STD 7121,15
阀门标准对照表

自动蒸汽疏水阀的术语
6553
自动蒸汽疏水阀的标志
6554
法兰连接自动蒸汽疏水阀的结构长度
6704
自动蒸汽疏水阀的分类
6948
自动蒸汽疏水阀制造和使用特性试验
7121
法兰和对焊接钢制球阀(第四次建议草案)
7259
主要靠手柄操作的地下用铸铁制闸阀
7841
蒸汽漏损试验
标准代号BS
标准名称
BS1212
PN16.0~32.0MPA接头
JB/T2772-92
PN16.0~32.0MPA盲板
JB/T2773-92
PN16.0~32.0MPA双头螺柱
JB/T2774-92
PN16.0~32.0MPA阶端双头螺柱及螺孔尺寸
JB/T2775-92
PN16.0~32.0MPA螺母
JB/T2776-92
PN16.0~32.0MPA透镜垫
GB12225-89
通用阀门铜合金铸件技术条件
GB12226-89
通用阀门灰铸铁件技术条件
GB12227-89
通用阀门球墨铸铁件技术条件
GB12228-89
通用阀门碳素钢锻件技术条件
GB12229-89
通用阀门碳素钢铸件技术条件
GB12230-89
通用阀门奥氏体钢铸件技术条件
GB12232-89
通用阀门法兰连接铁制闸阀
BS2591 PT.1
阀门和阀门零件术语第一部分:内螺纹连接的截止阀,止回阀和闸阀
BS2591 PT.2
阀门和阀门零件术语第二部分:安全阀和保险阀
BS2591PT.3
阀门和阀门零件术语第三部分:旋塞阀
BS2591PT.4
1 阀门的基本性能参数、阀门的型号编制规定解析
7.高温钢:适用于公称压力PN≤17.0MPa、 温度≤570℃的蒸汽及石油产品。常用牌号 有ZGCr5Mo,1Cr5Mo,ZG20CrMoV, ZG15Gr1Mo1V, 12CrMoV, WC6, WC9 等牌号。具体选用必须按照阀门压力与温度 规范的规定。 8.低温钢:适用于公称压力PN≤6.4Mpa,温 度≥-196℃乙烯,丙烯,液态天然气,液 氮等介质。常用牌号有ZG1Cr18Ni9 、 0Cr18Ni9、1Cr18Ni9Ti、ZG0Cr18Ni9。
第1章 阀门的分类
第二节 阀门的基本性能参数、 型号编制方法
一、阀门的基本性能参数
1.定义
(一)公称直径(尺寸)
阀门的公称通径是指阀门与管道连接处通道的名义 直径,用DN表示,单位为mm 。 按GB1047-2005规定,公称直径为用于管道系统元 件的字母和数字组合的尺寸标示,它由字母DN和后 跟无因次的整数数字组成。这个数字与端部连接的 孔径或外径(用mm表示)的特征尺寸直接相关。
JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T JB/T
9081-1999 《空气分离设备用低温截止阀和节流阀 技术条件》 9624-1999 《电站安全阀 技术条件》 10529-2005 《陶瓷密封阀门 技术条件》 10530-2005 《氧气用截止阀》 10606-2006 《气动流量控制阀》 10648-2006 《空调与冷冻设备用制冷剂截止阀》 10673-2006 《撑开式金属密封阀门》 10674-2006 《水力控制阀》 10675-2006 《水用套筒阀》 11048-2010 《自力式温度调节阀》 11049-2010 《自力式压力调节阀》 11057-2010 《旋转阀 技术条件》 11150-2011 《波纹管密封钢制截止阀》 11152-2011 《金属密封提升式旋塞阀》 11175-2011 《石油、天燃气工业用清管阀》
(完整版)无损检测标准一览表(20201019144146)
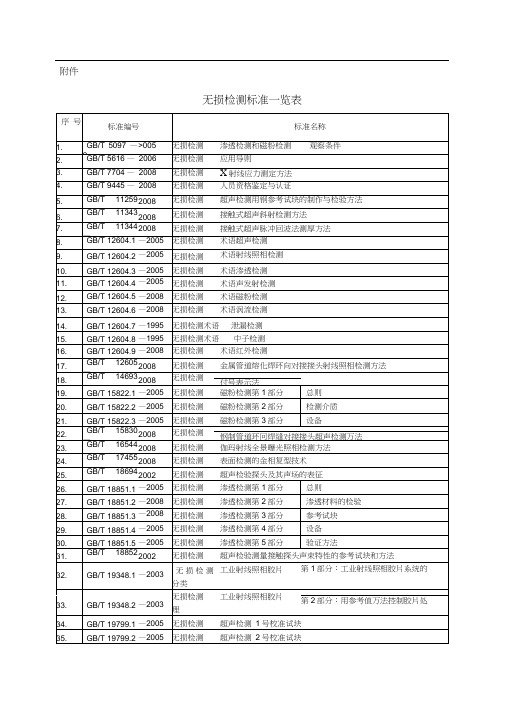
46.
GB/T 21355—2008
无损检测计算机射线照相系统的分类
47.
GB/T 21356—2008
无损检测计算机射线照相系统的长期稳定性与鉴定方法
48.
JB/T 6064—2006
无损检测渗透检测用试块
49.
JB/T 8428—2006
无损检测超声检测用试块
无损检测
超声检测用钢参考试块的制作与检验方法
6.
GB/T11343—
2008
无损检测
接触式超声斜射检测方法
7.
GB/T11344—
2008
无损检测
接触式超声脉冲回波法测厚方法
8.
GB/T 12604.1
—2005
无损检测
术语超声检测
9.
GB/T 12604.2
—2005
无损检测
术语射线照相检测
10.
工业射线照相胶片
第1部分:工业射线照相胶片系统的
无损检测
理
工业射线照相胶片
33.
GB/T 19348.2
—2003
第2部分:用参考值万法控制胶片处
34.
GB/T 19799.1
—2005
无损检测
超声检测1号校准试块
35.
GB/T 19799.2
—2005
无损检测
超声检测2号校准试块
36.
GB/T 19800—2005
无损检测常压金属储罐声发射检测及评价方法
64.
JB/T 10765—2007
无损检测常压金属储罐漏磁检测方法
41.
GB/T 19938—2005
lumirror
Corona treatment on one side Coated on both sides Coated on one side Coated on one side Super clear,coated on both sides Super clear,coated on both sides Super clear,dual coated(different resin on both sides),anti-UV Low FE surface smoothness,tranceparency Coated on one side Coated on both sides Frame Retardant VTM-0,V-0
ቤተ መጻሕፍቲ ባይዱ
Corona or primer treated (General grade)
S105 U12 T11 T85 U426 U34 New
25 75 50,75,125 25,38,50 25,50 100 188 50 188 100 25,38,75 16 38 100 25, 40, 60, 90, 140
Lumirror* for general industrial grade list
Grade Standard Type S10 T60 H10 F65 F53 F57 Low thermal shrinkage Anti-static 15 S56 X60K X53 T83 U94 X42 X43 X44 X30 X20 X21 X24 E20 E22 E28G E42 E60 E63 E60L E6OV E6SL Heat resistant & Low oligomer X10S Thickness (μm) 12 350 25 250 50 500 12,25 2.5 6.3 4.5 25 50 125 various 50100 125 16,38,50 100,125 50 50 125 25,26,38,50 38 250 38,75,125 50,100 188 38 250 188,250 100,125 50 50,75 50,75 188 194 188,225, 250 50 300 Standard film High transparency Hazy Standard for stamping foil Standard type for TTR ribbon Low thermal shrinkage type for TTR ribbon High tensile strength (MD) A variant of S10 low thermal shrinkage type Low thermal shrinkage type(Off-line) Anti-static additive blended Anti-static,Good adhension(one side) Good Adhension,Anti-static,Coated on both side Low gloss Medium gloss High gloss Black pigmented Milky white pigmented Milky white pigmented,Anti-static Milky white pigmented,Anti-static White color, high shield White color, high shield,Good adhesion(both side) White color, high shield,Good adhesion(both side) White color, high shield,Good adhesion(both side) White color and low density E60 good adhesion & anti-static(one side) White color and low density E60L + anti-UV High reflection type Class B heat resistance Features&Treatment Application Industrial material application Label,Graphic Electroical insulation Hot stamping foil TTR ribbon TTR ribbon Adhesive tape Membrane switch Membrane switch Graphic Label, Carryning tape Graphic,Printing Hot stamping foil etc. Hot stamping foil etc. Hot stamping foil etc. Adhesive tape,Drum head,Die cut electrical insulation Display,Adhesive tape Sign display etc. Electronic,Label Magnetic memory card,Label etc. Magnetic memory card, IC card Magnetic memory card, IC card Label Release Print receiver Back light film of LCD
钢管产品检测标准目录

GB/T 13295-2019
水及燃气用球墨铸铁管、管件和附件
18
高碳铬轴承钢(钢管)
GB/T 18254-2016
高碳铬轴承钢
19
石油天然气工业管线输送系统用钢管
GB/T 9711-2017
石油天然气工业管线输送系统用钢管
API Spec 5L-2012
管线钢管规范
钢管产品检测标准目录
序号
产品名称
标准
标准名称
1
不锈钢小直径无缝钢管
GB/T 3090-2000
不锈钢小直径无缝钢管
2
低压流体输送用焊接钢管
GB/T 3091-2015
低压流体输送用焊接钢管
3
低中压锅炉用无缝钢管
GB 3087-2008
低中压锅炉用无缝钢管
4
高压锅炉用无缝钢管
GB/T 5310-2017
石油天然气工业油气井套管或油管用钢管
API Spec 5CT-2011
套管和油管规范
ISO 11960:2014
石油天然气工业油气井套管或油管用钢管
注:石油天然气工业管线输送系统用钢管批次检测的依据标准为外标API Spec 5L、ISO 3183;油气井套管或油管用钢管批次检测的依据标准为外标API Spec 5CT、ISO 11960。
ISO 3183:2012
石油天然气工业管线输送系统用钢管
20
不锈钢复合管
GB/T 18704-2008
结构用不锈钢复合管
21
装饰用焊接不锈钢管
YB/T 5363-2016
装饰用焊接不锈钢管
22
直缝电焊钢管
GB/T 13793-2016
国际标准目录清单
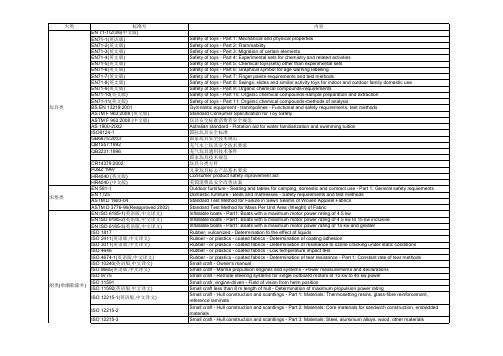
大类 游泳辅助设备 水上非玩具 水池类 材料类
ISO 12215-4 ISO 13590 ISO 15652
标准号
ISO/IEC 15052
DIN 32929(德语版,中文译文) EN 13138-1 EN 13138-2 EN 13138-3 EN1564Байду номын сангаас-1 EN15649-2 EN15649-3 PR EN15649-4 EN15649-5 EN15649-6 EN15649-7 NFP 90-303(法语版,中文译文) NFP 90-302(法语版,中文译文) NFP90-316(法语版,中文译文) NFP90-317(法语版,中文译文) NFP90-318(法语版,中文译文) ANSI APSP-4 ISO 62 ISO 6383/1 ISO 6383/2 ASTM D 1004-03 ASTM D 1790-02 ASTM D 2582-03 ASTM D 3002-02 ASTM D 3359-02 EN60335-1(2002) BS/EN60335-2-35(2002) EN60335-2-41(2003) EN60335-2-60(2003) BS/EN60529(1992) BS1363-1(1995) BS4532(1969) BS5883(1996) BS60799(1998) BS/EN/ISO6185-1(2001) BS/EN/ISO6185-1(中文)(2001) EN131(1993) EN71-1(2001) EN50088(1996)
BS EN 13219:2001 ASTM F 963:2008 (英文版) ASTM F 963:2008 (中文版) AS 1900-2002
ISO8124-1
GB6675:2003
国标(新旧)、部标对照
国标(新旧版本)、部标对照表GB/T9711-2011(PSL1钢管)GB/T9711.1-1997(A级钢管) SY/T5037-2000适用范围石油天然气工业管线输送系统用钢管石油天然气工业输送用钢管燃气、水煤气、空气、采暖、蒸气等普通流体输送管道用钢管钢种L175-L485 L175-L485 Q195、Q215、Q235尺寸管体外径(mm)方法:用卷尺用周长法逐根测量168.3<D≤610 ±0.0075D但最大为±3.2610<D≤1422 ±0.005D但最大为±4.0D>1422 依照协议方法:用卷尺用周长法逐根测量D<508 ±0.75%DD≥508 ±1.00%D方法:用卷尺用周长法逐根测量D<508 ±0.75%DD≥508 ±1.00%D管端外径(mm)168.3<D≤610 ±0.005D但最大为±1.6610<D≤1422 ±1.6管端包括钢管每个端头100mm长度范围内的钢管。
逐根测量D≤273.1 -0.40~+1.59D>323.9 -0.79~+2.38方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量逐根测量D<508 ±0.75%D或±2.5,取最小值D≥508 ±0.50%D或±4.5,取最小值方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量逐根测量偏差壁厚<508(mm)不受管径影响,不分钢级只与公称壁厚有关。
T≤5.0 允许偏差±0.55.0<T≤15.0 允许偏差±0.1T15.0≤T 允许偏差±1.5方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
欧洲标准EN1712超声
焊缝的无损检测欧洲标准EN 1712焊接接头的超声波检测验收等级(节选)EN 1712: 20021.应用范围该标准规定了铁素体钢对接焊缝全焊透结构的超声波探伤合格极限2和3;它们与EN 25817的B、C级相对应。
同时根据合同双方之间的协议也可以采用其它的合格极限。
该标准适用于母材厚度8〜100mm的铁素体钢对接焊缝全焊透结构的超声波探伤。
也可以用于其它形式的焊缝,其它的材料和壁厚大于100mm的材料。
但是前提是,探伤必须是在考虑到组件几何形状和声学特性的情况下进行的,并且调节的检测灵敏度和该标准中合格极限的比例适中。
要是没有,该欧洲标准探头的额定频率采用2〜5MHz。
如果检测频率超出设定范围时采用该标准的合格极限必须要事先级缜密的考虑。
3.显示评定3.2灵敏度调节在探伤前对于任何一个探伤方向必须要由参与检验的人员商定采用何种方法调节灵敏度。
在进行下列探伤时卜常情况下也要遵循这些调节方法。
调节灵敏度可以按照下列方法进行:方法1:孔径3mm长横孔方法2: AVG曲线方法3:壁厚8mm < tv 15mm,如果探头角度> 70°,可以采用1mm深的矩形沟槽。
如果采用长横孔或沟槽,其长度必须大于声速宽度,且应该在一20dB以外。
沟槽宽度在这里关系不大。
采用方法2的合格极限的前提是使用表1中规定的探头。
如果使用其它探头频率则必须把对合格极限的影响考虑进去;并且要进行必要的修正。
3.3基准局度必须采用下列设定基准高度方法中一种:一方法1 : 在3mm长横孔上作距离-波幅曲线(DAC )作为基准高度。
一方法2: 在表3、表4中规定了利用平底孔(KSR)的AVG曲线作为横波和纵波的基准高度。
一方法3: 以1mm深开槽(长方形)作距离-波幅曲线(DAC)作为基准高度。
—串列探伤:D KSR=6mm (适用所有壁厚)。
3.4观察极限所有达到和超过以下数值的显示必须要评定:一方法1和3:基准波高一10dB (见表33%DAC )一方法2 : 基准波高一4dB (见表A.3、A.4)一串列探伤:D KSR=6mm (所有壁厚)3.5记录极限只要没有规定其它的记录极限,就应使用下列数据:—方法1和3的记录极限合格极限2:基准波高一6dB (50%DAC)合格极限3:基准波高一2dB (80%DAC)一方法2的记录极限:合格极限2:基准波高合格极限3:基准波高+4dB一串列探伤记录极限:D KSR=6mm (适用于所有板厚)3.6显示长度测定波高超过观察极限所显示的长度,必须通过测量来确定,其方法见附录B为了得到更准确的测量结果可以把声速直径考虑进去,或使用声速直径小的探头3.合格极限4.1概述合格极限必须与prEN 1714中的检验技术(检验等级)相对应。
现行246项热处理标准汇总表(截止20170101)
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 代号 GB 15735-2012 GB/T 10066.1-2004 GB/T 10066.4-2004 GB/T 10128-2007 GB/T 10201-2008 GB/T 10561-2005 GB/T 11354-2005 GB/T 11809-2008 GB/T 12603-2005 GB/T 12607-2003 GB/T 13239-2006 GB/T 13305-2008 GB/T 13320-2007 GB/T 13321-1991 GB/T 13324-1991 GB/T 13827-1992 GB/T 13911-2008 GB/T 13912-2002 GB/T 13925-2010 GB/T 14809-2000 GB/T 14999.1-2012 GB/T 14999.2-2012 GB/T 15248-2008 GB/T 15318-2010 GB/T 15519-2002 GB/T 15749-2008 GB/T 15824-2008 GB/T 16923-2008 GB/T 16923-2008 GB/T 16924-2008 GB/T 16924-2008 GB/T 17358-2009 GB/T 17455-2008 GB/T 18177-2008 GB/T 18230.5-2000 GB/T 1839-2008 GB/T 18449.1-2009 GB/T 18449.4-2009 GB/T 18592-2001 GB/T 18681-2002 GB/T 18683-2002 GB/T 18694-2002 GB/T 18719-2002 GB/T 18851.3-2008 GB/T 18876.1_2002 GB/T 18876.3-2008 标 准 名 称 金属热处理生产过程安全、卫生要求 电热设备的试验方法 通用部分 电热设备的试验方法 间接电阻炉 金属材料 室温扭转试验方法 热处理合理用电导则 钢中非金属夹杂物含量的测定 标准评级图显微检验法 钢铁零件 渗氮层深度测定和金相组织检验 压水堆燃料棒焊缝检验方法 金相检验和X射线照相检验 金属热处理工艺分类及代号 热喷涂涂层命名方法 金属材料 低温拉伸试验方法 不锈钢中α -相面积含量金相测定法 钢质模锻件 金相组织评级图及评定方法 钢铁硬度锉刀检验方法 热处理设备术语 烧结奥氏体不锈钢结构零件技术条件 金属镀覆和化学处理标识方法 金属覆盖层 钢铁制件热浸镀锌层技术要求及试验方法 铸造高锰钢金相 高频介质加热设备输出功率的测定方法 高温合金试验方法 第1部分:纵向低倍组织及缺陷酸浸 高温合金试验方法 第2部分:横向低倍组织及缺陷酸浸 金属材料轴向等幅低循环疲劳试验方法 热处理电炉节能监测 化学转化膜_钢铁黑色氧化膜_规范和试验方法 定量金相测定方法 热作模具钢热疲劳试验方法 钢件的正火与退火 钢件的正火与退火 钢件的淬火与回火 钢件的淬火与回火 热处理生产电耗计算和测定方法 无损检测 表面检测的金相复型技术 钢件的气体渗氮 栓接结构用平垫圈 淬火并回火 钢产品镀锌层质量试验方法 金属材料努氏硬度试验 第1部分:试验方法 金属材料努氏硬度试验 第4部分:硬度值表 金属覆盖层 钢铁制品热浸镀铝 技术条件 热喷涂 低压等离子喷涂 镍-钴-铬-铝-钇-钽合金涂层 钢铁件激光表面淬火 无损检测 超声检验探头及其声场的表征 热喷涂术语分类 无损检测 渗透检测 第3部分:参考试块 图像分析测定钢和其他金属中金相组织、夹杂物含量和 级别的标准试验方法 应用自动图像分析测定钢和其它金属中金相组织、夹杂 物含量和级别行热处理标准汇总表(截止20170101)
GB-T7121986压敏胶粘带厚度测定方法涡流法中华人民共和国
中华人民共和国国家标准UDC 661.182GB 7125-86压敏胶粘带厚度测定方法涡流法Testing method,for thickness of pressure sensitive adhesive tapes(Eddy current)1 适用范围1.1 本标准适用于涡流法测定压敏胶粘带厚度。
1.2 本方法对于不平整的挠性金属基材的胶粘带不适用。
2 定义胶粘带厚度——是指胶粘剂厚度加基材(或包括背面有处理材料涂层的基材)的厚度。
3 仪器3.1 涡流式测厚仪应满足下列要求:测量精度:1 μm;测量误差:±1 μm;读数值±2%;探头直径:5°±0.05mm;单位面积受压力:40±3kPa。
4 试样4.1 试样长度约50mm,宽度不小于6mm。
4.2 试样应无缺胶,气泡、杂质、皱折等缺陷。
手或其他物体不应接触测量区域。
5 试样制备5.1 片状、双面胶粘带应轻轻揭去隔离层。
卷状胶粘带应先去除最外面的3—5层,然后均匀剥开胶粘带制备试样,停放时间应大于2 min。
5.2 对于宽度在100mm以上的胶粘带,可在长度方向以45°角截取后制备。
6 试验条件6.1 除有特殊规定外,标准试验室的温度为23±2℃;相对湿度为45%~55%。
6.2 胶粘带应在6.1条件下放置2h以上。
7 试验步骤7.1 按仪器操作规程进行测量。
8 试验结果8.1 代表同一性能的试样个数应不少于10个,试验结果用算术平均值、最大值、最小值表示。
8.2 试验结果用下列名称和单位表示:基材厚度,μm;胶粘带厚度,μm;隔离层厚度,μm;胶粘剂厚度,μm。
9 试验报告a. 胶粘带型号;b. 送样单位、送样日期,c. 试验仪器型号;d.试验室温度、湿度;e. 试验结果的平均值、最大值、最小值,f. 试验者、试验日期;g. 其他需要报告的内容。
附加说明:本标准由中华人民共和国化学工业部提出,由上海橡胶制品研究所归口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Corporate StandardSTD 7121
,
15
Dept / Issued by6857 Reine BenjaminssonIssue2Established1999-11JBPage
1(1)
FÄSTELEMENTFASTENERS
Gängrensande spårPaint-removing grooves
M-gängorTillverkningsbestämmelserM-threads
Manufacturing specifications
OrienteringOrientation
Internationell eller nationell motsvarighet till denna
standard saknas.
Denna utgåva skiljer sig från utgåva 1 genom att krav
på vinkeln hos de gängrensande spåren införts.
There is no international or national equivalent to this
standard.
This issue differs from issue 1 in that a requirement
has been introduced on the angle of the paint-
removing grooves.
Omfattning och tillämpningScope and field of application
Denna standard specificerar på artikeldokumentangivna gängrensande spår lokaliserade påskruvänden.This standard specifies paint-removing grooves
located on the screw end which are indicated in the
parts documentation.
KravRequirements
DimensionerDimensions
α
2
)
d
5 P ±1,5 P 1)
4-6 st spår. Spårdjup till medeldiametern alt. innerdiametern
4-6 grooves. Groove depth to pitch diameter or minor diameter
1) P = stigning för aktuell gänga d.2) α = 15O±5O.1) P = pitch for current thread d.
2) α = 15O±5O.
Printed copies are uncontrolled. Print date: 2013-05-28