精密液压机设计及制造工艺
说明书 - 50T液压压力机

本科毕业论文(设计)题 目 50T 液压压力机机械设计 学生姓名 王豪专业名称 机械设计制造及其自动化 指导教师 王伟年 月 日教学单位宝鸡文理学院学生学号 201294014251编 号 JX2016JZ425150T液压压力机机械设计摘要在现今社会,液压传动已经是一门相对比较成熟的技术,已经广泛的应用于机械制造、工程机械、农业机械、汽车制造以及锻压等行业。
而其在实现高速、高压、高效率、大功率、经久耐用、噪声低,高度集成化等各项要求的显著优势使得这门技术有着更加广阔的发展前景。
本次在对液压传动发展和液压传动的工作原理作了一个简要说明,与此同时,更是对液压技术在锻压机械中的一个典型应用——4柱液压机的液压系统进行了全面的设计计算。
其内容主要包括:1 液压传动系统方案的分析、比较和确定;2 确定并绘制系统原理图,液压机结构的设计;3 完成液压缸的设计;4 液压系统中各主要参数的计算;5 各种液压元件的选择;6 设计并绘制成系统装配图;在500KN液压机液压系统执行元件液压缸的设计中,利用在前文系统设计中所校核过的如活塞直径D(ΦAL)、活塞杆直径d(ΦMM)等参数,我们对液压油缸的各主要零部件进行了详细的结构设计,并绘制了它们的零件图及液压油缸装配图。
在本设计中,所有图纸均使用绘图软件CAXA(电子图板V2版)绘制而成,使得图纸更加清晰,一目了然。
关键字:液压机;液压系统设计;液压油缸;CAXAABSTRACTAbstract:Nowadays, hydraulic drive is a technique becoming mature, what has been applied in Manufacture, Engineering Machinery, Farm Machinery, Car Manufacturing, and Forging Presses etc. Moreover, it has a so salient advantage in actualize high pressure, high speed, hight-power, hight efficiency, low yawp, longevity and hight integration that it could develope much faster then others.After the phylogeny of the hydraulic drive and the working theory have been introduced in this paper, we have do a fully design for the system of the single column hydraulic presses which is a type application in Forging Presses.It includes:1 Analysing, comparing and confirming the project of hydraulic drive;2 Confirming and drawing the system blueprint;3 Drawing a blueprint of the cell loop of the integration block;4 Accounting, checking and normalizing the mainly parameter in the hydraulic system5 Choosing the different kinds of hydraulic component6 Designing how to rig out all the parts of the system and then draw a blueprint to reflect it.In the design of the working part of the 50KN system, cylinder, we have do a particular frame design in using the parameter as the diameter of the piston D(ΦAL) and the diameter of the pole d(ΦMM).In this project, to make blueprint more clearly and even be clear at a glance, we draw the entire blueprint in software CAXA.Keywords: Single Column HydraulPresses; The Design of Hydraulic System;Hydraulic cylinder; CAXA目录1压力机概述-------------------------------------------------------------- 11.1压力机发展的概况 -------------------------------------------------- 11.2压力机工作原理 ---------------------------------------------------- 21.2.1压力机功能简介 ---------------------------------------------------------------------------------------- 21.2.2压力机的工作原理简介 ----------------------------------------------------------------------------- 4 2液压机总体结构设计 ----------------------------------------------------------------------------------------------------- 42.1压力机总体设计结构及要求-------------------------------------------------------------------------------- 42.2 立柱的强度计算 ------------------------------------------------------------------------------------------------- 42.3 横梁的强度计算 ------------------------------------------------------------------------------------------------- 52.4油箱的设计---------------------------------------------------------------------------------------------------------- 53.压力机的液压系统设计 ------------------------------------------------------------------------------------------------ 63.1液压传动的优缺点----------------------------------------------------------------------------------------------- 63.2设计参数和应满足的条件------------------------------------------------------------------------------------ 73.2.1负载分析初步确定各工况的负载和速度 --------------------------------------------------- 83.2.2液压介质的选择 ---------------------------------------------------------------------------------------- 83.3液压系统的设计 -------------------------------------------------------------------------------------------------- 93.3.1确定液压系统方案 ------------------------------------------------------------------------------------ 93.3.2 液压原理图的拟定---------------------------------------------------------------------------------- 114 液压系统的计算和液压元件的选择---------------------------------------------------------------------------- 124.1 液压缸的选择 --------------------------------------------------------------------------------------------------- 124.1.1主缸的选择---------------------------------------------------------------------------------------------- 124.1.2顶出缸的选择 ------------------------------------------------------------------------------------------ 134.2液压泵站 ------------------------------------------------------------------------------------------------------------174.2.2液压泵的选择 ------------------------------------------------------------------------------------------ 184.2.3液压泵的压力 -------------------------------------------------------------------------------------------204.3活塞 --------------------------------------------------------------------------------------------------------------------204.3.1活塞杆的计算 -------------------------------------------------------------------------------------------204.3.2活塞的材料及要求 ---------------------------------------------------------------------------------- 224.3.3活塞杆的设计与计算------------------------------------------------------------------------------- 224.3.4活塞杆材料及技术要求 --------------------------------------------------------------------------- 234.4电动机的选择 ---------------------------------------------------------------------------------------------------- 244.5液压阀的选择 ---------------------------------------------------------------------------------------------------- 244.5.1 方向控制阀的选择---------------------------------------------------------------------------------- 244.5.2压力控制阀的选择 ---------------------------------------------------------------------------------- 244.5.3流量控制阀的选择 ---------------------------------------------------------------------------------- 244.6辅助元件的设计 -------------------------------------------------------------------------------------------------254.6.1 滤油器的选择 ------------------------------------------------------------------------------------------254.6.2油管尺寸的确定 ---------------------------------------------------------------------------------------254.6.3油箱容量的选择 ---------------------------------------------------------------------------------------265 液压系统性能验算------------------------------------------------------------------------------------------------------ 296 总结 -----------------------------------------------------------------------------------------------------------------------------31参考文献 -------------------------------------------------------------------------------------------------------------------------321压力机概述1.1压力机发展的概况相对于机械传动来说,液压传动是一门比较新的技术,如果从17世纪中叶巴斯卡提出静压传递原理、18世纪末英国制成世界上第一台水压机算起的话,液压传动技术也已有二三百年历史了。
四柱液压机课程设计

液压与气压传动课程设计说明书设计题目:四拄液压机专业:机械设计制造及自动化班级:14机械卓越姓名:xxx学号:140111xx指导教师:徐建方常州工学院机械与车辆工程学院2016年6月13日前言本设计为四柱式液压机,四柱液压机的主机主要由上梁、导柱、工作台、移动横梁、主缸、顶出缸等组成。
其中主缸可完成快速下行、慢速加压、保压延时、释压换向、快速返回、原位停止的动作;顶出缸可实现向上顶出、停留、向下退回、原位停止的动作。
本设计主机最大工作负载为7000000N。
通过对液压缸工况分析确定液压缸负载的变化,拟定液压系统图和电磁铁动作顺序。
并设计主液压缸,计算主液压缸的尺寸和流量,主缸的速度换接与安全行程限制通过行程开关来控制。
根据技术要求及设计计算选择液压泵、GE系列电磁阀等液压元件。
通过液压系统压力损失和温升的验算,液压系统的设计可以满足液压机顺序循环的动作要求,设计的四柱液压机能够实现塑性材料的锻压、冲压、冷挤、校直、弯曲等成型加工工艺。
本液压系统选用PLC控制系统,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机采用集中式布置,液压系统油源与控制调节装置置于主机之外。
该液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。
目录第一章概论 (1)第一节液压机的工作原理及其组成 (1)第二节发展趋势 (3)第三节液压传动的优缺点及应用 (4)第二章液压系统的合成 (6)第一节液压传动工作原理 (6)第二节搭建部分回路 (9)第三节其他考虑 (10)第三章液压缸结构设计及液压系统工况分析 (11)第一节液压缸基本结构设计 (11)第二节载荷的组成和计算 (11)第三节确定主液压缸的、顶出液压缸结构尺寸 (12)第四节液压缸动作时的流量 (14)第五节缸的设计计算 (14)第四章液压元件的选择及性能验算 (26)第一节液压元件的选择 (26)第二节液压系统性能验算 (31)第五章立柱结构设计 (35)第一节立柱设计计算 (35)第二节连结形式 (36)第三节立柱的螺母及预紧 (38)第四节立柱的导向装置 (39)第五节限程套 (40)第六章横梁参数的确定 (41)第一节上横梁结构设计 (41)第二节活动横梁结构设计 (41)第三节下横梁结构设计 (42)第四节各横梁参数的确定 (42)第七章液压元件的设计 (43)第一节管道及管接头 (43)第二节液压控制阀的选择 (44)结论 (46)参考文献 (47)第一章概论第一节液压机的工作原理及其组成一.概述液压机(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
锻造液压机原理

天津大学2007届高职专科毕业设计论文题目:锻造液压机的原理姓名:年级:2007届院系:电气与自动化工程学院电气与自动化技术摘要液压机主机部分包括液压缸、横梁、立柱及充液装置等。
动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。
液压机采用PLC控制系统,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
该系列液压机具有独立的动力机构和电气系统,并采用按钮集中控制,可实现手动和自动两种操作方式。
该液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。
在本设计中,通过查阅大量文献资料,设计了液压缸的尺寸,拟定了液压原理图。
按压力和流量的大小选择了液压泵,电动机,控制阀,过滤器等液压元件和辅助元件。
关键词:锻造,液压系统,液压机, PLC目录目录 (Ⅰ)第1章国内外重型锻压设备的发展概况 (1)第2章锻造液压机系统 (4)2.1 锻造液压机的系统原理 (4)2.1.1液压系统工作原理 (4)2.2.液压系统分析 (5)第3章锻造液压机的改进设计方案及分析 (6)3.1 锻造液压机的该机方案 (6)3.2 液压机的改进方案分析 (7)第4章PLC在液压机控制系统改造中的应用 (7)4.1 工艺原理分析 (8)4.2 液压系统控制过程分析 (8)4.2.1 液压机执行部件动作过程分析 (8)4.3 PLC电控系统设计 (10)4.3.1 硬件设计与软件实现 (10)4.3.2 三地操作 (14)4.4 PLC可靠性保护措施 (15)4.4.1电动机组保护 (15)4.4.2机械设备的保护 (15)4.5 PLC程序设计 (16)第4章液压机电气控制系统 (18)4.1 液压机电气控制方案设计 (18)4.1.1液压机电气控制方案选择 (18)4.1.2电气控制要求与总体控制方案 (19)4.2 液压机电气控制电路设计 (20)4.2.1液压机主电路设计 (20)4.2.2液压机控制电路设计 (20)4.3 液压机电气控制系统分析 (22)参考文献 (23)附录 (24)致谢 (25)第一章绪论重型锻压设备是随着国民经济的发展,特别是随着汽车、航空、宇航、动力、造船、冶金、石油、化工、铁道、交通等工业部门对大型锻件、模锻件、冲压件日益增长的需要而迅速发展起来的。
基于PLC的四柱万能液压机液压系统设计

基于PLC的四柱万能液压机液压系统设计第1章绪论液压机简介液压机是利用液压油来传递压力的设备。
液压油在密闭的容器中传递压力时是遵循帕斯卡定律液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。
动力机构通常采用油泵作为动力机构,一般为容积式油泵。
为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。
低压〔油压小于2.5MP〕用齿轮泵;中压〔油压小于6.3MP〕用叶片泵高压〔油压小于32.0MP〕用柱塞泵。
液压机通常指液压泵和液压马达,液压机和液压马达都是液压系统中的能量转换装置,不同的是液压泵把驱动电动机的机械能转换成油液的压力能,是液压系统中的动力装置,而液压马达是把油液的压力能转换成机械能,是液压系统中的执行装置。
液压系统中常用的液压泵和马达液压机都是容积式的,其工作原理都是利用密封容积的变化进行吸油和压油的。
从工作原理上来说,大部分液压泵和液压马达是互逆的,即输入压力油,液压泵就变成液压马达,就可输出转速和转矩,但在结构上,液压泵和液压马达还是有些差异的.液压机的维修:过盈配合的零件拆装采用锤敲、棍橇劳动强度大效率低且不安全,还容易打坏零件,以及用加热法操作困难、增加维修成本的缺点提供的,是在支架的顶部,安装有活塞杆竖直向下的液压油缸,活塞杆的下端安装有压头;支架上在活塞杆的下部,水平固定有工作台;与油泵连接的输油管通过换向阀与液压油缸连接。
用液压油缸的压力装卸零件,没有猛烈的锤击棍橇,不损坏零件,也不用加热耗能,安全可靠节能,安装精度高.液压机液压机简介:液压机由主机及控制机构两大部分组成。
液压机主机部分包括机身、主缸、顶出缸及充液装置等。
动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。
动力机构在电气装置的控制下,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机的分类:利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
液压工艺
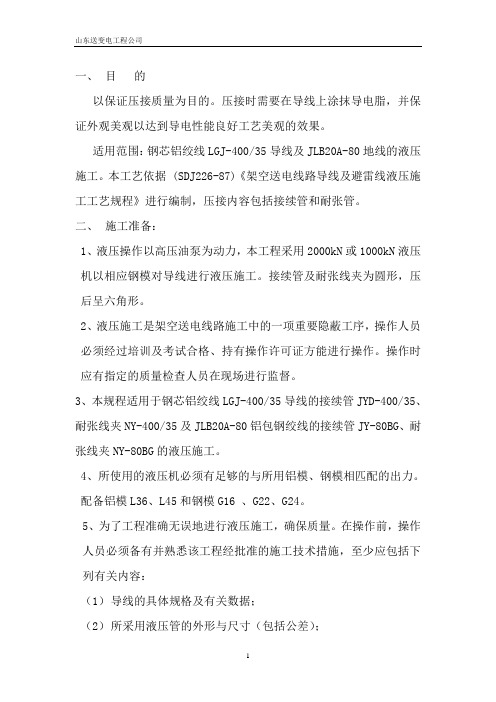
一、目的以保证压接质量为目的。
压接时需要在导线上涂抹导电脂,并保证外观美观以达到导电性能良好工艺美观的效果。
适用范围:钢芯铝绞线LGJ-400/35导线及JLB20A-80地线的液压施工。
本工艺依据 (SDJ226-87)《架空送电线路导线及避雷线液压施工工艺规程》进行编制,压接内容包括接续管和耐张管。
二、施工准备:1、液压操作以高压油泵为动力,本工程采用2000kN或1000kN液压机以相应钢模对导线进行液压施工。
接续管及耐张线夹为圆形,压后呈六角形。
2、液压施工是架空送电线路施工中的一项重要隐蔽工序,操作人员必须经过培训及考试合格、持有操作许可证方能进行操作。
操作时应有指定的质量检查人员在现场进行监督。
3、本规程适用于钢芯铝绞线LGJ-400/35导线的接续管JYD-400/35、耐张线夹NY-400/35及JLB20A-80铝包钢绞线的接续管JY-80BG、耐张线夹NY-80BG的液压施工。
4、所使用的液压机必须有足够的与所用铝模、钢模相匹配的出力。
配备铝模L36、L45和钢模G16 、G22、G24。
5、为了工程准确无误地进行液压施工,确保质量。
在操作前,操作人员必须备有并熟悉该工程经批准的施工技术措施,至少应包括下列有关内容:(1)导线的具体规格及有关数据;(2)所采用液压管的外形与尺寸(包括公差);(3)管子压前在导线上的“定位印记”的量尺尺寸;(4)耐张线夹钢锚U形环与铝管引流板相对方位的要求;(5)液压钢锚、压接管压后尺寸及质量补充要求;(6)液压时,油压机必须达到的油压力;(7)对液压施工的其它有关特殊要求。
6、导线的受压部分应平整完好,同时与管口距 15m以内并不得存在必须处理的缺陷。
7、液压的导线的端部在割线前应先将线掰直,并采取导线防松股措施,切割时应与轴线垂直。
8、在钢芯铝绞线割断铝股时,严禁伤及钢芯。
9、量尺画印的定位印记A,画好后应立即复查,以确保正确无误。
10、对所使用的导线其结构及规格应认真进行检查,其规格应与工程设计相符,并符合国家标准的各项规定。
毕业设计论文-四柱式液压机液压系统设计(含全套CAD图纸)
属成型、薄板拉伸以及冲压、弯曲、翻边、校正等工艺的四柱式万能液压机。 性能特点:本液压机具有调整、手动及半自动三种工作方式,可实现定压和定程两种工艺 方式。定压成型时,在压制后有保压延时及自动回程动作。工作台中间装有顶出装置,除 顶出制品外,还可作为液压垫用于薄板拉伸制件的压边成型工艺,其工作压力与行程可根 据工艺需要在规定范围内调整;可用继电器控制或 PLC 控制的电气控制系统。 主要技术参数:公称力(最大压力)2000KN,回程力 400 KN,顶出力 350KN,液体最大工 作压力 25 Mpa,拉伸滑块行程 700mm, 顶出活塞最大行程 250mm, 滑块距工作台最大距离 内 1100mm。
毕业设计(论文)-200T四柱液压机液压系统设计
指导教师签名:评定成绩(百分制):__________分
长江大学工程技术学院毕业设计(论文)评阅教师评语
学生姓名
专业班级
毕业设计
(论文)题目
200T四柱液压机液压系统设计
评阅教师
职称
评阅日期
评阅参考内容:毕业设计(论文)的研究(设计)内容、方法及结果,难度及工作量,质量和水平,存在的主要问题与不足。学生掌握基础和专业知识的情况,解决实际问题的能力。毕业设计(论文)是否完成规定任务,是否达到了学士学位水平的要求,是否同意参加答辩等。
液压机的类型很多,其中四柱式液压机最为典型,应用也最广泛。这种液压机在它的四个立柱之间安置着上、下两个液压缸,上液压缸驱动上滑块,实现“快速下行→慢速加压→保压延时→快速返回→原位停止”的动作循环;下液压缸驱动下滑块,实现“向上顶出→向下退回→原位停止”的动作循环。在这种液压机上,可以进行冲剪、弯曲、翻边、拉深、装配、冷挤、成型等多种加工工艺。
该系统是在继电器控制和计算机控制发展的基础上开发出来的,并逐渐发展成为以微处理器为核心,将自动化技术、计算机技术、通讯技术溶为一体的新型工业自动控制装置。目前,该机型广泛应用于各种生产机械和自动化生产过程中。早期的可编程序控制器只能进行简单的逻辑控制,随着技术的不断发展,一些厂家采用微电子处理器作为可编程序控制器的中央处理单元(CPU),不仅可以进行逻辑控制,还可以对模拟量进行控制,扩大了控制器的功能。可编程控制器有较高的稳定性和灵活性,但还是介于继电器控制和工业控制机控制之间的一种控制方式,与工业控制机相比还有很大的差距。
[4]李美容.《工程机械专业英语》[M].北京:人民交通出版社.2008.6
[5]张奕.《工程机械液压系统分析及故障诊断》[M].北京:人民交通出版社.2008
800MN大型模锻液压机极限设计制造技术创新
800M N大型模锻液压机极限设计制造技术创新曾祥东,杨固川,张华,于江,胡孟君,陈文( 中国第二重型机械集团公司重型机械设计研究院,四川成都610052)摘要: 简述800 M N大型模锻液压机上巨大尺寸、重要零件的极限设计制造,特别是机架C形板、主工作缸、活动横梁中梁等的极限设计技术以及在铸造、锻造、焊接方面的极限制造技术。
设计过程中对C形板进行优化设计,使过渡圆角处的最大应力由原来的456M Pa降为237.1M Pa; 对主工作缸的局部进行设计优化,使进液孔内壁的最大主应力和等效应力分别降低到192和217M Pa,应力值降低幅度超过40%。
经过国家科技重大专项课题组联合技术攻关,成功解决了大尺寸重要零件极限设计制造关键技术的难题。
关键词: 模锻液压机; 极限设计; 极限制造D O I: 10.13330/j.iss n.1000-3940.2014.02.019中图分类号: TH163文献标识码: A文章编号: 1000-3940( 2014) 02-0096-06C r e a t io n of li m i t d esig n and manu f a c t u r i n g t ec hn i qu e fo rclose-d ie fo r gi n g h y d r au lic p r ess of 800 M NZ en g Xian g d o n g,Yan g Guchuan,Z han g Hua,Yu Jian g,Hu M en g jun,C hen Wen ( T he Hea vy M achiner y Desi g n andResearch Institute,China Nati o nal Er z h o n g Gr o up C o〃,Chen g du610052,China )A b s t r a c t: T he limit desi g n and manu f acturin g technique of imp o rtant parts w ith lar g e si z es in the800 M N cl o se-die fo r g in g h y draulic press w as described brie f l y,especiall y the limit desi g n techn o l ogy of the“C”shaped plate in f rame,the main c y linder and the c o unter beam of m ov in g cr o sshead,and the limit manu f acture of castin g,fo r g in g and w eldin g〃 T he ma x imum stress at the f illet radius of“C”shaped plate w as reduced f r o m456t o 237.1 M Pa thr o u g h the o ptimi z ati o n desi g n〃 T he ma x imum principal stress and the equi v alent stress of liquid in- let h o le in the main wo rkin g c y linder w ere reduced t o 192and217M Pa respecti v el y b y a l o cal o ptimi z ati o n desi g n,and the stresses w ere decreased b y m o re than40%〃 T hr o u g h j o int technical research of the nati o nal science and techn o l ogy maj o r special pr o ject g r o up,the ke y technical pr o blems of limit desi g n and manu f acture ab o ut imp o rtant parts w ith lar g e si z es w ere success f ull y res o l v ed〃K ey wo r d s: cl o se-die fo r g in g press; limit desi g n; limit manu f acture我国自主设计制造的、世界最大的800 M N ( 8 万吨) 大型模锻油压机,是国家科技重大专项课题,压机于2013年4月在中国二重投产。
800MN多向模锻液压机本体结构设计及分析
beam up—beam,lower
and horizontal beam by the丘nitc element soRware
ANSYS.It analysed their rationality.
By the contact method,the dissertation analysed the prestressed unitized
1.2多向模锻工艺简述
模锻生产在提高锻件的精度,节约金属材料,减少机械加工等方面具 有重要的作用,随着我国工业飞跃的前进,模锻已在工业生产中得到广泛 的应用。模锻的成形实质是将金属毛坯加热到锻造温度使其具有良好的塑 性,然后置于锻模的模腔内,在模锻设备的压力作用下,使其产生不可逆 的塑性变形而充满模腔,于是获得所需形状锻件的一种压力加工方法。
With this understanding,the dissertation designed the unitized construction of up—beam,lower beam and horizontal beam.
The dissertation analysed the key part three-dimensioned mode of unitary
论文基于液压机设计理论,参考已有大型模锻液压机结构和设计经验, 通过可行性分析,确定了800MN多向模锻液压机的结构与技术参数,给出 了压机的本体结构设计方案,在此基础上,论文分别给出了压机关键部件 包括上、下横梁及水平梁的分块组合结构设计。
论文以大型有限元软件ANSYS作为分析工具,对800 MN多向模锻液 压机的关键部件包括上、下横粱及水平梁的整体结构进行了三维计算,对 其结构设计的合理性进行了分析。
大型模锻液压机主要用于生产大型铝、镁合金以及钛和钛合金的模锻 件。过去,飞机的大梁是用铆接方式组合,大梁的重量重,铆钉孔容易产 生应力集中。采用大型压机整体模锻大粱,可以减轻重量,减少了接头, 消除应力集中。另外,采用自由锻件和轧材为毛坯进行机械加工时,由于 金属纤维被切断,机械强度被严重削弱,而模锻件的纤维方向与零件的轮 廓形状相符合,因此零件的强度高,使用寿命长。同时,还可以节约贵重 的高强度合金,减少零件机械加工与装配的工作量,用自由锻件或轧材制 造零件时金属利用率非常低,而用模锻件时金属利用率最高可达90%。
极坐标定位校正液压机设计要点
校 压 。
本 设 计 改 变 了 传 统 四柱 液 压 机 “ 定 一 移 ” 缸 件 的 校 压 工 艺 , 创 新 机 构 设 计 使 四柱 液 压 机 实 现 了 “ 以 件 定 一 移 ” 校 压工艺 。 际使用 结果证 明 , 缸 的 实 由设 计 而 彻 底 改变 的校压 工艺 , 仅现 场操作 灵 巧快捷 , 且 不 而 成 倍提 高 了校压工 艺 的综合 技术经 济 能效 。
2 核 心机构 设计 要点
3 校压 工 艺效能 分析
校 压 专 机 的核 心 技 术 主要 在 于 悬 伸 可 回转 机 构 , 设 计 结 构 如 图 1所 示 。 个 可 回转 机 构 的 固定 其 整 轴 安 装 在 液 压 机 上 梁 下 面 左 后 角 的位 置 ,设 有 导 轨 的 可 往 复 回 转 悬 伸 臂 支 架 ,其 一 端 经 圆 锥 滚 子 轴 承
摘 要 : 对 传 统 校 正 液 压 机 “ 定 一 移 ” 艺 操 作 不 便 的 弊 端 , 计 制 造 了“ 移 一 定 ” 艺 的 新 型 校 针 缸 件 工 设 缸 件 工
正 液 压 机 , 对 主 机 悬 伸 可 回转 机 构 设 计 做 重 点 介 绍 。使 用 证 明效 能 良好 。 并 关 键 词 : 械 设 计 ; 正 液 压 机 ; 转 机 构 ; 坐 标 定 位 机 校 回 极
文 章 编 号 : 6 2 0 2 ( 0 2)4 0 2 — 1 17 — 1 12 1 0 — 0 8 0
极 坐 标 定 位 校 正 液 压 机 设 计 要 点
李 玉强 ,陆 红 。王 培 文
( 州 压 力 机 械 股 份 有 限公 司 , 苏 徐 州 2 1 0 徐 江 2 0 4)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第6期(总期第102期) 液压气动与密封
No.6(Serial/No.102
)
2003年12月 Hyd.Pneum.&Seals Dec.,2003
精密液压机设计及制造工艺
罗晓晔
杭州职业技术学院
摘要:本文对航空工业、机械工业中高温绝缘电联接器进行工艺分析。针对产品的特点,对精密液压机进行设计、
制造、装配、调试。
关键词:液压机;设计;制造
中图分类号:TH137 文献标识码:B 文章编号
:1008-0813(2003)06-0039-02
收稿日期
:2003-10-22
作者简介:罗晓晔,杭州职业技术学院教师
1
产品工艺分析
电联接器广泛应用在军工产品
(
火箭、导弹、鱼
雷等)的电联接中,要求在极小范围内,各插针导电
畅通,而各插针之间又有严格绝缘。电联接器有插
头及插座二部件组成,而插头部分由壳体、玻璃绝缘
体、插针组成。插座由座壳、针座、玻璃绝缘体组成。
当插头插入插座中,此时所有导线通过各自的插针
与针座相接触而导通,而各插针之间可通过玻璃高
温绝缘(此处,塑料不行,高温下易熔化分解),要求
绝缘电阻大于103Ω,泄漏率小于
10
-5
ps.L/S
。其工
艺如下:首先将插头、插座的壳体及插针用机加工完
成,再清洗(先用金属清洗剂粗洗,再用丙酮细洗,最
后用无水乙醇精洗)。为了得到纯净的金属体,再用
氢气热处理,温度1050℃-1100℃,时间1h。再氧
化(保证0.02~0.10mm的氧化层),温度700℃,时
间5~10min。再排腊(玻璃粉为了成型须加入石腊
,
而产品中不允许有石腊),温度500℃,时间24h。再
预烧,温度780℃,时间5~10min。而图1零件为玻
璃制品绝缘体,55个Φ1.8小孔用于安装55根插
针,高10mm,外圆Φ35mm与插头内孔封接,各孔要
求位置度Φ0.02mm。大圆、内孔的园柱度为
Φ
0.
01mm,
密度尽可能均匀。
2
精密液压机的结构与工作原理
2.1
液压机的结构
由于玻璃制品的原材料是粉末状的,且没有粘
性,故成型前应在玻璃粉中加入石腊,以确保成型。
用成型液压机通过模具(上模、型芯、下模、型腔)保
证精度。进料用计量装置保证坯件重量。粉不用振
动器提高密度及均匀性。本精密液压机由:①机架
;
②泵源;③集成块;④液压缸;⑤顶出;⑥振荡器;⑦
成型泵源;⑧计量这几大部件组成。
图1 玻璃制品零件图
图2 精密液压机结构示意图
①机架 由油箱、四导柱导套、五块模板组成。
其作用是固定所有部件且保征各部件的相对位置
,
且保证各部件的运动精度,导向精度为H7/g6。
②泵源 由电机、油泵、联轴器、法兰、滤油器等
组成。其作用是将机械能转化为液压能,通过各类阀
控阀控制执行元件的速度与负载,从而使液压机对模
具中玻璃粉有足够的压制力及合理的速度控制。
③集成块 由底座、压力块、方向块、速度块、
盖板、压力表、油管及管接头等组成。其作用是控制
液压机合模、开模、顶出的压力大小、速度大小及方向转换。④液压缸 由缸筒、端盖、活塞、活塞杆、密封件、导向体、缓冲件等组成。其作用是将液压能转化为机械能,从而带动液压机压模。⑤顶出装置 由调节杆,活动板、顶杆、顶板组成。其作用是采用二次顶出,绕开振荡器,保证将压制好的玻坯平稳地,可靠地顶出模外。⑥振荡装置 采用频率为50Hz的一个偏心轮机构,将其安装在下模的正下方。当下模与型腔合上且加入玻璃粉后即开始振动,以保证密度的均匀性。为保证模具精度,采用弹簧隔振以缓冲模具振动。⑦液压机成型模具 由上模、型腔、型芯、下模组成。其作用是保证玻璃制件的形状、位置、尺寸及表面粗糙度。⑧计量装置 由料斗、定容计量器、小液压缸、定距板等组成。其作用是按时间、位置要求将定量容积的玻璃粉加入模具中,以得到符合质量和密度要求的压制件。2.2 工作原理首先启动电机,带动油泵转动,油泵输出的液压油通过控制阀带动下置油缸工作,油缸带动下模向上运动。当下模下型腔合上后,计量装置控制的质量将玻璃粉倒入模具后,然后振荡器振动,以保证密度均匀。下置油缸继续带动下模及型腔与上模合上,进行压制,用限位块保证制件高度为10mm。保压一定时间后,换向阀换向,下置油缸带动下模、型腔下移,这样,型腔在自重作用下从上模中脱出。下模继续下移,但型腔固定板被大导柱上的销固定,不能下移,这样迫使下模从型腔中脱出。当下模再往下运动时,调节杆通过固定板、推杆、推板将压制件平稳地顶出。即可得到玻璃压坯件。3 精度的保证本液压机最大的难点是如何保证55个Φ1.8mm的型芯在液压机的重复开模,合模过程中始终处于一个准确的位置呢?保证都进入图55个模
孔中呢?在这里,液压机的装配、调试有它的特殊
性。首先将各零件按图要求加工尺寸到位,但55个
型芯的下模固定孔按松配合加工好。再将上模固定
板、下模固定板、型腔固定板叠在一起镗孔。再将导
柱压入下模固定板中,以导柱导向将导套分别压入
型腔板与上模固定板中。将下模装于下模固定板
中,再调下模与型腔的间隙,将型腔固定于型腔板
上。再调型腔与上模的间隙,将上模固定在模固定
板上。将55个Φ1.88mm的型芯依次插入上模的
55
个Φ1.88mm孔中,再合上,上下模现场粘结型芯于
下模板上。最后装余下零件,即可保证精度。
4
结束语
通过理论分析及实践验证,精密液压机也适用
于以粉末为原材料的其它各类模具压制。采用此液
压机代替人工操作后,制品质量稳定,排除了人为因
素的干扰,而且传动平稳,生产率高,降低了成本。
本液压机的特点如下
:
(1)
精度高。因采用了特殊的装配、调试法,保
证了玻璃制件径向的形状、位置、尺寸精度,互换性
高。采用死挡块控制了玻坯的高度的尺寸。
(2)
自动计量。用定容装置保证了每只玻坯重
量相等,控制在规定的公差范围之内。
(3)
振动均粉。为保证每只玻坯的密度相等
,
故要振动。且振动中采用了与压制分离振动,保证
了液压机的运动精度。
(4)
液压机合模、开模行动平稳。采用了液压
传动进行玻坯压制,平稳且无级调速,压力显示,传
动力大。
(5)
出料流畅。采用二次脱模机构,避开了振
动器的干扰,平稳,可靠地将玻坯顶出。
本液压机的设计,制造工艺对我院模具专业开
设的“液压传动与控制”、“塑料成型机件”二门课的
教学也有较大的启发及帮助。
欢迎订阅 欢迎赐稿 欢迎刊登广告
04
液压气动与密封 2003年第6期