在冲压控制系统中的应用–中国数控网4 邱继红.李伟成冲压自动化机器人成套设备 -锻压技术 2001年第2期5 段洪涛金属板材冲压装备自动化技术现状与发展趋势 -中国数控网6 弗戈在线 ABB冲压自动化系统 -中国数控网7 谢逸泉一套自动上料机构 -现代机械 2001 (2)。
多工位压力机及自动化基本知识

9
JIER多工位压力机技术特点 一、可靠性
JIER压力机系统和部件都是经过测试验证的 压机具有高刚度 ▲保证了良好的精度稳定性 ▲提高压机使用寿命 ▲可保证汽车覆盖件易成形和尺寸稳定性 ▲可保证车身覆盖件良好的焊装性 ▲可保证整车车身的精度保持性和外观质量稳定性 ▲可提高模具的使用寿命20% ▲可降低机床噪声 ▲压力机的刚度决定压力机的重量,刚度高,重量重
滑块导向系统
采用八面超长导向系统
导向性能良好
模具使用寿命长 导轨磨损后或者更换 后很容易重新调整
13
JIER多工位压力机技术特点 • 多工位压力机人字齿轮
• 主传动人字齿轮
• • • • • JIER多工位压力机横梁高速级主传动采 用人字齿轮 使用运行平稳的人字齿轮, 模具使用寿命得以延长, 零件质量也大大提高。 高质量的齿轮经久耐用。
序号
项 目
手工生产线
1
设备组成
压力机5台
2 3 4 5 6 7 8 9
压机总能力 设备总重 安装空间 主电机功率 换模时间 全线人数 实际生产次数 模具价格比
(800+500双动) +800×4=4500t 1400t 90% 500KW 20-30分钟 20-25人 4-6次/分 100%
10
冲压件综合成本
安全功能,舒勒安全控制系统(Pil) 主控制面板,附带触摸屏和硬件按钮 多功能 操作模式和急停 主动提示/引导 存储200个模数据 根据安全类别4,压力机自动操作 通过下列方法,控制立柱面板上的模具功能 2个电源和回风(1/2’’) 1x continuous air(1/2’’) 联轴节/插头出口(HAN 24)(16入口/4出口) 2个插头出口组件(外部供电) 控制电柜,带空调装置
装备领域国内外主要厂商情况梳理表

市场占有率
销量
2011年本公司完成 了近20亿欧元的销 售额
行业排名
采购价
1
K-P36数控平面磨床
德国
2
5轴数控深孔钻铣床AX TLF系 列
德国
3
键槽推拉机床 通用镗铣加工中心 PowerSpeed 5
德国
4
德国
5
K-P 平面磨床
德国
6
落地镗铣加工中心 UniForce 6
德国
7
数控立式车床VDZ420单 轴/双轴
供应台湾亚崴SP系列龙门加工
中国 中国台湾
桂林第二机床厂 台 灣 東台 精機 股份 有限公司 台湾亚崴机电(苏
60 中心SP-3016
中国台湾 州)有限公三机 床分厂) 黄河精机有限公司
61 ZH5125C立式钻削加工中心 62 黄河精机加工中心
已跻身世界机床行业前三位 。
YKD2212 数控弧齿锥齿轮铣齿
44 机 45 MKL型数控强力成型磨床
中国 中国
46 万能滚齿机 47 N-095型数控车床
中国 中国
重庆机床集团 南京机床厂 昆 山 瑞钧 机械 设备 有限公司
集团公司资产总 额为8.52亿元; 2006年实现主营 业务收入7.5亿 元。
WALDRICH COBURG 是全球大 型机床制造领域的市场领军 者之一 公司业务遍及全球60多个国家 全球机床行业中最知名的企 业之一
德国希斯庄明有 限公司 德马吉公司 德国希斯庄明有 限公司 德国纳格尔机械 集团
德国SHW施宏威公司
12 双柱立式车削镗铣中心 德国 带震动刀具的无心超精 13 磨机床 德国 14 卧式镗铣加工中心UniSpeed 7 德国 15 特大型落地式镗铣中心 德国 日本izk和泉KN-421内外 圆磨床 大昌双端面磨 DAISHO双 端面磨 日本大昌双端面 磨床 日本DAISHO双端面 磨床 进口双端面磨床 GL4P – SIII , GL4A SIII 电脑数控外圆磨床 丰田工机GL100MⅡCBN生 产型外圆磨床
冲压设备自动化技术现状与发展趋势
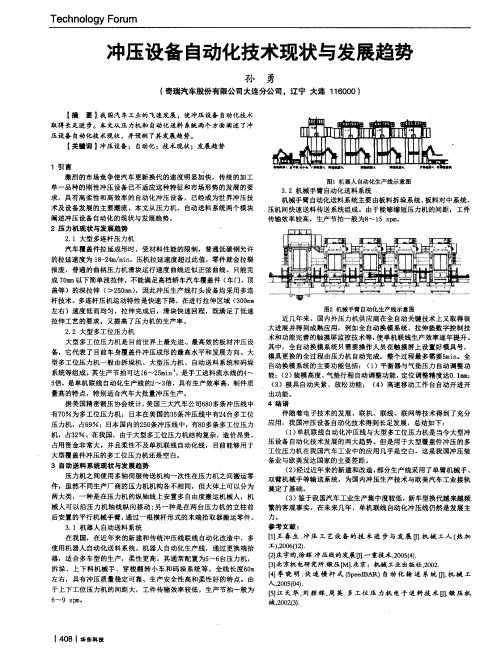
汽 车覆盖 件拉 延成形时,受材料性能的限制,普通 低碳钢 允许
的拉延速度为 1 8 - 2 4 m / m i n ,压机拉延速度超过此值 ,零件就会 拉裂 报废 ,普通 的曲柄压 力机滑块运行 速度 曲线近似 正弦曲线。只能完
成7 0 a r m以下简单浅拉伸 ,不能满足高档轿车汽车覆盖件 ( 车门、顶 盖等 )的深 拉伸 ( >2 5 0 m m ) ,因此 冲压 生产 线打头设 备均采用 多连 杆技术 。多连杆压机运动特性是快速下降 ,在进行拉伸区域 ( 3 0 0 m m 左右 )速度低 而均匀,拉 伸完成后,滑 块快速回程,既满足了低速 拉伸工 艺的要求 ,又提高 了压力机 的生产率 。 2 . 2大型多工位压力机 大型多工位压力机是 目前世界上最先进、 . 最高效的板材冲压设 备,它代表 了 目前车身覆 盖件冲压成形的最高水平和发展方向 大 型多工位压 力机 一般 由拆 垛机、大型压 力机、 自动送料系统和码垛 系统等组成 。其生产节拍可达1 6  ̄2 5 m i n, 是手工送料流水线的4 ~
求 ,具有高柔性和高 效率 的自动化冲压设备 ,已经成为世界冲压技 术及设备发展 的主要潮流 。本文从压力机 、自动送料系统两个模块 阐述冲压设备 自动化 的现状与发展趋势。 2压 力机现状与发 展趋势
2 . 1 大 型 多连 杆 压 力 机
3 . 2机械手臂 自动化送料系统 , 机械手臂 自动化送料系 统主要 由板料拆垛系统、 板料对中系统、 压机间快速送料传送系统组成 。由于能够缩短压力机的间距 ,工件 传 输 效 率 较 高 , 生 产 节 拍 一般 为 8 ~l 5 s p m 。
图2机械手臂 自动化生产示 意图
5 倍,是单机 联线 自动化生产线 的2 ~3 倍, 具有生产效率高,制件质 量高的特 点,特别适合汽车大批量冲压生产 。
性能优异的Rexroth滚珠丝杠传动系统
( )刨一端齿 ,为此我们 自行设计 了定位套 ,该套 4 为上下开合 ,装在刨齿机的尾座 中,将齿 轮中部装在定 位套并合好 ,校正如 图 1 。
动部分两根双联人字齿轮轴是关键件。该 轴要求精 度高,
而且其前后两齿部相位精度对整机精度起 着关键的作用 ,
因此如何提高前后相位精度 和降低 齿面粗糙度值 成为该
洲近年来研发的新型冷轧设备 ,通 过采用计算机控 制可
计和装配中线 性元件 的简便 处理要求 ,新 开发的 eI E LN 滚珠丝杠副 ,可以很容易使用在各种 不同的搬运和定位 应用 以及轻型机械制造业或所谓 的 “ o M ci r”行 N n ah e - ny 业 ,由此使设计人员在那些至今 为止 由于价格 的原 因只
转运动而引起的 自激频率。力士乐对被驱动螺母 采用了 高精密加工 ,也不会 由此而产生 自 频率。所 以,这种 激 方案能 够允 许高 转速 ( 以及 由此 而来 的高直 线 速度 ) , 而不会 产生 共振 现象 。与常 规 的滚珠 丝 杠传 动 系统 相 比,能够达 到常规 系统速度 的 1 倍 。F R驱 动螺母 已 0 A 经成功应用在折弯设备 、铣床等领域 。
泛应用在机床 、电子 、注塑 、木工 、印刷包装等行业 。 同时 ,力士乐公司针对 客户 要求 ,不断创新研 发新
使用 。滚珠丝杠 已成为使用 最广的传动部 件之一 。在市
场需求和技术创新的推动下 ,一些 国际知名 企业 的滚珠
丝杠产 品,正朝着定位精密化 、驱动高速 化 、产品结构 模块 化 、智 能化 方 向发 展 ,产 品规 格 向高 速 度、高 刚 度 、超小型 、 小径大导程等方向延伸。
维普资讯
性 能优 异 的 R xoh滚 珠 丝 杠 传 动 系统 ert
20110621济二压机CDC解析
目录一、概述 3二、自动线整线描述 4三、压力机规格 10四、压力机主体技术要求 18五、封闭、降噪与隔振、照明、动力接口 39六、电气自动化 43七、其他(涂装、吨位检测) 48八、采购货品范围 49九、工程进度 52十、图纸会签与压力机配置 53 十一、运输与安装 55 十二、培训 57 十三、设备验收 59 十四、提供资料及要求 78 十五、质量保证及相关标准 82 十六、售后服务 84 十七、对供应商项目管理的要求 85 十八、附图 86一、概述神龙汽车有限公司第三工厂预计于2013年投产,为满足产品投放和产能扩张要求,拟购进七轴机器人自动冲压线2条,压力机采用2000吨+1000吨×3组线模式,其中首台多连杆闭式四点机械压力机带有数控液压垫(或伺服液压垫,或伺服机械拉伸垫)。
该自动线除具有一般机器人自动线所有的功能外,还具有线头清洗、涂油功能。
整线最高生产节拍不低于11次/分(对于拉伸深度小于120mm的零件,生产节拍不低于11次/分,对于拉伸深度220mm的零件,最高生产节拍不低于9次/分)。
自动换模时间(从主控台发出换模指令到主控台显示换模结束,自动循环启动灯闪烁)不高于4分钟,能进行普通钢板、镀层钢板、合金钢板、铝板的冲压生产。
与自动线同时采购的试模压力机1台,规格和技术要求与自动线首台2000吨多连杆压力机相同。
本任务书只是对压力机的技术咨询,其所提出的功能需求是供应商必须响应的。
二、自动线整线描述2.1整线示意图(图2.1-1)合同号:11SB2009 自动线压力机(2000t+1000t ×3为了突出整线主要构成,该示意图并没有将整线的所有装备设施详细表达,它并不包括冲压线的所有设备组成(如机器人的控制器和驱动器电柜等)。
该示意图只是描述了冲压线各组成单元的基本位置关系,详细地整线布局由供应商确拆垛小车主控台端拾器小车 移动工作台拉延压力机线尾皮带机线尾踏板光幕防尘隔音罩涂油机 机器人废料盖板图2.1-1定。