感应热处理的应用现状
感应热处理设备的发展
10 0 多台 , 中近 十年 新 增或 更 新 的设 备就 有 5 台 , 其 O
几乎 全 部 是可 控硅 中频 设备 和 IB 超 音频 设 备 。 GT 现 在“ 一汽 ” 中 型卡 车 的感 应 热 处 理 零 件 重 量 已达 的 到2 13 g 占全 部热 处 理 零件 的5 %, 应 热 处理 9 .k , 2 感 真 正 地挺 起 了热 处 理 的半 壁 江 山。
A b t a t De eo m e t f n u to e t r ame t q i me t i a i cu i gp we u pl n t q e c i gm a h n sr c : v lp n d ci nh a e t n u p n s nCh n ,n ld n o rs p yu i, u n h n c i e oi t e i t o nde e g o io , a n o u e . ol a n r ym n t r w si t d c d r K e o ds n ci nh a e t e t p we u p y; u n h n a h n o l e eg o i r y W r :idu to e t am n ; o rs p l q e c i g m c i et o ; n r y m n t r t o
LI Yo — o g LI Xi —h U u h n , N n z i
fhn hi egi caia& Eetc q i n o, t. h g a 2 10 ) S ag a H nj g n Meh cl n l r a E u met . d, a h i 0 7 7 ci l p C L Sn
收稿 日期 :2 0 —3 1 0 60 —4
ZG15Cr2Mo1热补焊技术及中频感应热处理技术的应用

ZG15Cr2Mo1热补焊技术及中频感应热处理技术的应用摘要:某电厂一个工作温度538℃、压力3.5MPa的ZG15Cr2Mo1中压主汽门在检修过程中发现一长200mm,深89mm裂纹,阀体厚度约90mm,属于全贯穿裂纹。
通过对ZG15Cr2Mo1钢的焊接性进行分析,结合电厂检修实际条件以及中压主汽门运行条件;通过分析ZG15Cr2Mo1是一种综合性能较好的珠光体类耐热钢,该钢铸造性能相对较差,尤其容易出现热裂纹,危害性较大。
因此最终采用同材质热补焊的工艺方法;通过对热处理方式以及实施可行性进行分析,最终采用中频感应热处理进行局部加热;最终成功对某电厂中压主汽门阀体进行修复,修复完毕后金属检验合格。
目前已投入运行。
关键词:ZG15Cr2Mo1;热补焊;局部中频感应热处理;铸件ZG15Cr2Mo1 hot repair welding technology and medium frequency inductionApplication of heat treatment technologyWEI chunsheng(Hebei Datang international Zhangjiakou Thermoelectric Co.LTD,Zhangjiakou,075000,China)Abstract:A crack with length of 200 mm and depth of 89 mm wasfound in a ZG15Cr2Mo1 medium pressure main steam valve with working temperature of 538 ℃ and pressure of 3.5 MPa in a power plant. The thickness of the valve body is about 90 mm, which is a full through crack. Through the analysis of the weldability of ZG15Cr2Mo1 steel, combined with the actual maintenance conditions of power plant and the operation conditions of medium pressure main steam valve, ZG15Cr2Mo1is a kind of Pearlite Heat-resistant Steel with good comprehensiveperformance, which has relatively poor casting performance, especially prone to hot cracks and great harm. Therefore, the final use of the same material hot repair welding process; through the analysis of the heat treatment method and implementation feasibility, the final use of medium frequency induction heat treatment for local heating; the final success of a power plant medium pressure main steam valve body repair, repair after metal inspection qualified. At present, it has been put into operation.Key words:ZG15Cr2Mo1; repair welding;local intermediate frequency induction heat treatment;the casting;1 中压主汽门缺陷简述国内某300MW两缸两排汽、单抽供热凝汽式汽轮机,其汽轮机中压主汽门采用ZG15Cr2Mo1铸造,工作温度538℃,压力3.5MPa。
地质钻杆中频感应加热热处理工艺的应用分析
S E Z ogha P N ( x D ln ol Fco , x J ns 1 14 C ia H N h n —u , E G Wui rl gT o atr Wu i i gu2 4 7 , h ) i i s y a n
Ab t a t h e p p rito u e h r cp e o du f q e c n u t n h a ig i e lgc ld l n i e w t h l sr c :T a e r d c s te p n il f n i me i m— e u n y i d ci e t n g oo ia r l g p p i w oe r o n i i h
0 引言
都 需要 技术论 证 。
随 着我 国地 质勘 察 工作 量 的增 多 、 察深 度 的 勘
自 20 07年初 , 过我 厂技术 人员认 真仔细 的技 经
术 调研 和大 量 的试 验论证 , 2 0 在 0 8年底 引进 了 国内 首条地 质钻杆 专用 调 质 生产 线 , 设 热处理技术所具有的优点。分析结果表明 , 相对于采 用普通热处 理 , 用 中频感应 加热进行 热处理 的 采 地质钻杆 , 金属显微组织 晶粒细 , 综合机械性能好 , 杆性能更 均匀 , 钻 钻杆 表面 氧化很少 , 外观质量 好 , 疲劳性能 抗
高 , 产成 本 低 。 生
不 断加 深 , 对地 质 钻 杆 的性 能 要 求越 来 越 高 。在材 质、 结构 尺寸相 同 的情况 下 , 要提 高钻 杆 的综 合机械 性 能 , 须对钻 杆 整体进 行热处 理 。 必 利 用 中频 电流 的 电磁 感应加 热原 理来进 行钢管 的淬火 、 回火 以及 正火 , 由于其 环保 、 率高 、 效 能作 为
感应热处理技术专题(中)——感应热处理设备的自动化与智能化
工节 拍越 来越 快等 三 重 因素的 综 合 作用 ,使 自动化 、数 字化 与智 能化 成为 当前 国内感 应热
处理 设 备 的发 展 趋 势 。
延 伸和展 现 ,通过 结 合现 有 大 量 的 技 术 案 例 程 序 来 不 断 充 实 、丰富 数 据库 ,从 而达 到 电 源 故障 自诊 断 , 自动调 整 ,精 准控 制 ;包 括输 入部 分 ( 电压 超 限 、相序 自适 应 、冷 却水 压 力等 )、 中 间控 制部 分 ( 频 率 自适应 、功 率 闭环 控制 、加 热 时 间等 )、输 出部 分 ( 负载 骤 变 、感应 器与工件短路等 )。 数字化I GBT电 源 控 制 板 中所有 驱 动 、反馈 及控 制信 号 ( 电源 中电路 板之 间 驱动信 号
电 源 频 率 自适 应 技 术 :采 用 数 字 锁 相 环 结 合 模 糊 控 制
化 、高稳 定性 、高可 靠性 、故 障 智能 诊断 、故障远 程 诊断 、 历史 参 数可 溯 、大功 率 、双 频
等 。 虽 然 和 国 外 有 差 距 ,但 是
国内感 应热 处理 设备 近 十年 进 步非常大 。
向是 :数 字化 、智能化 、高稳定 性 、
高可靠 性 、故 障智能诊 断 、故 障远程
基 于 当前 中 国工 业企 业 结 构
一
款 以 DS P + F P GA 作 为 核 心 的
对 电 网 的污 染 治 理措 施 及 效 果 :数 字 化 技 术 ; 串接 进 线 电
调 整 和转 型升 级 、劳动 力成本 的提 高和技 术 工人 的 紧缺 、对
轮 ( 链 轮 ) 、齿轮 浸液 淬火 自
1 0~3 5 ℃ ,报警 提示 并停 机保
热处理技术装备发展趋势与市场前景

热处理技术装备发展趋势与市场前景1少无氧化加热技术与装备依然是行业发展的大趋势(1)真空热处理设备真空热处理技术具有无氧化、无脱碳和小畸变的优越性,也是当代热处理技术先进性的主要标志之一,在航空航天、兵器军工、电子特别是模具等行业的应用越来越广泛,每年的热处理炉产量约500台。
一方面,真空热处理设备市场很大;另一方面,设备供应商家也多。
市场竞争激烈促使商家进一步提高产品质量,加强服务意识。
参加本次展览的真空炉厂家共计20家,海外制造商和国内企业基本上各占一半。
易普森工业炉(上海)有限公司、德国iva(益发)工业炉有限公司、日本jh(japanhayes)corporation、ald真空工业股份公司、德国schmetz公司、德国pva公司、法国bmi、ecm公司、康萨克公司等都带来自己的最新技术和最新设备。
如jh(japanhayes)公司展示了乙炔真空渗碳技术,法国ecm公司介绍了低压真空渗碳技术,德国schmetz公司产品以高压气淬炉和双向冷却系统、深度冷却系统为特长,主要用于工模具行业;ald真空工业股份公司也是一家老牌的真空炉厂家,主要产品有单双室、模块化真空高压渗碳气淬炉等;德国pva公司的主要产品有高温真空炉和钎焊炉,法国bmi主要产品有高压气淬、油淬真空炉和低压渗碳、渗氮炉,康萨克公司现隶属应达集团公司,主要生产各种真空热处理炉,其炉温控制精度高,主要用于航空航天工业,新近在国内无锡建厂。
国内真空热处理设备技术发展很快,以质量上乘、价格优势和良好服务赢得了市场。
北京机电研究所、中国电子科技集团公司第二研究所、北京七星华创电子股份有限公司工业炉公司、北京华翔电炉技术有限责任公司、北京市华海中谊真空工业炉制造有限公司、北京易西姆工业炉科技发展有限公司、汉中汉江工具赛普机电设备有限公司、爱发科中北真空(沈阳)有限公司、沈阳恒进真空科技有限公司、沈阳佳誉真空科技有限公司等参加展览,其中北京机电研究所在设备质量和成套工艺技术服务方面表现突出,汉中汉江工具赛普机电设备有限公司在制造设备的同时,又有热处理加工服务。
感应式加热的优点和缺点
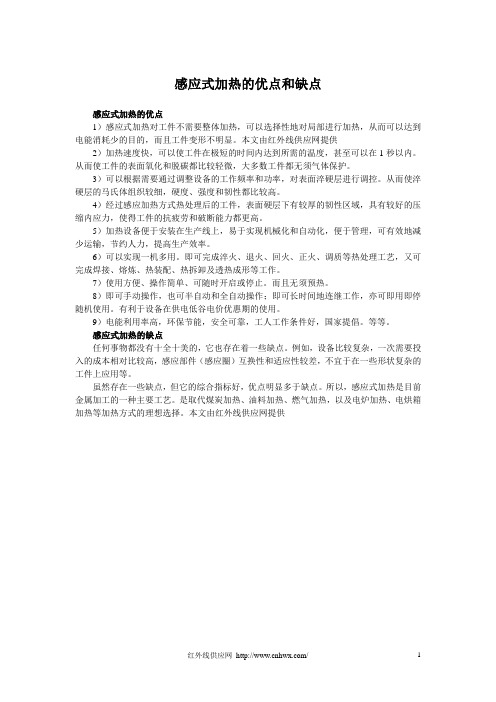
感应式加热的优点和缺点感应式加热的优点1)感应式加热对工件不需要整体加热,可以选择性地对局部进行加热,从而可以达到电能消耗少的目的,而且工件变形不明显。
本文由红外线供应网提供2)加热速度快,可以使工件在极短的时间内达到所需的温度,甚至可以在1秒以内。
从而使工件的表面氧化和脱碳都比较轻微,大多数工件都无须气体保护。
3)可以根据需要通过调整设备的工作频率和功率,对表面淬硬层进行调控。
从而使淬硬层的马氏体组织较细,硬度、强度和韧性都比较高。
4)经过感应加热方式热处理后的工件,表面硬层下有较厚的韧性区域,具有较好的压缩内应力,使得工件的抗疲劳和破断能力都更高。
5)加热设备便于安装在生产线上,易于实现机械化和自动化,便于管理,可有效地减少运输,节约人力,提高生产效率。
6)可以实现一机多用。
即可完成淬火、退火、回火、正火、调质等热处理工艺,又可完成焊接、熔炼、热装配、热拆卸及透热成形等工作。
7)使用方便、操作简单、可随时开启或停止。
而且无须预热。
8)即可手动操作,也可半自动和全自动操作;即可长时间地连继工作,亦可即用即停随机使用。
有利于设备在供电低谷电价优惠期的使用。
9)电能利用率高,环保节能,安全可靠,工人工作条件好,国家提倡。
等等。
感应式加热的缺点任何事物都没有十全十美的,它也存在着一些缺点。
例如,设备比较复杂,一次需要投入的成本相对比较高,感应部件(感应圈)互换性和适应性较差,不宜于在一些形状复杂的工件上应用等。
虽然存在一些缺点,但它的综合指标好,优点明显多于缺点。
所以,感应式加热是目前金属加工的一种主要工艺。
是取代煤炭加热、油料加热、燃气加热,以及电炉加热、电烘箱加热等加热方式的理想选择。
本文由红外线供应网提供红外线供应网/ 1。
工程机械用销轴中频感应热处理探讨
工程机械用销轴中频感应热处理探讨工程机械是现代工程建设不可或缺的设备,其涉及到各种各样的机械部件,其中销轴是一个非常重要的部件。
对于销轴的加工和热处理,一直是工程机械制造商关注的热点问题之一。
本文将讨论工程机械用销轴中频感应热处理的相关内容。
一、中频感应热处理中频感应热处理是一种高效节能和环保的热处理技术,其原理是在电磁场的作用下,通过磁通变化所产生的感应电流,在被加热的金属件中产生了热量,从而达到热处理的效果。
相较于传统的直接电加热和燃气加热等热处理方式,中频感应热处理具有以下几个优点:1、高效节能:中频感应热处理中加热器不与金属质料有接触,不需要预热、加热快速,部件加热快,而耗电量相对较低。
2、良好的均匀性:中频感应热处理金属件在磁场中旋转时,比较容易得到均匀的热处理效果。
3、有利于环保:中频感应热处理不产生有害气体。
4、操作方便:该技术具有操作简单、清洁卫生、车间占地面积小等优点。
二、工程机械用销轴的热处理技术销轴通常是由碳素结构钢、合金结构钢制成,其性能要求高强度、高韧性、高耐磨性等特性。
在使用过程中,销轴必须要保持一定的硬度和抗拉强度,以防止在工作过程中发生断裂和变形。
而销轴的质量和性能,往往需要依靠热处理工艺来保证。
中频感应热处理技术因其成本低、效果好受到了工程机械制造商的青睐,因此,越来越多的制造商选择使用中频感应热处理技术来对销轴进行热处理。
Sales Manager of ZGEO公司(以下简称ZGEO)Jun Li对此做出了解释。
ZGEO公司是一家专业从事中频感应热处理机生产的厂家。
该公司的产品得到广泛应用于各种工业领域中。
销轴热处理是中频感应热处理技术的重要应用领域之一。
在此方面,Li先生表示,中频感应热处理技术具有许多传统热处理技术所不具备的显著优点,比如易于实现自动化控制,热处理过程的温度和时间可以自动化控制,便于出厂检查核查。
三、总结随着科技的不断进步,中频感应热处理技术得到了广泛应用。
浅谈感应加热技术
浅谈感应加热技术作者:刘联春来源:《中国新技术新产品》2013年第12期摘要:随着世界经济的加快发展,能源变得越来越短缺,应用感应加热技术的重要性显得尤为突出。
本文简要的谈谈感应加热技术的实际应用,以及与感应加热技术相关的知识,希望为我国的感应加热技术的应用及发展添砖加瓦。
关键词:感应加热;技术;应用中图分类号:TG15 文献标识码:A1 概述科学技术的进步带动了电力电子技术和电力半导体器件的开发和发展,使得感应加热装置以全新的面貌出现在人们的面前,这种变化的突出的表现为:质量轻、体积小、性能优越、功能强、低碳经济、节能环保。
笔者结合自己多年的感应装置的实践经验和理论研究,简要的介绍感应加热技术的原理、应用以及发展,以促进我国的感应加热技术的发展。
2 感应加热技术的原理众所周知,创立“现代感应加热”的概念的先贤是大科学家法拉第,它产生的依据是初级线圈中电流的变化,在相近的闭合次级的线圈中根据电流的感应而提出来的。
在金属工件的加热的过程中,应该在需要加热的工件外面加上一层感应线圈,当某一频率的交流电通过金属外面的缠绕的感应线圈时,就能够自动的产生一种频率交变磁通,而在交变磁通的作用下,金属工件会产生一种感应电势,之后会产生一定的感应电流,再通过电流的对金属的生热效应,最终达到对工件进行加热的目的。
3 感应加热技术的应用3.1 穿透感应加热。
可以采用较低的频率对金属进行加热。
通常不变换频率的工频感应加热应用较广,而中频感应加热同样具有广泛的用途。
穿透加热方便实现锻造、成形加工、退火和感应熔炼。
加热装置具有尺寸小,启动迅速,干净和效率高等优点,而且加热工艺往往很适合用于自动化生产方式。
我公司近年通过技术攻关,成功地实现中频感应加热对尺寸为φ20×430mm钢管的热处理,极大地提升了产品力学性能和生产的自动化程度。
3.2 表面感应加热技术。
这种技术很容易地在不影响材料其他部分的情况只把零件的某一局部区域加热到高温,既可以节省能量又可以局部淬火。
先进的感应热处理技术在哪里(上)
温 度 ,加 热 功率 、保温 时 间 、保温 功 率和 冷 却时 间 都 可 以调节 ,操 作 比较 方便 。 本 刊记 者 还 了 解 到 ,宫 电 的 设 备 采 用I T GB 功
器,拥有一套完整的质量管理体系,可确保工件在
感应热处理的加工过程中完全达标 。其负责人朱会
文 百 忙 中挤 出时 间陪 本 刊记 者 拜访 了宫 电高 周 波设
宫 电副经理石神聪子
便 ,操 作 简单 ,启 动 快 ,通 水 通 电 后 即可 启 动 加 热 。 另外 ,还 通 过 设定 加 热时 间来 控 制工 件 加热 的
宫 电高 周 波设 备 上 海 热处 理 工 厂为 完 善 每一 个 工 件 感 应 热 处 理 要 求 , 配 备 了 全 做 精 。在 一 进车 间 的门 口有 台 加 热设 备 ,石 神聪 子 告 诉记 者 ,这 台设 备 是 用来 给
简短 的 宫电车 间参观 ,本 刊记者 最大 的感触
就是宫 电高周波 在企业做 大还是做 强的选择 上 , 他们 并 不 急 于将 企 业 规 模做 到 很 大 的规 模 ,而 是 更 加 追 求 完 美 的技 术 ,更 注 重在 细 节上 下 功 夫 ,企 业
感应加热成套设备制造商提供竞争平 台,同时 ,表 明中国的感应加热成套设备制造技术已接近或达到 国际的先进水平。十堰高周波有幸为神龙公司配套
曲轴 感 应淬 火机 床 ,这 是 十堰 高 周 波 公 司长 期追 求 ‘ 术 创新 ’的成 果 。” 技 神 龙 公 司 的 曲轴 热 处理 生 产 线采 用 步 进 式 的 自 动 化结 构 ,曲轴 感 应 淬火 工 艺 :感 应 淬火 自动 上料
曲轴 的5 主轴 轴 颈 同时 加 热 淬 火 ; 曲轴 的 感 应 淬 个
超高频感应加热电源主电路元件选择和设计方案
个人资料整理仅限学习使用摘要..................................................................... Abstract . (I)1绪论................................................. 错误!未定义书签。
1.1感应加热的发展及应用01.2 感应加热技术国内外现状及其发展趋势11.2.1 国外现状11.2.2 国内现状21.2.3 现代感应加热技术发展趋势22感应加热原理及其主要拓扑结构分析与应用 (4)2.1基本原理42.1.1 感应加热原理42.1.2 基于感应加热的效应52.2 感应加热系统组成及分析72.3 逆变电源拓扑基本结构及其特性83主电路元件的选择和设计 (11)3.1功率开关器件的选择及参数设定113.2 EMI滤波环节的设计133.3共模抑制电路的设计143.4整流器设计163.4.1电路结构163.4.2 工作原理163.5 电容桥臂的选择183.6 缓冲电路的设计193.6.1缓冲电路的设计193.6.2负载谐振电路参数的分析计算21参考文献: (22)摘要近几十年以来,随着科学技术的提高以及更先进器件的发展与应用,对感应加热逆变电源的发展产生了巨大影响,体积更小、重量更轻、电路简单、高效节能、携带方便、负载适应范围大成为感应加热装置发展的方向。
感应加热技术在国外发展比较迅猛,尤其是欧美和同本等国家,在资金和技术等方面更具有优势,所以他们在感应加热领域,对于高频和超高频产品的开发方面基本上代表了感应加热技术上的最高水平.但是对小工件的热处理,需要感应加热装置功率更加集中,输出频率更高,频率的提高对感应加热效率的提高具有显著意义。
所以,提高感应加热的功率和频率,一直是感应加热领域研究的重点与需要解决的难点。
超高频感应加热的突出特点为:利用IGBT功率器件设计的超高频逆变电源,可连续工作,可靠性高;重量轻,体积小,操作携带方便;效率高,功耗低,更加节能;可加热物体体积更小,可加热超小型器件;加热更加集中,加热均匀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
感应热处理的应用现状 李杨 20090560 材料科学与工程学院090201
前言 感应加热热处理是用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用于表面淬火,也可用于局部退火或回火,有时也用于整体淬火和回火。20世纪30年代初,美国、苏联先后开始应用感应加热方法对零件进行表面淬火。随着工业的发展,感应加热热处理技术不断改进,应用范围也不断扩大。 我国感应加热在工业上的应用,起步于20世纪50年 代,在机床制造、纺织机制造、汽车、拖拉机工业等部门应用最早,当时的感应加热技术,绝大部分来自前苏联,少部分来自捷克、比利时等国家。对外开放以来,通过出国考察、进口设备、引进技术等多种渠道,工业发达国家的现代感应加热技术逐渐进入了我国工业的各个部门,使感应加热一节能、高效、自动化、高重现性、环保的技术更有效地得到利用。本文主要叙述了感应加热热处理的基本原理、特点及应用领域。 一、 感应加热热处理的基本原理 感应热处理的基本原理是将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小, 这种现象称为集肤效应。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。 二、 感应加热热处理的特点 (1)感应热处理工艺有利于贯彻国家环保节能和实现可持续发展的方针和政策有电老虎之称的电能是机械工业行业的主要动力。据统计,热处理的用电量占到了机械工业总耗电量的25%,感应热处理用电量约占热处理设备总用电量的20%~25%。感应加热能够自动控制工艺施行的整个过程,避免了不必要的电力资源的浪费和消耗。在电力资源消耗减少的同时,感应热处理工艺的效率也得到了提高。 (2)感应热处理工艺有利于加快加热速度,提高生产效率由于热处理的整个过程都是靠感应来完成的,所以整个热处理过程能够缩短4倍以上。减少了电力资源的浪费,使得热感应热处理工艺的加热速度也得到了加快,促进了整体生产效率,最终使得企业获得高额利润。 (3)感应热处理工艺有利于实现生产自动化在感应加热设备和淬火机床设备,微处理机等设备机器的密切配合下,可以实现生产工件在下料和淬火机床的运转的全部自动化在整个生产流水线上,利用微机处理技术对淬火加热及冷却时间,加热速度,淬火机床运转速度,淬火介质的温度,变频机的电参数等进行监控,完成冷热加工连续生产的自动化。 (4)感应热处理工艺为工作人员提供了一个健康良好的劳动环境感应加热处理不像电炉、油炉那样在工作状态下释放大量的热辐射,造成工作环境的污染。而感应热处理工艺的执行只需要在常温状态下进行,而且开炉停炉等工作也很方便。所以,感应热处理工艺为一线工作人员的身体健康提供了良好的工作条件。 (5)感应热处理工艺有利于提高表面强化效果感应加热处理的速度比较快,能够提高金属材料的相变温度,加速奥氏体转变的过程。采用感应电阻进行加热和大功率的脉冲感应进行加热时,就能够得感应热处理工艺的实践与探讨。
三、 感应加热热处理技术的应用现状 (1)感应热处理在发动机领域的应用 感应热处理技术两个多世纪前已经被人们知晓,但其真正的发展是在20世纪初期,当时俄罗斯和美国科学家们确立了它的工业用途。今天,这项技术的控制不仅可以非常精确地淬硬发动机零部件以及消除零部件上的残余应力,也能够处理非常简单轻巧的轴和复杂的长达6m的曲轴。 感应热处理技术在发动机领域应用广泛,EFD公司能够处理阀体(头部和杆部)、齿轮(常规或轮廓淬火)、活塞杆、气缸、喷油器体、凸轮、凸轮轴、摇臂、平衡轴与曲轴。当然所有这些部件均需要特别的功率和适宜的频率。EFD全力研制设备频率范围和各类电源,以适应所有这些不同形状的工件。 (2)感应热处理在淬火机床中的应用
为了适应多品种的批量生产,在汽车生产应用中,我国引进的感应淬火机床种类由传统的专用设备逐步向柔性化程度较高的通用设备和专用淬火自动生产线发展。通用淬火机床方面,一汽技术中心开发的卧式数控淬火机床主驱动采用交流伺服电机拖动,移动速度稳定均匀、定位准确、重复精度高;零件旋转采用变频调速,能适应多方面工艺要求;采用能量和数控技术对不同性能要求的不同零件感应加热淬火,甚至在同一零件上实现多段变功变速,编程容易可操作性强。专用淬火机床方面,二汽和天舒机电科技有限公司经过多年努力,攻克一个个难关,采用功率脉冲分配技术、尾座自由顶尖技术、薄型淬火变压器技术、独立悬挂技术、悬挂平衡技术等分别研制成功曲轴全自动淬火机床,与电源、水冷系统组成成套淬火设备可对车用内燃机曲轴进行各轴径的圆角+轴径淬火、轴径淬火自回火,采用计算机控制,通过显示屏对设备的加热、淬火工艺参数诸如电压、电流、频率、时间、压力、流量温度等进行监控和显示,目前国内多家采用。这些机床在传动系统方面主要采用机械传动,代表现代机械传动技术的滚珠丝杠和直线导轨等先进技术被广泛采用;主驱动采用伺服数控、变频调速,移动速度稳定均匀;拖架定位准确,重复精度高;工件旋转采用变频调速取代固定转速,能适应多方面工艺要求;上下料系统采用较先进的步进链传动、托盘送进料、人工送取料。另外,在一条生产线中,大功率电源用于淬火,然后用较低功率回火,两个工序在一条生产线上自动完成,减少了重复上下工件的工序,降低了劳动强度,提高了生产效率。 (3)感应热处理在汽车工业中的应用
我国汽车工业感应热处理工艺研究与推广应用目前已经取得了可喜成绩。
解放牌汽车和东风牌汽车的感应热处理件占整个热处理件的62 %以上,两大汽车集团的工艺研究所里建立了感应热处理试验室和1000mZ的试验阵地,专门从事汽车零件感应热处理技术的研究。汽车半轴等零件采用了矩形感应器,即横向磁场,纵向电流,一次大功率对半轴表面和圆角同时进行加热淬火并自回火等先进工艺,淬硬层连续均匀,有效地利用残余压应力,大大提高了零件的抗弯、扭疲劳强度。半轴采用先进的感应热处理工艺,强度储备较大,卡车半轴的直径由50m m 减到48m m,还有减小的趋势。汽车曲轴的主、连杆轴颈的中频淬火,变过去整圈静止淬火工艺为半圈感应器、曲轴旋转淬火工艺,使淬火技术提高了一大步.ZQ153汽车曲轴引进美国To cob 公司曲轴淬火成套设备,实现了轴颈和圆角同时加热淬火,使感应热处理工艺又上了一个新台阶。高能密度热处理近年来在我国汽车工业有了深入研究和具体应用,一汽轿车齿条高频电阻接触加热淬火工艺已获得成功。我国一些汽车零部件生产厂,近年来也引进了国外先进的轿车嗓形弹簧、阀座、齿条、曲轴圆角的感应热处理设备,有较高水平。 结束语 虽然近年来我国感应淬火技术得到了迅速发展,但与工业发达国家相比,还有相当大的差距。 MOSFET高频电源是工业发达国家的首选产品,而我国在高频段仍以晶闸管交流调压、高压硅堆整流、节能型电子管振荡器式电源为主;IGBT超音频电源有部分取代晶闸管中频电源的趋势,而我国在这方面的应用还不够普及;近些年来虽然晶闸管中频电源应用较为普遍,但由于老企业改造步伐的限制,还有部分中频停留在发电机组。 必须指出,虽然我国能够生产MOSFET、 IGBT和SIT感应加热淬火用电源,但品种和规格没有国外那么多、那么细,由于关键主要电力电子器件国内还不能生产,必须进口, 所以从性能和技术水平方面和国外相比仍有相当大的差距。 总体来说,和工业发达国家相比,我国的数控及全自动淬火机床开发属起步阶段。在自动化水平上,国内设备大部分是人工上下料,自动化程度较低;能量监控虽有应用但技术还不够成熟;FUNAC、SIMENS伺服系统有所应用,但多为点位直线运动,属简易型,多轴连动类型的数控系统尚未得到应用。另外,计算机控制技术在感应加热淬火中应用远不如国外那样成熟,例如自动识别进机零件、不合格零件自动剔除;工艺参数跟踪及偏离给定值修正等。在感应器制造技术、感应器快换、导磁体材料与利用、冷却水循环系统、淬火介质研究与应用等方面也有相当大的差距。 鉴于这些差距,我国应积极行动,建立严格的引进消化政策,避免重复引进,限期淘汰耗能严重的电源,集中力量开发短缺部件,提高淬火机床配套质量等,使感应加热技术迅速赶上世界先进水平。 参考文献 [1] 沈庆通;感应热处理技术的发展[J];金属热处理;2002年01期 [2] 杨连弟,崔凯,姜波;感应加热淬火技术的发展[J];汽车工艺与材料;2003年03期 [3] 周海,曾少鹏,袁石根;感应加热淬火技术的发展及应用[J];热处理技术与装备;2008年03期 [4] 张柏松;我国汽车工业感应热处理技术的发展与现状;金属热处理;1996年01期 [5] 沈庆通;感应热处理技术发展六十年[J];金属加工(热加工);2010年07期
[6] 沈庆通;先进的感应热处理技术和设计方法;热处理;2010年 第04期
[7] 叶为德;感应热处理技术在我厂的应用;机械科学与技术;1993年 第02期 [8] 王胜军;感应热处理技术及工艺装备的开发与应用;热处理;2007年 第01期 [9] 袁亚娟,朱梅林;感应加热热处理技术在发动机铸铁件上的应用;现代铸铁;2002年 第02期