工业硫酸检测方法
工业硫酸含量的测定分析

工业硫酸含量的测定分析工业硫酸的含量测定是工业化学分析中常见的一项分析技术。
硫酸是工业生产中广泛使用的一种重要化学品,其含量的准确测定对于生产工艺的控制以及质量的保证至关重要。
本文将介绍工业硫酸含量测定的原理、方法和应用。
一、工业硫酸含量测定的原理酸碱滴定法是通过将标定的酸溶液滴定到含有硫酸的溶液中,利用反应的化学方程式得到硫酸与酸溶液之间的化学反应,进而计算出硫酸的含量。
二、工业硫酸含量测定的方法1.酸碱滴定法步骤如下:(1)将定量的硫酸溶液倒入滴定烧杯中。
(2)配制氢氧化钠或氧化钠溶液。
(3)用滴管将氢氧化钠溶液滴定到硫酸溶液中,直到溶液中的颜色出现明显的变化。
(4)记录滴定的滴数。
(5)根据酸碱滴定反应的化学方程式,计算出硫酸的含量。
2.重量法步骤如下:(1)取一定重量的硫酸样品。
(2)将样品溶解于一定体积的水中,制备一定浓度的硫酸溶液。
(3)将溶液进行物质的加热和蒸发,直至溶液中只剩下硫酸。
(4)将残留的硫酸定量称重。
(5)根据样品的质量和硫酸的质量,计算出硫酸的含量。
3.光度法该方法是利用硫酸与有机染料之间的物质反应。
在一定条件下,将硫酸样品与染料反应后,根据反应物质的吸光度测定硫酸的含量。
三、工业硫酸含量测定的应用1.质量控制:对于生产过程中的硫酸含量进行准确测定可以帮助企业监控生产工艺,确保产品的质量。
2.质量评估:对于供应商提供的硫酸样品进行含量测定,可以评估其产品质量的稳定性和可靠性。
3.质量检测:在产品出厂前,对最终产品中的硫酸含量进行测定,以确保产品满足相关的质量标准和要求。
4.工艺改进:通过对硫酸含量的测定,可以评估和改进生产工艺,提高产品的质量和性能。
综上所述,工业硫酸含量的准确测定对于生产过程的控制、质量的保证以及工艺的改进具有重要意义。
酸碱滴定法、重量法和光度法是常用于工业硫酸含量测定的方法。
这些方法不仅可以满足工业生产的需求,还可以为企业提供准确、可靠的数据支持,从而提高产品质量和市场竞争力。
工业硫酸检测方法

工业硫酸本标准适用于工业用硫酸.分子式:H2SO4相对分子质量:98.08(按1985年国际原子量)目录1技术要求2检验方法3附录B用密度测…技术要求工业硫酸应符合下列要求项目指标特种硫酸浓硫酸发国硫酸优等品一等品合格品优等品一等品合格品硫酸(H2SO4)含量,%≥92.5或98.092.5或98.092.5或98.092.5或98.0游离三氧化硫(SO3)含量,%≥20.020.020.0灰分,%≤0.020.030.030.100.030.030.10铁(Fe)含量,%≤0.0050.0100.0100.0100.0100.030砷(As)含量,%≤8*10-50.00010.0050.00010.0001铅(Pb)含量,%≤0.0010.010.01汞(Hg)含量,%≤0.0005氮氧化物(以N计)含量,%≤0.0001二氧化硫(SO2)含量,%≤0.01氯(Cl)含量,%≤0.001透明度,mm≥1605050色度,ml≤1.02.02.0检验方法1、硫酸含量的测定和发烟硫酸中游离三氧化硫含量的测定①本方法为GB11198.1-89《工业硫酸硫酸含量的测定和发烟硫酸中游离三氧化硫含量的计算滴定法》。
此标准参照采用国际标准ISO910-1977《工业硫酸和发烟硫酸——总酸度的测定和发烟硫酸中游离三氧化硫含量计算——滴定法》。
1.1方法原理以甲基红-次甲基蓝为指示剂,用氢氧化钠标准溶液中和滴定,以测得硫酸含量。
或由测得的硫酸含量换算成游离三氧化硫含量。
1.2试剂和溶液氢氧化钠(GB629)标准溶液:c(NaOH)=0.5mol/L;甲基红-次甲基蓝混合指示剂。
1.3仪器玻璃安瓿球(直径约15mm,毛细管端长约60mm)。
1.4称样和试液的制备1.4.1特种硫酸和浓硫酸用已称量的带磨口盖的小称量瓶,称取约0.7g试样(称准至0.0001g)小心移入盛有50ml水的250ml锥形瓶中,冷却至室温,备用。
工业浓硫酸测定方法 -回复
工业浓硫酸测定方法 -回复
关于工业浓硫酸测定方法的10条详细描述如下:
1. 蒸发法:将待测硫酸溶液放置在热水浴中蒸发,通过测量降盐和测得的重量差值,计算出溶液中硫酸的浓度。
3. 酸碱滴定法:使用标准的强碱溶液作为滴定剂,逐滴加入到已知体积和浓度的硫
酸溶液中,直至溶液中的H+完全中和,根据实验所用的滴定剂体积和浓度,计算出硫酸的浓度。
4. 比色法:根据浓硫酸与重铁酸钾溶液反应生成的蓝色复合物的光吸收特性,用分
光光度计测量吸光度,然后根据已知标准曲线计算硫酸的浓度。
5. 电动势法:使用特殊的电极对浓硫酸溶液进行电势测定,通过反应生成的电动势
与硫酸浓度之间的关系,计算出硫酸的浓度。
8. 电导法:根据浓硫酸溶液中游离离子的电导能力进行测定,通过测量电导率,计
算出硫酸的浓度。
9. 红外光谱法:利用浓硫酸溶液在红外光谱范围的吸收特性进行测定,通过比对标
准曲线或峰值强度,计算出硫酸的浓度。
10. 高效液相色谱法:通过将浓硫酸溶液通过柱状色谱柱进行分离,测量分离出的硫
酸峰的面积或峰高,通过标准曲线计算出硫酸的浓度。
工业硫酸浓度检测方法
1 检测适用范围本方法适用于接触法、塔式法制取的工业硫酸浓度质量检验..符合一级标准的工业硫酸;可用于火力发电厂;作再生还原阳离子交换器使用..2 硫酸浓度检测引用标准GB 534 工业硫酸GB 603 制剂及制品的制备方法GB 601 标准溶液的制备方法3 取样方法及有关安全注意事项3.1 取样方法3.1.1 从装载硫酸的槽车船中取样;须用细颈铅制圆桶或加重瓶从各取样点对同一取样点应从上、中、下部取样;采取等量的试液混合成均匀试样;每车船取样量不得少于500 mL..3.1.2 从酸坛中取样;用玻璃管φ10×300mm从总数的3%中取样..小批量时也不得少于3坛;取样总体积不得少于500mL..3.1.3 将所取试样混合均匀;装入清洁、干燥、具磨口塞的玻璃瓶内;瓶上应粘贴标签;注明如下项目:产品名称、生产厂名、槽车船字、批号、取样日期、取样人等..3.2 安全注意事项由于硫酸是一种具有很强的腐蚀性、烧伤性的强酸;为确保人身和设备的安全;操作或取样时必须遵守如下规定..3.2.1 装、卸或取样时必须穿防护服;戴防护眼镜和防护手套..工作现场应备有应急水源..3.2.2 硫酸应避免与有机物、金属粉末等接触;用槽车运输或用金属罐贮放硫酸时; 禁止在敞口容器附近抽烟;动用明火..4 硫酸含量的测定4.1 方法提要本方法适用于硫酸纯度的测定..其原理为;以甲基红-亚甲基蓝为指示剂;用氢氧化钠标准溶液进行酸碱中和滴定测定硫酸含量..4.2 试剂4.2.1 cNaOH=1.0mol/L氢氧化钠标准溶液:按GB 601—77标准溶液制备方法配制和标定..4.2.2 甲基红-亚甲基蓝指示剂:按GB 603—77制剂及制品的制备方法配制..4.3 分析步骤4.3.1 取10 mL浓硫酸;注入已知质量的称量瓶内..称其质量m;然后将浓硫酸注入装有250mL蒸馏水的500mL容量瓶里;用水洗涤称量瓶数次;冷却到室温后; 用蒸馏水稀释至刻度;此溶液为待测试液..4.4 计算及允许差4.4.1 硫酸含量x以质量百分数表示按1式计算:1式中 cNaOH——氢氧化钠标准溶液的浓度;mol/L;aNaOH——滴定待测试液所消耗氢氧化钠标准溶液的体积;mL;——12硫酸的摩尔质量; =49 g/mol;m——试样质量;g;V——滴定时所取待试液的体积;mL;500——待测试液的总体积;mL..4.4.2 允许差硫酸含量平行测定的允许绝对偏差为0.2%..5 灼烧残渣的测定5.1 方法提要灼烧残渣代表浓硫酸中所含无机离子和某些不溶物的数量;本法是将试样蒸发至干;在800±20℃下灼烧15min;然后称量残渣质量进行测定..5.2 仪器5.2.1 蒸发皿:石英皿、铂皿、瓷皿均可使用;容积为60~100 mL..5.2.2 高温炉..5.2.3 干燥器:硅胶或氯化钙干燥器..5.2.4 砂浴或电热板..5.3 分析步骤±20℃ 5.3.2 在蒸发皿中加入15~25 mL试样约25~40 g;称量其质量称准至0.1 mg..±20℃灼烧15min;放入干燥器中冷却至室温;称量其质量称准至0.1mg..5.4 计算及允许差5.4.1 灼烧残渣含量x以质量百分数表示;按2式计算:2式中m2——灼烧后蒸发皿和残渣的质量;g;m1——蒸发皿的质量;g;m——试样的质量;g..5.4.2 允许差试样平行测定的允许相对偏差如下:残渣含量;%允许相对偏差;%0.02~0.1 10<0.02 206 铁含量的测定6.1 方法提要铁离子是工业硫酸中最主要的杂质之一;对阳离子树脂再生质量影响较大..铁的测定常用邻菲罗啉法;其原理为:试样蒸干后残渣用盐酸溶解;然后用盐酸羟胺将试样中的铁Ⅲ还原为铁Ⅱ在pH为4~5的条件下;铁Ⅱ与邻菲罗啉反应生成红色络合物;可用分光光度法测定其含量..6.2 仪器分光光度计..6.3 试剂6.3.1 0.1%邻菲罗啉溶液:称取0.1g邻菲罗啉;溶于70mL蒸馏水中;加入盐酸cHCl=1mol/L溶液0.5 mL;用蒸馏水稀释至100mL..6.3.2 1%盐酸羟胺溶液..6.3.3 pH为4的乙酸-乙酸钠缓冲溶液:量取cCH3COOH=2mol/L乙酸溶液80mL 与cCH3COONa=2mol/L乙酸钠溶液20mL混合即可..6.3.4 cHCl=1mol/L盐酸溶液..6.3.5 铁贮备溶液1mL含1mgFe:称取纯铁丝或还原铁粉优级纯或高纯1g称准至0.1mg;放入400mL烧杯中;用除盐水润湿;加20~30mL盐酸溶液1+1; 在电炉上徐徐加热防止反应过于剧烈;造成溅损;待铁丝或铁粉完全溶解后;加过硫酸铵0.1~0.2g;煮沸3min;冷却至室温;移入1L容量瓶;用除盐水稀释至刻度..6.3.7 硫酸溶液1+1..6.4 分析步骤6.4.1 绘制工作曲线表1 铁工作曲线的制作c.用带线性回归的计算器对吸光度与铁含量的数据作回归处理;将铁含量作自变量;相应的吸光度值作因变量;输入计算器;得到吸光度-铁含量的线性回归方程..6.4.2 试样的测定b.吸取上述试液V2mL含铁10~100μc.根据试样吸光度值;从回归方程求出相应的铁含量W..6.5 计算及允许偏差6.5.1 试样的铁含量x以质量百分数表示按3式计算:3式中W——试液铁含量;g;V1——试样体积;mL;V2——试液体积;mL;ρ——试样密度;g/cm3;可根据硫酸含量查出..6.5.2 允许偏差两份试液平行测定的允许偏差如下:铁含量;% 允许相对偏差;%0.005~0.03 10<0.005 207 色度的测定7.1 方法提要利用乙酸铅和硫化钠反应产生黑色硫化铅胶体液作为标准;与试样颜色对照进行色度测定..7.2 仪器比色管:具磨口塞;50 mL比色管..7.3 试剂7.3.1 2%氨水质/容..7.3.2 2%硫化钠溶液质/容..7.3.3 1%明胶溶液质/容..7.3.4 铅标准溶液1mL含铅0.1mg:称取乙酸铅0.1831g;用少量除盐水溶解; 移入1L容量瓶..如有混浊可加数滴浓乙酸;然后加除盐水至刻度..7.4 分析步骤8 透明度的测定8.1 方法提要试样的透明度与试样的色度、悬浮物质有关..色度、悬浮物含量越低;试样的透明度越高..所以透明度代表了试样色度和悬浮物的大小..8.2 仪器8.2.1 玻璃透视管:见图1..8.2.2 方格色板:于40mm×30mm×3mm毛玻璃上;用黑色油漆绘制4mm×4mm 的小方格;见图2所示..8.2.3 光源:于160mm×160mm×160mm木匣内装220V、60W灯泡一只..上盖开口;紧密装上方格色格;色板与灯泡的距离为10mm..8.3 分析步骤把盛满试样的透视度管置于光源的方格色板上;从上往下观察方格的轮廓; 并从排液口小心放出试样直至能清晰地辨别方格为止;记录试液高度;透明度大于50mm为合格..。
硫酸浓度检测方法简介

硫酸浓度检测方法简介硫酸作为一种重要的化学原料和工业废水处理剂,在工业生产和实验室中被广泛使用。
因此,准确地检测硫酸的浓度对于确保工艺控制和实验准确性至关重要。
本文将简要介绍几种常用的硫酸浓度检测方法。
一、酸碱滴定法酸碱滴定法是一种传统且常用的硫酸浓度检测方法。
该方法基于硫酸与碱溶液之间的酸碱中和反应进行测定。
操作步骤如下:1. 用平衡溶液标准化所需的酸和碱。
2. 将待检测的硫酸溶液与标准化的强碱溶液以滴定的方式混合,记录所需的滴定量。
3. 根据滴定量计算硫酸的浓度。
二、离子选择电极法离子选择电极法是一种现代化的硫酸浓度检测方法。
该方法基于硫酸离子与特定离子选择电极之间的电势变化进行测定。
操作步骤如下:1. 配置一定浓度的硫酸标准溶液。
2. 将离子选择电极置于硫酸溶液中,记录所测得的电势值。
3. 通过与标准溶液的对比,确定硫酸的浓度。
三、分光光度法分光光度法是一种基于物质对特定波长的光吸收特性进行测定的硫酸浓度检测方法。
操作步骤如下:1. 配置一定浓度的硫酸标准溶液。
2. 使用分光光度计,选取硫酸吸收峰对应的特定波长。
3. 测定待测硫酸溶液在该波长下的吸光度,并与标准溶液对比计算硫酸浓度。
四、导电度测定法导电度测定法是一种利用溶液中电解质浓度与导电性之间的关系进行测定的硫酸浓度方法。
操作步骤如下:1. 配置一定浓度的硫酸标准溶液。
2. 使用电导仪或电导计测定待测硫酸溶液的电导率。
3. 通过与标准溶液的对比,计算硫酸浓度。
总结:本文简要介绍了酸碱滴定法、离子选择电极法、分光光度法和导电度测定法这四种常用的硫酸浓度检测方法。
每种方法都有各自的优点和适用范围,具体使用时应根据实际需求进行选择。
在进行硫酸浓度检测时,严格按照操作步骤进行,保证实验的准确性和可靠性。
硫酸的安全分析方法

硫酸的安全分析方法硫酸是一种广泛应用于化工、实验室等领域的化学品,具有很高的腐蚀性和危险性。
为了确保操作人员和环境的安全,进行硫酸的安全分析至关重要。
本文将介绍几种常用的硫酸安全分析方法,并提供相应的操作建议和注意事项。
一、物理性质分析法物理性质分析是通过测量硫酸的密度、溶解度、沸点等参数来进行安全评估的一种方法。
1. 密度测定:硫酸的密度与其浓度密切相关,一般情况下,浓度越高,密度越大。
可通过使用密度计或者比重瓶的测量方法,准确地测定硫酸的密度,并与相关的数据表进行比对,以判断硫酸的浓度是否符合要求。
2. 溶解度测试:硫酸的溶解度与温度和浓度密切相关。
通过将一定量的硫酸加入一溶剂中,加热并搅拌,观察其是否能充分溶解。
存在溶解度限制的情况下,应根据相关资料确保在操作时不会超过溶解度限制,以防溶液的超饱和和结晶。
3. 沸点测定:硫酸的沸点为约337摄氏度,可以通过沸点计或蒸馏方法进行测定。
沸点测定可以判断硫酸的纯度,纯度越高,沸点与标准沸点越接近。
二、化学性质分析法化学性质分析是通过检测硫酸与其他物质的反应性,来评估其安全性的一种方法。
1. 酸碱性测试:可通过pH试纸或酸碱指示剂对硫酸进行测试,观察其酸碱性质。
硫酸为强酸,其pH值通常在0-1之间,表明其高度酸性。
2. 金属腐蚀性测试:硫酸具有很强的腐蚀性,可对不同金属进行测试,观察其与硫酸接触后的反应情况。
如产生气泡、溶解或生成沉淀等现象表明该金属与硫酸有反应,应注意避免它们的接触。
3. 可燃性测试:硫酸为非可燃性物质,但与易燃物质接触时可能引发火灾。
可进行试验观察其与易燃物质的反应,若有反应则需采取相应的措施避免火灾发生。
三、安全操作建议和注意事项1. 对于硫酸的密度、溶解度和沸点测试,操作人员应佩戴防护手套、护目镜等个人防护装备,避免直接接触硫酸。
2. 在进行硫酸的化学性质测试时,应使用相应的试剂和实验器材,严格按照操作规程进行,避免硫酸与其他物质接触造成意外发生。
浓硫酸
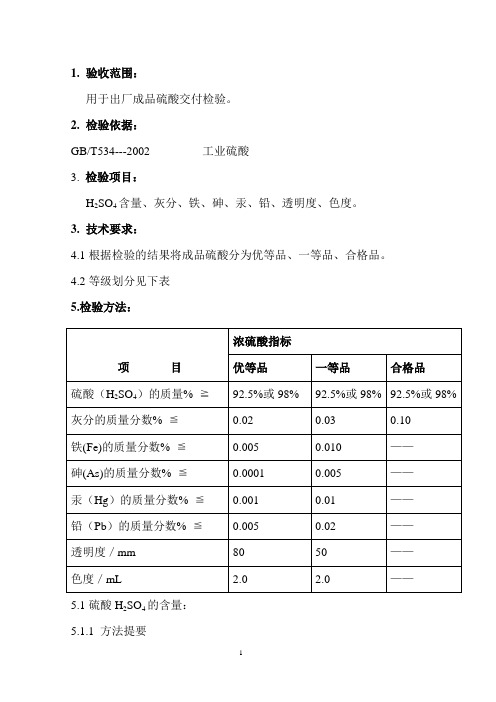
1.验收范围:用于出厂成品硫酸交付检验。
2.检验依据:GB/T534---2002 工业硫酸3. 检验项目:H2SO4含量、灰分、铁、砷、汞、铅、透明度、色度。
3.技术要求:4.1根据检验的结果将成品硫酸分为优等品、一等品、合格品。
4.2等级划分见下表5.检验方法:5.1硫酸H2SO4的含量:5.1.1 方法提要以甲基红-次甲基蓝为指示剂。
用氢氧化钠标准滴定溶液中和滴定以测得硫酸含量。
5.1.2 试剂和材料氢氧化钠标准滴定溶液:c(NaOH)=0.5mol/L甲基红-次甲基蓝混合指示剂;0.12克甲基红和0.08克次甲基兰溶于100毫升乙醇中。
5.1.3 仪器天平、 碱式滴定管、锥形瓶 5.1.4 浓硫酸酸浓的测定手续用磨口称量瓶准确称取0.8—0.9克试样,于预先盛有50毫升水及加有6—8滴混合指示剂的250毫升锥形瓶中,用0.5mol/L 氢氧化钠溶液滴定只至灰绿色为终点。
5.1.5分析结果的表述工业硫酸中硫酸的质量分数w 〔%〕按式下式计算:w 1=mcMV1000×100式中:V ———滴定耗用的氢氧化钠标准滴定溶液的体积的数值,单位为毫升〔ml 〕;c ———氢氧化钠标准滴定溶液的实际浓度的数值,单位为摩尔每升〔mol/l 〕;m ———试料的质量的数值,单位为克〔g 〕;M ———硫酸的摩尔质量的数值,单位为克每摩尔〔g/mol 〕〔M=49.04〕;取平行测定结果的算术平均值为测定值。
5.1.6、发烟硫酸的分析步骤(国标)将安瓿球称重(称准至0.0001克),然后在微火上烤热球部,迅速将该球的毛细管插入试样中,吸入约0.8克试样立即用火焰将毛细管顶端烧结封闭,并用小火将毛细管外壁所沾上的酸液烘干,重新称量。
将以称量的安瓿球放入盛有100ml 水的具磨口塞的500ml 锥形瓶中,塞紧瓶塞,用力振摇以粉碎安瓿球,继续振摇直至雾状三氧化硫气体消失,打开瓶塞,用玻璃棒轻轻压碎安瓿球的毛细管,用水冲洗瓶塞、瓶颈及玻璃棒,加有6—8滴混合指示剂的250毫升锥形瓶中,用0.5mol/L 氢氧化钠溶液滴定只至灰绿色为终点。
硫酸的安全监测方法

硫酸的安全监测方法硫酸是一种广泛应用于化工、冶金、制药等行业的重要化学品。
由于其强酸性和腐蚀性,对于硫酸的安全监测显得尤为重要。
本文将介绍几种常用的硫酸安全监测方法,以确保工作环境的安全与健康。
一、空气中硫酸浓度监测方法1. 传统气相色谱法传统气相色谱法是一种对硫酸气体进行定量监测的常用方法。
它利用气相色谱仪分离硫酸气体,并通过检测器测量硫酸的浓度。
该方法具有高灵敏度和高准确度的优点,适用于实验室等需要精确监测的场合。
2. 比色法比色法是一种简单而常用的方法,用于检测硫酸的浓度。
它通过与指定的颜色试剂发生反应,生成有色的产物,并通过对产物颜色的测量来确定硫酸的浓度。
这种方法不仅简便易行,而且操作误差小,被广泛应用于工业生产中。
3. 电化学方法电化学方法主要包括电导法和电解法。
电导法是通过测量硫酸溶液的电导率来判断其浓度,这种方法快速、准确、无污染,适用于现场监测。
电解法则是利用电解技术将硫酸溶液电解为氢气和氧气,并通过测量产生气体的量来确定硫酸的浓度。
二、水中硫酸浓度监测方法1. 分光光度法分光光度法是通过测量硫酸与特定试剂反应产生的吸光度来确定硫酸的浓度。
这种方法具有高灵敏度和高选择性,可以准确测量水中硫酸的含量。
由于其操作简便,广泛用于水质监测领域。
2. 离子选择性电极法离子选择性电极法是一种基于硫酸离子的浓度对电极电势产生影响的原理来测量硫酸浓度的方法。
该方法操作简单,测量结果准确可靠,适用于实时监测和连续监测。
3. 原子吸收光谱法原子吸收光谱法是通过测量硫酸中存在的特定金属离子对特定波长的光的吸收程度来确定硫酸浓度的方法。
该方法具有高灵敏度和高选择性,适用于复杂样品中硫酸浓度的测定。
三、皮肤接触硫酸的监测方法1. pH测试纸皮肤接触硫酸后,可使用pH测试纸进行快速检测。
将测试纸直接贴在接触区域,根据测试纸变色的情况来判断是否有硫酸残留。
若测试纸变色为酸性,表示有硫酸残留,需立即清洗。
2. 碱中和法皮肤接触硫酸后,可使用碱溶液进行中和。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工业硫酸
本标准适用于工业用硫酸.
分子式: H2SO4
相对分子质量:按1985年国际原子量
目录
1技术要求2检验方法3附录B 用密度测…
技术要求
工业硫酸应符合下列要求
项目指标
特种硫酸浓硫酸发国硫酸
优等品一等品合格品优等品一等品合格品硫酸H2SO4含量,% ≥或或或或
游离三氧化硫SO3含量,% ≥
灰分,% ≤
铁Fe含量,% ≤
砷As含量,% ≤ 810-5
铅Pb含量,% ≤
汞Hg含量,% ≤
氮氧化物以N计含量,% ≤
二氧化硫SO2含量,% ≤
氯Cl含量,% ≤
透明度,mm ≥ 160 50 50
色度,ml ≤
检验方法
1、硫酸含量的测定和发烟硫酸中游离三氧化硫含量的测定
①本方法为工业硫酸硫酸含量的测定和发烟硫酸中游离三氧化硫含量的计算滴定法;此标准参照采用国际标准ISO910-1977工业硫酸和发烟硫酸——总酸度的测定和发烟硫酸中游离三氧化硫含量计算——滴定法;
方法原理
以甲基红-次甲基蓝为指示剂,用氢氧化钠标准溶液中和滴定,以测得硫酸含量;或由测得的硫酸含量换算成游离三氧化硫含量;
试剂和溶液
氢氧化钠GB629标准溶液:cNaOH=L;甲基红-次甲基蓝混合指示剂;
仪器
玻璃安瓿球直径约15mm,毛细管端长约60mm;
称样和试液的制备
特种硫酸和浓硫酸
用已称量的带磨口盖的小称量瓶,称取约试样称准至小心移入盛有50ml水的250ml锥形瓶中,冷却至室温,备用;
发烟硫酸
将安瓿球称量称准至,然后在微火上烤热球部,迅速将该球之毛细管插入试样中,吸入约试样,立即用火焰将毛细管顶端烧结封闭,并用小火将毛细管外壁所沾上的酸液烤干,重新称量;
将已称量的安瓿球放入盛有100ml水的具磨口塞的50ml锥形瓶中,塞紧瓶塞,用力振摇以粉碎安瓿球,继续振荡直至雾状三氧化硫气体消失,打开瓶塞,用玻璃棒轻轻压碎安瓿球的毛细管,用水冲洗瓶塞、瓶颈及玻璃棒,备用;
测定步骤
特种硫酸的浓硫酸
发烟硫酸
计算
特种硫酸和浓硫酸
硫酸的含量X%按式1计算:
X=Vc/m100 1
式中 V——滴定耗用的氢氧化钠标准溶液体积,ml;
c——氢氧化钠标准溶液浓度,mol/L;
——
发烟硫酸
发烟硫酸中游离三氧化硫的含量X1%按式2计算或由附录A表A1查得;
X1=X-100 2
式中 X——
——游离三氧化硫的换算系数;
允许误差
测定结果以算术平均值报出;
特种硫酸和浓硫酸中硫酸含量平行测定允许绝对偏差为%;
发烟硫酸中游离三氧化硫含量平行测定允许绝对偏差为%;
2、灰色的测定按工业硫酸灰分测定重量法规定进行
3、铁含量的测定按工业硫酸铁含量的测定邻菲罗啉分光光度法仲裁法或工业硫酸铁含量的测定原子吸收分光光度法规定进行
4、砷含量的测定按工业硫酸砷含量的测定二乙基二硫代氨基甲酸银光度法仲裁法或工业硫酸砷含量的测定古蔡法规定进行
5、铅含量的测定按工业硫酸铅含量的测定双硫腙光度法仲裁法或工业硫酸铅含量的测定原子吸收分光光度法规定进行
6、汞含量的测定按工业硫酸汞含量的测定以硫腙光度法仲裁法或工业硫酸汞含量的测定冷原子吸收分光光度法规定进行
7、氮氧化物含量的测定按工业硫酸氮氧化物测定 2,4-二甲苯酚分光光度法规定进行
8、二氧化硫含量的测定按工业硫酸二氧化硫含量的测定碘量法规定进行
9、氯含量的测定按工业硫酸氯含量的测定电位滴定法规定进行
10、透明度的测定按工业硫酸透明度的测定规定进行
11、色度的测定按工业硫酸色度的测定规定进行
附录A 发烟硫酸质量百分含量换算表补充件
表A1 H2SO4 总SO3 游离SO3 H2SO4 总SO3 游离SO3
附录B 用密度测量法估测硫酸浓度参考件
本方法仅适用于估测硫酸浓度的使用,且只适于估测硫酸浓度小于98%m/m的工业硫酸;不能用估测值作为分析测定结果;
方法原理
用密度计测量20℃时硫酸的密度或在工作温度下测量密度再换算成20℃的密度,查表,用内插法查得与密度相应的硫酸浓度;
仪器
密度计在20℃时校准,刻度为cm3;
玻璃量筒容积最小为500ml,直径大于密度计,直径至少25mm,高度大于密度计的浸没高度至少25mm;
温度计0-50℃,分度值为℃;
测定步骤
按或两种手续进行;
取约500ml试样,置于玻璃量筒内,调节量筒中试样温度至20±℃;
插入密度计,待稳定后再次检查试样温度是否为20±℃,读取密度计标尺指示的密度;
取约500ml试样,置于玻璃量筒内,用温度计测量其中试样温度;
插入密度计,待稳定后再次测量试样温度,并读取密度计标尺指示的密度;
估测硫酸浓度
当按规定测量密度时,根据密度计指示的密度,由表B2的20℃时硫酸的密度与浓度对照表查得相应的浓度;
当按规定测量密度时,根据密度计指示的密度,按式B1换算成20℃时的密度;
ρ20=ρt1+20-t-20-tK B1
式中ρ20——20℃时的密度,g/cm3;
ρt——测定时密度计指示的密度,g/cm3;
——密度计玻璃膨胀系数;
t——测定时的试样温度,℃;
K——试样密度的温度校正系数,由表B1给出;
表B1 密度的温度校正系数
密度,g/cm3 校正系数K 密度,g/cm3 校正系数K
根据算得的密度,由表B2中查得20℃时与密度相应的硫酸浓度;表B2 20℃时硫酸的密度与浓度对照表
密度 H2SO4 密度 H2SO4 密度 H2SO4 密度 H2SO4
g/cm3 % g/cm3 % g/cm3 % g/cm3 %
密度 H2SO4 密度 H2SO4 密度 H2SO4 密度 H2SO4 g/cm3 % g/cm3 % g/cm3 % g/cm3 %
开放分类:。